柴油加氢装置吸收稳定单元参数的优化
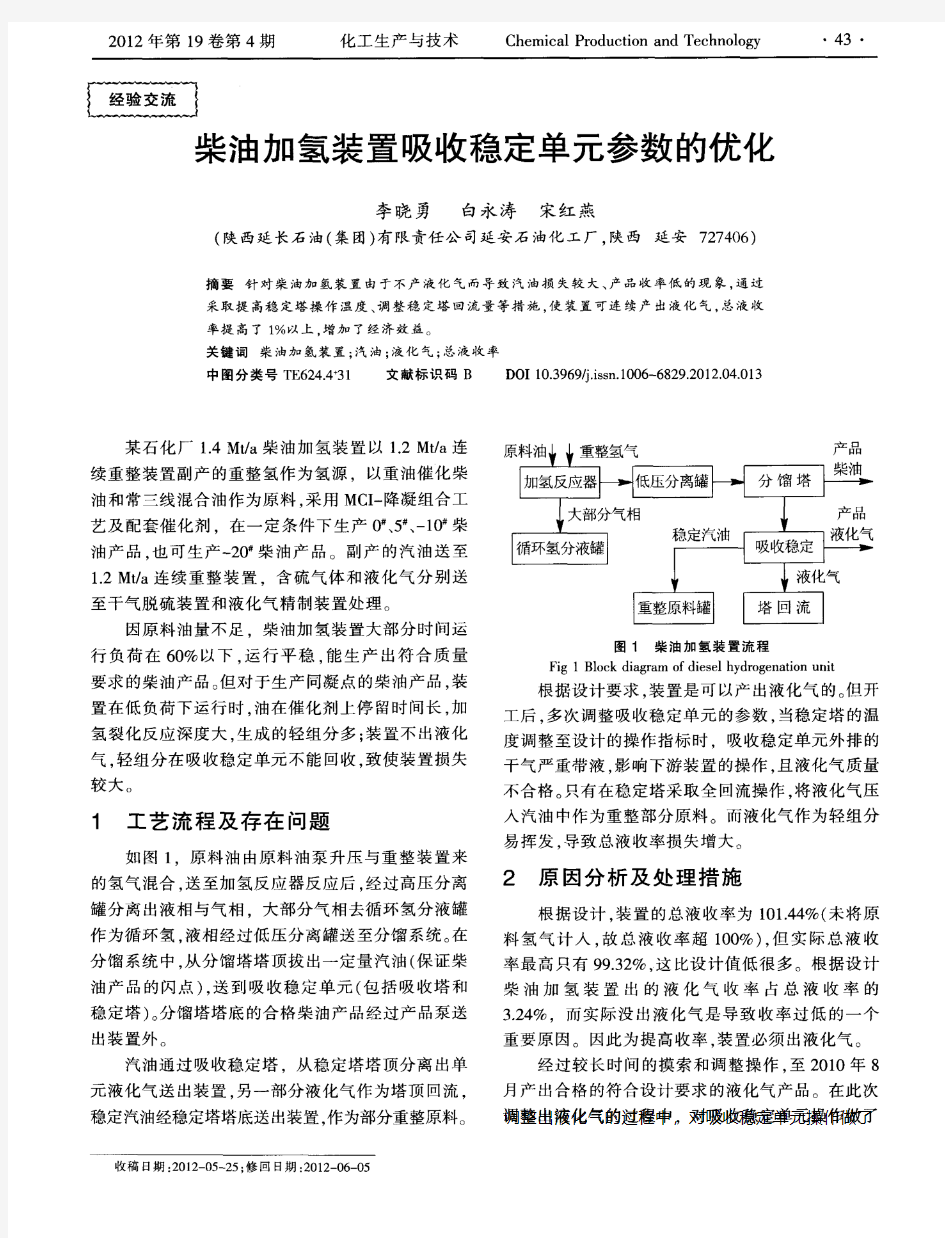
柴油加氢装置开工方案
加氢装置开工方案 一、准备工作 1、装置检修工作全部结束,工艺管线、设备均经试压验收合格。 2、机泵试运结束。 3、全装置的动火项目结束,现场卫生清理干净。 4、公用系统水、电、汽、风、瓦斯供应正常。 5、安全消防器材配备齐全,安全措施已落实。 6、提前联系合格的氢气。 7、气密用具、刷子、肥皂水、洗耳球等已准备好。 8、联系有关车间如成品、化验、仪表、电工、维修、配合开工。 二、装置吹扫气密与置换 (一)、管线设备吹扫 1、蒸汽吹扫试密:分馏系统、瓦斯系统、放空系统; 2、氮气吹扫试密:原料系统、临氢系统(反应系统及新氢系统) (三)、试密检查方法 1、用氮气试压:充压至试验压力后,全面检查设备、管线的法兰、焊缝、接口等,以肥皂水检查不冒泡、目测不变形,保压压降不超过标准为合格; 2、用蒸汽试压:充压至试验压力后,全面检查设备、管线的法兰、焊缝、接口等,以肥皂水检查不冒泡、目测不变形为合格; 试密压力标准 备注:
1、正常生产时开工试密,实施第二段时,需点炉升温至反应器床层温度100℃左右; 2、反应系统 (1)试密步骤 A、隔离工作 ①上述流程内所有放空、排凝阀关闭; ②P201出口阀关闭; ③反冲洗污油泵出口阀关闭; ④LICA2002、LICA2003下游阀及付线阀关闭; ⑤HIC2001下游阀及付线阀关闭; ⑥机201出口阀关闭; B、首先用试密介质升压到2.2MPa,检查设备的严密性,合格后,保压4小时,允许压降每小时压力下降不大于0.02MPa; C、第一阶段合格后继续用试密介质试密,开新氢机升压,并点炉201升温,只有反应器床层温度大于93℃以后,才能使系统压力超过2.2MPa(升压速度不大于0.05MPa/小时),否则,继续保压; D、当V202压力达到4.0MPa时,检查设备的严密性,合格后,保压2小时,允许压降每小时压力下降不大于0.05MPa; 备注:在第二阶段升压及保压过程中,要始终保持反应器床层温度大于93℃,但系统各点温度也不能大于100℃。 (2)系统试压结束后,在以下部位泄压: ①V202顶部和底部放空排凝; ②V202顶部出口放空。 (3)注意事项:做好试密范围内的隔离工作,防止串压。 三、氢气试密:
柴油加氢改质装置
柴油加氢改质装置 一工艺原理 1加氢精制 加氢精制主要反应为加氢脱硫、加氢脱氮、加氢脱氧、烯烃与芳烃的饱和加氢,以及加氢脱金属。其 典型反应如下 (1)脱硫反应: 在加氢精制条件下石油馏分中的含硫化合物进行氢解,转化成相应的烃和H2S,从而硫杂原 子被脱掉。 化学反应方程式: 二硫化物:RSSR’ + 3H2→RH + R’H + 2H2S 二硫化物加氢反应转化为烃和H2S,要经过生成硫醇的中间阶段,即首先S-S键上断开,生 成硫醇,再进一步加氢生成烃和硫化氢,中间生成的硫醇也能转化成硫醚。 噻吩与四氢噻吩的加氢反应: 噻吩加氢产物中观察到有中间产物丁二烯生成,并且很快加氢成丁烯,继续加氢成丁烷苯并噻吩在50-70大气压和425℃加氢生成乙基苯和硫化氢: 对多种有机含硫化物的加氢脱硫反应进行研究表明:硫醇、硫醚、二硫化物的加氢脱硫反应 多在比较缓和的条件下容易进行。这些化合物首先在C-S键,S-S键发生断裂,生成的分子碎片 再与氢化合。环状含硫化物加氢脱硫较困难,需要苛刻的条件。环状含硫化物在加氢脱硫时,首 先环中双键发生加氢饱和,然后再发生断环再脱去硫原子。 各种有机含硫化物在加氢脱硫反应中的反应活性,因分子结构和分子大小不同而异,按以下 顺序递减:
RSH>RSSR>RSR>噻吩 噻吩类化合物的反应活性,在工业加氢脱硫条件下,因分子大小不同而按以下顺序递减:噻吩>苯并噻吩>二苯并噻吩>甲基取代的苯并噻吩 (2)脱氮反应 石油馏分中的含氮化合物可分为三类: a 脂肪胺及芳香胺类 b 吡啶、喹啉类型的碱性杂环化合物 c 吡咯、咔唑型的非碱性氮化物 在各族氮化物当中,脂肪胺类的反应能力最强,芳香胺(烷基苯胺)等较难反应。无论脂肪族胺或芳香族胺都能以环状氮化物分解的中间产物形态出现。碱性或非碱性氮化物都是比较不活泼的,特别是多环氮化物更是如此。这些杂环化合物存在于各种中间馏分,特别是重馏分,以及煤及油母页岩的干馏或抽提产物中。在石油馏分中,氮化物的含量随馏分本身分子量增大而增加。在石油馏分中,氮含量很少,一般不超过几个ppm。 在加氢精制过程中,氮化物在氢作用下转化为NH3和烃。几种含氮化物的氢解反应如下: 根据发表的有关加氢脱氮反应的热力学数据,至少对一部分氮化物来说,当温度在300-500℃范围内,需要较高的氢分压才能进行加氢脱氮反应。从热力学观点来看,吡啶的加氢脱氮比其它氮化物更困难。为了脱氮完全,一般需要比脱硫通常采用的压力范围更高的压力。 在几种杂原子化合物中,含氮化合物的加氢反应最难进行,或者说它的稳定性最高。当分子结构相似时,三种杂原子化合物的加氢稳定性依次为: 含氮化合物>含氧化合物>含硫化合物 例如:焦化柴油加氢时,当脱硫率达到90%的条件处,其脱氮率仅为40%。
汽油加氢装置工艺流程培训教案
汽油加氢装置工艺流程培训教案 1 汽油加氢装置简介 1.1 概况 乙烯装置来的裂解汽油(C5—C9馏份)中含有大量的苯、甲苯、二甲苯等芳烃成份,是获得芳烃的宝贵原料。裂解汽油中除芳烃外,还含有单烯烃,双烯烃和烯基芳烃,还含有硫、氧、氮杂质。由于有不饱和烃的存在,裂解汽油是不稳定的。裂解汽油加氢的目的就是使不饱和烃变成饱和烃,并除去硫、氮、氧等杂质,为芳烃抽提装置提供稳定的高浓度芳烃含量的原料—加氢汽油。 1.2 原辅料及成品的特性 本装置在工艺上属于易燃、易爆、高温生产线,易发生着火、爆炸和气体中毒等事故。 裂解汽油为淡黄色芳香味挥发性液体,是芳香族和脂肪碳氢化合物的混合体。主要是由苯、甲苯、二甲苯、乙苯及C5-C9以上烃类组成。对人体存在危害作用。 氢气是种易燃易爆气体。氢气与空气混合,爆炸范围为4-74%(V)。 加氢汽油主要是由由苯、甲苯、二甲苯、乙苯及C5-C8饱和烷烃组成,对人体也存在危害作用。 过氧化氢异丙苯为无色或黄色油状液体,有特殊臭味,易分解引起爆炸。 硫化氢属于高危害毒物,密度比空气重,能沿地面扩散,燃烧时会产生二氧化硫有毒蒸汽,对人体存在危害作用。 2 工艺流程简介
2.1工艺特点 汽油装置采用国产化汽油加氢技术,其生产方法是先切除C 5馏份和C 9馏份,剩下的C 6—C 8馏份进行一段加氢,二段加氢,最终得到芳烃抽提的原料—加氢汽油。 2.2装置组成 汽油加氢装置由以下三部分组成: A :预分馏单元(主要包括切割C 5、脱砷、切割C 9) B :反应单元(主要包括一段加氢、二段加氢、压缩、和过热炉) C :稳定单元(主要包括脱硫化氢系统) 2.3工艺说明 2.3.1生产方法 利用裂解汽油中各组分在一定温度、压力的条件下,其相对挥发度不同,采用普通精馏的方法,将C 5馏份和沸点在其以下的轻馏份、C 9馏份和沸点在其以上的重组份,通过脱C 5塔和脱C 9塔分离,得到C 6—C 8馏份,然后通过钯或镍系催化剂和钴钼催化剂,进行选择性二次加氢,将C 6—C 8馏份中的不饱和烃加氢成饱和烃,并除去其中的有机硫化物、氧化物、氯化物,其主要化学反应有: (1)双烯加氢,在一段反应器进行。例如: (2)单烯及硫、氧、氮、氯化物加氢,在二段反应器进行。 例如: H 3C-CH=CH-CH=CH-CH 3+H 2 H 3C-CH=CH-CH 2-CH 2-CH 3 Pa Al 2O 3 CH 3-CH 2-CH=CH-CH 2-CH 3+H 2 CH 3-(CH 2)4-CH 3 Co+Mo Al 2O 3
蜡油加氢裂化装置
180万吨/年蜡油加氢裂化装置 一、工艺流程选择 1、反应部分流程选择 A.反应部分采用单段双剂串联全循环的加氢裂化工艺。 B.反应部分流程选择:本装置采用部分炉前混氢的方案,即部分混合氢和原料油混合进入高压换热器后进入反应进料加热炉,另一部分混合氢和反应产物换热后与加热炉出口的混氢油一起进入反应器。 C.本装置采用热高分流程,低分气送至渣油加氢脱硫后进PSA部分,回收此部分溶解氢。同时采用热高分油液力透平回收能量。因本装置处理的原料油流含量很高,氮含量较高,故设循环氢脱硫设施。 2、分馏部分流程选择 A.本项目分馏部分采用脱硫化氢塔-吸收稳定-常压塔出航煤和柴油的流程,分馏塔进料加热炉,优化分流部分换热流程。采用的流程比传统的流程具有燃料消耗低、投资省、能耗低等特点。 B.液化气的回收流程选用石脑油吸收,此法是借鉴催化裂化装置中吸收稳定的经验,吸收方法正确可靠,回收率搞。具有投资少、能耗低、回收率可达95%以上等特点。 3、催化剂的硫化、钝化和再生 A、本项目催化剂硫化拟采用干法硫化 B、催化剂的钝化方案采用低氮油注氨的钝化方案 C、催化剂的再生采用器外再生。 二、工艺流程简介 1、反应部分
原料油从原料预处理装置和渣油加氢裂化装置进入混合器混合后进入原料缓冲罐(D-101),经升压泵(P-101)升压后,再经过过滤(SR-101),进入滤后原料油缓冲罐(D-102)。原料油经反应进料泵(P-102)升压后与部分混合氢混合,混氢原料油与反应产物换热(E-101),然后进入反应进料加热炉(F-101)加热,加热炉出口混氢原料和另一部分经换热后的混合氢混合,达到反应温度后进入加氢精制反应器(R-101),然后进入加氢裂化反应器(R-102),在催化剂的作用下,进行加氢反应。催化剂床层间设有控制反应温度的急冷氢。反应产物先与部分混合氢换热后再与混氢原料油换热后,进入热高压分离器(D-103)。 装置外来的补充氢由新氢压缩机(K-101)升压后与循环氢混合。混合氢先与热高分气进行换热,一部分和原料油混合,另一部分直接和反应产物换热后直接送至加氢精制反应器入口。 从热高压分离器出的液体(热高分油)经液力透平(HT-101)降压回收能量,或经调节阀降压,减压后进入热低压分离器进一步在低压将其溶解的气体闪蒸出来。气体(热高分气)与冷低分油和混合氢换热,最后由热高分气空冷器(A-101)冷却至55℃左右进入冷高压分离器,进行气、油、水三相分离。为防止热高分气中NH3和H2S在低温下生成铵盐结晶析出,赌赛空冷器,在反应产物进入空冷器前注入除盐水。 从冷高压分离器分理出的气体(循环氢),经循环氢脱硫后进入循环氢压缩机分液罐(D-108),有循环氢压缩机(K-102)升压后,返回反应部分同补充氢混合。自循环氢脱硫塔底出来的富胺液闪蒸罐闪蒸。从冷高压分离器分离出来的液体(冷高分油)减压后进入冷低压分离器,继续进行气、液、水三相分离。冷高分底部的含硫污水减压后进入酸性水脱气罐(D-109)进行气液分离,含硫污水送出装置至污水汽提装置处理。从冷低压分离器分离出的气体(低分气)至渣油加氢装置低压脱硫部分:液体(冷低分油)经与热高分气换热后进入脱硫化氢塔。从热低压分离器分离出的气体(热低分气)经过水冷冷却后至冷低压分离器,液体(热低分油)直接进入脱硫化氢塔。 2、分馏和吸收稳定部分
最新240万加氢装置循环氢压缩机ITCC系统联锁逻辑说明汇总
240万加氢装置循环氢压缩机I T C C系统联锁逻辑说明
目录 目录 (2) 1 联锁逻辑 (3) 2 开车步骤 (5) 3 超速实验与正常停机 (7) 4 润滑油备泵自启动逻辑 (7) 5 防喘振控制 (7) 附:联锁报警值一览表 (9)
1 联锁逻辑 1.1联锁条件: (1)压缩机止推轴承温度TT11447A/B高高二取二(HH:115℃),分别带旁路软开关TI11447A/B (2)压缩机止推轴承温度TT11448A/B高高二取二(HH:115℃),分别带旁路软开关TI11448A/B (3)压缩机支撑轴承温度TT11446A/B高高二取二(HH:115℃),分别带旁路软开关TI11446A/B (4)压缩机支撑轴承温度TT11445A/B高高二取二(HH:115℃),分别带旁路软开关TI11445A/B (5)压缩机轴位移ZSHH11442A/B过大二取二(HH:0.7mm),分别带旁路软开关ZSHH11442A/B (6)压缩机轴振动VSHH11443过大(HH:88.9μm),带旁路软开关VSHH11443 (7)压缩机轴振动VSHH11444过大(HH:88.9μm),带旁路软开关VSHH11444 (8)汽轮机径向轴承温度TT11463A/B高高二取二(HH:115℃),分别带旁路软开关TI11463A/B (9)汽轮机径向轴承温度TT11464A/B高高二取二(HH:115℃),分别带旁路软开关TI11464A/B (10)汽轮机推力轴承温度TT11461A/B高高二取二(HH:115℃),分别带旁路软开关TI11461A/B (11)汽轮机推力轴承温度TT11462A/B高高二取二(HH:115℃),分别带旁路软开关TI11462A/B (12)汽轮机轴位移ZSHH11461A/B过大二取二(HH:0.8mm),分别带旁路软开关ZSHH11461A/B (13)汽轮机轴振动VSHH11461过大(HH:88.9μm),带旁路软开关VSHH11461 (14)汽轮机轴振动VSHH11462过大(HH:88.9μm),带旁路软开关VSHH11462 (15)驱动端一级密封泄漏量PDT11495高高(HH:78.6kPa),带旁路软开关PDI11495 (16)非驱动端一级密封泄漏量PDT11496高高(HH:78.6kPa),带旁路软开关PDI11496 (17)汽轮机速关油压力PT11460低(L:0.15MPa) ,带旁路软开关PI11460 (18)汽轮机转速高高自203 SSHH11463A,带旁路软开关SSHH11463A
蜡油加氢装置简介分解
100万吨/年蜡油加氢装置装置简介 中国石化股份有限公司 上海高桥分公司炼油事业部 2007年3月
编制:何文全审核:严俊校对:周新娣
目录 第一章工艺简介 (1) 一、概述 (1) 二、装置概况及特点 (1) 三、原材料及产品性质 (2) 四、生产工序 (4) 五、装置的生产原理 (5) 六、工艺流程说明 (5) 七、加工方案 (6) 八、自动控制部分 (10) 九、装置内外关系 (11) 第二章设备简介 (13) 一、加热炉 (13) 二、氢压机 (13) 三、非定型设备 (13) 四、设备一览表 (15) 五、设备简图 (20)
第一章工艺简介 一、概述 中国石化股份有限公司上海高桥分公司炼油事业部是具有五十多年历史的加工低硫石蜡基中质原油的燃料——润滑油型炼油企业,根据中国石化股份有限公司原油油种变化和适应市场发展的需求,上海高桥分公司到2007年以后除了加工大庆原油、海洋原油等低硫原油外,将主要加工含硫2.0%左右的含硫含酸进口原油。由于常减压生产的减压蜡油和延迟焦化装置生产的焦化蜡油中含有较多的不饱和烃及硫、氮等有害的非烃化合物,这些产品无法达到催化裂化装置的要求。为了使二次加工的蜡油达到催化裂化装置的要求,必须对焦化蜡油和减压蜡油进行加氢精制,因此上海高桥分公司炼油事业部进行原油适应性改造时,将原100万吨/年柴油加氢精制装置改造为100万吨/年蜡油加氢装置。本装置的建设主要是为了催化裂化装置降低原料的硫含量和酸度服务。本装置由中国石化集团上海工程有限公司设计,基础设计于2005年6月份完成,2005年8月份进行了基础设计审查,工程建设总投资2638.73万元,其中工程费用2448.74万元。2006年7月降蜡油含硫量由原设计2.44%提高至3.28%,工程建设总概算增加820.8万元。 二、装置概况及特点 1.装置规模及组成 蜡油加氢精制装置技术改造原料处理能力为100万吨/年,年开工时数8400小时。本装置为连续生产过程。主要产品为蜡油、柴油、汽油。 本装置由反应部分、循环氢脱硫部分、氢压机部分(包括新氢压缩机、循氢压缩机)、加热炉部分及公用工程部分等组成。 2.生产方案 混合原料经过滤后进入缓冲罐,用泵升压,经换热、混氢,再经换热进入加热炉,加热至350℃后进反应器进行加氢,反应产物经换热后进热高分进行气液分离,气相进一步冷却,进冷高分进行气液分离,气相进新增的循环氢脱硫塔脱硫后作为循环氢与新氢混合,组成混合氢循环使用;液相减压后至热低分,热低分的液相至催化裂化装置。热低分气相经冷凝冷却至冷低分,冷低分的液相至汽柴油加氢装置。 3.装置平面布置
汽柴油加制氢车间加氢装置防冻防凝方案(正式)
编订:__________________ 单位:__________________ 时间:__________________ 汽柴油加制氢车间加氢装置防冻防凝方案(正式) Deploy The Objectives, Requirements And Methods To Make The Personnel In The Organization Operate According To The Established Standards And Reach The Expected Level. Word格式 / 完整 / 可编辑
文件编号:KG-AO-7736-75 汽柴油加制氢车间加氢装置防冻防 凝方案(正式) 使用备注:本文档可用在日常工作场景,通过对目的、要求、方式、方法、进度等进行具体、周密的部署,从而使得组织内人员按照既定标准、规范的要求进行操作,使日常工作或活动达到预期的水平。下载后就可自由编辑。 一、目的: 加强汽柴油加制氢车间加氢装置冬季的防冻防凝工作,在外界气温降至各介质冻、凝温度以前采取一些切实有效的措施,避免因介质冻、凝造成管线、设备的损坏和不必要的停工,确保装置的安全平稳生产。 二、防冻防凝方案: 1、新氢压缩机和循环氢压缩机备机的气缸、填料冷却水投用。 2、投软化水站水箱加热盘管,排凝阀微开;两水泵回水箱阀微开,水自运行泵窜到备用泵出口,再经备用泵至备用泵入口(保证泵不倒转);水泵出过滤器两组同时投用;水站冷却器循环水均投用;水箱上水稍开,水箱放空稍开,以保证水箱液位为准。
3、四台压机油站冷却器,循环水都投上,且循环水副线稍开防冻。 4、高压注水去空冷和E2103管程注水阀略开,注水泵总量≯5.8t/h。 5、备用注水泵进出口阀开,水在最小流量调节阀前排凝;运行泵最小流量线略微过量,回罐,并在备用泵最小流量调节阀后法兰放空一部分。 6、软化水罐冷却水付线阀稍开,阀后低点排凝打开。 7、凝结水回软化水罐阀前排凝打开;除氧水进装置阀关闭,去注水罐前排凝阀打开。 8、D-2108存水放净,抽出线去D2102、制氢等处用氮气赶净存水,并打开低点排凝。 9、D-2104北灭火蒸汽回水投用;卫生专用线低点排凝打开(水线、蒸汽线)。 10、反应油采样器冷却水投用。 11、火炬分液罐白班将罐内残液放入地下污油罐(要求脱水包内不见液位)。
加氢裂化装置说明、危险因素及防范措施
仅供参考[整理] 安全管理文书 加氢裂化装置说明、危险因素及防范措施 日期:__________________ 单位:__________________ 第1 页共18 页
加氢裂化装置说明、危险因素及防范措施 一、装置简介 (一)装置的发展及类型 1.加氢装置的发展 加氢是指石油馏分在氢气及催化剂作用下发生化学反应的加工过程,加氢过程可分为加氢精制、加氢裂化、临氢降凝、加氢异构化等,下面重点介绍加氢裂化加工过程。 加氢技术最早起源于20世纪20年代德国的煤和煤焦油加氢技术,第二次世界大战以后,随着对轻质油数量及质量的要求增加和提高,重质馏分油的加氢裂化技术得到了迅速发展。 1959年美国谢夫隆公司开发出了Isocrosking加氢裂化技术,其后不久环球油品公司开发出了Lomax加氢裂化技术,联合油公司开发出了Uicraking加氢裂化技术。加氢裂化技术在世界范围内得到了迅速发展。 早在20世纪50年代,我国就已经对加氢技术进行了研究和开发,早期主要进行页岩油的加氢技术开发,60年代以后,随着大庆、胜利油田的相继发现,石油馏分油的加氢技术得到了迅速发展,1966年我国建成了第一套4000kt/a的加氢裂化装置。 进入20世纪90年代以后,国内开发的中压加氢裂化及中压加氢改质技术也得到了应用和发展。 2.装置的主要类型 加氢装置按加工目的可分为:加氢精制、加氢裂化、渣油加氢处理等类型,这里主要介绍加氢裂化装置。 加氢裂化按操作压力可分为:高压加氢裂化和中压加氢裂化,高压 第 2 页共 18 页
加氢裂化分离器的操作压力一般为16MPa左右,中压加氢裂化分离器的操作压力一般为9.OMPa左右。 加氢裂化按工艺流程可分为:一段加氢裂化流程、二段加氢裂化流程、串联加氢裂化流程。 一段加氢裂化流程是指只有一个加氢反应器,原料的加氢精制和加氢裂化在一个反应器内进行。该流程的特点是:工艺流程简单,但对原料的适应性及产品的分布有一定限制。 二段加氢裂化流程是指有两个加氢反应器,第一个加氢反应器装加氢精制催化剂,第二个加氢反应器装加氢裂化催化剂,两段加氢形成两个独立的加氢体系,该流程的特点是:对原料的适应性强,操作灵活性较大,产品分布可调节性较大,但是,该工艺的流程复杂,投资及操作费用较高。 串联加氢裂化流程也是分为加氢精制和加氢裂化两个反应器,但两个反应器串联连接,为一套加氢系统。串联加氢裂化流程既具有二段加氢裂化流程比较灵活的特点,又具有一段加氢裂化流程比较简单的特点,该流程具有明显优势,如今新建的加氢裂化装置多为此种流程,本节所述的流程即为此种流程。 二、重点部位及设备 (一)重点部位 1.加热炉及反应器区 加氢装置的加热炉及反应器区布置有加氢反应加热炉、分馏部分加热炉、加氢反应加热器、高压换热器等设备,其中大部分设备为高压设备,介质温度比较高,而且加热炉又有明火,因此,该区域潜在的危险性比较大,主要危险为火灾、爆炸是安全上重点防范的区域。 第 3 页共 18 页
柴油加氢装置停工总结要点
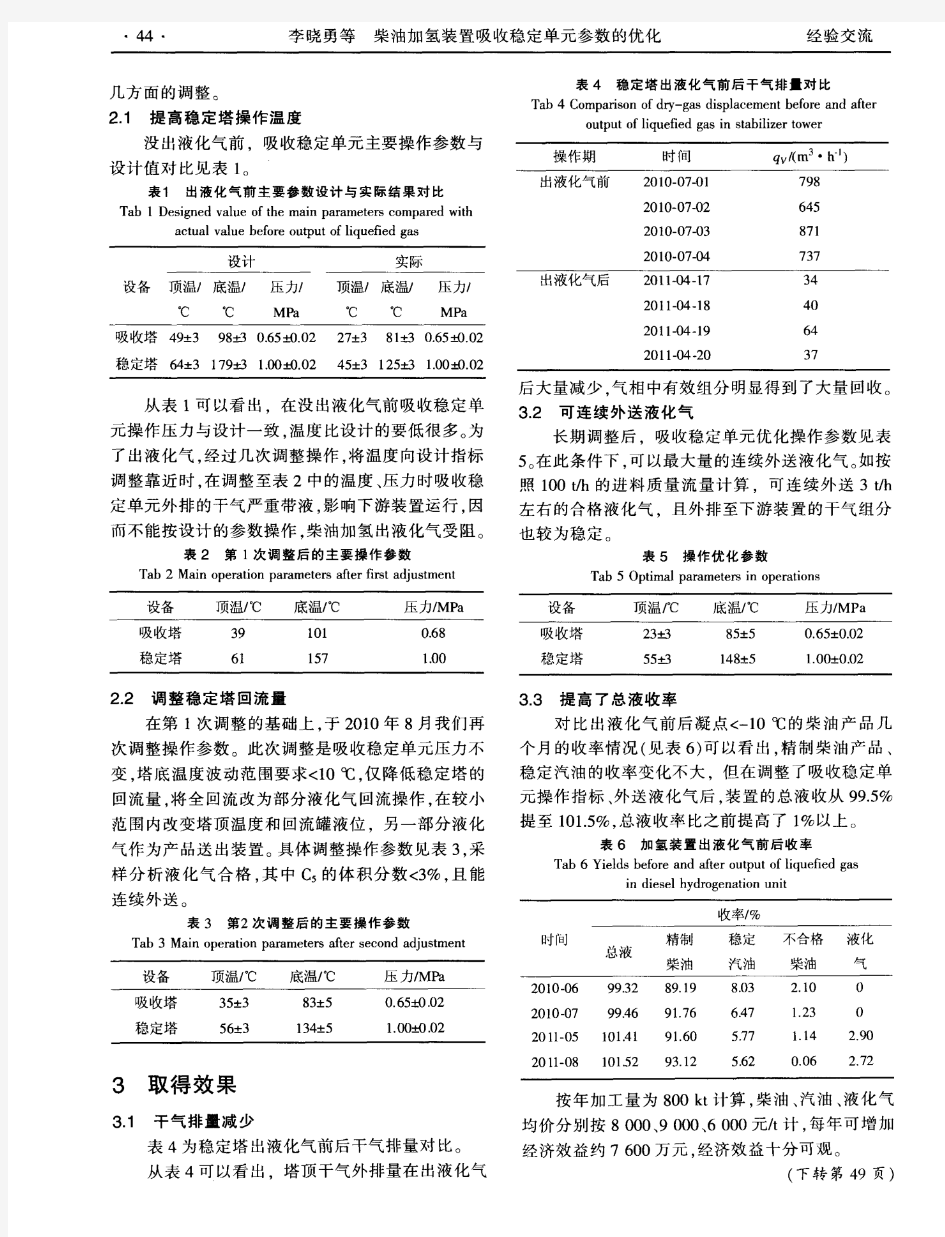
柴油加氢装置停工总结 按照公司停工检修统一统筹安排,柴油加氢装置于2011年6月20日22时开始停工,现对柴油加氢装置停工过程中停工进度、对外管线吹扫、人员分工、盲板管理、停工过程中存在的不足等几个方面对本次停工总结如下: 一、停工过程与分析 表1 装置停工进度表
柴油加氢装置停工总结 图1装置停工反应器实际降温曲线与原先方案降温曲线比较 4
装置停工实际进度与原计划停工统筹差异主要有以下几点: (1)、装置停进料泵P-102A后,反应系统热氢带油阶段,原先计划安排热氢带油16h。实际停工阶段热氢带油10h后,热高分液位基本未见上涨,同时由于重整装置停工安排,氢气中断供应,反应系统热氢带油比原先计划缩短6h。 (2)、反应系统热氮脱氢阶段,反应器入口温度维持220℃,反应系统压力维持2.7MPa,进行热氮脱氢12小时,比原先停工计划缩短12h。原计划反应系统热氮脱氢阶段,循环气中氢+烃置换至<0.5V%后结束热氮脱氢。实际停工过程中,热氮脱氢结束时,循环气中氢+烃含量为25.86V%,反应系统降温阶段继续进行氮气置换,直至循环气中氢+烃含量<0.5V%。 (3)、反应系统降温阶段,停F-101后,F-101快开风门全部打开,A-101维持最大冷却负荷进行循环降温,R-101床层温度降至150℃前,实际降温速度为7℃/h R-101床层温度降至100~150℃阶段,实际降温速度为4~5℃/h,R-101床层温度自220℃降至70℃,实际降温时间为39h。与原先计划差别不大。由于装置反应器内径较大(5.2m),系统补充氮气量受公司氮气总量限制,R-101床层温度未降至原先计划德60℃。 (4)、反应器降温结束后,停K-102、K-101,反应系统泄压至0.5MPa,自K-102出口补入氮气继续置换反应系统18h后,反应系统循环气化验分析氢+烃<0.2V%,反应系统泄压至微正压。公用工程系统吹扫合格后,装置交出检修。 (5)、装置塔、罐蒸煮结束后,C-201、D-103、D-105、D-305、D-117高硫氢部位进行钝化清洗,由于D-103、D-105、D-117导淋堵塞,废钝化液外排比较困难。从开始钝化至废钝化液排净用时约为48h,远超过原先计划的钝化时间(16h)。 二、公用工程消耗 表2 装置停工公用工程消耗 (1)、由于柴油加氢装置低压氮气流量表量程为(0~1000m3/h),装置停工吹扫期间经常出现满量程问题,低压氮气实际耗量比MES数据要大。
柴油加氢精制工艺(工程科技)
柴油加氢精制工艺 定义:加氢精制是指在一定温度、压力、氢油比和空速条件下,原料油、氢气通过反应器内催化剂床层,在加氢精制催化剂的作用下,把油品中所含的硫、氮、氧等非烃类化合物转化成为相应的烃类及易于除去的硫化氢、氨和水。提高油品品质的过程。 石油馏分中各类含硫化合物的C—S键是比较容易断裂的,其键能比C—C或C—N键的键能小许多。在加氢过程中,一般含硫化合物中的C—S键先行断开而生成相应的烃类和H2S。但由于苯并噻吩的空间位阻效应,C-S键断键较困难,在反应苛刻度较低的情况下,加氢脱硫率在85%左右,能够满足目前产品柴油硫含量小于2000ppm 的要求。 柴油馏分中有机氮化物脱除较困难,主要是C-N键能较大,正常水平下,在目前的加氢精制技术中脱氮率一般维持在70%左右,提高反应压力对脱氮有利。 烯烃饱和反应在柴油加氢过程中进行的较完全,此反应可以提高柴油的安定性和十六烷值。 当然,在加氢精制过程中还有脱氧、芳烃饱和反应。加氢脱硫、脱氮、脱氧、烯烃饱和、芳烃饱和反应都会进行,只是反应转化率纯在差别,这些反应对加氢过程都是有利的反应。但同时还会发生烷烃加氢裂化反应,此种反应是不希望的反应类型,但在加氢精制的反应条件下,加氢裂化反应有不可避免。目前为了解决这个问题,主要是
调整反应温度和采用选择性更好的催化剂。 下面以我厂100万吨/年汽柴油加氢精制装置为例,简单介绍一下工艺流程: 60万吨柴油加氢精制 F101D201 D102 D101 SR101 P101P102E103E101 R101 K101 D106 E104 D103D104 D105 D107 P103 P201 E201A202 P202 A201 K101 E101E102E103A101 产品柴油 循环氢 低分气 C201 催化汽油选择性加氢脱硫醇技术(RSDS技术) 催化汽油加氢脱硫醇装置的主要目的是拖出催化汽油中的硫含量,目前我国大部分地区汽油执行国三标准,硫含量要求小于150ppm,烯烃含量不大于30%,苯含量小于1%。在汽油加氢脱硫的过程中,烯烃极易饱和,辛烷值损失较大,针对这一问题,石科院开发了RSDS技术。本技术的关键是将催化汽油轻重组分进行分离,重组分进行加氢脱硫,轻组分碱洗脱硫。采取轻重组分分离的理论基础是,轻组分中烯烃含量高,可达到50%以上,通过直接碱洗,辛烷值
加氢操作规程解析
目的 为了搞好加氢精制装置的正常操作,保证该装置的“安、稳、长、满、优”运行,特制订本规程。 范围 本规程规定了加氢精制装置工艺原理与流程、正常操作法、特殊情况处理、开停工方法和步骤、安全和环保要求等内容。 本规程适用于沧州分公司80×104t/a加氢精制装置的工艺操作。 引用依据 本规程是在参照沧州分公司80×104t/a加氢精制装置设计说明书以及国内其他同类型装置的操作规程编制而成的,对原版规程做了修订。 职责和权限 1. 生产管理部是本规程的归口管理部门。负责组织车间和有关部门或人员编写、修改修订本规程;每周负责按照本规程规定的要求对车间执行情况进行抽查、监督和考核。 2. 机动部、安环部是本规程的分管部门。参与本规程的编写、修改修订和审核会签工作;每周负责按照部门专业管理的职责和权限以及本规程规定的要求对车间执行情况进行抽查、监督和考核。 3.炼油二部是本规程的执行部门。参与本规程编写或修订的起草工作,负责组织岗位操作人员贯彻执行,并对本单位日常执行情况进行监督、检查和考核。 4.其他相关单位进入本装置进行施工、检维修作业时,必须遵守本规程
的有关安全、检维修规定。
1. 装置概述 1.1装置概况及特点 1.1.1 装置简介 中国石油化工股份有限公司沧州分公司60万吨/年汽柴油加氢精制装置是依据中石化(1997)建字293号文《关于沧州炼油厂改炼胜利原油改造工程初步设计的批复》,由中国石化北京设计院设计、中国石化第四建设公司承建,于1998年2月28日动工建设。1999年3月28日实现中交,4月29日开始催化剂预硫化,4月30日切换原料油实现一次开车成功。2001年1月由于加氢石脑油硫含量超高,进行了技术改造,增设了石脑油脱硫塔单元。2002年10月大检修期间,进行了装置扩能改造,增上了一台加氢大流量进料泵、注水泵,其它方面进行配套改造,由60万吨/年改为80万吨/年。2003年10月,再次进行技术改造,增上一汽提塔,用于生产低凝点柴油。2004年大修期间将加氢柴油泵改为大流量泵,并增上变频,满足柴油外送需求。2007年7月大修期间进行了加氢热料直供流程改造,打通了催化柴油、焦化柴油、焦化汽油和常三线直柴的热料直供流程(当前因焦化汽柴油携带的杂质过高而没有直接进装置),实现了催化柴油热料直供。 1.1.2 装置规模: 初建设计公称规模60万吨/年。
加氢装置
加氢装置 拼音:jiaqingliehuazhuangzhi 英文名称:hydrocracker 说明:加氢裂化的工业装置有多种类型。按反应器中催化剂的态不同分为固定床和沸腾床加氢裂化工艺,目前前者是主流。按反应器的作用又分为一段法和两段法。两段法包括两级反应器,第一级作为加氢精制段,除掉原料油中的氮、硫化物。第二级是加氢裂化反应段。一段法的反应器只有一个或数个并联使用。一段法固定床加氢裂化装置的工艺流程是原料油、循环油及氢气混合后经加热导入反应器。反应器内装有粒状催化剂,在 9.8-14.7兆帕(100-150公斤/厘米2)压力,氢油比约为1500:1,400℃左右条件下进行反应。反应产物经高压和低压分离器,把液体产品与气体分开,然后液体产品在分馏塔蒸馏获得产品石油馏分。一段法裂化深度较低,一般以减压蜡油为原料,生产中间馏分油为主。二段法裂化深度较深,一般以生产汽油为主。 加氢是指石油馏分在氢气及催化剂作用下发生化学反应的加工过程,加氢过程可分为加氢精制、加氢裂化、临氢降凝、加氢异构化等,下面重点介绍加氢裂化加工过程。 装置简介 (一)装置的发展 加氢技术最早起源于20世纪20年代德国的煤和煤焦油加氢技术,第二次世界大战以后,随着对轻质油数量及质量的要求增加和提高,重质馏分油的加氢裂化技术得到了迅速发展。 1959年美国谢夫隆公司开发出了Isocrosking加氢裂化技术,其后不久环球油品公司开发出了Lomax加氢裂化技术,联合油公司开发出了Uicraking加氢裂化技术。加氢裂化技术在世界范围内得到了迅速发展。 早在20世纪50年代,我国就已经对加氢技术进行了研究和开发,早期主要进行页岩油的加氢技术开发,60年代以后,随着大庆、胜利油田的相继发现,石油馏分油的加氢技术得到了迅速发展,1966年我国建成了第一套4000kt/a的加氢裂化装置。 进入20世纪90年代以后,国内开发的中压加氢裂化及中压加氢改质技术也得到了应用和发展。 (二)装置的主要类型 加氢装置按加工目的可分为:加氢精制、加氢裂化、渣油加氢处理等类型,这里主要介绍加氢裂化装置。
汽柴油加氢装置火灾爆炸危险性及安全措施
汽柴油加氢装置火灾爆炸危险性及安全措施 名称爆炸极限%(V/V)引燃温度℃闪点℃火灾危险类别汽油1.1~9.5%263~300-50甲柴油 1.4~4.5%25760℃丙(乙B)氢气4.1~74.1560-甲燃料气 3.0~13.O538-甲硫化氢 4.3~45.3260-甲丙烷 2.1-9.5450-104.1甲燃料油自燃点384℃, 2 工艺装置火灾危险性汽柴油加氢生产过程中有甲类火灾危险性物质存在,且操作温度高、压力大,一旦系统中出现泄漏现象,泄漏介质在高温下,一旦遇到空气就会着火,有可能引发火灾爆炸事故。按照《石油化工企业设计防火规范》对生产装置或装置内单元的火灾危险性确定的原则,汽柴油加氢装置应为甲类火灾危险性装置。●爆炸性气体环境分区在汽柴油加氢生产过程中,一旦出现泄漏,就会在装置区作业环境的空气中形成爆炸性气体混合物。因此,装置区域内属于爆炸危险环境。根据本装置爆炸性气体混合物出现的频繁程度和持续时间,按照《爆炸和火灾危险环境电力装置设计规范》第2.2.1条对爆炸性气体环境分区划分的原则,装置主要生产区域应为2区:区域内的地坑、地沟等应为1区(防火防爆区域等级)。3 工艺设备的火灾危险性1加热炉加热炉,如炉管壁温超高,会缩短炉管寿命;当超温严重、炉管强度降低到某一极限时,可能导致炉管爆裂,造成恶性爆炸事故。材质缺陷、施工质量低劣、高温腐蚀、阀门不严、违章操作、点火等造成炉管和燃料系统泄漏,是炉区发生
火灾的主要原因。炉管焊口、回弯头等处是容易发生火灾的主要部位。按《石油化工企业设计防火规范》的规定,加热炉属于丙类火灾危险设备。2反应器反应器是汽柴油加氢装置的关键设备,器内主要介质为汽柴油、氢气,且器内操作温度高、压力高,反应器在发生泄漏或超温超压时,有火灾爆炸的危险性。高压氢与钢材长期接触后还会使钢材强度降低(氢脆)出现裂纹,导致物理性爆炸发生火灾。按《石油化工企业设计防火规范》的规定,以反应器为主要反应设备的加氢精制属于甲类火灾危险设备。工艺介质温度较高(360℃以上,重整500℃加上摩擦温度上升)
柴油加氢装置的原理
由焦化柴油,催化柴油经过液控阀进入柴油反冲洗过滤器除去原料油中大于25μm的颗粒,过滤后的原料油经原料油/精制柴油换热器,与精制柴油换热后进入原料油缓冲罐稳压,然后经原料油泵升压,在流量的控制下,与混合氢混合作为混合进料混合进料经反应流出物/混合进料热热器与反应流出物换热后分四路进入加热炉进行加热,加热后汇成一路进入反应器(R101),反应后经反应流出物/混合进料换热器与混合进料换热后进热高压分离器。热高分气体经热高分气/混合氢换热器换热后,再经热高分器空冷器冷至49℃进入冷高压分离器。为了防止反应流出物中的铵盐在低温部分析出,通过注水泵将脱盐水注至上游处的管道中。冷却后的热高分气在中进行油、气、水三相分离。自塔顶部出来的循环氢(冷高分气)经循环氢脱硫塔入口分液罐分液后,进入循环氢脱硫塔底部,设有层浮阀塔盘,自贫溶剂缓冲罐来的贫溶剂,经循环氢脱硫塔贫溶剂泵升压后进入第一层塔盘。脱硫后的循环氢自塔顶出来,经循环氢压缩机入口分液罐分液后进入循环氢压缩机升压,然后分成两路,一路作为急冷氢去反应器(R101)控制反应器床层温升,另一路与来自新氢压缩机出口的新氢混合成为混合氢。自底部出来的富液在液位控制下与来自底部来的富液合并后至装置外。V102底部出来的热高分油在液位控制下经过液力透平(HT101)回收能量后进入热低压分离器(V104)。热低分气经热低分气/冷低分油换热器(E103)与冷低分油换热,再经热低分气冷却器(E104)冷却到49℃后与冷高分油混合进入冷低压分离器(V105)。自V104底部出来的热低分油与经热低分气/冷低分油换热器(E103)与热低分气换热后的自V105底部出来的冷低分油混合后进入产品分馏塔第26层塔盘。V105气相与产品分馏塔顶气及汽油脱硫化氢汽提塔塔顶气合并后去干气脱硫塔(T104)脱硫后送装置外管网。V103与V105底部排出的酸性水及分馏部分V106、V107排出的酸性水合并至公用工程部分含硫污水除油器(V117)进行脱气除油后,污水经泵送至装置外处理。 装置外来的新氢经新氢压缩机入口分液罐(V108)分液后进入新氢压缩机(C102A,B),经三级升压后与C101出口的循环氢混合成为混合氢。 二、分馏部分 从反应部分来的低分油直接进入产品分馏塔(T101),T101设与36层浮阀塔盘,塔底通入汽提蒸气。塔顶油气经产品分馏塔顶空冷器(A102)。产品分馏塔顶冷
汽柴油加制氢车间加氢装置防冻防凝方案正式样本
文件编号:TP-AR-L2705 In Terms Of Organization Management, It Is Necessary To Form A Certain Guiding And Planning Executable Plan, So As To Help Decision-Makers To Carry Out Better Production And Management From Multiple Perspectives. (示范文本) 编制:_______________ 审核:_______________ 单位:_______________ 汽柴油加制氢车间加氢装置防冻防凝方案正式样 本
汽柴油加制氢车间加氢装置防冻防 凝方案正式样本 使用注意:该解决方案资料可用在组织/机构/单位管理上,形成一定的具有指导性,规划性的可执行计划,从而实现多角度地帮助决策人员进行更好的生产与管理。材料内容可根据实际情况作相应修改,请在使用时认真阅读。 一、目的: 加强汽柴油加制氢车间加氢装置冬季的防冻防凝 工作,在外界气温降至各介质冻、凝温度以前采取一 些切实有效的措施,避免因介质冻、凝造成管线、设 备的损坏和不必要的停工,确保装置的安全平稳生 产。 二、防冻防凝方案: 1、新氢压缩机和循环氢压缩机备机的气缸、填 料冷却水投用。 2、投软化水站水箱加热盘管,排凝阀微开;两
水泵回水箱阀微开,水自运行泵窜到备用泵出口,再经备用泵至备用泵入口(保证泵不倒转);水泵出过滤器两组同时投用;水站冷却器循环水均投用;水箱上水稍开,水箱放空稍开,以保证水箱液位为准。 3、四台压机油站冷却器,循环水都投上,且循环水副线稍开防冻。 4、高压注水去空冷和E2103管程注水阀略开,注水泵总量≯5.8t/h。 5、备用注水泵进出口阀开,水在最小流量调节阀前排凝;运行泵最小流量线略微过量,回罐,并在备用泵最小流量调节阀后法兰放空一部分。 6、软化水罐冷却水付线阀稍开,阀后低点排凝打开。 7、凝结水回软化水罐阀前排凝打开;除氧水进装置阀关闭,去注水罐前排凝阀打开。
加氢裂化装置技术问答
第一章基础知识 1.1基础知识 1、什么是不饱和烃? 不饱和烃就是分子结构中碳原子间有双键或三键的开链烃和脂环烃。与相同碳原子数的饱和烃相比,分子中氢原子要少。烯烃(如烯烃、丙烯)、炔烃(如乙炔)、环烯烃(如环戊烯)都属于不饱和烃。不饱和烃几乎不存在于原油和天然气中,而存在于石油二次加工产品中。 2、原料油特性因数K值的含义?K值的高低说明什么? 特性因数K常用以划分石油和石油馏分的化学组成,在评价原料的质量上被普遍使用。它是由密度和平均沸点计算得到,也可以从计算特性因数的诺谟图求出。K值有UOP K值和Watson K值两种。特性因数是一种说明原料石蜡烃含量的指标。K值高,原料的石蜡烃含量高;K值低,原料的石蜡烃含量低。但它在芳香烃和环烷烃之间则不能区分开。K的平均值,烷烃约为13,环烷烃约为11.5,芳烃约为10.5。特性因数K大于12.1为石蜡基原油,K为11.5~12.1为中间基原油,K为10.5~11.5为环烷基原油。另外非通用的分类法还有沥青基原油,K 小于11.5;含芳香烃较多的芳香烃基原油。后两种原油在通用方法中均属于环烷基原油。 原料特性因素K值的高低,最能说明该原料的生焦倾向和裂化性能。原料的K 值越高,它就越易于进行裂化反应,而且生焦倾向也越小;反之,原料的K值越低,它就难以进行裂化反应,而且生焦倾向也越大。 3、什么是油品的比重和密度?有何意义? 物质的密度是该物质单位体积的质量,以符号ρ表示,单位为千克/米3。 液体油品的比重为其密度与规定温度下水的密度之比,无因次单位,常以d表示。我国以油品在20℃时的单位体积重量与同体积的水在4℃时的重量之比作为油品的标准比重,以d420表示。 由于油品的实际温度并不正好是20℃,所以需将任意温度下测定的比重换算成20℃的标准比重。 换算公式:d420=d4t+r(t-20) 式中:r为温度校正值
柴油加氢改质装置
柴油加氢改质装置 工艺原理 1加氢精制 加氢精制主要反应为加氢脱硫、加氢脱氮、加氢脱氧、烯烃与芳烃的饱和加氢,以及加氢脱金属。其 典型反应如下 (1) 脱硫反应: 在加氢精制条件下石油馏分中的含硫化合物进行氢解,转化成相应的烃和HS,从而硫杂原子被脱掉。 化学反应方程式: 二硫化物: 硫醇:RSH十Hz^RH十出也 硫瞇;RSR' + RH + R'H + HQ 二硫化物:RSSR 1+ 3H2 -*RH + if H 十RSSR + 3H2 T RH + R' H + 2H 2S 二硫化物加氢反应转化为烃和H2S,要经过生成硫醇的中间阶段,即首先S-S键上断开,生成硫醇,再进一步加氢生成烃和硫化氢,中间生成的硫醇也能转化成硫醚。 噻吩与四氢噻吩的加氢反应: 噻吩加氢产物中观察到有中间产物丁二烯生成,并且很快加氢成丁烯,继续加氢成丁烷苯并噻吩在50 - 70大气压和425 'C加氢生成乙基苯和硫化氢: 对多种有机含硫化物的加氢脱硫反应进行研究表明:硫醇、硫醚、二硫化物的加氢脱硫反应 多在比较缓和的条件下容易进行。这些化合物首先在C-S键,S-S键发生断裂,生成的分子碎片 再与氢化合。环状含硫化物加氢脱硫较困难,需要苛刻的条件。环状含硫化物在加氢脱硫时,首 先环中双键发生加氢饱和,然后再发生断环再脱去硫原子。 各种有机含硫化物在加氢脱硫反应中的反应活性,因分子结构和分子大小不同而异,按以下顺序递减: +H2S-
例如:焦化柴油加氢时,当脱硫率达到 90%的条件处,其脱氮率仅为 40%。 噻吩类化合物的反应活性,在工业加氢脱硫条件下,因分子大小不同而按以下顺序递减: 噻吩 >苯并噻吩 >二苯并噻吩 >甲基取代的苯并噻吩 (2) 脱氮反应 石油馏分中的含氮化合物可分为三类: a 脂肪胺及芳香胺类 b 吡啶、喹啉类型的碱性杂环化合物 c 吡咯、咔唑型的非碱性氮化物 在各族氮化物当中,脂肪胺类的反应能力最强,芳香胺(烷基苯胺)等较难反应。无论脂肪 族胺或芳香族胺都能以环状氮化物分解的中间产物形态出现 。碱性或非碱性氮化物都是比较不活 泼的,特别是多环氮化物更是如此。这些杂环化合物存在于各种中间馏分,特别是重馏分,以及 煤及油母页岩的干馏或抽提产物中。 在石油馏分中,氮化物的含量随馏分本身分子量增大而增加。 根据发表的有关加氢脱氮反应的热力学数据,至少对一部分氮化物来说,当温度在 500 'C 范围内,需要较高的氢分压才能进行加氢脱氮反应。从热力学观点来看,吡啶的加氢脱氮 比其它氮化物更困难。为 了脱氮完全,一般需要比脱硫通常采用的压力范围更高的压力。 在几种杂原子化合物中,含氮化合物的加氢反应最难进行,或者说它的稳定性最高。当分子 结构相似时,三种杂原子化合物的加氢稳定性依次为: 含氮化合物 >含氧化合物 >含硫化合物 RSH > RSSR> RSR >噻吩 在石油馏分中,氮含量很少,一般不超过几个 在加氢精制过程中,氮化物在氢作用下转化为 ppm 。 NH 3和烃。几种含氮化物的氢解反应如下 : 300 -