VDA 8D-Report
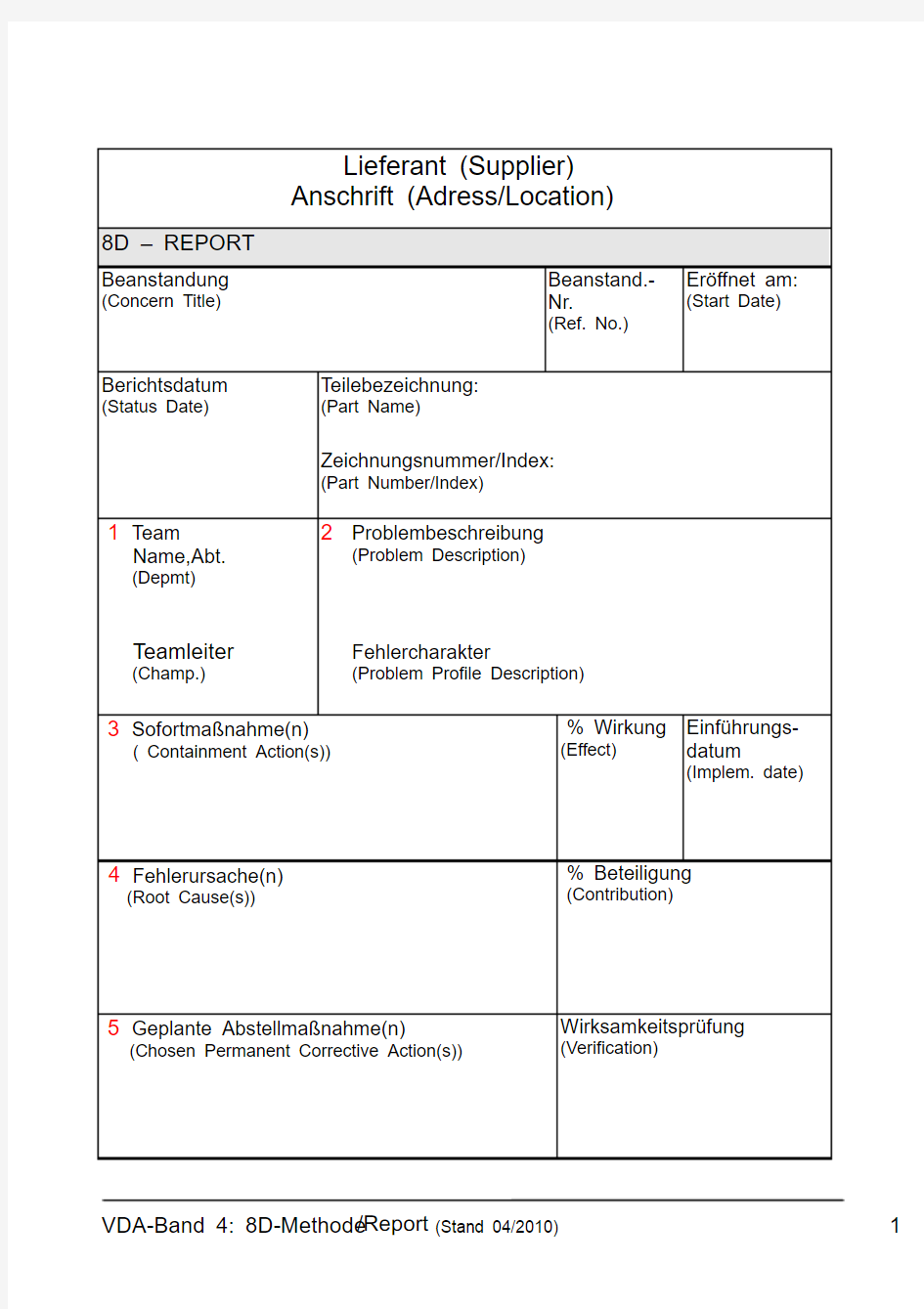

Lieferant (Supplier)
Anschrift (Adress/Location) 8D – REPORT
Beanstandung (Concern Title)
Beanstand.-
Nr.
(Ref. No.)
Er?ffnet am:
(Start Date)
Teilebezeichnung:
(Part Name)
Berichtsdatum
(Status Date)
Zeichnungsnummer/Index:
(Part Number/Index)
1Team
Name,Abt.
(Depmt)
Teamleiter
(Champ.)2Problembeschreibung
(Problem Description)
Fehlercharakter
(Problem Profile Description)
3Sofortma?nahme(n) ( Containment Action(s))
% Wirkung
(Effect)
Einführungs-
datum
(Implem. date)
4 Fehlerursache(n) (Root Cause(s))% Beteiligung (Contribution)
5Geplante Abstellma?nahme(n) (Chosen Permanent Corrective Action(s)) Wirksamkeitsprüfung (Verification)
VDA-Band 4: 8D-Methode/Report (Stand 04/2010) 1
6Eingeführte Abstellma?nahme(n) (Implemented Permanent Corrective Action(s))Ergebniskon-
trolle
(Controls)
Einsatz-
termin
(Implement.
date)
7Fehlerwiederholung verhindern (Action(s) to Prevent Recurrence)
Implementation for example in:
- Product FMEA
- Process FMEA
- Control Plan
- Procedure
- …verantwortlich (responsible)
Einführ. -
termin
(Implem.
date)
8 Teamerfolg würdigen (Congratulate your Team)Abschluss-
datum
(Close Date)
Ersteller
(Rep.by)
Tel.,Fax-Nr.
2 VDA-Band 4: 8D-Method e/Report(Stand 04/2010)
特殊过程能力确认作业指导书
特殊过程能力确认作业指导书 1.目的 确保分公司质量方针和质量目标的实现,对生产施工过程中的特殊过程实施有效的控制,使工程质量符合设计和规定的要求,达到顾客满意。 2.适用范围 适用于成昆铁路米攀段项目部生产所涉及的桥梁工程、路基工程、隧道的生产过程。 3.术语 本指导书所涉及术语采用GB/T 19001-2008、GB50430-2007。 4.职责 本指导书由质安部科组织编制、修订,并实施归口管理,其他个各部门协助实施。 5.措施和方法 5.1特殊过程的特点 5.1.1当生产和服务特工队特殊过程的输出不能由后续的监视或测量加以验证,或不能经济地加以验证的过程称为特殊过程。如:软基处理、钢筋机械连接、钢筋焊接、预应力张拉压浆等。 5.1.2特殊过程的根本特点是其经生产后可能有未检验和试验出来的内部缺陷,因此难以准确评定其质量。可能产生内部缺陷的原因是采用某种特殊工艺,决定了该过程是特殊过程。 5.2特殊过程的确认:为保证特殊过程具有实现预期结果的能力,要对特殊过程实施确认。 5.2.1工程项目经理部针对项目的特点或检验条件,通过编制项目施工组织设计中予以识别和确认,起确认方法: a)施工中难以或无法验证,只能通过工艺参数的控制来间接实现对质量特性的控制。例如:预应力张拉及压浆工艺,这种过程应视为特殊过程。 b)在施工中形成的缺陷可能在工程使用后才会暴露出来。例如:软基施工等应视为特殊过程。 c)有的特殊过程不宜用后续监测加以验证的施工过程,若要进行检测,则需要检验代价过高或具有破坏性。例如:桩基砼浇筑的检验,这种过程应视为特殊过程。 对于确认的特殊过程应采取相应的措施来控制。 5.2.2满足特殊过程作业所需材料及机械设备的确认:根据对特殊过程所编制的施工方案所需的机械设备和原材料、加工的半成品要进行确认。确认施工机械的能力、完
CPK过程能力分析
CPK-过程能力分析(一) 学习目的: 通过过程能力和过程绩效分析评价过程是否满足预期要求的能力。 学习内容: 1.基本概念 2.过程能力指数CP与Cpk 3.过程能力指数Cpm与Cpmk 4.过程绩效指数Pp与Ppk 5.过程能力与缺陷的关系 6.长期能力与短期能力 什么是制程的能力? 制程能力是指过程输出特性满足规定要求或标准的能力。 制程稳定是指制程只受普通原因影响。 Terminology(1) 连续型数据–可以无限细分的数据,比如身高,长度,重量等等。 离散型数据–不能无限细分的数据,比如合格率PASS FAIL 缺陷点等 Terminology(2) Mean(平均值)- A measure of the central tendency; Standard Deviation(标准偏差)- A measure of spread
(variability). USL(上规格限)- Upper Specification Limit. The numerical value, above which defects occur. LSL(下规格限)- Lower Specification Limit. The numerical value, below which defects occur. Terminology(3) Common Cause (普通原因)- A natural type of variation that comes from the normal operating conditions of a process. Special Cause(异常原因)- A type of variation that is shown by an out of control situation from a control chart. It suggests something special has happened to create a change in the process. 过程能力(Process Capability) 在只有普通原因作用, 过程程受控的状态下(即过程稳定,具有可预测分布),过程输出特性满足规定要求或标准的能力; 过程是否具有能力是客户关注的焦点,客户希望能得到符合自己要求的产品; 在进行过程能力分析时必须识别并明确顾客(内部的或外部的)对过程输出特性的要求,包括目标值和规范限.通常将规范上下限记为USL和LSL. 过程能力分析的假设前提是输出呈正态分布.对于非正态分布的情况,应进行适当的坐标转换,将其转换为正态分布的情况.
生产企业过程能力确认细则
1目的 对影响过程产品质量的因素,规定其确认对象、内容、方法和再确认时机,以确保过程能力满足要求。 2适用范围 公司产品生产过程中的烧结配料、炼铁高炉熔炼、炼钢转炉熔炼、炼钢连铸和轧钢加热过程为需确认的过程。 3 工艺参数鉴定 3.1鉴定依据 3.1.1主要工艺参数: a)烧结工区提供烧结配料的配比、烧结矿TFe、SiO2等主要工艺参数,工艺文件的有效性,操作规程有效性。 b)炼铁厂提供高炉冶炼的热风温度、热风压力和出铁温度等主要工艺参数,工艺文件的有效性,操作规程有效性。 c)炼钢厂提供转炉熔炼装入量、出钢温度、出钢时间、吹氩时间、钢包温度等主要工艺参数,工艺文件的有效性,操作规程有效性。 e)炼钢厂提供连铸大包温度、中包温度、拉速、一冷水、二次冷水等主要工艺参数,工艺文件的有效性,操作规程有效性。 f)轧钢厂提供钢坯加热温度、汽化系统压力等主要参数,工艺文件的有效性,操作规程有效性。 3.1.2工艺参数试验方法 在人、机、料、法、环等条件稳定的情况下,抽样分析同一设备连续生产同一品质20批次以上产品,计算该设备加工该产品过程能力指数,判断是否满足规定工序合格品率的要求; 1)对所有性能指标逐个计算Cpm值(过程能力指数) 计算X平和M,如X平≠M,要调整X平使其与M重合。 计算Cph和Cpl(单向公差)。
Cph=(TH-X平)/3s Cpl=(X平-TL)/3s Cpm=技术要求/过程能力=(TH-TL)/6σ≈(TH-TL)/6s s={Σ(Xi-X平)2/(n-1)}1/2 其中:X平:表示样本均值。X平=Σxi/n M: 表示技术要求中值。M=(TH-TL)/2 TH:表示公差上限。 TL:表示公差下限 S: 表示样本标准差 2)判断每个质量指标Cpm所对应的合格品率是否满足计划指标下达的工序合格品率。 如Cpm所对应的合格品率大于等于计划指标下达的工序合格品率,则工艺能力满足生产要求。 如Cpm所对应的合格品率小于计划指标下达的工序合格品率,则认为工艺能力不足,要分析并解决存在的问题,提高Cpm值使其满足要求。3.2鉴定方法 由生产部负责,生产单位配合: a)查看是否有工艺文件,工艺文件是否完整并评审、批准; b)现场抽查工艺参数的执行情况,证实实际控制与文件规定的符合性和可操作性; c)查看岗位操作人员是否熟悉工艺文件; d)按本细则3.1.2条工艺试验方法出据工艺参数试验报告,证实产品过程能力指数,满足规定工序的合格品率; e)生产部填写《工艺参数鉴定记录》(附件1) 4设备能力认可 4.1 设备能力认可依据 4.1.1需进行设备能力确认的监视测量设备和确认要求
过程能力评估程序
过程能力评估程序 SANY标准化小组 #QS8QHH-HHGX8Q8-GNHHJ8-HHMHGN#
通过对过程能力之评定,确保产品品质特性所需之工序能力,并能针对能力的差距,及时加以改善,使制程处于合理管制状况。 2范围 凡本公司关键过程能力之控制。 3权责 由品质部收集数据,整理制作直方图,并计算制程能力 由相关部门主管,分析过程能力,作出汇报。 管理代表综合资料报告,呈交总经理。 4定义 Cp或Cpk:制程能力指数,用于衡量设备达到关键特性之能力大小。 5作业内容 过程能力评定流程图。(见附件一) 确定制程管理参数。 依据工程部《工艺设计管理程序》之输出文件﹐确定产品关键参数及其 公差,中心值。 确定初始制程能力 由品管部协同生产部门,在生产过程中连续取样100个相同产品﹐测量关 键尺寸,数据记录在《直方图绘制数据表》中。 依据所测量数据,来制作直方图,分析判定过程是否处于稳定状态。 若直方图处于稳定状态,则可以计算出相应制程能力指数Cp或Cpk若直方图处于不稳定状态,则应消除原因,重新进行。 制程能力核定:每一设备之制程能力应登录于《设备制程能力表》,呈 交工程部审查,副总审定后,作为制程能力之基准。 由品管部,每月依据的要求进行过程能力测量,与核定的《设备制程能力表》进行比较,来判定过程能力是否符合要求。 当制程能力不符合要求时,由品管部门填写《品质异常单》依照《纠正与预防措施管理程序》进行改善,改善后仍应依重新进行测算。 当符合要求时,由品管部保存过程能力指数评定的相关资料,以提交管理审查会议。 当制程能力连续3个月,所计算出的过程能力指数超出或不满足公司要求时,由品管部重新制作《设备制程能力表》报工程部审查,副总核准后颁布执 行。 《设备制程能力表》核定后,应交ISO文控中心依照《文件与资料管理程 序》分发品管部、生产部、工程部,《直方图绘制数据表》依《质量记录 管理程序》由品管部予以保存。 6相关文件: 工艺设计管理程序 纠正与预防措施管理程序 文件与资料管理程序 质量记录管理程序 7使用表单 设备制程能力表 直方图绘制数据表
过程能力的确认方法分析(doc 13页)
过程能力的确认方法分析(doc 13页)
过程能力的确认方法 ISO9001:2000标准的7.5.2条款规定:“当生产和服务提供过程的输出不能由后续的影视或测量加以验证时,组织应对任何这样的过程实施确认。这包括仅在产品使用或服务已交付之后问题才显现的过程。”实际上,这里所说的需要实施确认的过程就是特殊过程。由于许多企业对这个条款的规定感到难以实施,笔者谈一些对过程能力实施确认的方法。 一、过程确认与过程能力 7.5.2条款要求对特殊过程实施确认,并明确提出:“确认应证实这些过程实现所策划的结果的能力。”所谓过程能力,就是在受控条件下,保证过程能够生产合格产品的能力。 任何过程的运行都会受到许多因素的影响,这些影响因素大致可分为两大类:一是系统性影响因素,二是随机性影响因素。 系统性影响因素能使过程产生系统性波动,这类波动的数值较大或具有一定的规律性,这是我们所不期望的,应该力加避免。所谓使过程在受控条件下运行,就是要对系统性因素实施有效控制,不允许过程在系统性因素的影响下运行。 随机性影响因素能使过程产生随机性波动,这种波动的数值比较小,从微观上说波动没有规律,是很多微弱影响因素综合作用的结果。这类波动无法(或不值得)从技术的角度加以克服,只能利用统计学的规律对其进行研究。大多数随机波动服从统计学的正态分布规律。
综上所述,当过程受控并消除了系统性波动,在随机状态下运行,就可以用随机状态的正态分布规律讨论过程的能力。 在正态分布时,其特征值一般用正态分布的标准差δ表示,过程能力通常用6δ表示,其中“δ”常被视为过程能力的度量单位。 过程能力指数是表示过程能力满足产品质量标准要求(包括产品规格要求和公差要求)的程度。在无偏移的情况下通常记作: C p = T 6δ 式中:C p 为过程能力指数; T为产品质量标准要求的公差范围; δ为过程特性正态分布的标准差。 二、正态分布下过程能力指数的计算方法 根据过程质量的客观分布规律与质量标准要求相对关系的不同,正态分布下的过程能力指数计算方法,大致可分为下列四种情况。 1.双侧公差,对称分布,中心重合。 这是产品质量标准要求的公差双侧对称分布,其公差中心M与过程质量特性分布中心μ相重合,无偏移(如图1所示)。其过程能力指数C p为: C p = Tμ -T1 = T 3δ- (-3δ) 6 δ
过程能力确认记录
过程能力确认(再确认)记录 GHZY/JL-077 过程名称 钢筋闪光对焊工序 过程确认依据 《特殊过程确认/再确认办法》 过程评审准则 《焊接工序作业指导书》等作业文件 评 审 内 容 评审日期 2016年01月13日 设备能力鉴定 电焊机等设备能力能满足焊接工序质量控制要求。 人员能力鉴定 1、工序操作人员黄铁强等均具有8年以上相关工序操作经验且有焊工执照 2、上述人员已经过岗前培训合格 考核方法鉴定
《焊接工序作业指导书》等作业文件具有专业技术和质量保证的指导作用,并有相关工序原始记录。 综合能力鉴定 设备能力能满足要求 人员能力能满足要求 考评方法能达到控制的目的 过程能力的综合能力能满足要求 再确认 内容 当上述设备更新或更换、人员变动以及有新的开发项目中也存在特殊过程时,则应对这些变化情况进行再确认 参加确认人签名 吕士奇范长欣闫伟李长山 日期:2015年01月13日 批准人签名 同意确认结果。 签名:闫伟日期:2015年01月13日 过程能力确认(再确认)记录 GHZY/JL-077 过程名称 大体积砼
过程确认依据 《特殊过程确认/再确认办法》 过程评审准则 《主体混凝土施工作业指导》等作业文件 评 审 内 容 评审日期 2016年01月13日 设备能力鉴定 W8根振动棒(必须经检查无任何故障,并有4根备用振动棒)、8台电机、铁铲、扳手、碘钨灯等设备能力能工序质量控制要求。 人员能力鉴定 1、工序操作人员黄柏槐等具有8年以上相关工序操作经验 2、上述人员已经过岗前培训合格 考核方法鉴定 《主体混凝土施工作业指导》等作业文件具有专业技术和质量保证的指导作用,并有相关工序原始记录。 综合能力鉴定
过程能力分析规范
过程能力分析规范 (IATF16949-2016) 1、目的 对生产过程的各个阶段进行监控,从而达到改进与保证产品质量的目的。 2、范围 本程序适用于公司对生产过程能力的分析。 3、职责 质量管理部负责数据收集,并负责过程能力分析。 4、工作程序 4.1基本内容 4.1.1过程能力:是指过程要素已标准化即在受控下实现过程目标的能力。受控状态是指对象、方法、手段、场所、时间都已确认。 4.1.2过程能力指数:是指过程能力与过程目标要求相比较的定量描述的数值,即指过程结果满足质量要求的程度。 4.1.3计数值:凡是不能连续取值的,或者说即使使用测量也得不到小数点以下的数据,而只能得到0或者1、2、3……等自然数的这类数据,称之为计数值。(如:疵点数、砂眼数、气泡数、缺陷数等等)。 4.1.4计量值:凡是可以连续取值的,或者说可以用测量工具具体测量出小数点经下数值的这类数据。(如:长度、直径、重量等等) 4.2过程能力分析。 4.2.1按《控制计划管理办法》中规定的要求进行过程能力分析。 4.2.2过程能力分析的方法。
4.2.2.1初始过程能力分析 a)在过程设计和开发阶段,相关单位应制定一个初始过程能力分析计划,包括生产件批准程序规定的生产条件、人力条件、测量系统分析时间进度及生产控制中被标识的所有特殊特性。 b)在提交生产件批准之前,相关单位必须完成初始过程能力的分析。 如果初始过程能力分析不足时,相关单位必须分析原因,按《纠正和预防措施控制程序》制定纠正措施解决问题。并且重新进行初始过程能力研究,直至初始过程能力达到要求。 若在提交生产件批准之时,初始过程能力不能达到要求时,应获得顾客认可。 4.2.2.2当质量特性属于计数值的情况下时,如使用客户未提出所要求的方法进行分析时,则使用PPM 值分析方法进行分析。 a) PPM 值的分析计算公式(百万分之不良品数) 不合格品数 不合格品数 PPM = 106 合格数 b)评价方式 4.2.2.3当质量特性属于计量值数据的情况下,过程能力指数的计算方法如下: a)当给定双侧公差,质量数据分布中心()与公差中心(M )相一致时,用符号Cp 表示。计算如下: Cp= ≈ Tu -T L 6s Tu -T L 6s
制程过程能力指数的计算方法
制程过程能力指数的计算方法
摘要:过程能力指数的计算是在稳定的前提下,用过程能力与技术要求做比较,分析过程能力满足技术要求的程度。其中过程指数能力的计算包括计量值、计件值以及计点值三种. 1.计量值的过程能力指数的计算 1)侧公差且分布中心μ和标准中心M重合的情况 : 计算公式:Cp=T/6σ=T U-TL/6σ 其中:T U为质量标准的上限值,T L为质量标准的下限值。 2)双侧公差且分布中心μ和标准中心M不重合的情况 从上图中可以看出,因为分布中心μ和标准中心M不重合,所以实际有效的标准范围就不能完全利用。若偏移量为ε,则分布中心右侧的过程能力指数为:C PU=T U-μ/3σ=(T/2-ε)/3σ
分布中心左侧的过程能力指数为:C PL=μ-T L/3σ=(T/2 +ε)/3σ我们知道,左侧过程能力的增加不能补偿右侧过程能力的损失,所以在有偏移值时,只要以两者之间较小的值来计算过程能力指数,这个过程能力指数称为修正过程能力指数,记作CPK。则:CPK=C P (1-K) 2.计件值过程能力指数的计算 在计件值情况下,过程能力指数的计算相当于单公差情况,Cp计算公式为: C P=T U-μ/3σ 1)当以不合格品数np作为检验产品质量标准,并以(np)μ作为标准要求时, 取样本k个,每个样本大小为n,其中不合格品数分别为(np)1 ,(np) 2,…,(np) k,由二项分布可得: 2)当以不合格品数p作为检验产品质量标准,并以pμ作为标准要求时,取样 本k个,每个样本大小 n1 ,n 2,…, nk 3.计点值过程能力指数的计算 计点值是指单位产品上的缺陷数,如一件铸件上的砂眼数,1㎡玻璃上的气泡数等。在计件值情况下,过程能力指数的计算仍相当于单公差情况,Cp计算公式为:CP=TU-μ/3σ
如何用MINITAB进行过程能力分析
过程能力概述 一旦过程处于统计控制状态,并且是连续生产,那么你可能想知道这个过程是否有能力满足规范的限制,生产出好的零件(产品),通过比较过程变差的宽度和规范界限的宽度可以确定过程能力。在评估过程能力之前,过程必须受控。如果过程不受控,你将得到不正确的过程能力值。 .你能通过画能力柱状图和能力图来评估过程能力。这些图形能够帮助你评估数据的分布和检验过程是否受控。你也可以估计包括规范公差与正常过程变差之间比率的能力指数。能力指数或统计指数都是评估过程能力的一种方法,因为它们都没有单位,所以,可以用能力统计表来比较不同过程的能力。 选择能力命令 MINITAB提供了一组不同的能力分析命令,你可以根据数据的性质和分布从中选择命令,你可以对以下情况进行能力分析: ——正态或Weibull概率模式(对于测量数据) ——不同子组之间可能有很强变差的正态数据 ——二项式或Poisson概率模式(对于计数数据或属性数据) 当进行能力分析时,选择正确的公式是基本要求,例如,MINITAB提供基于正态或Weibull分布模型上的能力分析工具,使用正态概率模型的命令提供了更完全的统计设置,但是,适用的数据必须近似于正态分布. 例如,利用正态概率模型,能力分析(正态)可以估计预期零件的缺陷PPM 数。这些统计分析建立在两个假设的基础上,1、数据来自于一个稳定的过程,2、数据服从近似的正态分布,类似地,能力分析(Weibull)计算零件的缺陷的PPM值利用的是Weibull分布。在这两个例子中,统计分析正确性依赖于假设分布模型的正确性。 如果数据是歪斜非常严重,那么用正态分布分析将得出与实际的缺陷率相差很大的结果。在这种情况下,把这个数据转化比正态分布更适当的模型,或为数据选择不同的概率模式.用MINITAB,你可以使用Box-Cox能力转化或Weibull概率模型,非正态数据比较了这两种方法. 如果怀疑过程中子组之间有很强的变差来源,可以使用能力分析(组间/组内)或SIXpack能力分析(组间/组内)。除组内数据具有随机误差外,组间还可能有随机变差。明白了子组变差的来源,可以为你提供过程更真实的潜在能力评估。能力分析(组间/组内)或SIXpack能力分析(组间/组内)既计算组内标准偏差也计算组间标准偏差,然后,集中它们来计算总的标准偏差。
PPAP初始过程研究
PPAP初始过程研究 说明:确保由顾客或供方设定安全、主要、关键或重要特性的过程能力在可接受水平,确定在零件提交前可计量(可测数值)地进行评价。 具体要求: 项目管理职责: 管理和评价初始过程能力研究,以确保满足下列期望(已提交级别为基础) ●初始过程研究 ·在提交前,所有顾客或供应商确定的特殊特性必须验证在可接受的水平; ·必须使用变量性数据; ·在研究前必须完成MSA(测量系统分析);*必 ·收集并分析数据,使用X-R控制图(一种对极差和变量进行分析、统计的统计图表)是很重要的; ·至少包含100个数据的25个子组. ●过程研究 ·过程研究的结果基于正态分布的数据,稳定过程 ·参考SPC(统计过程控制)手册 ·如果在提交时过程不稳定和能力达不到,供应商必须提供过渡控制计划和纠正措施计划·过程能力或表现的指标如Cpk、Ppk或其他,要达成一致 特殊特性:由顾客或供应商确定的,在装配、形状、功能、耐久性、可靠性和/或安全性(包括政府法规)方面影响到顾客满意度的要求。 1、必须包括在设计记录和控制计划中; 2、供应商必须在他们使用的所有文件上表明特殊特性; 3、所有特殊特性必须经过研究且CPK和PPK≥1.67;如果行动计划不需要; 4、Cpk和/或Ppk≥1.33≤1.67时可能要求改进; 5、指数<1.33---与顾客联系对研究结果评审; 6、P.I.S.T和P.I.P.C均为100%;如果不是,要产生工作计划来达到100%; 7、可接受指标不能满足时要采取策略; 8、过程不能改进时供应商必须与顾客联系; 9、必须提交纠正措施和过度控制计划(100%检查);\ 10、必须持续减少变差,直到Cpk/Ppk>1.33和接到批准。 备注:(1):P.I.S.T.%:对每一样件,输入符合公差的检验点百分数,(即,若100个尺寸中有95个合乎规范,则为95% P.I.S.T.) (2):P.I.P.C.%: 对每一样件,填入符合过程能力指数PpK的百分数,(即,若10个“sc”/”cc”特性中有9个的PpK≥1.67,则为90% P.I.P.C.) (3):可接受指标:规定的指标
过程能力的确认方法(doc 9页)
过程能力的确认方法 ISO9001:2000标准的7.5.2条款规定:“当生产和服务提供过程的输出不能由后续的影视或测量加以验证时,组织应对任何这样的过程实施确认。这包括仅在产品使用或服务已交付之后问题才显现的过程。”实际上,这里所说的需要实施确认的过程就是特殊过程。由于许多企业对这个条款的规定感到难以实施,笔者谈一些对过程能力实施确认的方法。 一、过程确认与过程能力 7.5.2条款要求对特殊过程实施确认,并明确提出:“确认应证实这些过程实现所策划的结果的能力。”所谓过程能力,就是在受控条件下,保证过程能够生产合格产品的能力。 任何过程的运行都会受到许多因素的影响,这些影响因素大致可分为两大类:一是系统性影响因素,二是随机性影响因素。 系统性影响因素能使过程产生系统性波动,这类波动的数值较大或具有一定的规律性,这是我们所不期望的,应该力加避免。所谓使过程在受控条件下运行,就是要对系统性因素实施有效控制,不允许过程在系统性因素的影响下运行。 随机性影响因素能使过程产生随机性波动,这种波动的数值比较小,从微观上说波动没有规律,是很多微弱影响因素综合作用的结果。这类波动无法(或不值得)从技术的角度加以克服,只能利用统计学的规律对其进行研究。大多数随机波动服从统计学的正态分布规律。 综上所述,当过程受控并消除了系统性波动,在随机状态下运行,就可以用随机状态的正态分布规律讨论过程的能力。 在正态分布时,其特征值一般用正态分布的标准差δ表示,过程能力通常用6δ表示,其中“δ”常被视为过程能力的度量单位。 过程能力指数是表示过程能力满足产品质量标准要求(包括产品规格要求和公差要求)的程度。在无偏移的情况下通常记作: C p = T 6δ
过程能力与过程能力指数
过程能力与过程能力指数 过程能力 过程能力以往也称为工序能力。过程能力是指过程加工质量方面的能力,它是衡量过程加工内在一致性的,是稳态下的最小波动。而生产能力则是指加工数量方面的能力,二者不可混淆。过程能力决定于质量因素,而与公差无关。 当过程处于稳态时,产品的计量质量特性值有99.73%落在μ±3σ的范围内,其中μ为质量特性值的总体均值,σ为质量特性值的总体标准差,也即有99.73%的产品落在上述6σ范围内,这几乎包括了全部产品。故通常用6倍标准差(6σ)表示过程能力,它的数值越小越好。 过程能力指数 (一)双侧公差情况的过程能力指数 对于双侧公差情况,过程能力指数C p的定义为:C p= T =T U -T L (公式1); 6σ 6σ 式中,T为技术公差的幅度,T U、T L分别为上、下公差限,σ为质量特性值分布的总体标准差。当σ 未知时,可用σ?1=R/d2或σ?2=s/c4估计,其中R为样本极差,R为其平均值,s占为样本标准差,s为 其平均值,d2、c4为修偏系数,可查国标《常规控制图》GB/T4091—2001表。注意,估计必须在稳态下进行,这点在国标GB/T4091—2001《常规控制图》中有明确的规定并再三强调,不可忽视。 在过程能力指数计算公式中,T反映对产品的技术要求,而σ反映过程加工的一致性,所以在过程能力指数C p中将6σ与T比较,就反映了过程加工质量满足产品技术要求的程度。 根据T与6σ的相对大小可以得到过程能力指数C p。如下图的三种典型情况。C p值越大,表明加工 质量越高,但这时对设备和操作人员的要求也高,加工成本也越大,所以对于C p值的选择应根据技术与 经济的综合分析来决定。当T=6σ,C p=1,从表面上看,似乎这是既满足技术要求又很经济的情况。但由于过程总是波动的,分布中心一有偏移,不合格品率就要增加,因此,通常应取C p大于1。 各种分布情况下的C p值
过程能力指数CPK
过程能力指数CPK 过程能力指数(Process capability index,CP或CPK),也译为工序能力指数、工艺能力指数、制程能力指数 什么是过程能力指数 过程能力指数也称工序能力指数,是指工序在一定时间里,处于控制状态(稳定状态)下的实际加工能力。它是工序固有的能力,或者说它是工序保证质量的能力。这里所指的工序,是指操作者、机器、原材料、工艺方法和生产环境等五个基本质量因素综合作用的过程,也就是产品质量的生产过程。产品质量就是工序中的各个质量因素所起作用的综合表现。对于任何生产过程,产品质量总是分散地存在着。若工序能力越高,则产品质量特性值的分散就会越小;若工序能力越低,则产品质量特性值的分散就会越大。那么,应当用一个什么样的量,来描述生产过程所造成的总分散呢?通常,都用6σ(即μ+3σ)来表示工序能力: 工序能力=6σ 若用符号P来表示工序能力,则: P=6σ 式中:σ是处于稳定状态下的工序的标准偏差 工序能力是表示生产过程客观存在着分散的一个参数。但是这个参数能否满足产品的技术要求,仅从它本身还难以看出。因此,还需要另一个参数来反映工序能力满足产品技术要求(公差、规格等质量标准)的程度。这个参数就叫做工序能力指数。它是技术要求和工序能力的比值,即 工序能力指数=技术要求/工序能力 Cp=T/6σ T——公差 σ——总体标准差(或用样本标准差S) 当分布中心与公差中心重合时,工序能力指数记为Cp。当分布中心与公差中心有偏离时,工序能力指数记为Cpk。运用工序能力指数,可以帮助我们掌握生产过程的质量水平。 过程能力指数的意义 制程能力是过程性能的允许最大变化范围与过程的正常偏差的比值。
过程能力指数Cp与Cpk计算公式
摘要:过程能力也称工序能力,是指过程加工方面满足加工质量的能力,它是衡量过程加工内在一致性的,最稳态下的最小波动。 过程能力概述 过程能力也称工序能力,是指过程加工方面满足加工质量的能力,它是衡量过程加工内在一致性的,最稳态下的最小波动。当过程处于稳态时,产品的质量特性值有%散布在区间[μ-3σ,μ+3σ],(其中μ为产品特性值的总体均值,σ为产品特性值总体标准差)也即几乎全部产品特性值都落在6σ的范围内﹔因此,通常用6σ表示过程能力,它的值越小越好。 过程能力指数Cp的定义及计算 过程能力指数Cp是表征过程固有的波动状态,即技朮水平。它是在过程的平均值μ与目标值M重合的情形,如下图所示: 过程处于统计控制状态时,过程能力指数Cp可用下式表示: Cp = (USL-LSL)/6σ 而规格中心为M=(USL+LSL)/2,因此σ越小,过程能力指数越大,表明加工质量越高,但这时对设备及操作人员的要求也高,加工成本越大,所以对Cp值的选择应该根据技朮与经济的综合分析来决定。一般要求过程能力指数Cp≧1,但根据6Sigma过程能力要求Cp ≧2,即在短期内的过程能力指数Cp ≧2。 例:某车床加工轴的规格为50±,在某段时间内测得σ =,求车床加工的过程能力指数。 Cp = (USL-LSL)/6σ = (6* = 过程能力指数Cpk的定义及计算 上面我们讨论了Cp,即过程输出的平均值与目标值重合的情形,事实上目标值与平均值重合情形较为少见;因此,引进一个偏移度K的概述,即过程平均值μ与目标值M的偏离过程,如下图所示: K=|M-μ|/(T/2) = 2|M-μ|/T (其中T=USL-LSL) Cpk= (1-K)*Cp= (1-2|M-μ|/T)*T/6σ =T/6σ-|M-μ|/3σ 从公式可知: Cpk=Cp-|M-μ|/3σ,即Cp-Cpk=|M-μ|/3σ 尽量使Cp=Cpk,|M-μ|/3σ是我们的改善机会。 例:某车床加工轴的规格为50±,在某段时间内测得平均值μ=,σ=,求车床加工的过程能力指数。 Cpk =T/6σ- |M-μ|/3σ = (6*-||/ (3* =
过程能力分析、过程能力指数计算
6.4.1 统计过程控制基本概念 Statistical Process Control (SPC ---统计过程控制)的概念是:应用统计技术对过程中的各个阶段进行评估和检查,保持过程处于可接受的和稳定的水平,以保证产品与服务满足要求的均匀性。 这里的统计技术涉及到数理统计内容,但所应用的主要工具是控制图。 SPC 可以判断过程的异常,及时告警。但是不能告知此异常是什么因素引起的,发生于何处。20世纪80年代起,我国的张公绪先生提出Statistical Process Diagnosis 理论(SPD---统计过程诊断)。20世纪90年代起又发展为Statistical Process Adjustment (SPA---统计过程调整)。三者循环关系如下: SPC---告诉过程是否有异常 SPD---告诉过程是否有异常,若异常,告知问题出在哪里 SPA---告诉过程是否有异常,若异常,告知问题出在哪里,如何进行调整 所以SPC 是质量改进循环的首要步骤,应该熟练掌握运用。 6.4.3 过程能力分析、过程能力指数计算 6.4.3.1过程能力分析 过程能力(process capability )指过程加工质量方面的能力,决定因素是人、机、料、法、测和环(即5M1E ),与公差无关。分析过程能力只能在稳态的基础上,即统计控制状态。 过程能力决定于由偶因造成的总变差σ,当过程处于稳态时,产品的计量质量特性值有99.73%在μ±3σ范围内,即几乎全部产品的特性值包含在6σ范围之内。故常用6倍标准差(6σ)表示过程能力,它的数值越小,表示过程能力越强。 6.4.3.2过程能力指数计算 (一) 当产品质量特性分布的均值μ与公差中心M 重合时 1、对于公差的上、下限都有要求时, 过程能力指数计算公式如下: T 为公差, T U 为 公差上限,T L 为公差下限, 是质量特性总体标准差的估计值。 在上述过程能力指数中,T 反映对产品的技术要求(或客户对产品的要求),而σ反映本企业过程加工的质量。比值C P 反映过程加工质量满足产品技术要求的程度。 根据T 与6σ的比值,可以得到下图所示三种典型的情况。C P 值越大,表明加工质量越好,但对设备和人员的要求也越高,加工成本相应升高。当C P =1,似乎既满足要求也节约成本,但由于过程的波动,分布中心一有偏移,不合格品率就要增加,因此,C P 应取>1。一般情况下,当C P =1.33,T=8σ,整个分布基本上都在上下规范限度内,且留有变动空间。故ISO8258:1991要求C P ≥1.33。 2、只对单侧公差限有规定时 只规定上限时, σ σσ?666L U L U P T T T T T C ?≈?===过程变异度规定的公差σ?σ μ 3?=U PU T C
过程能力CPK的计算方法
Cpk(ProcessCapabilityIndex)的定义:制程能力指数; Cpk的意义:制程水平的量化反映;(用一个数值来表达制程的水平)制程能力指数:是一种表示制程水平高低的方便方法,其实质作用是反映制程合格率的高低。 CPK的计算公式 Cpk=Cp(1-|Ca|) Ca(CapabilityofAccuracy):制程准确度; Cp(CapabilityofPrecision):制程精密度; 注意:计算Cpk时,取样数据至少应有20组数据,而且数据要具有一定代表性。 A+≥无缺点考虑降低成本 ≤Cpk<状态良好维持现状 ≤Cpk<改进为A级 ≤Cpk<制程不良较多,必须提升其能力
DCpk<制程能力较差,考虑整改设计制程 单边规格:只有规格上限和规格中心或只有下限或规格中心的规格;如考试成绩不得低于80分,或浮高不得超过等;此时数据越接近上限或下限越好;双边规格:有上下限与中心值,而上下限与中心值对称的规格;此时数据越接近中心值越好;如D854前加工脚长规格±; USL(UpperSpecificationLimit):即规格上限; LSL(LowSpecificationLimit):即规格下限; C(CenterLine):规格中心; X=(X1+X2+……+Xn)/n平均值;(n为样本数) T=USL-LSL:即规格公差;δ(sigma)为数据的标准差 (Excel中的“STDEV”函数自动计算所取样数据的标准差(σ)) Ca(CapabilityofAccuracy):制程准确度; Ca在衡量“实际平均值“与“规格中心值”之一致性; 1.对于单边规格,不存在规格中心,因此也就不存在Ca;
特殊过程确认
1. 目的 对过程能力实施确认,确保过程结果符合策划的要求。 2. 范围 适用于本公司生产和服务提供过程的确认,也适用于对过程预防不合格能力的确认。 3. 职责 生产部:负责归口管理过程能力确认及过程设备的认可。 人力资源部:负责人员资格的鉴定。 4. 程序 4.1 当过程不能由后续的监视和测量加以验证,致使问题在产品投入使用后才显现时,生产部负责组织对这样的过程(以下称为特殊过程)实施确认。以下特殊过程需实施过程确认: a)产品灌封; b)电路板的焊接(委外)。 4.2 过程确认是证实过程实现所策划结果能力的质量活动。公司应按以下步骤 实施过程确认: a)确定评审准则:列出影响过程能力的参数,确定过程确认的评审范围; b)确定批准准则:针对过程能力评审的各项参数,确定参数的合格标准; c)确定程序和方法:规定过程确认的时机、频次和使用方法; d)实施过程确认:按策划的要求,实施过程确认; e)人员资格的鉴定:对过程有关人员胜任工作的能力和上岗资格进行规 定,并对符合性进行鉴定。 f)设备认可:对过程设备的能力和适宜性进行规定,并对符合性进行认可。 g)保持记录:规定过程确认的记录和评审结果的记录,收集和保存这些记录。 4.3 过程确认采取的方法和程序: 4.3.1 对首次过程确认或再次过程确认,采用运行过程试生产的方法进行, 4.3.2 对过程确认程序如下: a)成立过程确认评审小组,由生产部负责组织; b)确定需评审的过程参数(评审准则),经生产部负责人批准; c)确定过程参数的合格标准(批准准则),经生产部负责人批准; d)运行过程,对过程参数的符合性进行评审。 e)将经过确认的过程参数,转化为生产的工艺参数; f)当决定过程能力的因素变化时,再次实施过程确认。 4.4 设备认可: 4.6.1 对过程设备的认可 a)要求:过程所有设备的主要技术性能指标,应达到设备技术说明书的规定,或满足工艺规范的要求。设备的组合能力应能够满足过程能力的要求。 b)方法:通过设备运行进行检查。 c)实施:生产部会同设备管理人员进行确认设备的操作、指示完好。 4.6.2 对用于确认的设备的认可 a)要求:测量器具、仪器仪表应经过周期检定和在有效期内。设备应经过周期鉴定和处于完好状况。 b)方法:查阅合格证或检定、校准报告。 c)实施:生产部会同设备管理人员进行。 4.5 人员资格的鉴定 a)要求:过程确认评审组应由专业技术人员组成。过程的工序人员、管理人员、检测人员应具备胜任本职工作的能力。特殊工序人员应持证上岗,管理人员应得到任命,检验人员应得到授权。 b)方法:查阅人事档案和人员培训记录,验证上岗证、任命书、授权书。 c)实施:生产部负责实施。
过程能力指数Cp与Cpk计算公式
过程能力指数Cp与Cpk计算公式 摘要:过程能力也称工序能力,是指过程加工方面满足加工质量的能力,它是衡量过程加工内在一致性的,最稳态下的最小波动。 过程能力概述 过程能力也称工序能力,是指过程加工方面满足加工质量的能力,它是衡量过程加工内在一致性的,最稳态下的最小波动。当过程处于稳态时,产品的质量特性值有99.73%散布在区间[μ-3σ,μ+3σ],(其中μ为产品特性值的总体均值,σ为产品特性值总体标准差)也即几乎全部产品特性值都落在6σ的范围内﹔因此,通常用6σ表示过程能力,它的值越小越好。 过程能力指数Cp的定义及计算 过程能力指数Cp是表征过程固有的波动状态,即技朮水平。它是在过程的平均值μ与目标值M重合的情形,如下图所示: 过程处于统计控制状态时,过程能力指数Cp可用下式表示: Cp = (USL-LSL)/6σ 而规格中心为M=(USL+LSL)/2,因此σ越小,过程能力指数越大,表明加工质量越高,但这时对设备及操作人员的要求也高,加工成本越大,所以对Cp值的选择应该根据技朮与经济的综合分析来决定。一般要求过程能力指数Cp≧1,但根据6Sigma过程能力要求Cp ≧2,即在短期内的过程能力指数Cp ≧2。 例:某车床加工轴的规格为50±0.01mm,在某段时间内测得σ =0.0025,求车床加工的过程能力指数。 Cp = (USL-LSL)/6σ =0.02/ (6*0.0025) =1.33 过程能力指数Cpk的定义及计算 上面我们讨论了Cp,即过程输出的平均值与目标值重合的情形,事实上目标值与平均值重合情形较为少见;因此,引进一个偏移度K的概述,即过程平均值μ与目标值M的偏离过程,如下图所示:
CPK(过程能力分析方法)
过程能力分析 过程能力也称工序能力,是指过程加工方面满足加工质量的能力,它是衡量过程加工内在一致性的,最稳态下的最小波动。当过程处于稳态时,产品的质量特性值有99.73%散布在区间[μ-3σ,μ+3σ],(其中μ为产品特性值的总体均值,σ为产品特性值总体标准差)也即几乎全部产品特性值都落在6σ的范围内﹔因此,通常用6σ表示过程能力,它的值越小越好。 为什么要进行过程能力分析 进行过程能力分析,实质上就是通过系统地分析和研究来评定过程能力与指定需求的一致性。之所以要进行过程能力分析,有两个主要原因。首先,我们需要知道过程度量所能够提供的基线在数量上的受控性;其次,由于我们的度量计划还相当"不成熟",因此需要对过程度量基线进行评估,来决定是否对其进行改动以反映过程能力的改进情况。根据过程能力的数量指标,我们可以相应地放宽或缩小基线的控制条件。 工序过程能力分析 工序过程能力指该工序过程在5M1E正常的状态下,能稳定地生产合格品的实际加工能力。过程能力取决于机器设备、材料、工艺、工艺装备的精度、工人的工作质量以及其他技术条件。过程能力指数用Cp 、Cpk表示。 非正态数据的过程能力分析方法 当需要进行过程能力分析的计量数据呈非正态分布时,直接按普通的计数数据过程能力分析的方法处理会有很大的风险。一般解决方案的原则有两大类:一类是设法将非正态数据转换成正态数据,然后就可按正态数据的计算方法进行分析;另一类是根据以非参数统计方法为基础,推导出一套新的计算方法进行分析。遵循这两大类原则,在实际工作中成熟的实现方法主要有三种,现在简要介绍每种方法的操作步骤。 非正态数据的过程能力分析方法1:Box-Cox变换法 非正态数据的过程能力分析方法2:Johnson变换法 非正态数据的过程能力分析方法3:非参数计算法
过程能力CPK的计算方法
CPK的概念 Cpk (Process Capability Index )的定义:制程能力指数; Cpk的意义:制程水平的量化反映;(用一个数值来表达制程的水平)制程能力指数:是一种表示制程水平高低的方便方法,其实质作用是反映制程合格率的高低。 CPK的计算公式 Cpk=Cp(1-|Ca|) Ca (Capability of Accuracy):制程准确度; Cp (Capability of Precision) :制程精密度; 注意: 计算Cpk时,取样数据至少应有20组数据,而且数据要具有一定代表性。 Cpk等级评定及处理原 则 等级Cpk值处理原则 A+≥1.67无缺点考虑降低成本 A1.33≤Cpk<1.67状态良好维持现状 B1.0≤Cpk<1.33改进为A级 C0.67≤Cpk<1.0制程不良较多,必须提升其能力 DCpk<0.67制程能力较差,考虑整改设计制程
与Cpk相关的几个重要 概念 单边规格:只有规格上限和规格中心或只有下限或规格中心的规格;如考试成绩不得低于80分,或浮高不得超过0.5mm等;此时数据越接近上限或下限越好;双边规格:有上下限与中心值,而上下限与中心值对称的规格;此时数据越接近中心值越好;如D854前加工脚长规格2.8±0.2mm; USL (Upper Specification Limit):即规格上限; LSL (Low Specification Limit): 即规格下限; C (Center Line):规格中心; X=(X1+X2+……+Xn)/n 平均值;(n为样本数) T=USL-LSL:即规格公差;δ(sigma)为数据的标准差 (Excel中的“STDEV”函数自动计算所取样数据的标准差(σ) ) Ca (Capability of Accuracy):制程准确度; Ca 在衡量“实际平均值“与“规格中心值”之一致性; 1.对于单边规格,不存在规格中心,因此也就不存在Ca; 2.对于双边规格:
过程能力计算
1、Cpk ——过程能力指数(过程中心有偏移的情况) 计算公式 )3,3(σ σLSL x x USL MIN Cpk --= 其中:USL ——规格上限 LSL ——规格下限 x ——样本均值 σ——样本标准差,2d R =σ(式中:R ——平均极差,2d ——为控制图 系数) 2、Ppk ——过程性能指数(过程中心有偏移的情况) 计算公式)3,3(s LSL x s x USL MIN Cpk --= 其中:USL ——规格上限 LSL ——规格下限 x ——样本均值 ——样本标准差, 3、PPM ——百万分之一 计算公式PPM=(不合格品数/检验总数)×106 4、Cmk ——机器设备的能力指数 通常在采购新设备或设备大修后,检测这个数据。也是短期的Cmk 。它的意义和过程能力指数是相当的。计算的方法就用过程能力指数Cpk 的计算方法。通常利用已经成熟的人员、材料、方法、环境等各种因素的条件下,利用连续取样,譬如,100个,内连续4个组成一个子样,一共得到25个子样平均值。检查过程是否稳定。如果不稳定,分析特殊原因,消除特殊原因后,再来。稳定了,就计算Cpk 。得到的就算是 Cmk ,应当>1.67。 当设备运作稳定后,还需要测量长期的Cmk 。 计算方法一样的,取样方法不同,得到的数据反映的变差来源的实质不同。因为做Cmk 的时候是用成熟的同样材料、人员、环境……用连续取样得到的数据。这样取样,材料、人员等各种因素的变差应当是最最小的。做Cpk 的话,子样和子样之间一定要有间隔时间,让各种变差,譬如白天、夜班、新工人、老工人、不同机器设备等的变差反映出来。