机械加工工艺设计-铣床刀具及切削参数选择和工步时间计算
铣床选择
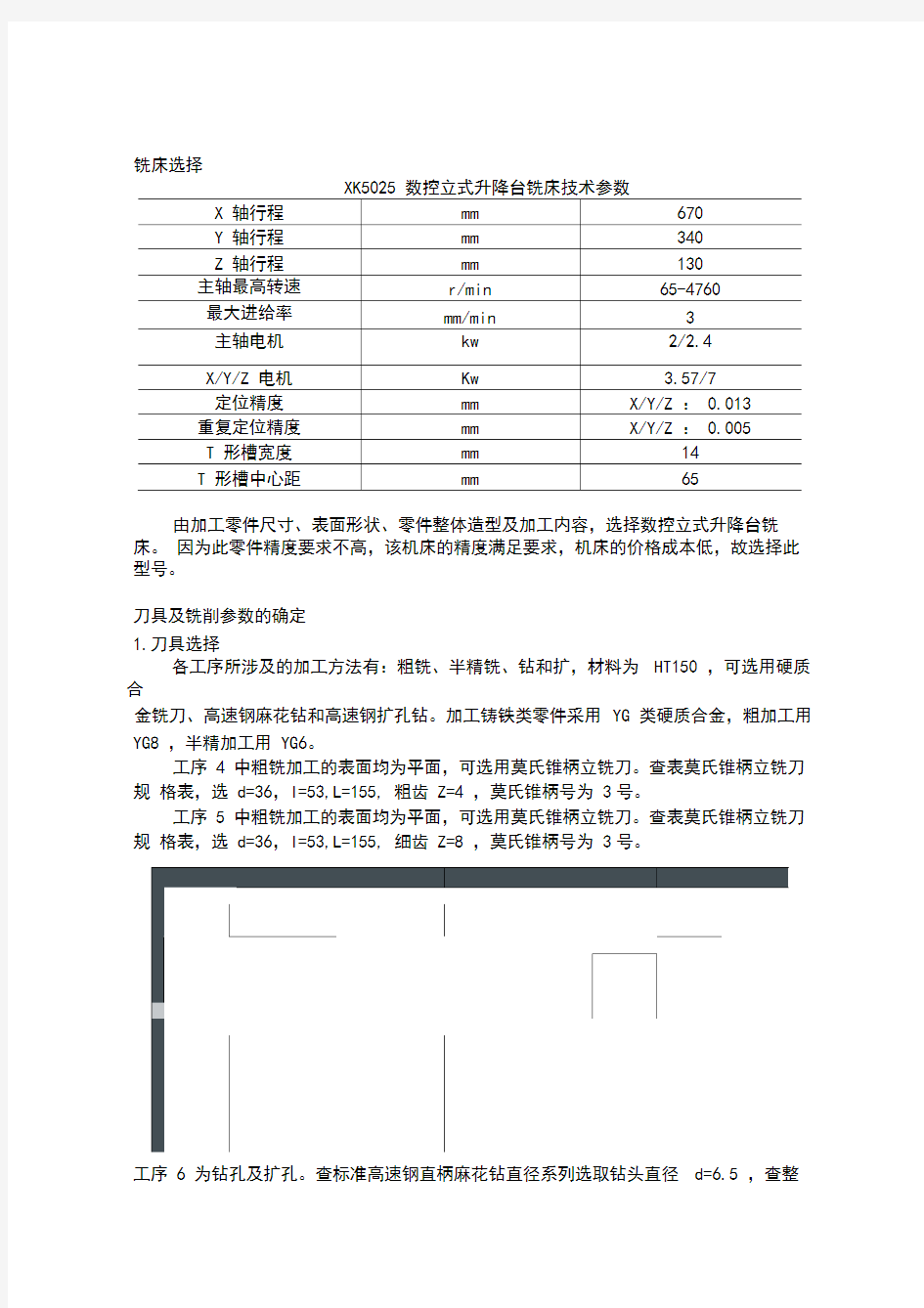
XK5025 数控立式升降台铣床技术参数
由加工零件尺寸、表面形状、零件整体造型及加工内容,选择数控立式升降台铣床。因为此零件精度要求不高,该机床的精度满足要求,机床的价格成本低,故选择此型号。
刀具及铣削参数的确定
1.刀具选择
各工序所涉及的加工方法有:粗铣、半精铣、钻和扩,材料为HT150 ,可选用硬质合
金铣刀、高速钢麻花钻和高速钢扩孔钻。加工铸铁类零件采用 YG 类硬质合金,粗加工用YG8 ,半精加工用 YG6。
工序 4 中粗铣加工的表面均为平面,可选用莫氏锥柄立铣刀。查表莫氏锥柄立铣刀规格表,选 d=36,l=53,L=155, 粗齿 Z=4 ,莫氏锥柄号为 3号。
工序 5 中粗铣加工的表面均为平面,可选用莫氏锥柄立铣刀。查表莫氏锥柄立铣刀规格表,选 d=36,l=53,L=155, 细齿 Z=8 ,莫氏锥柄号为 3号。
工序 6 为钻孔及扩孔。查标准高速钢直柄麻花钻直径系列选取钻头直径d=6.5 ,查整
体高速
钢直柄扩孔钻形式和规格表,选 d=7.00,L=109 ,l=69
工序 7 为粗铣,可选用莫氏锥柄立铣刀。查表莫氏锥柄立铣刀规格表,选 d=32,l=53,L=155, 粗齿 Z=4,莫氏锥柄号为 3 号。
工序 8 为半精铣,可选用莫氏锥柄立铣刀。查表莫氏锥柄立铣刀规格表,选
d=32,l=53,L=155, 细齿 Z=8,莫氏锥柄号为 3 号。
工序 9 为钻孔。查标准高速钢直柄麻花钻直径系列选取钻头直径d=18、 d=9。
工序 10 为粗铣,可选用莫氏锥柄立铣刀。查表莫氏锥柄立铣刀规格表,选 d=26,l=45,L=147, 粗齿 Z=3,莫氏锥柄号为 3 号。
工序 11为半精铣,可选用莫氏锥柄立铣刀。查表莫氏锥柄立铣刀规格表,选 d=26,l=45,L=147, 细齿 Z=6,莫氏锥柄号为 3 号。
工序 12 为钻孔、扩孔及攻螺纹。查标准高速钢直柄麻花钻直径系列选取钻头直径
d=7,d=6。
查整体高速钢直柄扩孔钻形式和规格表,选d=6.7, L=109 , l=69 。查长柄机用丝锥表,选
M8 丝锥, d=8.0,螺距 1.25, dl=6.3,l=22,L=97 。
工序尺寸的确定确定平面的工序尺寸
切削用量及基本时间的确定
工序 4 切削用量及基本时间的确定本工序为粗铣底面切削用量确定粗铣左端面的切削用量,所选刀具为 YG8 硬质合金立铣刀, d=36mm,Z=4 。确定铣削深度
a p。加工余量仅为 1.5mm ,可以在一次走刀内铣完,故 a p=1.5mm 确定铣削速度
V。查铣削速度推荐表得, V为60-110m/min ,粗加工可取 V=70m/min ,
同时由公式
n=1000V/ πd ( 2-1) 其中 n 为转速( r/min ), V 为切削速度( m/min ), d 为刀具直径( mm) 求得 n=619r/min
确定进给量 f。查每齿进给量α f推荐表得,αf 为 0.12-0.25 mm/r· Z-1,取α -1
f=0.2mm/r ·Z ,f= αf Z=0.8mm/r 。
基本时间
1)确定粗铣左端面的基本时间。
T j1=(l+l 1+l2)*i/V f (2-2)
其中 l 为铣削长度, l 1为进刀长度, l 2为确保切削完全长度, i 为走刀
次数, V f为进给速度。
=20mm l2=2 i=1 V f=fn=0.8*619r/min =495mm/min
由l=60mm l 1
得 T j1=(60+20+2)*1/495=0.165min=10s
工 5 切削用量及基本时间的确定
本工序为半精铣底面
切削用量确定半精铣底面的切削用量,所选刀具为 YG8 硬质合金立铣刀,
d=36mm,Z=8 。
确定铣削深度 a p。加工余量仅为 0.5mm,可以在一次走刀内铣完,故
a p=0.5mm
确定铣削速度 V 。查铣削速度推荐表得, V 为 60-110m/min ,粗加工可取
V=100m/min ,同时由公式
n=1000V/ πd ( 2-1)
求得 n=884.6r/min
确定进给量 f。查每齿进给量α f推荐表得,αf 为 0.12-0.25 mm/r· Z-1,取α -1
f=0.15mm/r · Z ,f= αf Z=1.5mm/r 。基本时间
1)确定粗铣左端面的基本时间。
T j1=(l+l 1+l2)*i/V f (2-2)
=20mm l2=2 i=1 V f=fn=1.2*884.6r/min =1061mm/min 得由l=60mm l 1
T j1=(60+20+2)*1/1061=0.077min=4.6s
工序 6 切削用量及基本时间的确定
本工序为钻孔及扩孔
切削用量
确定钻孔所选刀具为高速钢直柄麻花钻直径系列选取钻头直径 d=6.5 查高速钢钻头钻孔的进给量和高速钢钻头在灰铸铁上钻孔的切削速度、轴向力扭矩及功率表得
切削速度 V 为 13m/min ,进给量 f 为 0.36-0.44mm/r ,可选择 V=13m/min ,
f=0.4mm/r 。并由公式(2-1)求得 n =637r/min 。
确定扩孔所选刀具为体高速钢直柄扩孔钻 d=7 根据钻头直径和被加工材料,查表高速钢及硬质合金扩孔钻扩孔时的进给量表及高速钢扩孔钻在灰铸铁上扩孔时的切削速度表得, f=0.5-0.6mm/r ,选 f=0.5mm/r ,切削速度选择 V=23m/min 。由公式 (2-1) 求得: n=1046r/min 。
基本时间
确定钻Φ 6.5 孔的基本时间
T j1=(l+l 1+l2)i/fn (2-3)
其中 l 为孔深度, l1为刀尖与刀身前端距离, l2为保证切削完全长度。 I 为走刀次数, f 为进给量, n 为主轴转速
由l=14mm l 1
=6mm l2=4mm f=0.4mm/r n=637r/min
得 T j1=(14+6+4)/(0.4*637)=0.09min=6s 确定扩Φ 7 孔的基本时间由公式(2-3)
其中 l=14mm l1=6mm l 2=4mm f=0.5mm/r n=1046r/min
得 T j2=(14+6+4)/(0.5*1046)=0.03min=2s
确定工序的基本时间
T j= 2*(T j1+ T j2 ) =2* ( 6+8 )=16s
工序 7 切削用量及基本时间的确定
本工序为粗铣Φ18孔端面及Φ9 孔端面
切削用量
确定粗铣Φ18 孔端面的切削用量,所选刀具为 YG6 硬质合金立铣刀, d=32mm ,Z=4 。确定铣削深度 a p。加工余量仅为 3mm,可以在一次走刀内铣完,故
a p=3mm
确定铣削速度 V 。查铣削速度推荐表得, V 为 60-110m/min ,粗加工可取V=70m/min 同时由公式求得 n=697r/min
确定进给量 f。查每齿进给量αf 推荐表得,αf 为 0.12-0.25 mm/r· Z-1,取α -1
f=0.2mm/r ·Z ,f= αf Z=0.8mm/r 。
切削用量
确定粗铣Φ9 孔端面的切削用量,所选刀具为 YG6 硬质合金立铣刀, d=32mm ,Z=4。确定铣削深度 a p。加工余量仅为 3mm,可以在一次走刀内铣完,故
a p=3mm
确定铣削速度 V 。查铣削速度推荐表得, V 为 60-110m/min ,粗加工可取V=70m/min 同时由公式求得 n=697r/min
确定进给量 f。查每齿进给量αf 推荐表得,αf 为 0.12-0.25 mm/r· Z-1,取α -1
f=0.2mm/r ·Z ,f= αf Z=0.8mm/r 。
基本时间
1)确定粗铣Φ18 孔端面的基本时间。
T j1=(l+l 1+l2)*i/V f (2-2)
=20mm l2=2 i=1 V f=fn=0.8*697r/min =557mm/min
由l=28mm l 1
得 T j1=(28+20+2)*1/557=0.0.09min=6s
确定粗铣Φ 9 孔端面的基本时间。
T j1=(l+l 1+l2)*i/V f (2-2)
=20mm l2=2 i=1 V f=fn=0.8*697r/min =557mm/min
由l=18mm l 1
得 T j2=(18+20+2)*1/557=0.0.07min=5s
确定工序的基本时间
T j= 2*(T j1+ T j2)=22s
工序 8 切削用量及基本时间的确定
本工序为半精铣Φ18孔端面及Φ9孔端面
Φ18 孔端面切削用量
确定半精铣Φ18孔端面的切削用量,所选刀具为 YG8 硬质合金立铣刀,d=32mm ,Z=8 。确定铣削深度 a p。加工余量仅为 1mm,可以在一次走刀内铣完,故a p=1mm
确定铣削速度 V 。查铣削速度推荐表得, V 为 60-110m/min ,半精加工可取V=100m/min 同时由公式求得 n=995r/min
确定进给量 f。查每齿进给量αf 推荐表得,αf 为 0.12-0.25 mm/r· Z-1,取α -1
f=0.2mm/r ·Z ,f= αf Z=1.6mm/r 。
Φ9 孔端面切削用量
确定半精铣Φ9 孔端面的切削用量,所选刀具为 YG8 硬质合金立铣刀, d=32mm,Z=8 。确定铣削深度 a p。加工余量仅为 1mm,可以在一次走刀内铣完,故
a p=1mm
确定铣削速度 V 。查铣削速度推荐表得, V 为 60-110m/min ,半精加工可取
V=100m/min
同时由公式求得 n=995r/min
确定进给量 f。查每齿进给量α f推荐表得,αf 为 0.12-0.25 mm/r· Z-1,取α -1
f=0.2mm/r ·Z ,f= αf Z=1.6mm/r 。
基本时间
确定半精铣Φ18 孔端面的基本时间。
T j1=(l+l 1+l2)*i/V f (2-2)
=20mm l2=2 i=1 V f=fn=0.8*995r/min =796mm/min
由l=28mm l 1
得 T j1=(28+20+2)*1/796=0.0.06min=4s
确定半精铣Φ 9 孔端面的基本时间。
T j1=(l+l 1+l2)*i/V f (2-2)
=20mm l2=2 i=1 V f=fn=0.8*697r/min =796mm/min
由l=18mm l 1
得 T j2=(18+20+2)*1/796=0.0.05min=3s
确定工序的基本时间
T j= 2*(T j1+ T j2)=14s
工序 9 本工序为钻孔
切削用量确定钻孔所选刀具为高速钢直柄麻花钻直径系列选取钻头直径d=18,另查切削用量表得,
进给量 f 为 0.6-0.7mm/r ,可选择 V=14m/min , f=0.7mm/r 。并由公式 (2-1)求得 n =247r/min 。确定钻孔所选刀具为高速钢直柄麻花钻直径系列选取钻头直径d=9,另查切削用量表得,进
给量 f 为 0.47-0.57mm/r ,可选择 V=16m/min , f=0.5mm/r 。并由公式 (2-1)求得 n =566r/min 。
基本时间
确定钻Φ18 孔的基本时间
T j1=(l+l 1+l2)i/fn (2-3)
=6mm l2=4mm f=0.7mm/r n=247r/min
由l=44mm l 1
得 T j1=(44+6+4)/(0.7*247)=0.31min=19s
确定钻Φ 9孔的基本时间
T j8=(l+l 1+l2)i/fn (2-3)
=6mm l2=4mm f=0.5mm/r n=566r/min
由l=14mm l 1
得 T j1=(14+6+4)/(0.5*566)=0.06min=4s
确定工序的基本时间
T j= T j1+ T j2 =23s
工序 10 切削用量及基本时间的确定
本工序为粗铣Φ7孔端面及 M8 孔端面
切削用量
确定粗铣Φ7 孔端面的切削用量,所选刀具为YG8 硬质合金立铣刀, d=26mm ,
Z=3。
确定铣削深度 a p。加工余量仅为 3mm,可以在一次走刀内铣完,故a p=3mm
确定铣削速度 V 。查铣削速度推荐表得, V 为 60-110m/min ,粗加工可取
V=70m/min 同时由公式 (2-1) 求得 n=857r/min
确定进给量 f。查每齿进给量α f推荐表得,αf 为 0.12-0.25 mm/r· Z-1,取α -1
f=0.2mm/r ·Z ,f= αf Z=0.6mm/r 。
切削用量
确定粗铣 M8 孔端面的切削用量,所选刀具为 YG8 硬质合金立铣刀, d=26mm,Z=3 。确定铣削深度 a p。加工余量仅为 3mm,可以在一次走刀内铣完,故
a p=3mm
确定铣削速度 V 。查铣削速度推荐表得, V 为 60-110m/min ,粗加工可取V=70m/min 同时由公式 (2-1) 求得 n=857r/min
确定进给量 f。查每齿进给量α f推荐表得,αf 为 0.12-0.25 mm/r· Z-1,取α -1
f=0.2mm/r ·Z ,f= αf Z=0.6mm/r 。
基本时间
1)确定粗铣Φ 7孔端面的基本时间。
T j1=(l+l 1+l2)*i/V f (2-2)
=20mm l2=2 i=1 V f=fn=0.6*857r/min =685mm/min
由l=18mm l 1
得 T j1=(18+20+2)*1/685=0.0.07min=4s
确定粗铣 M8 孔端面的基本时间。
T j1=(l+l 1+l2)*i/V f (2-2)
=20mm l2=2 i=1 V f=fn=0.8*875r/min =685mm/min
由l=18mm l 1
得 T j2=(18+20+2)*1/685=0.0.04min=3s
确定工序的基本时间
T j= T j1+ T j2 =7s
工序 11 切削用量及基本时间的确定
本工序为半精铣Φ 7孔端面及 M8 孔端面
Φ18 孔端面切削用量
确定半精铣Φ18孔端面的切削用量,所选刀具为 YG8 硬质合金立铣刀,d=26mm ,Z=6 。确定铣削深度 a p。加工余量仅为 1mm,可以在一次走刀内铣完,故a p=1mm
确定铣削速度 V 。查铣削速度推荐表得, V 为 60-110m/min ,半精加工可取V=100m/min 同时由公式求得 n=1225r/min
确定进给量 f。查每齿进给量α f推荐表得,αf 为 0.12-0.25 mm/r· Z-1,取α -1
f=0.2mm/r ·Z ,f= αf Z=1.2mm/r 。
Φ9 孔端面切削用量
确定半精铣Φ9 孔端面的切削用量,所选刀具为 YG8 硬质合金立铣刀, d=26mm,Z=6 。确定铣削深度 a p。加工余量仅为 1mm,可以在一次走刀内铣完,故
a p=1mm
确定铣削速度 V 。查铣削速度推荐表得, V 为 60-110m/min ,半精加工可取V=100m/min 同时由公式求得 n=1225r/min
确定进给量 f。查每齿进给量α f推荐表得,αf 为 0.12-0.25 mm/r· Z-1,取α -1
f=0.2mm/r ·Z ,f= αf Z=1.2mm/r 。
基本时间
确定半精铣Φ 7 孔端面的基本时间。
T j1=(l+l 1+l2)*i/V f (2-2) =20mm l2=2 i=1 V f=fn=1.2*1225r/min =1469mm/min 由l=24mm l 1
得 T j1=(24+20+2)*1/1469=0.0.03min=2s 确定半精铣 M8 孔端面的基本时间。
T j1=(l+l 1+l 2)*i/V f (2-2) 由 l=7mm l
1 =20mm l 2=
2 i=1 V
f =fn=1.2*1225r/min =1469mm/min 得 T j2=(7+20+2)*1/1469=0.0.02min=1s 确定工序的基本时间
T j =T j1+ T j2=3s
工序 12 切削用量及基本时间的确定
本工序为钻孔 φ7,钻孔 φ6,扩孔 φ 6.3,攻丝 M8 确定钻 Φ7 孔切削用量 确定钻孔所选刀具为高速钢直柄麻花钻直径系列选取钻头
直径 的进给量、常用切削用量表,进给量 f 为 0.36-0.44mm/r , f=0.4mm/r 。并由公式 (2-1)求得 n
=591r/min 。
确定钻 Φ6 孔切削用量 确定钻孔所选刀具为高速钢直柄麻花钻直径系列选取钻头直径 查高速钢钻头钻孔的进给量、常用切削用量表,进给量 f 为 0.27-0.33mm/r , 可 选 择
V=15m/min , f=0.3mm/r 。并由公式 (2-1)求得 n =796r/min 。 确定扩 Φ 6.3 孔切削用量
确定扩孔所选刀具为体高速钢直柄扩孔钻 d=6.3 根据钻头直径和被加工材料,查表高速钢及硬质合金扩孔钻扩孔时的进给量, f=0.5-0.6mm/r ,选 f=0.5mm/r ,切削速度选择 V=23m/min 。由公式 (2-1) 求得:n=1163r/min 。 确定攻 M8 螺纹切削用量
根据在螺纹切削速度表得切削速度 V=11m/min ,f 为螺距, f=1.25 。由公式 (2-1)求得:
n=438r/min
d=7 查高速钢钻头钻孔 可 选 择 d=6
基本时间
确定钻Φ 7 孔的基本时间
由公式 (2-3)
其中 l=24mm l1=6mm l 2=4mm f=0.5mm/r n=591r/min
得 T j1=(14+6+4)/(0.5*591)=0.08min=5s
确定钻Φ 6 孔的基本时间
由公式 (2-3)
其中 l=7mm l 1=6mm l 2=2mm f=0.3mm/r n=796r/min 得
T j2=(7+6+2)/(0.3*796)=0.06min=4s
确定扩Φ 6.3 孔的基本时间
由公式 (2-3)
其中 l=7mm l 1=6mm l 2=2mm f=0.5mm/r n=1163r/min 得T j3=(7+6+2)/(0.5*1163)=0.03min=2s
确定攻螺纹 M8 的基本时间
由公式 (2-3)
其中 l=7mm l 1=6mm l2=2mm f=1.25mm/r n=438r/min 得T j4=(7+6+2)/(1.25*438)=0.03min=2s 确定工序的基本时间T j=T j1+ T j2+T j3+ T j4 =13