华北石化分公司-CDOS FCC汽油选择加氢脱硫技术的首次工业…

CDOS FCC汽油选择加氢脱硫技术
在华北石化的首次工业应用
南晓钟杨向党 陶磊 周建辉 刘平延
(中国石油华北石化分公司河北任丘 062552)
摘要:介绍了CDOS技术在华北石化分公司汽油加氢脱硫装置上开工情况及运行结果。工业应用标定结果表明,采用CDOS技术可将FCC汽油硫含量由541~600μg/g降至41~49μg/g及硫醇硫含量降至不大于10μg/g,RON损失1.0~1.4个单位,CDOS技术可为炼油厂生产硫含量小于50μg/g 的清洁汽油提供经济、灵活的技术方案。
关键词:FCC汽油加氢脱硫辛烷值 CDOS技术
随着环保法规的日趋严格,生产低硫清洁燃料已成为各炼油厂迫切解决的问题。2008年1月1日起,北京市强制执行汽油硫含量指标不大于50μg/g的京DB11/238-2007标准,即实施车用汽油使用京Ⅳ标准的清洁汽油。中国石油天然气股份有限公司华北石化分公司(简称华北石化)为了解决汽油质量升级问题,生产北京市场需求的京Ⅳ标准汽油,将原来1#半再生重整预加氢装置改造为催化汽油选择加氢脱硫装置(简称汽油脱硫装置),采用北京海顺德钛催化剂有限公司(简称海顺德)开发的FCC汽油选择加氢脱硫技术(简称CDOS技术)对催化裂化装置生产出的FCC汽油进行选择加氢脱硫加工处理,生产出硫含量小于50μg/g的低硫汽油产品。
2009年8月,CDOS技术首次在华北石化装置上工业应用,生产出汽油硫含量不大于50μg/g,硫醇硫含量不大于10μg/g的合格产品,辛烷值RON损失1.0~1.4个单位,实现了CDOS技术在工业装置上的成功应用。
1 装置概况
CDOS技术特点是工艺简单、操作条件缓和,可适应不同宽度馏分FCC汽油原料的加氢处理,甚至全馏分FCC汽油的加氢处理。CDOS选择加氢脱硫装置可利用旧加氢装置改造,可节省投资。
华北石化FCC汽油加氢脱硫装置是利用原来1#半再生重整预加氢装置改造而成的。反应器利用重整预加氢反应器及脱氯反应器,两反应器之间注入冷氢来调节反应温度,并新增一套循环氢胺洗脱硫化氢系统。
华北石化共有两套催化裂化装置(简称二催和三催)。来自二催和三催的FCC汽油(简称FRCN)首先进行选择加氢脱双烯烃,然后分馏切割为FCC轻汽油(简称LCN)和FCC重汽油(简称HCN);HCN则进入CDOS选择加氢脱硫装置,通过HDOS-200选择性加氢脱硫催化剂的作用,在降低汽油硫含量的同时,减少烯烃的饱和,而使汽油辛烷值损失最小化,加氢脱硫后的低硫HCN去汽油调合灌区;碱洗后LCN醚化后去汽油调合罐区。
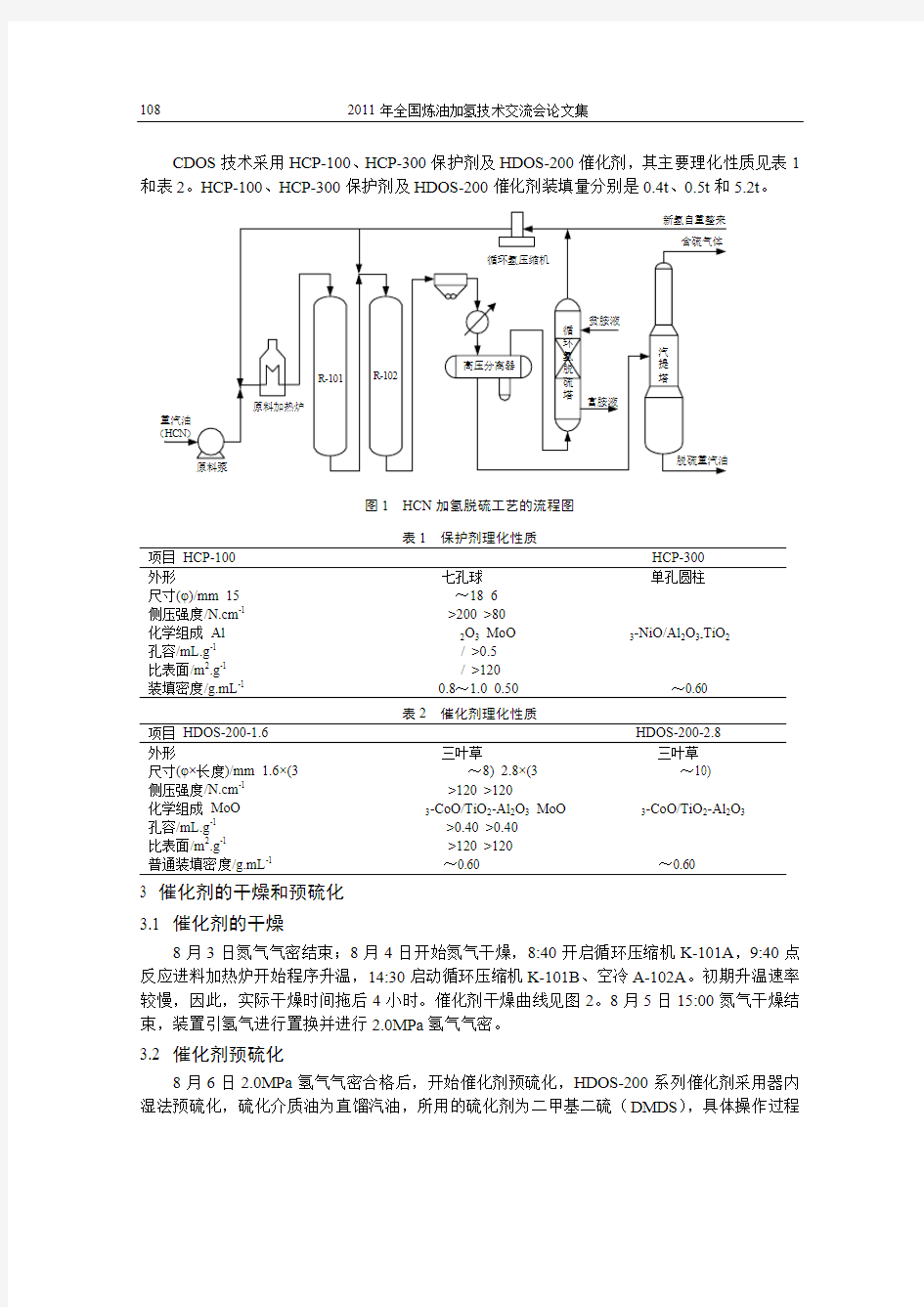
CDOS HCN加氢脱硫工艺的流程图见图1。
2 催化剂的性质和装填量
CDOS技术采用HCP-100、HCP-300保护剂及HDOS-200催化剂,其主要理化性质见表1
和表2。HCP-100、HCP-300保护剂及HDOS-200催化剂装填量分别是0.4t、0.5t和5.2t。
图1 HCN加氢脱硫工艺的流程图
表1 保护剂理化性质
HCP-300 项目 HCP-100
外形七孔球单孔圆柱
尺寸(φ)/mm 15~18 6
侧压强度/N.cm-1 >200 >80
化学组成 Al2O3 MoO3-NiO/Al2O3-TiO2
孔容/mL.g-1 / >0.5
比表面/m2.g-1 / >120
装填密度/g.mL-1 0.8~1.0 0.50~0.60
表2 催化剂理化性质
HDOS-200-2.8 项目 HDOS-200-1.6
外形三叶草三叶草
尺寸(φ×长度)/mm 1.6×(3~8) 2.8×(3~10)
侧压强度/N.cm-1 >120 >120
化学组成 MoO3-CoO/TiO2-Al2O3 MoO3-CoO/TiO2-Al2O3
孔容/mL.g-1 >0.40 >0.40
比表面/m2.g-1 >120 >120
普通装填密度/g.mL-1 ~0.60 ~0.60
3 催化剂的干燥和预硫化
3.1 催化剂的干燥
8月3日氮气气密结束;8月4日开始氮气干燥,8:40开启循环压缩机K-101A,9:40点
反应进料加热炉开始程序升温,14:30启动循环压缩机K-101B、空冷A-102A。初期升温速率
较慢,因此,实际干燥时间拖后4小时。催化剂干燥曲线见图2。8月5日15:00氮气干燥结
束,装置引氢气进行置换并进行2.0MPa氢气气密。
3.2 催化剂预硫化
8月6日2.0MPa氢气气密合格后,开始催化剂预硫化,HDOS-200系列催化剂采用器内
湿法预硫化,硫化介质油为直馏汽油,所用的硫化剂为二甲基二硫(DMDS),具体操作过程
严格按照海顺德提供的硫化方案进行。硫化工艺条件:高压塔压力1.7MPa ,直馏汽油循环量14.4t/h ,循环氢量大于10000Nm 3/h 。催化剂硫化过程反应器R-101入口温度和循环氢中H 2S 浓度随运行时间变化如图3所示。
50
100
150
200
250
300
123456789101112131415161718192021222324
运行时间, hr 反应温度, °C
图2 催化剂干燥曲线
0.0
50.0100.0
150.0
200.0
250.0
300.0350.0
1234567891011121314151617181920212223242526272829303132333435
运行时间, hr 反应温度, °C 02000
4000
6000
8000
1000012000
硫化氢浓度, p p m
图3 R-101入口温度和循环氢中H 2S 浓度随时间变化曲线
从图3可以看出,整个硫化过程基本和理论硫化过程一致。整个硫化过程中共注入硫化剂
约739kg ,高于理论需求量529kg ,催化剂预硫化合格。
4 工业应用
自2009年7月30日开始装置清扫,催化剂装填、干燥和硫化后,于8月7日16:20引进
催化汽油HCN原料,并于8月27日至8月31日,对装置运行结果进行标定。标定原料是来
自三催FCC汽油和部分二催FCC汽油的混合油,该原料(FRCN)分馏切割成LCN和HCN
的切割点为80±3℃;标定产品为稳定塔底部的低硫HCN和碱洗塔脱硫醇硫后的LCN的混合
油。标定主要操作条件为:高分压力1.7MPa,反应器R-101入口温度260℃,体积空速2.5h-1,
氢油体积比400~450。
CDOS技术对FCC汽油生产硫含量小于50μg/g汽油产品的标定结果见表3和表4。
表3 CDOS技术生产硫含量小于50μg/g汽油产品的标定结果之一
2009-8-27 2009-8-28 2009-8-29
标定时间
原料产品原料产品原料产品
密度/g.mL-1 0.7147 0.7056 0.7163 0.7061 0.7148 0.7081
硫/μg.g-1 600 46 554 41 571 43
硫醇硫/μg.g-146 10 47 10 47 7
RON 91.0 89.6 90.8 89.6 91.0 89.8
烯烃,v% 40.9 31.1 40.8 32.1 40.7 31.6
脱硫率,% / 92.3 / 92.6 / 92.5
/ 24.0 / 21.3 / 22.4
烯烃饱和率,%
△/ -1.4 / -1.2 / -1.2
RON
馏程/℃
IBP/10%/50% 39/58/86 40/51/82 41/57/88 40/51/79 40/56/88 41/50/80
90%/FBP 150/170 149/173 150/173 149/177 151/167 148/168
表4 CDOS技术生产硫含量小于50μg/g汽油产品的标定结果之二
2009-8-30 2009-8-31 标定时间
原料产品原料产品
密度/g.mL-1 0.7118 0.7067 0.7148 0.7047
硫/μg.g-1 548 49 547 45
硫醇硫/μg.g-147 8 48 10
90.0
91.0
RON 91.0
90.0
烯烃,v% 39.1 32.6 40.6 30.9
脱硫率,%
/ 91.1 / 91.8
/ 16.7 / 23.9
烯烃饱和率,%
△ / -1.0 / -1.0 RON
馏程/℃
IBP/10%/50% 41/58/88 42/54/80 41/57/88 44/57/89
90%/FBP 150/170 149/171 150/169 151/171
从表3可以看出,华北石化FCC汽油的硫含量541~600μg/g,硫醇硫含量46~48μg/g,
烯烃含量39.1v%~40.9v%;经CDOS处理后,其汽油产品硫含量降至41~49μg/g,硫醇硫降
至7~10μg/g,脱硫率达到91.1%~92.6%,而烯烃饱和率只有16.7%~24.0%,相应RON损
失1.0~1.4个单位,显示了选择性加氢催化剂HDOS-200的优良性能,不仅具有较好的脱硫
选择性,而且还具有很好的脱硫醇硫性能。CDOS技术的工业应用结果达到预期效果,完成了
技术协议规定的指标要求。
5 结论
工业应用结果表明,FCC汽油经CDOS技术加工处理后,硫含量由541~600μg/g降至41~
49μg/g,硫醇硫含量降至不大于10μg/g,RON损失在1.0~1.4个单位;选择性加氢催化剂
HDOS-200性能优良,不仅具有较好的脱硫选择性,而且还具有很好的脱硫醇硫性能。CDOS
技术可为炼油厂生产硫含量小于50μg/g的清洁汽油提供经济、灵活的技术方案。
催化裂化汽油的选择性催化加氢脱硫技术
催化裂化汽油的选择性催化加氢脱硫技术 孙爱国 汪道明 中国石油化工股份有限公司安庆分公司(安徽省安庆市246001) 摘要:论述了催化裂化汽油选择性加氢脱硫技术的现状和发展趋势,着重介绍了催化裂化汽油选择性加氢催化剂的制备、影响选择性的若干因素,以及选择性加氢脱硫工艺技术的进展。对选择性加氢技术与临氢改质技术的差异、选择性加氢工艺与其它工艺的组合应用等问题也进行了讨论。 主题词:催化裂化 汽油料 加氢脱硫 述评 我国催化裂化(FCC)加工能力占二次加工能力比例较大,大部分炼油厂其它二次加工手段欠缺,使得我国汽油总合与国外有很大不同,一般FCC汽油组分占汽油总合的70%~80%,部分炼油厂甚至超过85%。而国外汽油一般来自FCC 34%、催化重整33%、以及烷基化、异构化、醚化和叠合共约33%。我国汽油中的硫和烯烃主要来自FCC汽油组分,因此与国外相比我国车用汽油具有高硫、高烯烃的特点。 通过调整FCC操作,应用降烯烃催化剂如G race公司的RFG催化剂和石油化工科学研究院(RIPP)的G OR催化剂、降烯烃助剂,降烯烃的FCC工艺如RIPP的MIP工艺等手段可以降低FCC汽油中的烯烃含量;通过降低重整操作的苛刻度、提高重整原料的切割点,切除苯的前身物———甲基环戊烷和环己烷,可以有效降低汽油的芳烃和苯含量。但是目前尚没有办法仅通过应用新型催化剂或仅对工艺参数进行调整即可使FCC 汽油的硫含量大幅降低。FCC汽油脱硫成为生产清洁汽油的关键问题。 1 降低FCC汽油硫含量的技术[1~2] 目前正在研究或已得到工业应用的FCC汽油脱硫技术有多种。如FCC原料加氢预处理;改进FCC催化剂;生物脱硫和吸附脱硫等。 2 FCC汽油加氢脱硫技术的比较 临氢改质技术是在对FCC汽油深度加氢脱硫后,通过选择性裂化或异构化等手段使汽油辛烷值恢复。如Exx onM obil公司有多篇专利通过应用ZS M25分子筛选择性裂化低辛烷值的直链烷 烃,使FCC汽油因深度加氢、烯烃大量饱和造成的辛烷值损失得到恢复。该公司开发的OCT2 G AI N T M工艺宣称不仅能够有效脱除FCC汽油中的硫,还能够控制产品的辛烷值。而UOP公司的IS A L工艺和RIPP的RI DOS则是通过对经过加氢脱硫处理的FCC汽油进行异构化处理使受到损失的辛烷值得到恢复。两者的区别在于前者对汽油进行深度加氢脱硫,后者则是进行选择性加氢脱硫。 临氢改质技术可以直接生产硫含量低于30μg/g的清洁汽油组分,而且汽油的烯烃含量很低,辛烷值损失可以控制,但一般氢气消耗很大;操作温度高达350℃;操作空速较低,加氢和改质两段催化剂总空速一般为0.5~1.5h-1,使得催化剂用量增大;在高温下,即便是异构化处理,也会发生比较剧烈的裂化反应,汽油收率会显著降低,依据辛烷值恢复程度不同,收率损失在5%~15%,这些问题使得临氢改质技术的操作费用和生产成本大为增加。 选择性加氢脱硫从提高加氢催化剂的选择性出发,在大量脱除汽油含硫化合物的同时,尽量减少高辛烷值烯烃组分的饱和。一般反应温度较低(多低于300℃);空速较高(液时空速为2~4 h-1);加氢氢耗较低,催化剂用量较小,操作费用相对较少。由于烯烃饱和较少,对国内炼油厂而言,使用选择性加氢脱硫技术,在辛烷值损失可接受的操作条件下难以使汽油烯烃体积含量符合低 收稿日期:2002-03-26。 作者简介:孙爱国,工程师,1993年毕业于江苏石油化工学院石油加工专业,从事加氢工艺及清洁燃料生产工艺研究工作。 炼 油 设 计 2002年10月 PETRO LE UM REFI NERY E NGI NEERI NG 第32卷第10期
汽油加氢技术
汽油加氢技术 主要是加氢脱硫 对于汽油加氢脱硫 按照原料是否加氢前切割,可以分为全馏分汽油加氢脱硫和切割馏分汽油加氢脱硫现在的汽油加氢技术很多。如法国ifp、美国uop 等都有这方面的专利技术。其原理就是加氢脱硫而尽量不饱和烯烃,以减少辛烷值的损失。国内石化研究院有一种技术是先将烯烃芳构化,然后再进行加氢脱硫。 目前比较牛逼的技术:国外就是prime-g+,szorb;国内就是抚研院的oct-m,石科院的rsds;prime-g+:首先进行加氢预处理,解决二烯烃问题,再切割轻重两部分,轻馏分去无碱脱臭,重馏分加氢脱硫,再轻重调合。(原料适应性较好,流程复杂,投资高)cdtech: 一种组合技术,贵金属类催化剂,不适合我国情况。 s-zorb:沸腾床吸附脱硫,辛烷值损失最小,原料适应性强,要
求规模大,投资最大。oct-m:无预处理,直接切割轻重两部分,轻馏分去无碱脱臭,重馏分加氢脱硫,再轻重调合。(工艺简单)rsds:无预处理,直接切割轻重两部分,轻馏分进行碱液抽提(有环保压力),重馏分加氢脱硫,再轻重调合催化剂上活性金属基本上是:co、mo、ni 发生的反应为(以噻吩硫为例):噻吩在催化剂活性金属的催化下,与氢发生反应,生成烃类和硫化氢 技术的关键控制指标:辛烷值损失与硫脱除率 1.国外工艺技术概况 国外f汽油脱硫、降烯烃的主要工艺技术有以下几种:isal(加氢脱硫/辛烷值恢复技术)、octgain(加氢脱硫/辛烷值恢复技术)、scanfining(选择性加氢脱硫工艺)、prime-g和prime-g+(选择性加氢脱硫工艺)、cdhydrocdhds(催化蒸馏加氢脱硫工艺)和s-zorb工艺等。 上述几种工艺技术可以分为固定床加氢技术(含催化蒸馏技术)
汽油脱硫技术
汽油脱硫技术 摘要:我国成品汽油中90%以上的含硫化合物来自催化裂化汽油,降低成品油中硫含量的关键是降低FCC汽油的硫含量。本文主要综述了FCC汽油脱硫技术的优缺点。 关键词:催化裂化;汽油;脱硫技术 前言 据统计,我国车用汽油中90%的硫来自催化裂化。而催化裂化汽油中的硫化物存在形式以硫醇、硫醚、二硫化物和噻吩类硫化物为主,其中噻吩类硫的含量占总硫含量的60%以上,而硫醚硫和噻吩硫的含量占总硫的85%以上。因此,催化汽油脱硫过程中如何促进噻吩类和硫醚类化合物的转化是降低催化汽油硫含量的关键。围绕低硫和超低硫油品的生产,开发出了许多相关的脱硫技术,目前相关的脱硫技术大体上可以分为两类:加氢脱硫和非加氢脱硫。加氢脱硫技术主要包括催化裂化进料加氢脱硫技术、选择性加氢脱硫技术、非选择性加氢脱硫技术和催化蒸馏加氢脱硫技术;非加氢脱硫技术主要包括吸附脱硫、氧化脱硫和生物脱硫以及添加剂技术等。 1. 加氢脱硫技术 1.1 FCC原料加氢预处理脱硫技术 是通过对FCC原料油加氢处理来降低FCC汽油硫含量,可将FCC原料硫含量降至0.2%以下,从而使FCC汽油硫含量降到200μg/g。 对催化裂化原料油进行加氢处理,可以同时降低催化裂化汽油和馏分油的硫含量,可以显著地改善产品的产率和质量。但投资高(FCC原料加氢预处理所需投资为其他方法的4~5倍),要消耗氢气,操作费用高,且难以满足硫含量小于30μg/g的要求。 1.2 FCC过程直接脱硫技术 该技术是在FCC过程中使用具有降低硫含量的催化剂和助剂以及其他工艺新技术,从而在催化裂化反应过程中直接达到降硫的目的。 该类技术的特点是使用方便、不需增加投资和操作费用,缺点是脱硫效果差。 1.3 FCC汽油加氢处理
催化裂化汽油加氢脱硫技术及工艺流程分析
催化裂化汽油加氢脱硫技术及工艺流程分析 发表时间:2019-12-30T13:27:29.667Z 来源:《科学与技术》2019年 15期作者:陈飞宇[导读] 经济与社会不断发展、进步,人们生活水平不断提升,摘要:经济与社会不断发展、进步,人们生活水平不断提升,我国机动车数量也在快速攀升,与此同时,由机动车尾气排放对环境造成的污染也越来越明显,因此对催化裂化汽油加氢脱硫技术进行研究极具现实意义。基于此,文章对汽油燃烧排放的硫化物种类及其危害进行了阐述,分析了催化加氢脱硫(HDS)反应原理,并对催化裂化汽油加氢脱硫技术及其工艺流程进行可分析,以期能够为提升汽油脱硫处 理质量提供有效参考。关键词:催化裂化;汽油;加氢脱硫;应用低硫含量是当前世界车用汽油应用发展的主要趋势之一。对于我国的车用汽油而言,其四分之三以上是催化裂化汽油,也称为FCC汽油。然而,FCC汽油具备烯烃、硫含量较高,安定性不高的缺陷,对车用汽油指标造成不良影响,此类汽车用油的污染物排放标准难以达到国际先进标准,甚至与国内最新的机动车污染物排放指标相去甚远。虽说汽油中硫化物含量值不是最高,但是其产生的危害却极大。一方面,硫化物燃烧生成物主要是SOx的形式,也是引发酸雨的主要因素,而且SOx排放过大也会刺激NO,、CO这些有毒有害气体的生产与排放。另一方面,硫化物还会使汽油燃烧时还会导致汽车尾气转化器催化剂失效,NO、SOx、CO等有害气体的排放量进一步增加,降低城市空气质量。除此之外,硫化物也会对金属设备产生一定程度腐蚀危害,影响汽油泵等相关部件的使用寿命,提高了事故概率。 一、催化加氢脱硫(HDS)反应原理分析 HDS反应原理,主要是利用在石油中加氢使得含硫化合物氢解形成相应的烃合物与H2S,进而脱去石油中的硫原子,其过程中C—S键的断裂与相应断裂物的饱和是最为基本的化学反应。例如噻吩和苯并噻吩的HDS过程通常包含了加氢与裂解两途径。通过加氢使噻吩环双键饱和接着开环脱硫形成烷烃,再通过裂解反应使开环脱硫形成丁二烯,丁二烯在氢环境中饱和。噻吩经过加氢脱硫处理后主要产生丁二烯、丁烯,丁烷、C2、C3产物则少得多。硫化物主要以非杂环与杂环两种类型存在于原油中。非杂环类硫化物以硫醇、硫醚等结构为主,具备较高的反应活性,加氢脱除较为容易。而噻吩、甲基、苯基等杂环类硫化物具备与芳烃相似的稳定结构,所以去除较为困难。 二、催化裂化汽油加氢脱硫技术工艺流程分析催化裂化汽油加氢脱硫处理,要求其过程能够最大限度地完成脱硫工作,并将汽油辛烷值损失控制在最低范围。此外,催化裂化汽油加氢脱硫处理流程还应满足一下要求:①装置要能够实现长周期运转,且单周期要和催化裂化装置检修周期相同;②装置选择应经济、适用,有效降低加氢脱硫成本;③基于确保反应质量的前提制定工艺流程;④使工艺流程和国I、国IV标准要求最大限度地保持一致;⑤采取有效技术方法提高工艺流程可行性与可衔接性;⑥确保技术在产品中的应用稳定与高质量,并具备一定灵活性。将催化裂化汽油的烯烃集中在轻馏分中,汽油中的硫则集中在重馏分中。结合烯烃与硫在催化裂化汽油中分布特点,有选择地展开预加氢反应,混氢原料油经过催化剂作用把二烯烃转化成单烯烃,如此便可避免在后续加氢脱硫反应器发生结焦问题。其中一些轻含硫物与轻疏醇会在硫醚化反应中转化为重含硫化合物,同时还催生了烯烃异构化反应使得辛烷值得到了一定程度的增加。催化裂化汽油分馏,应把预加氢催化裂化汽油划分出重汽油与轻汽油。对于重汽油处理环节借助催化剂作用脱硫与烯烃饱和反应,同时实现了将重汽油以分馏比例调和。 三、常见的FCC汽油脱硫技术现阶段,在汽油脱硫处理方面应用较为成熟,较为广泛的脱硫技术无疑是催化加氢脱硫工艺,许多发达国家的FCC汽油处理采用了这一技术。HDS技术主要分为了传统型与选择性型HDS技术。前者应用虽然能够使汽油硫含量有效减少,然而在脱硫过程中国烯烃饱和率也会大幅提升,使得汽油辛烷值出现较大损失。而后者应用的最大优势能够在满足汽油脱硫要求的同时烯烃饱和率不至于过高,辛烷值损失较少,因此具备较好的应用发展前景。现阶段应用较为成熟选择性HDS技术主要下面几种工艺: (一)SCANFining技术这一技术应用始于美国,使用的RT-225催化剂。核心工艺在于把全馏分催化轻汽油分为低硫高烯烃、硫和烯烃含量中等、高硫低烯烃3个组分的催化重汽油,进而针对性的选择合适脱硫技术生成调和油,达到92%~95%的汽油脱硫率,并且将抗爆指数损失控制在可2个单位以下。 (二)ISAL技术这一技术由美国UOP公司与委内瑞拉石油研究及技术中心联合开发,运用了常规固定床工艺,与最新型的沸石催化剂,可解决现阶段炼化企业面临的大部分共性难题,不但有效减少了汽油硫与烯烃含量,而且确保辛烷值不会减小。这一技术主要是通过调整催化剂大小、表面积、孔容孔径、酸度等对反应烃链长度进行有效控制,避免了辛烷值出现损失。ISAL技术可应用与含硫在30μg/g清洁汽油生产,并且操作周期大于2年。(三)Prime-G和Prime-G+技术该技术由法国石油研究院最先开发,关键点在于对FCC汽油选择性加氢脱硫处理时采用双催化剂工艺,脱硫率较高,甚至实现汽油硫含量小于10μg/g,并且工艺应用条件相对缓和,烯烃饱和率也比较小,不会出现芳烃饱和及裂化反应现象,有着98%以上的脱硫率,耗氢较少且辛烷值损失低。(四)OCTGAIN技术该技术由Mobil公司开发,具备较高的FCC汽油脱硫处理效率,并且产物辛烷值的可控性较高。在脱硫方面采用了固定床催化工艺,脱硫率大于95%,然而会发生5%~10%的汽油损失率。(五)CDTECH技术这一脱硫工艺应用了两个催化蒸馏塔,采用两段式反应。第一阶段是在催化蒸馏加氢脱己烷塔中的反应,在催化剂作用下,轻汽油馏分中二烯烃与硫醇发生反应,得到高沸点产物进入重馏分,从塔顶形成的C5、C6馏分中硫醇含量控制在1μg/g以下,并对剩余的二烯烃进行选择加氢。第二阶段应用CDHDS技术,将催化汽油中C7以上组分的硫去掉,总脱硫率达高于95%,辛烷值损失可控制在1.0以下。(六)RIDOS技术
新型汽油脱硫技术的对比
新型汽油脱硫技术的对比 摘要:文章针对两种汽油脱硫新技术:RSDS-Ⅱ选择性加氢脱硫技术和S-Zorb 吸附脱硫技术,从反应机理、技术特点、设备特点各方面逐一对比,为炼油企业选择更适合生产实际的汽油质量升级技术提供参考。 关键词:汽油脱硫对比 1、前言 随着人们环保意识的不断增强,降低汽车尾气污染,改善空气质量,已经成为世界范围内的共识。各国对发动机燃料的组成进行了日趋严格的限制,以降低有害物质的排放。降低汽油中的硫含量将有效的减少汽车尾气中有害物质的排放。2017年10月执行的国V汽油标准要求成品汽油中的硫含量须小于10μg/g。 我国汽油组分将长期以催化裂化汽油为主,其份额占到80%左右。汽油质量升级主要是提高催化裂化汽油的质量,控制汽油中的硫、烯烃、芳烃含量和辛烷值等主要指标,与相应的国际标准接轨。而且我国绝大多数的催化裂化装置为重油和渣油催化裂化,和普通催化裂化相比,汽油中的硫含量更高,汽油脱硫难度更大,开发清洁燃料技术成为当前炼油行业技术创新的重点。 中国炼油企业多年来狠抓科技创新,积极推进以生产清洁燃料为主要目标,针对催化汽油脱硫技术引进和开发了两种新型工艺:(1)一次性买断引进美国康菲公司开发的S-sorb汽油吸附脱硫技术,2007年在燕山分公司建成国内第一套120万吨/年工业化装置;(2)由中石化石油化工科学研究院、洛阳石化工程公司、长岭分公司合作开发的RSDS-Ⅱ汽油选择性加氢脱硫技术,2008年在长岭分公司30万吨/年选择性加氢装置成功进行工业化试验。本文对这两种新工艺的反应机理、技术特点进行介绍、对比,为炼油企业选择更适合生产实际的汽油质量升级技术提供参考。 2、反应机理 为了了解RSDS-Ⅱ加氢脱硫和S-Zorb吸附脱硫这两类催化汽油脱硫工艺的区别,首先从脱硫机理比较。 大部分FCC汽油中的硫主要以四种方式存在,即:硫醇、硫化物(包括线性和立体)、噻吩和苯噻吩;硫醇和硫化物的加氢反应很快,通常在直接脱硫的条件下处于热力学平衡状态;噻吩和苯噻吩的加氢脱硫与烯烃的加氢饱和反应速率
上海石化-汽油选择性加氢脱硫工艺(RSDS-Ⅱ)的应用
汽油选择性加氢脱硫工艺(RSDS-Ⅱ)的应用 屈建新 (中国石化上海石油化工股份有限公司上海 200540) 摘要:第二代催化裂化汽油选择性加氢脱硫技术(简称RSDS-Ⅱ技术)在上海石油化工股份有限公司进行了工业应用。标定结果表明,RSDS-II技术具有非常好的脱硫选择性,在深度脱硫条件下 辛烷值损失小,完全可以满足生产欧IV/沪IV(S<50μg/g)清洁汽油的需要。本文还就生产中遇 到的问题进行了探讨,并制定了相应的措施。 关键词:催化裂化汽油加氢脱硫应用 1 引言 为了降低汽车尾气排放以保护环境和人类健康,世界各国的车用汽油质量标准越来越严格,其中硫含量和烯烃含量降幅最大。 汽油质量标准的不断升级,使炼油企业的汽油生产技术和工艺面临着越来越严峻的挑战。上海石化的成品汽油中催化裂化汽油占60%以上,重整汽油约占10%,加氢裂化汽油约占13%,其他为汽油高辛烷值调和组分如甲苯、二甲苯、甲基叔丁基醚等,有时还调和少量直馏汽油。上海石化催化裂化稳定汽油的烯烃含量在40v%~50v%、硫含量400~500μg/g,而其他的汽油调和组分中的硫和烯烃含量均很低。由于上海石化所产的催化裂化汽油中部分烯烃被抽提出来作为化工用料,调和汽油中的烯烃含量能够满足要求,因此,上海石化汽油质量升级的关键是降低催化裂化汽油中的硫含量。 2003年上海石化采用石油化工科学研究院(RIPP)开发的第一代催化裂化汽油选择性加氢脱硫(RSDS-Ⅰ)技术进行FCC汽油脱硫。标定结果表明,在催化裂化汽油烯烃体积分数约50%的情况下,RSDS汽油产品脱硫率为79.7%时(生产硫含量小于150μg/g的汽油为目的),RON损失0.9个单位;RSDS汽油产品脱硫率为91.8%时(生产硫含量小于50μg/g的汽油为目的),RON损失1.9个单位[1]。该工艺为上海石化满足2005年后汽油硫含量小于150μg/g的标准提供了技术保证。 2010年世博会在上海举行,上海市提出绿色世博的理念,要求车用汽油的硫含量在2010年前达到50μg/g以下。这意味着,上海石化的FCC汽油的脱硫率要达到90%以上,如果继续采用RSDS-Ⅰ技术,虽然可以达到目的,但汽油辛烷值的损失也要达到1.9个单位,经济效益受到很大的影响。因此,上海石化应用新的FCC汽油选择性加氢脱硫技术(RSDS-Ⅱ),达到了深度脱硫,同时降低辛烷值损失的目的。 2 工艺流程和催化剂 上海石化50万吨/年RSDS-Ⅱ装置的原则流程见图1。来自催化裂化汽油稳定塔塔底的催化裂化汽油(以下简称FCC汽油原料)在分馏塔中被切割为轻馏分(LCN)和重馏分(HCN),轻馏分进入汽油脱硫醇装置进行碱抽提脱硫醇,重馏分进入加氢单元进行选择性加氢脱硫,然后抽提硫醇后的轻馏分和加氢后的重馏分再混合进入固定床氧化脱硫醇装置,产品称为RSDS-Ⅱ汽油。RSDS-Ⅱ装置加氢反应部分采用石科院开发的RSDS-21、RSDS-22催化剂(主催化剂)。与RSDS-I比较,RSDS-Ⅱ在脱硫反应器前增加选择性脱二烯烃反应器(内装RGO-2
汽油脱硫的方法与优缺点比较
CHINA UNIVERSITY OF PETROLEUM 论文题目:汽油脱硫的方法与优缺点比较 所在院系:化学工程学院 姓名:齐智 学号: 2011213551 专业年级:化学研11-4班 完成日期: 2012年4月 15日
汽油脱硫的方法与优缺点比较 摘要:随着环保法规的日益严格,脱硫技术已经成为世界炼油技术的关键部分,汽油中的硫含量90%来自催化裂化,本文将简要介绍几种选择性加氢脱硫技术和非加氢脱硫技术,并对这些技术在催化剂使用、工艺操作条件、脱硫效果、汽油辛烷值及汽油收率等方面进行优缺点的比较。 关键词:汽油脱硫辛烷值加氢非加氢 随着人们环保意识的增强,汽油、柴油硫含量的指标趋于严格,汽油、柴油脱硫显得越来越重要。据统计,我国车用汽油中90%的硫来自催化裂化[1]。而催化裂化汽油中的硫化物存在形式以硫醇、硫醚、二硫化物和噻吩类硫化物为主,其中噻吩类硫的含量占总硫含量的60%以上,而硫醚硫和噻吩硫的含量占总硫含量的85%以上[2]。因此,催化汽油脱硫过程中如何促进噻吩类和硫醚类化合物的转化是降低催化汽油硫含量的关 键[3,4]。目前相关脱硫技术可以分为两类:加氢脱硫和非加氢脱硫。加氢脱硫技术主要包括催化裂化加氢脱硫技术、选择性加氢脱硫技术、非选择性加氢脱硫技术和催化蒸馏加氢脱硫技术;非加氢脱硫技术主要包括吸附脱硫、生物脱硫和添加剂技术以及氧化脱硫等。加氢工艺迅速发展的根本原因是催化剂的发展,常规技术在脱硫的同时使烯烃饱和,造成辛烷值下降,一般MON下降3~4个单位,RON下降7~8个单位,而且消耗氢气,因此开发出一系列既脱硫又使辛烷值损失减小的加氢脱硫技术。 1.选择性汽油加氢脱硫技术 1.1 SCANfining技术[1] SCANfining技术是埃克森研究工程公司为炼油厂提供的一种选择性高、效益好的催化裂化汽油加氢脱硫技术,于1998年实现工业化生产。该技术采用与阿克苏诺贝尔公司共同开发的高选择性RT-225催化剂,经对加氢操作条件的优化,最大程度地减少了辛烷值损失和氢耗。第一代技术可将汽油中的硫含量降到10μg/g,但汽油辛烷值有一定损失;而第二代技术不仅将汽油中的硫含量降到10μg/g,在加氢脱硫过程中,其烯烃饱和量仅为第一代技术的50%左右,所以辛烷值损失仅为第一代技术的一半左右。 1.2 Prime-G技术[2] 该技术有法国石油研究院开发,采用双催化剂体系对FCC汽油进行选择性加氢脱硫。其工艺条件缓和,烯烃加氢活性低,不发生烯烃饱和及裂化反应,液体收率大100%,脱硫率大于95%,辛烷值损失少、氢耗低。将FCC重汽油加氢脱硫,调合得到的成品汽油可以实现硫含量100~150μg/g的目标;将FCC轻汽油和中汽油分别加氢脱硫,可实现硫含量的30μg/g的目标。
华北石化分公司-CDOS FCC汽油选择加氢脱硫技术的首次工业…
CDOS FCC汽油选择加氢脱硫技术 在华北石化的首次工业应用 南晓钟杨向党 陶磊 周建辉 刘平延 (中国石油华北石化分公司河北任丘 062552) 摘要:介绍了CDOS技术在华北石化分公司汽油加氢脱硫装置上开工情况及运行结果。工业应用标定结果表明,采用CDOS技术可将FCC汽油硫含量由541~600μg/g降至41~49μg/g及硫醇硫含量降至不大于10μg/g,RON损失1.0~1.4个单位,CDOS技术可为炼油厂生产硫含量小于50μg/g 的清洁汽油提供经济、灵活的技术方案。 关键词:FCC汽油加氢脱硫辛烷值 CDOS技术 随着环保法规的日趋严格,生产低硫清洁燃料已成为各炼油厂迫切解决的问题。2008年1月1日起,北京市强制执行汽油硫含量指标不大于50μg/g的京DB11/238-2007标准,即实施车用汽油使用京Ⅳ标准的清洁汽油。中国石油天然气股份有限公司华北石化分公司(简称华北石化)为了解决汽油质量升级问题,生产北京市场需求的京Ⅳ标准汽油,将原来1#半再生重整预加氢装置改造为催化汽油选择加氢脱硫装置(简称汽油脱硫装置),采用北京海顺德钛催化剂有限公司(简称海顺德)开发的FCC汽油选择加氢脱硫技术(简称CDOS技术)对催化裂化装置生产出的FCC汽油进行选择加氢脱硫加工处理,生产出硫含量小于50μg/g的低硫汽油产品。 2009年8月,CDOS技术首次在华北石化装置上工业应用,生产出汽油硫含量不大于50μg/g,硫醇硫含量不大于10μg/g的合格产品,辛烷值RON损失1.0~1.4个单位,实现了CDOS技术在工业装置上的成功应用。 1 装置概况 CDOS技术特点是工艺简单、操作条件缓和,可适应不同宽度馏分FCC汽油原料的加氢处理,甚至全馏分FCC汽油的加氢处理。CDOS选择加氢脱硫装置可利用旧加氢装置改造,可节省投资。 华北石化FCC汽油加氢脱硫装置是利用原来1#半再生重整预加氢装置改造而成的。反应器利用重整预加氢反应器及脱氯反应器,两反应器之间注入冷氢来调节反应温度,并新增一套循环氢胺洗脱硫化氢系统。 华北石化共有两套催化裂化装置(简称二催和三催)。来自二催和三催的FCC汽油(简称FRCN)首先进行选择加氢脱双烯烃,然后分馏切割为FCC轻汽油(简称LCN)和FCC重汽油(简称HCN);HCN则进入CDOS选择加氢脱硫装置,通过HDOS-200选择性加氢脱硫催化剂的作用,在降低汽油硫含量的同时,减少烯烃的饱和,而使汽油辛烷值损失最小化,加氢脱硫后的低硫HCN去汽油调合灌区;碱洗后LCN醚化后去汽油调合罐区。 CDOS HCN加氢脱硫工艺的流程图见图1。 2 催化剂的性质和装填量
催化汽油加氢脱硫技术简介
催化汽油加氢脱硫技术简介 摘要:本文介绍了国内外催化汽油加氢脱硫技术的工艺以及工业进展情况,并针对国内催化汽油的特点,对我国的加氢脱硫技术提出了建议。 关键词:催化汽油加氢脱硫工艺特点 Technology progress of FCC gasoline hydrodesulphurization Abstract: The main purpose of this article is to introduce different technological features of FCC gasoline hydrodesulphurization technology both at home and abroad, and put forward proposal for domestic development. Key words: FCC gasoline; hydrodesulfurization; technological features 汽油低硫化是一种发展趋势,限制硫含量是生产清洁燃料和控制汽油排放污染最有效的方法之一。目前我国成品汽油的主要调和组分有催化裂化汽油、催化重整汽油、烷基化汽油、异构化汽油等,其中的催化裂化汽油占我国成品汽油的80%以上,因此,如何有效地控制催化汽油的硫含量是控制成品汽油硫含量的关键。与国外汽油相比,我国的催化裂化汽油基本呈现两高两低的特点(高硫高烯烃,低芳烃低辛烷值),由于烯烃是辛烷值比较高的组分,因此如何在脱硫的同时尽量保持烯烃不被饱和,就成了催化汽油加氢脱硫的研究重点。以下便是对国内外的几家选择性加氢脱硫技术的简要介绍。 1.Prime G+技术: AXENS的Prime-G+是在Prime-G的基础上发展起来的,采用固定床双催化剂的加氢脱硫技术。该技术能够在保证脱硫的同时尽量减少烯烃的饱和。其工艺流程包括:全馏分选择性加氢(SHU)及分馏,重汽油选择性加氢脱硫(HDS)。在全馏分加氢过程中,发生以下反应: ● 二烯烃的加氢 ●反式烯烃异构为顺式烯烃 ●轻硫醇及轻硫化物与烯烃发生硫醚化反应转化成较重的硫化物 在SHU过程中,硫醇、轻硫化物和二烯烃含量降低,但总硫量并不降低,仅把轻硫化物转化成重硫化物,无H2S生成,烯烃不被饱和,所以产品辛烷值不损失,SHU后经分馏可以生产低硫和无硫醇的轻石脑油,硫醚化生成的重质硫化物在分馏的时候留在重质汽油中[1]。 重质汽油去后续的选择性加氢(HDS)单元,该单元是在保证高的脱硫水平下控制烯烃饱和率尽量低。该工艺采用了两种催化剂,通过第一种催化剂完成了大部分的脱硫反应,由于催化剂的脱硫率高、选择性好,烯烃饱和量少;第二种催化剂只是降低硫醇含量而没有烯烃饱和,通过两种催化剂的作用,在脱硫的同时保证了辛烷值损失在可允许范围内。其示意流程图如下: Prime G+的特点是:催化裂化全馏分汽油,脱硫率可以达到98%,能够满足硫含量低于10ppm 的超低硫规格。烯烃饱和少,汽油辛烷值损失小,液收率高,同步脱臭,不需要另外进行脱臭操作。该工艺目前在世界范围内应用最广。2008年奥运会之前,中石油大港石化分公司和锦西石化分公司就分别采用了一套Prime G+技术。大港石化分公司加氢脱硫后的汽油硫含量小于
催化加氢过程中催化剂的选择
催化加氢过程中催化剂的选择 从事催化的各位虫友,经常会面临催化剂种类的选择,先将我用过的催化剂的优缺点和大家分享,有不足的和错误的,请大家补充和指正。 催化剂定义:又叫触媒。根据国际纯粹与应用化学联合会(IUPAC)于1981年提出的定义,催化剂是一种物质,它能够改变反应的速率而不改变该反应的标准Gibbs自由焓变化。 从用途上分,可以分成加氢催化剂、氧化催化剂和异构化催化剂等。加氢镍催化剂又分为:1.骨架镍催化剂(镍-铝合金粉);2.负载碳酸镍与碳酸铜催化剂;3.负载型镍催化剂。 我们常用到的催化剂有钯碳、雷尼镍、德国6504K、C207(铜类)催化剂、KT-02镍催化剂等。先将各催化剂的优缺点陈列如下,给各位从事催化加氢的虫友做个参考。 (1)从价格上分析:钯碳最贵,价格为450万元/吨左右;雷尼镍价格为20万元/吨左右;6504K催化剂为30万元/吨;C207催化剂价格不详,但因其主要催化成份为铜,估计是这里面最便宜的;KT-02型镍催化剂价格在35万元左右。 (2)从活性上分析:钯碳>KT-02>雷尼镍>6504K>C207。 (3)从催化反应温度分析:钯碳反应温度很低,在常温下也可以催化反应;KT-02镍催化剂在40左右就可以进行催化;雷尼镍催化反应温度稍高,60度左右;6504K催化反应温度在80度左右;C207催化反应温度一般不低于150度。 (4)从使用安全按角度分析:KT-02型镍催化剂150摄氏度下空气中不自燃;6504K 也可以在空气中120摄氏度下保存;钯碳常温下暴露在空气中容易自燃;雷尼镍暴露在空气中容易着火。 (5)从催化反应的选择性上分析:钯碳活性太高,在多基团的时候选择性低,生成副产物;KT-02型镍催化剂选择性很好;雷尼镍加氢选择性比钯碳要好,但是比KT-02稍差;C207选择性很好。 (6)从转化率分析:钯碳>KT-02>雷尼镍>6504K>C207。 (7)从使用方便角度分析:KT-02和6504K在使用前都不需要活化,直接投入反应体系即可进行催化;钯碳不需要催化,但是必须密封隔绝空气保存;雷尼镍和C207使用前必须先进行活化,用碱处理溶去铝方可投入反应进行催化,而且雷尼镍在保存时也必须隔绝空气。 (8)从与产物进行分离来分析:催化加氢完毕后,必须将产物与催化剂进行分离,从分离难易程度来看:KT-02>雷尼镍>6504K>钯碳,C207一般用于固定床加氢,分离不存在太大的问题。 (9)从重复使用次数来看:KT-02>雷尼镍>6504K>钯碳>C207。这里综合考虑反应过程中的失活及后分离过程中的损失。KT-02重复使用次数不少于100次;雷尼镍重复使用次数在70次左右;6504K重复使用次数为30-35次;C207在固定床上使用;一般用一段时间后重新换新催化剂;具体使用次数不好估计,钯碳一般在使用后需要进行活化。 (10)催化剂形式:钯碳、KT-02、6504K、C207为负载型催化剂,雷尼镍为镍铝合金。 以上主要是对各催化剂的特性进行比较,如有不合适的地方,请多指点。各位虫友可以根据自己所要加氢的原料及产物特点,选择合适的催化剂。
汽油脱硫
汽油脱硫 汽油脱硫的意义 汽车排放污染已成为日趋严重的社会问题,为了达到环保要求,要大幅度降低汽油的硫含量。根据我国的实际情况,要在全国范围内完全实现汽油硫含量不大于150ppm的欧III标准还是要付出很大的努力[1]。因此,开发经济有效的汽油深度脱硫技术具有极其重要的现实意义。燃油加氢脱硫(HDS)催化剂已逐步取代FCC催化剂成为石化工业中用量最大的催化剂。但该技术需耗费大量的氢气,易引起辛烷值的降低,且在高温高压下进行,设备投资和操作费用非常昂贵,尤其对燃料油中含有的大分子稠环噻吩类硫化物衍生物的脱除非常困难[2]。正因为如此,吸附脱硫方式的应用越来越引起人们的关注。 汽油脱硫的方法 汽油脱硫的技术有很多种,采用哪种技术脱硫取决于汽油中的硫 的形态,以及硫含量的要求。对于硫含量超标不多的且是以硫醇硫为
主的汽油一般采用碱洗(脱臭)的方法即可解决,但碱洗法会产生碱渣造成后续的处理的问题。 目前工业装置汽油脱硫技术主要是以汽油选择性加氢脱硫和S-zorp 两大技术为主。选择性加氢脱硫技术是在较低的压力和温度下对高硫汽油进行加氢脱硫,可以将硫含量在1000ppm左右的汽油中的硫含量降低到10ppm以下,R损失在0.6各单位左右。 S-zorp汽油脱硫技术是中石化引进的国外汽油脱硫技术。其核心技术是采用了加氢+吸附的专用催化剂和连续再生的技术。可以可以将硫含量在600ppm左右的汽油中的硫含量降低到10ppm以下,R损失在1各单位左右。 从石脑油沸程烃物流中除去硫的方法,所述方法包含的步骤有:(a)将含有烯烃,二烯烃,硫醇及噻吩的石脑油沸程烃物流与有效量的氢气加入到第一蒸馏塔反应器中,进入加料区;(b)沸腾含有硫醇,二烯烃和大部分所述烯烃的所述石脑油沸程烃物流馏分向上进入第一蒸馏反应区,所述反应区含有第Ⅷ族金属加氢催化剂,以使部分所述硫醇与部分二烯烃进行反应形成硫化物和具有低硫醇含量的塔顶馏出物产品,所述催化剂制备成某种形态使其能在反应条件下用作催化蒸馏结构;(c)将所述硫化物,噻吩以及重硫醇与高沸点馏分一起作为塔底馏出物,从所述第一蒸馏塔反应器中除去;(d)将所述塔底馏出物和氢气加入到具有第二蒸馏反应区的第二蒸馏塔反应器中,所述反应区含有加氢脱硫催化剂,以使部分所述硫化物,噻吩及重硫醇与所述氢气反应生成H↓[2]S,所述催
催化裂化汽油选择性加氢脱硫工艺流程选择
催化裂化汽油选择性加氢脱硫工艺流程选择 李明丰,习远兵,潘光成,聂 红 (石油化工科学研究院, 北京100083)摘要 研究了催化裂化汽油加氢脱硫各种可能的加工流程。结果表明, 将汽油切割成轻重馏分分别进行处理,可以大幅度减少汽油烯烃在加氢脱硫过程中的饱和;轻馏分汽油中硫醇可以通过碱抽提方式脱除,不影响汽油烯烃含量;由于汽油中的二烯烃在较缓和条件下能促进胶质的生成,需要进行选择性脱二烯烃;由于循环氢中的硫化氢对加氢脱硫反应有抑制作用、对烯烃饱和反应有促进作用,应增加循环氢脱硫化氢系统;产品中的硫醇可经固定床氧化脱除。根据催化裂化汽油原料特性、反应动力学及工业应用需要确定选择性加氢脱硫的工艺流程。关键词:催化裂化 汽油 选择性 加氢脱硫 流程 硫醇 收稿日期:2009-09-29;修改稿收到日期:2009-12-04。 作者简介:李明丰,教授级高级工程师,博士,主要从事馏分油加氢精制和加氢裂化催化剂的开发以及加氢催化剂活性相结构研究与设计工作。申请专利40余项,发表论文10余篇。基金项目:国家重点基础研究发展计划(973项目, 2006CB202506);国家科技支撑计划(2007BAE43B01)。 1 前 言 近年来,我国经济高速发展促进了石油消费量的急剧增加,目前中国已成为仅次于美国的第二大石油消费国。大量的石油消费带来严重的空气污染问题。根据我国年度环境报告,机动车排放污染已逐渐成为大、中城市中心地带空气的主要污染源。降低汽车尾气污染、改善空气质量已经成为世界范围内的共识。试验结果表明,降低汽油中的硫含量是减少汽车排放的有效手段之一[1]。对于多数欧洲国家,从2005年开始,产品汽油硫含量已经小于50 μg/g 。欧盟从2009年开始所售汽油硫含量需要小于10 μg/g 。我国汽油标准GB 17930—2006要求从2009年12月31日开始,汽油硫含量小于150 μg/g 。北京市地方标准DB 11/238—2007要求汽油硫含量不大于50 μg/g 。我国催化裂化汽油组分在汽油池中比例偏高,且汽油中硫化物主要来源于催化裂化汽油,因此降低催化裂化汽油的硫含量是降低汽油池硫含量的关键所在。降低催化裂化汽油中的硫含量有三种途径:催化裂化原料预处理脱硫、催化裂化过程脱硫、催化裂化汽油脱硫。目前应用最为广泛的是各种催化裂化汽油加氢脱硫技术[2-9]。 石油化工科学研究院(RIPP )于2001年开发成功了第一代催化裂化汽油选择性加氢脱硫RSDS-I 技术。该技术在中国石化上海石油化工股份有限公司和长岭分公司进行了成功的工业应用,在不同工况下生产出硫含量小于150 μg/g 和 50 μg/g 的清洁汽油[10]。随着国内对清洁低硫汽 油产品需求的不断提高,要求催化裂化汽油选择性加氢脱硫技术的脱硫率从80%~90%提高到95%~98%,并且RON 损失进一步降低。在此背景下,RIPP 成功开发了第二代选择性加氢脱硫RSDS-II 技术。本文主要介绍催化裂化汽油选择性加氢脱硫RSDS-II 技术工艺流程的选择。2 选择性加氢脱硫工艺流程的选择 2.1 选择性加氢脱硫工艺流程的主要设计原则 催化裂化汽油选择性加氢脱硫技术在流程设计方面首先考虑在脱除汽油硫化物的同时保证汽油辛烷值损失尽可能低。除此之外还要考虑以下几点:①技术可实施且经济合理,尽可能减少装置的投资;②装置长周期运转,单周期要与催化裂化装置的检修周期保持一致;③产品质量稳定,有一定灵活度;④工艺流程不仅考虑满足国Ⅲ和国Ⅳ标准汽油产品的生产,同时还要考虑汽油质量进一步升级可行性及在工艺流程方面的可衔接性。2.2 选择性加氢脱硫基本工艺流程(流程一) 催化裂化汽油重馏分烯烃饱和率与抗爆指数损失之间的关系见图1。从图1可以看出,烯烃饱和率与抗爆指数损失基本上呈线性关系。要减少
油品脱硫技术进展概述
油品脱硫技术进展概述 随着环保规定的日益严格,对车用燃料的质量要求更加苛刻,生产低硫“清洁燃料”成为必然的趋势。降低油品的硫含量已成为一项迫切而重要的任务。目前各国都在加紧研究燃料油的脱硫新技术。 标签:油品;硫化物;脱硫 1 脱除油品中含硫物的必要性 油品行业的飞速发展使其被广泛应用于各种新兴行业,油品中的硫在高温燃烧时生成硫的氧化物,不仅转变成酸腐蚀机器部件,而且排出机外还会形成酸雨污染环境。低硫甚至无硫清洁汽油成为了世界燃料油生产的必然趋势,国际上对燃料油中硫含量要求也越来越严格,各种简便高效的脱硫方法应用于各种石化燃料的处理迫在眉睫。 2 脱硫技术简介 2.1 加氢脱硫 加氢脱硫是传统、有效的脱除油品中含硫化合物的方法。加氢脱硫可以分为选择性加氢脱硫和非选择性加氢脱硫。加氢脱硫能有效降低汽油中的硫含量,但是处理过程对设备的要求较高,并且经过原料加氢处理,会导致汽油的辛烷值普遍降低,同时反应需要消耗大量氢气,操作成本较高。非选择性加氢脱硫可以将油品中的硫含量脱除到50ppm[1],但这种技术氢气消耗大,损失辛烷值,生产成本高[2]。选择性加氢脱硫脱硫技术是通过分馏,加氢的消耗量通常远远小于非选择性加氢,很大程度上节约成本投入。 2.2 吸附负载脱硫 吸附脱硫技术是使用对含硫化合物具有高选择吸附性的吸附剂从而降低油品中的含硫量,达到脱硫的目的。冯辉[3]等用Cu2+修饰5A分子筛进行脱硫实验,发现Cu2+的加入提高了分子筛对乙硫醚的吸附能力,Cu2+、Zn2+和Ni2+分子筛可以使硫含量降到20ppm左右。 2.3 生物催化脱硫技术 生物脱硫技术借助生命科学的不断进步,得到了全面的技术支持与理论指导[4]。生物催化脱硫技术是利用生物体内的酶或细菌对油品中的有机含硫化合物进行催化氧化,使其转化成为易溶于水的无机硫化物,在反应过程中细菌可以利用硫化物进行再生,最后通过分离即可达到选择性脱硫的目的。 由于其在脱硫速度和稳定性等方面的问题没有得到较好的解决,还不能广泛