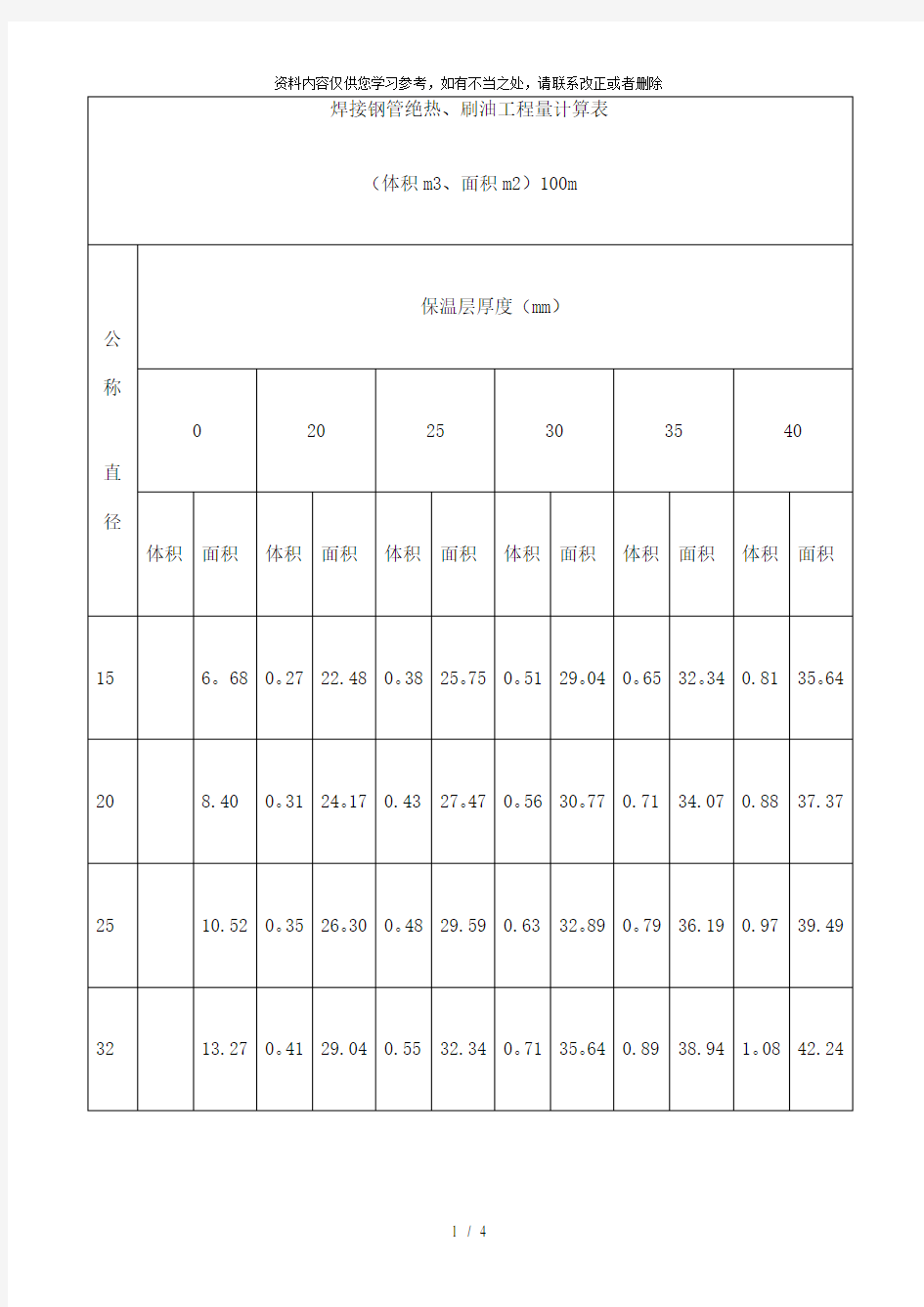
【精品】焊接钢管绝热、刷油工程量计算表

国标焊管及镀锌管规格重量表
W--镀锌管每米重量:kg/m C--镀锌管比黑铁管增加的重量系数 D--黑铁管的外径 S--黑铁管的壁厚 W=*S*(公称外径-S) 镀锌钢管每米重量=壁厚x(外径-壁厚) 镀锌管也是钢材,表面度了一层薄薄得锌,密度cm3 钢管的重量=×π×(外径平方-内径平方)×L×钢铁比重其中:π = L=钢管长度钢铁比重取所以,钢管的重量=××(外径平方-内径平方)×L× * 如果尺寸单位取米(M),则计算的重量结果为公斤(Kg) 钢的密度为: cm3 钢材理论重量计算 钢材理论重量计算的计量单位为公斤( kg )。其基本公式为: W(重量,kg )=F(断面积mm2)×L(长度,m)×ρ(密度,g/cm3)×1/1000 各种钢材理论重量计算公式如下: 名称(单位) 计算公式符号意义计算举例 圆钢盘条(kg/m) W= ×d×d d = 直径mm 直径100 mm 的圆钢,求每m 重量。每m 重量= ×1002= 螺纹钢(kg/m) W= ×d×d d= 断面直径mm 断面直径为12 mm 的螺纹钢,求每m 重量。每m 重量= ×12 2= 方钢(kg/m) W= ×a ×a a= 边宽mm 边宽20 mm 的方钢,求每m 重量。每m 重量= ×202= 扁钢 (kg/m) W= ×b ×d b= 边宽mm d= 厚mm 边宽40 mm ,厚5mm 的扁钢,求每m 重量。每m 重量= ×40 ×5=
W= ×s×s s= 对边距离mm 对边距离50 mm 的六角钢,求每m 重量。每m 重量= ×502=17kg 八角钢 (kg/m) W= ×s ×s s= 对边距离mm 对边距离80 mm 的八角钢,求每m 重量。每m 重量= ×802= 等边角钢 (kg/m) = ×[d (2b – d )+ (R2 – 2r 2 )] b= 边宽 d= 边厚 R= 内弧半径 r= 端弧半径 求20 mm ×4mm 等边角钢的每m 重量。从冶金产品目录中查出4mm ×20 mm 等边角钢的R 为,r 为,则每m 重量= ×[4 ×(2 ×20 – 4 )+ ×(– 2 × 2 )]= 不等边角钢 (kg/m) W= ×[d (B+b – d )+ (R2 – 2 r 2 )] B= 长边宽 b= 短边宽 d= 边厚 R= 内弧半径 r= 端弧半径 求30 mm ×20mm ×4mm 不等边角钢的每m 重量。从冶金产品目录中查出30 ×20 ×4 不等边角钢的R 为,r 为,则每m 重量= ×[4 ×(30+20 – 4 )+ ×(– 2 × 2 )]= 槽钢 (kg/m) W= ×[hd+2t (b – d )+ (R2 – r 2 )] h= 高 b= 腿长 d= 腰厚 t= 平均腿厚 R= 内弧半径 r= 端弧半径 求80 mm ×43mm ×5mm 的槽钢的每m 重量。从冶金产品目录中查出该槽钢t 为8 ,R 为8 ,r 为4 ,则每m 重量= ×[80 ×5+2 ×8 ×(43 – 5 )+ ×(82–4 2 )]= 工字钢(kg/m) W= ×[hd+2t (b – d )+ (R2 – r 2 )] h= 高
焊接钢管规格表2011-01-12
焊接钢管规格表 2011-01-160-8-13 作者:lk 焊接钢管规格表: 壁厚/mm O.5, 0.6, 0.8, 1.0 ,1.2, 1.4, 1.5 ,1.6, 1.8, 2.O, 2.2, 2.5, 2.8, 3.0, 3.2, 3.5 钢管的理论质量/(kg/m) ?5: O.055 0.065 O.083 O.099 ? 8 : 0.092 O.109 O.142 O.173 O.201 ? 10: 0.117 O.139 0.181 0.222 0.260 ? 12: 0.142 O.169 O.221 O.271 O.320 O.366 O.388 0.410 ? 13: O.183 0.241 0.296 O.343 0.400 O.425 0.450 ? 14: 0.198 O.260 O.321 O.379 O.435 O.462 O.489 ? 15: O.123 0.280 O.345 0.408 O.470 O.499 O.529 ? 16: O.228 O.300 O.370 0.438 0.504 O.536 O.568 ? 17: 0.243 O.320 O.395 O.468 0.359 O.573 O.608 ? 18: 0.257 0.339 O.419 O.497 O.573 0.610 0.647 ? 19: O.272 O.359 0,444 0.527 0.608 O.647 O.687 20 0.287 0.379 O.469 O.556 O.642 O.684 O.726 0.808 0.888 21 0.399 0.493 0.586 0.677 O.721 O.765 0.852 0.937 22 O.418 O.518 O.616 O.7U O.758 O.805 O.897 0.986 1.074 25 O.477 O.592 O.704 0.815 O.869 O.923 1.030 1.134 1.237 1.387
国标热镀锌钢管规格尺寸理论重量表
国标热镀锌钢管规格尺寸 理论重量表 Lele was written in 2021
镀锌管相关资料 钢管重量计算公式:[(外径-壁厚)*壁厚]*=kg/米(每米的重量) 镀锌钢管尺寸规格表 公称口径外径壁厚镀锌管壁黑铁管增加的重量系数 MM MM MM 普通钢管加厚钢管 6 2 1. 064 8 13. 5 10 15
20 25 32 公称口径外径壁厚镀锌管壁黑铁管增加的重量系数 MM MM MM 普通钢管加厚钢管 40 50 65 80 100 125 150 镀锌钢管尺寸规格表说明:W=C×[×(D-S)×S] W--镀锌管每米重量:kg/m C--镀锌管比黑铁管增加的重量系数 D--黑铁管的外径 S--黑铁管的壁厚 镀锌管的分类 镀锌钢管分冷镀管、热镀管,前者已被禁用,后者还被国家提倡暂时能用. 热镀锌管:
热镀锌管是使熔融金属与铁基体反应而产生合金层,从而使基体和镀层二者相结合。热镀锌是先将钢管进行酸洗,为了去除钢管表面的氧化铁,酸洗后,通过氯化铵或氯化锌水溶液或氯化铵和氯化锌混合水溶液槽中进行清洗,然后送入热浸镀槽中。热镀锌具有镀层均匀,附着力强,使用寿命长等优点。 冷镀锌管: 冷镀锌就是电镀锌,镀锌量很少,只有10-50g/m2,其本身的耐腐蚀性比热镀锌管相差很多。正规的镀锌管生产厂家,为了保证质量,大多不采用电镀锌(冷镀)。只有那些规模小、设备陈旧的小企业采用电镀锌,当然他们的价格也相对便宜一些。目前建设部已正式下文,淘汰技术落后的冷镀锌管,今后不准用冷镀锌管作水、煤气管。 热镀锌钢管:钢管基体与熔融的镀液发生复杂的物理、化学反应,形成耐腐蚀的结构紧密的锌一铁合金层。合金层与纯锌层、钢管基体融为一体。故其耐腐蚀能力强。 冷镀锌钢管:锌层是电镀层,锌层与钢管基体独立分层。锌层较薄,锌层简单附着在钢管基体上,容易脱落。故其耐腐蚀性能差。在新建住宅中,禁止使用冷镀锌钢管作为给水管。 镀锌钢管的用途 常说的镀锌管,镀锌管的用途现在煤气、暖气用的那种铁管也是镀锌管,镀锌管作为水管,使用几年后,管内产生大量锈垢,流出的黄水不仅污染洁具,而且夹杂着不光滑内壁滋生的细菌,锈蚀造成水中重金
1管道刷油工程量计算表
202532384557607689108 V S 6.287.8510.111.9314.1317.918.8523.8627.9533.91V 0.260.30.340.380.410.510.530.630.710.84S 22.1423.6225.8227.7129.9133.6634.639.6343.7149.67V 0.50.550.610.670.740.860.89 1.04 1.17 1.35S 28.7330.2234.4234.3136.5140.2541.246.2250.356.27V 0.80.860.96 1.03 1.12 1.27 1.31 1.52 1.69 1.94S 35.3336.8239.0240.943.146.8647.7952.8156.962.86V 1.16 1.24 1.35 1.46 1.57 1.77 1.81 2.07 2.28 2.57S 41.9243.4245.6247.549.753.4454.3859.4163.4969.46V 1.6 1.69 1.83 1.94 2.09 2.31 2.38 2.69 2.93 3.31S 48.5150.0152.2154.156.360.0460.986670.0876.05V 2.1 2.21 2.38 2.51 2.65 2.93 3.01 3.37 3.68 4.09S 55.1 56.61 58.81 60.7 62.89 66.6367.5772.676.6882.64V 3.63 3.7 4.12 4.45 4.95S 73.2274.1779.1983.2789.24V 4.38 4.46 4.94 5.31 5.87S 79.82 80.76 85.78 89.97 95.83 V S 常用无缝钢管绝热、刷油工程量 管道外经(mm )管道长度(m ) 020********* 60708090
焊接钢管壁厚表
国标焊管及镀锌管规格重量表(按GB/T3091—2001标准执行) 规格外径mm 壁厚mm 最小壁厚mm 焊管(6米定尺)镀锌管(6米定尺) 米重kg 根重kg 米重kg 根重kg 公称内径英寸 DN15 1/2 21.3 2.8 2.45 1.28 7.68 1.357 8.14 DN20 3/4 26.9 2.8 2.45 1.66 9.96 1.76 10.56 DN25 1 33.7 3.2 2.8 2.41 14.46 2.554 15.32 DN32 1.25 42.4 3.5 3.06 3.36 20.16 3.56 21.36 DN40 1.5 48.3 3.5 3.06 3.87 23.22 4.10 24.60 DN50 2 60.3 3.8 3.325 5.29 31.74 5.607 33.64 DN65 2.5 76.1 4.0 3.5 7.11 42.66 7.536 45.21 DN80 3 88.9 4.0 8.38 50.28 8.88 53.28 DN100 4 114.3 4.0 10.88 65.28 11.53 69.18 DN125 5 140 4.5 15.04 90.24 15.942 98.65 DN150 6 168.3 4.5 18.18 109.08 19.27 115.62 DN200 8 219.1 6.0 (焊管) 31.53 189.18 DN200 8 219.1 6.5 (热镀锌)36.12 216.72 镀锌钢管常用规格 公称口径外径壁厚镀锌管壁黑铁管增加的重量系数 MM MM MM 普通钢管加厚钢管 6 10.0 2 1.064 1.059 8 13.5 2.75 1.056 1.046 10 17.0 3.50 1.056 1.046 15 21.3 3.15 1.047 1.039 20 26.8 3.40 1.046 1.039 25 33.5 4.25 1.039 1.032 32 42.3 5.15 1.039 1.032 40 48.0 4.00 1.036 1.030 50 60.0 5.00 1.036 1.028 65 75.5 5.25 1.034 1.028 80 88.5 4.25 1.032 1.027 100 114.0 7.00 1.032 1.026 125 140.0 7.50 1.028 1.023 150 165.0 7.50 1.028 1.023 说明:W=C*[0.02466*(D-S)*S] W--镀锌管每米重量:kg/m C--镀锌管比黑铁管增加的重量系数 D--黑铁管的外径
保温工程量计算公式
(一)工程量计算公式 1、除锈、刷油工程。 (1) 设备筒体、管道表面积计算公式: S =nX D XL 式中n——圆周率; D ------------- 设备或管道直径; L -------------- 设备筒体高或管道延长米。 (2) 计算设备筒体、管道表面积时已包括各种管件、阀门、法兰、人孔、管口凹凸部分,不再另外计算。 2、防腐蚀工程。 (1) 设备筒体、管道表面积计算公式同(1) (2) 阀门表面积计算式:(图一) S =nX D X 2.5D X K XN 图一 式中D直径; K ——1.05 ;
N ――阀门个数。 (3) 弯头表面积计算式:(图二) 图二 S=nX D X 1.5D X K X 2n B N/ 式中D——直径; K ——1.05 ; N ――弯头个数; B 值取定为:90 °弯头B= 4; 45°弯头B= 8 (4) 法兰表面积计算式:(图三) S =nX D X 1.5D X K XN 图三
式中D直径; K ——1.05 ; N ――法兰个数。 S =nX (D + A) X A 式中D直径; A 法兰翻边宽。 (6)带封头的设备防腐(或刷油)工程量计算式:(图五) 4 图五 (5) 设备和管道法兰翻边防腐蚀工程量计算式: (图四) 图4
S = L XnX D+(D[]22) XnX 1.5 XN 式中N——封头个数; 1.5 ――系数值。 3、绝热工程量。 (1) 设备筒体或管道绝热、防潮和保护层计算公式: V =nX (D+ 1.033 5 ) X 1.033 5 S =nX (D + 2.1 5 + 0.0082) X 图五 式中D——直径 1.033 、 2.1 ——调整系数; 5――绝热层厚度; L ----------- 设备筒体或管道长; 0.0082 ――捆扎线直径或钢带厚。 (2) 伴热管道绝热工程量计算式: ①单管伴热或双管伴热(管径相同,夹角小于90°时 D = D1+ D2 + (10 ?20mm) 式中D ――伴热管道综合值; D1 ——主管道直径; D2 ――伴热管道直径; (10 ?20mm主管道与伴热管道之间的间隙。 ②双管伴热(管径相同,夹角大于90°时。 D = D1+ 1.5D2 + (10 ?20mm)
国标焊接钢管壁厚
国标焊接钢管壁厚 规格外径 mm 壁厚 mm 最小壁厚 mm 焊管(6米定尺) 公称内径英寸米重kg 根重k DN15 1/2 21.3 2.8 2.45 DN20 3/4 26.9 2.8 2.45 1.66 9.96 DN25 1 33.7 3.2 2.8 2.41 14.46 DN32 1.25 42.4 3.5 3.06 3.36 20.16 DN40 1.5 48.3 3.5 3.06 3.87 23.22 DN50 2 60.3 3.8 3.325 5.29 31.74 DN65 2.5 76.1 4.0 3.5 7.11 42.66 DN80 3 88.9 4.0 8.38 50.28 DN100 4 114.3 4.0 10.88 65.28 DN125 5 140 4.5 15.04 90.24 DN150 6 168.3 4.5 18.18 109.0 DN200 8 219.1 6.0(焊管) 31.53 189.1 DN200 8 219.1 6.5(热镀锌) 国标焊接钢管壁厚 规格外径 mm 壁厚 mm 最小壁厚 mm 公称内径英寸 1 2 DN15 1/2 21.3 2.8 2.45 DN20 3/4 26.9 2.8 2.45 DN25 1 33.7 3.2 2.8 DN32 1.25 42.4 3.5 3.06 DN40 1.5 48.3 3.5 3.06 3.0 3.0 DN50 2 60.3 3.8 3.325 3.56 3.0
DN65 2.5 76.1 4.0 3.5 3.1 3.0 DN80 3 88.9 4.0 3.5 3.0 DN100 4 114.3 4.0 DN125 5 140 4.5 DN150 6 168.3 4.5 DN200 8 219.1 6.0(焊管) DN200 8 219.1 6.5(热镀锌) 40X20X0.6--3.0mm 30X20X0.6--2.0mm 20X14X0.5--1.2mm 20X10X0.5--1.2mm 100X40X2.0--3.0mm 90X60X2.0--4.0mm 80X60X1.4--4.0mm 80X50X1.2--3.0mm 80X40X0.9--4.0mm 70X50X1.2--4.0mm 70X30X1.5--3.0mm 60X40X0.8--4.0mm 60X30X0.8--3.0mm 50X40X0.8--3.0mm 50X30X0.7--4.0mm 50X25X0.7--3.0mm 50X20X0.7--1.7mm 40X30X0.7--3.0mm 40X25X0.7--2.5mm
国标热镀锌钢管规格、尺寸理论重量表
镀锌管相关资料 镀锌钢管尺寸规格表 公称口径外径壁厚镀锌管壁黑铁管增加的重量系数MM MM MM 普通钢管加厚钢管 6 10.0 2 1. 064 1.059 8 13. 5 2.75 1.056 1.046 10 17.0 3.50 1.056 1.046 15 21.3 3.15 1.047 1.039 20 26.8 3.40 1.046 1.039 25 33.5 4.25 1.039 1.032
32 42.3 5.15 1.039 1.032 公称口径外径壁厚镀锌管壁黑铁管增加的重量系数 MM MM MM 普通钢管加厚钢管 40 48.0 4.00 1.036 1.030 50 60.0 5.00 1.036 1.028 65 75.5 5.25 1.034 1.028 80 88.5 4.25 1.032 1.027 100 114.0 7.00 1.032 1.026 125 140.0 7.50 1.028 1.023 150 165.0 7.50 1.028 1.023 镀锌钢管尺寸规格表说明:W=C×[0.02466×(D-S)×S] W--镀锌管每米重量:kg/m C--镀锌管比黑铁管增加的重量系数 D--黑铁管的外径 S--黑铁管的壁厚 镀锌管的分类 镀锌钢管分冷镀管、热镀管,前者已被禁用,后者还被国家提倡暂时能用. 热镀锌管: 热镀锌管是使熔融金属与铁基体反应而产生合金层,从而使基体和镀层二者相结合。热镀锌是先将钢管进行酸洗,为了去除钢管表面的氧化铁,酸洗后,通过氯化铵或氯化锌水溶液或氯化铵和氯化锌混合水溶液槽中进行清洗,然后送入热浸镀槽中。热镀锌具有镀层均匀,附着力强,使用寿命长等优点。
国标无缝钢管规格表
国标无缝钢管规格表 直径厚度管重/米直径厚度管重/米159 4 15.29 820 10 199.75 5 18.99 12 239.1 6 22.64 14 278.26 219 4 21.21 920 8 179.92 5 26.39 9 202.19 6 31.52 10 224.41 7 36.6 12 268.7 8 41.63 14 312.79 273 5 33.04 1020 8 199.65 6 39.51 9 224.38 7 45.92 10 249.07 8 52.28 12 298.29 325 5 39.46 14 347.31 6 47.2 16 396.14 7 54.89 18 444.77 8 62.54 1220 10 298.39 9 70.13 12 357.47 10 77.68 14 416.36 377 6 54.89 16 475.05 7 63.87 1420 12 416.66 8 72.8 14 485.41 9 81.67 16 553.96 10 90.5 1620 12 475.84 426 6 62.14 14 554.46 7 72.33 16 632.87 8 82.46 18 711.1 9 92.55 1820 12 535.02 10 102.59 14 623.5 480 6 70.13 16 711.79 7 81.65 18 799.87 8 93.12 20 887.76 9 104.53 2020 14 692.55 10 115.9 16 790.7 529 7 90.11 18 888.65 8 102.78 20 986.4 9 115.41 22 1083.95 10 127.99 2220 16 869.61 630 8 122.71 18 977.42 9 137.82 22 1192.46 10 152.89 24 1299.68 720 8 140.46 2420 16 948.52 9 157.8 18 1066.2 10 175.09 20 1183.68 820 8 160.19 22 1300.96 9 179.99 24 1418.05
防腐、保温工程计算公式(刷油、防腐蚀、绝热工程)
第八册刷油、防腐、保温工程 册说明 一、《冶金工业建设工程预算定额》第八册《刷油、防腐蚀、绝热工程》(以下简称本定额)是根据国家冶金工业局(2000)冶发综字56号文确定的原则,在《全国统一安装工程预算定额》、九三年《冶金建设工程预算定额统一基价》的基础上,结合冶金建设工程实际情况进行编制。本定额适用于冶金工厂的生成车间和与之配套的辅助车间,附属生成设施的新建、扩建项目(包括技术改造项目)中的设备、管道、金属结构等的刷同、防腐蚀、绝热工程。 二、本定额主要依据的标准、规范有: 1.《设备、管道保温技术通则》GB4272-84。 2.《工业设备及管道绝热工程施工及验收规范》GBJl26-89。 3.《工业设备、管道防腐蚀工程施工及验收规范》HGJ229-91。 4.《全国统一安装工程预算定额》第十一册《刷油、绝热、防腐蚀工程》。
5.《冶金建设工程预算定额统一基价》第十一册《刷油、绝热、防腐蚀工程》。 三、本定额是按国内大多数施工企业采用的施工方法,机械化程序和合理的劳动组织进行编制的,使用时不因上述因素有差异而对本定额进行调整或换算。 四、本定额是按下列施工条件进行编制的: 1. 设备、材料、成品、半成品、构件完好无损,符合质量标准和设计要求,附有合格证书和试验证明; 2. 安装工程与土建工程之间的交叉作业正常; 3. 正常的气候、地理条件和施工环境。 五、一般钢结构(包括吊、支、托架,梯子,栏杆,平台)、管廊钢结构以“100kg”为单位,大于400mm的型钢及H型钢制钢结构以“10m2”为单位。冶金工程金属构件根据有关规范、设计图纸使用不同规格的钢材,在计算工程量时(以重量为单位),应按一般结构件的消耗量乘以系数计算。冶金工程金属结构件油漆、除锈工程量系数详见附录一。 六、关于下列各项费用的规定: 1.脚手架搭拆费,按下列系数计算,其中人工工资占25%。
常用焊管规格表
常用管材(钢管)规格表(A)公称直径焊接钢管(普通)GB3091-82pg≤1.0MpaD×∮ 21.3* 2.7 526.8* 2.7 533.5* 3.2 542.3* 3.2548* 3.560* 3.5 75.5* 3.7 588.5*4114*4140* 4.5165* 4.5--------------------------------重量(Kg/m) 1.2 51.6 32.4 23.1
33.8 44.8 86.6 48.3 410.8 515.0 417.81--------------------------------焊接钢管(加厚)GB83092-82pg≤1.6MpaD×∮ 21.3* 3.2 526.8* 3.5 33.5* 442.3*448* 4.2560* 4.5 75.5* 4.5 88.5* 4.75114*5140* 4.5165*
5.5--------------------------------重量(Kg/m) 1.4 42.0 12.9 13.7 74.5 86.1 67.8 89.8 113.4 418.24无缝钢管(热轧)GB8163-87pg≤ 2.5MpaD×∮--------32* 3.538* 3.545* 3.557* 3.573*489*4108*4133*4重量(Kg/m)-------- 2.4 62.9 83.5 84.6 26.8
18.3 810.2 612.72螺旋电焊钢管DNpg≤ 1.6MpaD×∮----------------------------------------重量(Kg/m)---------------------------------------- DN15DN20DN25DN32DN40DN50DN65DN80DN100DN125DN150DN200DN250DN30 0DN350DN400DN450DN500DN 60021.63159* 4.5 17.14168* 520.10-------------------------------- 219*6273*8325*8377*9426*9480*9530*9630* 931.52219* 531.5 2.28273* 745.9 262.54325* 754.9 081.67377* 763.8 792.55426* 772.3
常用管材钢管规格表汇总
常用管材(钢管)规格表(A)
常用管材(钢管)规格表(B)
常用型材的理论重量(Kg/m ) 镀锌板: 30.5=7.85kg/ 张(2m2 ) 30.6=9.42kg/ 张(2m2 ) S0.75=11.78kg/ 张 S 1.0=15.7kg/ 张(2m2 ) S 1.2=18.84kg/ 张(2m2 ) -25 X 3-- --0.59 -30 X 3-- -0.71 -40 X 4-- -1.76 扁钢: (2m2 ) 角钢: L Z25 X 3—— 1.24
Z30 X 3——1.373 Z40 X 4-----2.422 L Z50 X 5-----3.77 槽钢: 6.3#——6.33 8#——8.05 10#——10.00 12#----12.02 圆钢: ?6----0.222 ?8—0.395 ?10---0.617 ? 12---0.888 ?14---1.21 ? 16---1.58 ?16---1.58 商用空调各类场所应用经验 行业场所方案实例 餐厅: 空间不大,规模较小的餐厅可以使用低静压管道机组,以达到经济实惠的效 果。而高档次的餐厅可以使用嵌入式空调机组,以体现整体环境的高雅大方。 钢板重量计算公式: G=L X B XH X 7.85 G:重量丄:长,B:宽,H:厚 计算时注意保证单位一
间开阔和包房较多的餐厅应选择不同的空调,具体可参照娱乐场所的选择方案 便利店: 便利店的空间有限,使用低静压管道机组和嵌入式空调机组就能很好地满足此类场所的空调要求。而且空调悬挂于空间顶部,不会占据任何营业空间。 娱乐场所: 空间开阔的娱乐场所建议使用高静压风管机组,以达到送风均匀,快速制冷 的效果。而有较多包间的场所可以使用风冷热泵机组,以方便每个房间单独控制 汽车展示厅: 汽车展示厅通常可分为展示区域和办公区域,展示部分可以选用高静压管道机组,而办公部分可以使用风冷热泵机组,以分别满足两个区域不同的空调要求。 小型办公楼: 建议使用风冷热泵机组以便于分层控制,或者分区域控制。 工厂: 水冷柜机由于其价格性能比高,是工厂选用空调的最佳选择。 超市及大卖场: 超市及大买场的空间开阔,客流量大,大风量设计的高静压管道机组是此类场所的最佳选择。 末端的选型
设备管道保温工程量速算表及计算公式详解
设备管道保温工程量速算表及计算公式详解 1.除锈、刷油工程 一、(1)设备筒体、管道表面积计算公式:S=π*D*L(公式1) (2)计算设备筒体、管道表面积时已包括各种管件、阀门、人孔、管口凹凸部分,不再另外计算。 S= 0.48 D0 L0.00 二、阀门表面积:S=π*D*2.5D*K*N(K=1.05)(公式2) S= 0.219 D10 N 3.96 三、弯头表面积:S=π*D*1.5D*2*π*N/B(90°B=4;45°B=8)(公式3) S= 0.06 D 2 N 4 B 0.05 四、法兰表面积:S=π*D*1.5D*K*N(K=1.05)(公式4) S= 0.219 D10 N 2.37 五、设备与管道法兰翻边防腐蚀工程量:S=π*(D+A)*N(A法兰翻边宽) (公式5) S= 0.219 D0.05 A10 N8.45 六、管道保温及保护层计算公式: V=π×(D+1.033δ)×1.033δ×L (公式6) S=π×(D+2.1δ+0.0082)×L (公式7) 0.0082:捆扎线直径或钢带厚(公式7) S= 0.273 D0.05 δ805 L976.70 V= 0.273 D0.05 δ805 L42.41 七、伴热管道绝热工程量计算公式 a)单管伴热或双管伴热(管径相同,夹角小于90度时) D’=D1+D2+(10-20mm) (公式8) 式中D’——伴热管道综合值; D1 ——主管道直径; D2 ——伴热管道直径;(10-20mm)——主管道与伴热管道之间的间隙。 B)双管伴热(管径相同,夹角大于90度时)(公式9) D'=D1+1.5D2+(10~20mm)
国标焊接钢管规格表
国标焊接钢管规格表
扩展资料: 焊接钢管的焊接技巧 一、前提是要打磨 必须把焊接处的镀锌层打磨掉,否则会产生气泡、沙眼、假焊等。还会使焊缝变脆,刚性下降。 二、镀锌钢的焊接特点 镀锌钢一般是在低碳钢外镀一层锌,镀锌层一般在20um厚。锌的熔点在419°C,沸点908°C左右。在焊接中,锌融化成液体浮在熔池表面或在焊缝根部位置。锌在铁中具有较大固溶度,锌液体会沿晶界深入浸蚀焊缝金属,低熔点锌形成“液体金属脆化”。 同时,锌与铁可形成金属间脆性化合物,这些脆性相使焊缝金属塑性降低,在拉应力作用下而产生裂纹。如果焊接角焊缝,尤其是T形接头的角焊缝最容易产生穿透裂纹。 镀锌钢焊接时,坡口表面及边缘处的锌层,在电弧热作用下,产生氧化、熔化、蒸发以至挥发出白色烟尘和蒸汽,极易引起焊缝气孔。由于氧化而形成的ZnO,其熔点较高,约1800°C以上,若在焊接过程中参数偏小,将引起ZnO夹渣,同时。由于Zn成为脱氧剂。 产生FeO-MnO或FeO-MnO-SiO2低熔点氧化物夹渣。其次,由于锌的蒸发,挥发出大量的白色烟尘,对人体有刺激、伤害作用,因此,必须把焊接处的镀锌层打磨处理掉。 三、焊接工艺控制 镀锌钢的焊前准备与一般的低碳钢是相同的,需要注意的是要认真处理好坡口尺寸和附近的镀锌层。为了焊透,坡口尺寸要适当,一般60~65°,要留有一定的间隙,一般为1.5~2.5mm;为了减少锌对焊缝的渗透,在焊之前,可将坡口内的镀锌层清除以后再焊。 在实际工作中,采用了集中打坡口,不留钝边工艺进行集中控制,两层焊接工艺,减少了未焊透的可能性。焊条应根据镀锌钢管的基体材
质选用,一般低碳钢由于考虑易操作性,选用J422较为普遍。 焊接手法:在焊多层焊的第一层焊缝时,尽量使锌层熔化并使之汽化、蒸发而逸出焊缝,可大大减少液体锌留在焊缝中。在焊角焊缝时,同样在第一层尽量使锌层熔化并使之汽化、蒸发而逸出焊缝。 其方法是先将焊条端部向前移出约5~7mm左右,当使锌层融化后再回到原来位置继续向前施焊。再横焊和立焊时,如选用短渣焊条如J427,咬边倾向会很小;如果采用前后往返运条技术,更可以得到无缺陷的焊接质量。
焊接钢管规格尺寸表
最全焊接钢管规格 1.DN 焊接管规格 焊管尺寸公径类别规格执行标准焊管 4 分系列DN15 20~21*0.7 ~2.75 GB/T3091-2008 焊管 6 分系列DN20 25~26.8*0.7 ~2.75 GB/T3091-2008 焊管 1 寸系列DN25 32~33.5*0.8 ~3.25 GB/T3091-2008 焊管 1.2 寸系列DN32 40~42*0.9 ~3.25 GB/T3091-2008 焊管 1.5 寸系列DN40 47~48*1.0 ~3.25 GB/T3091-2008 焊管 2 寸系列DN50 59~60*1.3 ~3.5 GB/T3091-2008 焊管 2.5 寸系列DN65 75*1.5 ~3.75 GB/T3091-2008 焊管 3 寸系列DN80 88*1.5 ~4.0 GB/T3091-2008 焊管 4 寸系列DN100 114*1.1 ~4.0 GB/T3091-2008 焊管 5 寸系列DN125 140*2.2 ~4.5 GB/T3091-2008 焊管 6 寸系列DN150 165*1.4 ~4.5 GB/T3091-2008 焊管8 寸系列DN200 219*2.0 ~6.0 GB/T3091-2008 无锡鑫轩钢材焊接钢管规格表 32*3 60*5 114*11 194*10 32*3.5 60*6 114*12 194*12 32*4 60*7 114*13 194*14 32*4.5 60*8 114*14 194*16 32*5 60*9 114*16 194*18 34*3 60*10 114*18 194*20 34*4 76*4.5 133*5 194*26 34*4.5 76*5 133*6 219*6.5 34*5 76*6 133*7 219*7 34*6.5 76*7 133*8 219*8 38*3 76*8 133*10 219*9 38*3.5 76*9 133*12 219*10 38*4 76*10 133*13 219*12 38*4.5 89*4 133*14 219*13 38*5 89*4.5 133*16 219*14 规格规格规格规格
国标热镀锌钢管规格、尺寸理论重量表
国标热镀锌钢管规格、尺寸、理论重量表 英分解释:认为一英寸等于8英分。其实英制单位里没有英分 将1/8英寸叫一分:这其实也源于英分解释 1市分约等于3.33毫米 Inch:英寸,长度单位,1inch=25.4mm 一分=3.33 *1=3.33(一分管约为3.18) 四分=3.33*4=13.33 (四分管约为15) 六分=3.33*6=20 (六分管约为20) 八分=3.33*8=26.6 (一寸管约为25.4)
常用镀锌钢管规格表
常见PVC塑料管规格表 常见pvc塑料管规格表: PVC穿线管 16 20 25 30 40 50 75 90 110 PVC排水管 40 50 75 90 110 160 200 250 315 400 500 PVC给水管 20 25 32 40 50 63 75 90 110 160 200 PVC管(UPVC管)硬聚氯乙烯管,是由聚氯乙烯树脂与稳定剂、润滑剂等配合后用热压法挤压成型,是最早得到开发应用的塑料管材。UPVC管抗腐蚀能力强、易于粘接、 PVC管PVC管的连接方式主要有密封胶圈、粘接和法兰连接3种。管径大于等于100毫米的管道一般采用胶圈接口;管径小于100毫米的管道则一般采用粘接接头,也有的采用活接头。管道在跨越下水道或其他管道时,一般都使用金属管,这时塑料管与金属管采用法兰连接。阀门前后与管道的连接也都是采用法兰连接。 1.当小口径管道采用溶剂粘接时,须将插口处倒小圆角,以形成坡口,并保证断口平整且垂直轴线,这样才能粘接牢固,避免漏水。 2.一般管径大于等于100毫米的PVC管都采用胶圈接口。安装前必须安排人员将管子插口部位倒角,还要检查胶圈质量是否合格。安装时必须将承口、胶圈等擦干净。 3.传统管道安装的管沟开挖只要求能把管道放入管沟和能进行封口即可,在没有松动原有土层时,可不用加压夯实垫层。 4.一般PVC管支管开叉可用三通或立式止水栓开叉。在施工时可加一个马鞍形配件半个二合三通,并用U形螺栓卡紧,这样就加厚了管壁,然后直接在上面钻孔开牙,再用外螺纹塑料件接出。试验表明用这种方法施工后试压验收完全可以达到规范的要求。另外在管内水流产生推力的位置,比如弯头、三通及管端封板处等部位都应设置止推墩以承受水流的推力。 5.PVC管作为一种新型非金属管,用现有金属管道探测设备,不能探测到其具体位置,但若管道埋设施工时在管道上面埋设一条电线就可方便地解决这个问题。 管材包括:PPR管,PVC管,UPVC管,铜管,钢管,纤维管,复合管,镀锌管,软管,异径管,水管。 常用的几种塑料管的特点和主要用途比较 名称特点连接方式主要用途 PVC管具有较好的抗拉、抗压强度,但其柔性不如其他塑料管,耐腐蚀性优良,价格在各类塑料管中最便宜,但低温下较脆粘接、承插胶圈连接、法兰螺纹连接用于住宅生活、工矿业、农业的供排水、灌溉、供气、排气用管、电线导管、雨水管、工业防腐管等 CPVC管耐热性能突出,热变形温度为100℃,耐化学性能优良粘接、法兰螺纹连接热水管PE管重量轻、韧性好,耐低温性能较好,无毒,价格较便宜,抗冲击强度高,但抗压、抗拉强度较低热溶焊接、法兰螺纹连接饮水管、雨水管、气体管道、工业耐腐蚀管道
国标焊接钢管壁厚
国标焊接钢管壁厚 钢管外径钢管外径、、壁厚的允许偏差 公称外径D/mm 管体外径允许偏差 管端外径允许偏差/mm (距管端100mm 范围内) 壁厚允许偏差 D≤48.3±0.5mm -±10%48.3<D≤273.1±1.0%D -273.1<D≤508 ±0.75%D +2.4,-0.8D>508 ±1.0%D 或±10.0,两者取较小值 +3.2,-0.8 规格 外径mm 壁厚mm 最小壁厚mm 焊管焊管(6(6米定尺米定尺))镀锌管镀锌管(6(6米定尺米定尺))公称内径英寸米重kg 根重kg 米重kg 根重kg DN151/221.3 2.8 2.45DN203/426.9 2.8 2.45 1.669.96 1.7610.56DN25133.7 3.2 2.8 2.4114.46 2.55415.32DN32 1.2542.4 3.5 3.06 3.3620.16 3.5621.36DN40 1.548.3 3.5 3.06 3.8723.22 4.1024.60DN50260.3 3.8 3.325 5.2931.74 5.60733.64DN65 2.576.1 4.0 3.5 7.1142.667.53645.21DN80388.9 4.08.3850.288.8853.28DN1004114.3 4.010.8865.2811.5369.18DN1255140 4.515.0490.2415.94298.65DN1506168.3 4.518.18109.0819.27 115.62 DN2008219.1 6.0(6.0(焊管焊管焊管))31.53 189.18 DN200 8 219.1 6.5(热镀锌热镀锌)) 36.12 216.7
国标焊接钢管规格表
焊接钢管壁厚对照表如下: 扩展数据:
焊接钢管的焊接技巧 1,前提是打磨 必须在焊接位置磨掉锌涂层,否则会产生气泡,沙孔和虚假焊接。这也会使焊缝变脆和变硬。 2,镀锌钢的焊接特性 镀锌钢通常在低碳钢上镀锌,锌镀层的厚度通常为20um。锌的熔点为419°C,沸点约为908°C。在焊接中,锌熔化成液体并漂浮在熔池表面或焊缝根部。锌在铁中具有很大的固溶性,液态锌会沿晶界深深腐蚀焊缝金属,从而导致低熔点锌的“液态金属脆化”。 同时,锌和铁会形成金属间脆性化合物。这些脆性相降低了焊接金属的可塑性,并在拉伸应力下引起裂纹。如果对角焊缝进行焊接,尤其是T型接头的角焊缝,则很容易产生裂纹。 在镀锌钢的焊接过程中,槽表面和边缘上的锌层在电弧热的作用下会氧化,熔化,蒸发甚至挥发出白烟和蒸汽,这很容易造成焊接孔隙。氧化形成的ZnO的熔点高于1800°C。如果焊接过程中的参数过小,则会导致ZnO夹杂熔渣。因为Zn成为脱氧剂。 生成FeO MnO或Feo-mno-sio2低熔点氧化物夹杂物。其次,由于锌的蒸发,会散发出大量的白烟和灰尘,这会刺激并损害人体。因此,必须抛光焊接接头上的锌涂层。 3,焊接过程控制 镀锌钢的焊接前准备与普通低碳钢相同。必须小心处理沟槽尺寸和附近的锌涂层。为了焊透,凹槽尺寸应适当,一般为60?65°,并
应留有一定的间隙,一般为1.5?2.5mm;为了减少锌对焊缝的渗透,可以在焊接前去除凹槽中的锌涂层。 在实际工作中,采用无钝边的集中倒角工艺进行集中控制,两层焊接工艺减少了不完全熔深的可能性。焊条应根据镀锌钢管的基材选择。由于易于操作,J422通常用于低碳钢。 焊接方法:在进行多层焊接的第一层焊接时,应尝试使锌层熔化并使之蒸发并从焊缝中蒸发掉,这样可以大大减少残留在焊缝中的液态锌。在角焊缝焊接中,锌层应在第一层中尽可能多地熔化,并从焊缝中蒸发掉。 方法是将电极的末端向前移动约5?7mm,然后在熔化锌层后返回到原始位置并继续向前焊接。如果选择短焊渣焊条(例如J427)进行水平和垂直焊接,咬边趋势将非常小。如果采用来回焊条运输技术,可以获得无缺陷的焊接质量。
国标焊接钢管规格表
国标焊接钢管规格表 基本信息 标准号StandardNo:GB/T 21835-2008 中文标准名称StandardTitle in Chinese:焊接钢管尺寸及单位长度重量 英文标准名称:Dimensions and masses per unit length of welded steel pipes 发布日期IssuanceDate:2008-5-13
实施日期ExecuteDate:2008-11-1 首次发布日期FirstIssuance Date:2008-5-13 标准状态StandardState:现行 复审确认日期ReviewAffirmance Date: 计划编号Plan No:20067328-T-605 代替国标号ReplacedStandard: 被代替国标号ReplacedStandard: 废止时间RevocatoryDate: 采用国际标准号AdoptedInternational Standard No:ISO 4200:1991、ISO 1127:1992 采标名称AdoptedInternational Standard Name:平端焊接及无缝钢管尺寸及单位长度重量表;不锈钢管尺寸、公差和单位长度常
规重量 采用程度ApplicationDegree:NEQ 采用国际标准AdoptedInternational Standard:ISO 国际标准分类号(ICS):77.140.75 中国标准分类号(CCS):H48 标准类别StandardSort:基础 标准页码Number ofPages: 标准价格(元) Price(¥): 主管部门Governor:中国钢铁工业协会 归口单位TechnicalCommittees:全国钢标准化技术委员会 起草单位DraftingCommittee:番禺珠江钢管有限公司、锦西钢管有限公司