生产线编程效率改善报告
生产线编程效率改善报告
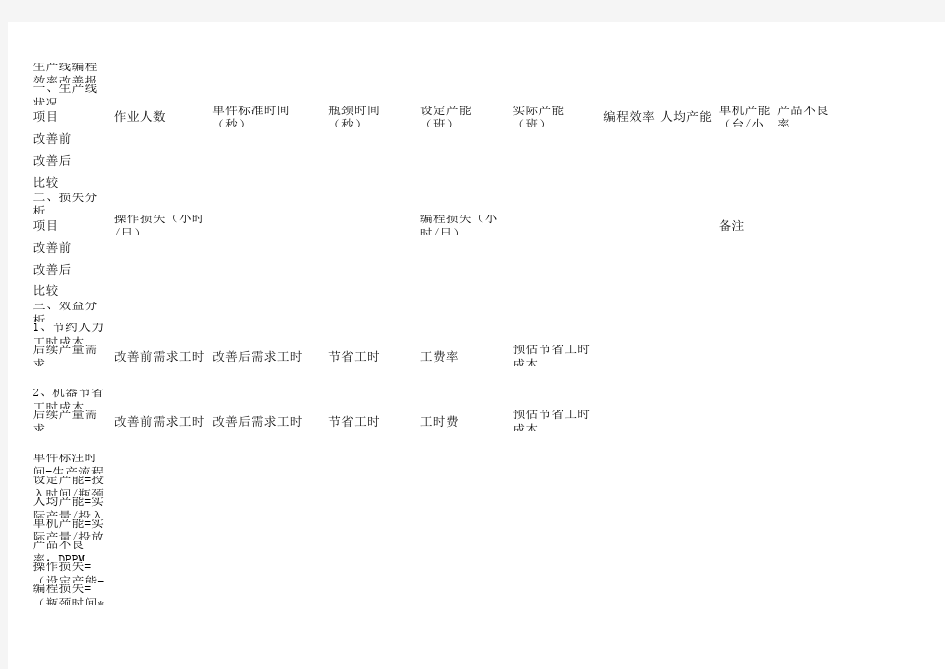
一、生产线状况
产品不良率项目作业人数单件标准时间(秒)瓶颈时间(秒)设定产能(班)实际产能(班)编程效率人均产能单机产能(台
改善前
改善后
比较
二、损失分析
项目操作损失(小时/日)编程损失(小时/日)备注
改善前
改善后
比较
三、效益分析
1、节约人力工时成本
后续产量需求改善前需求工时改善后需求工时节省工时工费率预估节省工时成本
2、机器节省工时成本
后续产量需求改善前需求工时改善后需求工时节省工时工时费预估节省工时成本
单件标注时间=生产流程中各序标准时间之和
设定产能=投入时间/瓶颈时间
人均产能=实际产量/投入时间/人数
单机产能=实际产量/投放时间/机台数
产品不良率:DPPM(每百万件中的不良件数)
操作损失=(设定产能-标准产能)*单件标准时间=不良品损失工时+计划外停线工时
编程损失=(瓶颈时间*工位数-单件标准时间)*设定产能
相关主题