喷塑打磨工序作业指导书
文件号:
第10页,共10页
序号
序号名称规格
数量备注
1手套/袖套若干2防护口罩13防护眼镜14耳塞15角磨机若干6砂轮片若干对掉落于前处理槽内或固化烘道内的工件需分清班组后报楼长登记;对来料大批量变形或存在无法7砂纸若干8
锤子/钳子
若干
保证打磨质量,避免漏掉需要打磨的部位或变形未处理好就上线造成多次返修。
序号项目单位
工艺参数
备注1打磨/校形细致平整2标识正确清晰3摆放整齐定置4
报废品
集中定置
序号检测方法频率1目测全检2目测、手感全检3
目测、手感
全检
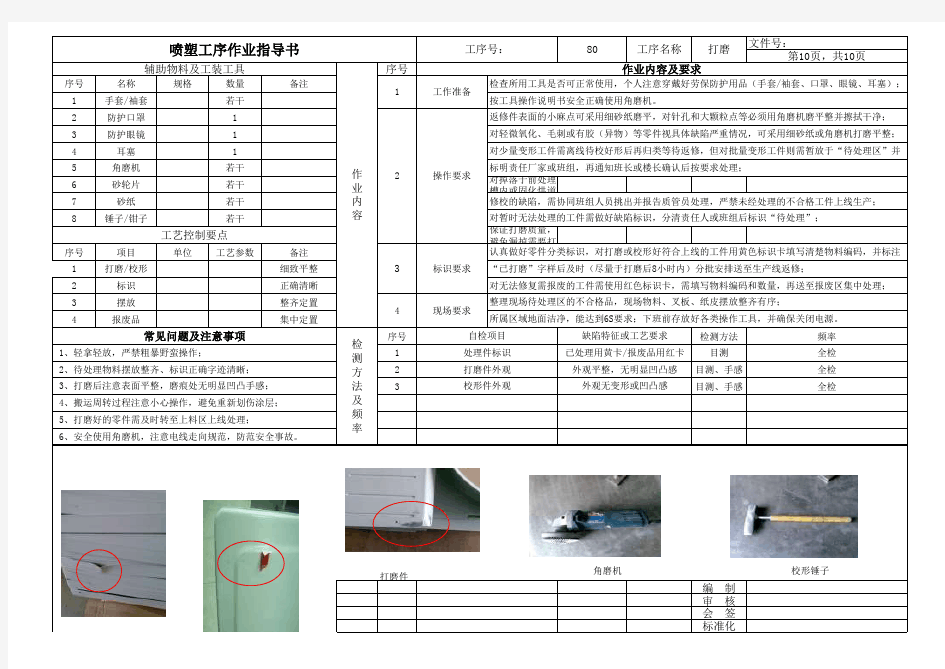
打磨件 角磨机 校形锤子
编 制审 核会 签标准化
变形
喷塑不良
数据审查
辅助物料及工装工具
作业内容及要求
检查所用工具是否可正常使用,个人注意穿戴好劳保防护用品(手套/袖套、口罩、眼镜、耳塞);按工具操作说明书安全正确使用角磨机。
返修件表面的小麻点可采用细砂纸磨平,对针孔和大颗粒点等必须用角磨机磨平整并擦拭干净;对轻微氧化、毛刺或有胶(异物)等零件视具体缺陷严重情况,可采用细砂纸或角磨机打磨平整;修校的缺陷,需协同班组人员挑出并报告质管员处理,严禁未经处理的不合格工件上线生产;对暂时无法处理的工件需做好缺陷标识,分清责任人或班组后标识“待处理”;工艺控制要点
认真做好零件分类标识,对打磨或校形好符合上线的工件用黄色标识卡填写清楚物料编码,并标注
3“已打磨”字样后及时(尽量于打磨后8小时内)分批安排送至生产线返修;
对无法修复需报废的工件需使用红色标识卡,需填写物料编码和数量,再送至报废区集中处理;
整理现场待处理区的不合格品,现场物料、叉板、纸皮摆放整齐有序;
所属区域地面洁净,能达到6S要求;下班前存放好各类操作工具,并确保关闭电源。
常见问题及注意事项
自检项目缺陷特征或工艺要求作业内容
1
2对少量变形工件需离线待校好形后再归类等待返修,但对批量变形工件则需暂放于“待处理区”并
标明责任厂家或班组,再通知班长或楼长确认后按要求处理;
4、搬运周转过程注意小心操作,避免重新划伤涂层; 1、轻拿轻放,严禁粗暴野蛮操作;
处理件标识已处理用黄卡/报废品用红卡 2、待处理物料摆放整齐、标识正确字迹清晰;打磨件外观外观平整,无明显凹凸感 5、打磨好的零件需及时转至上料区上线处理;
6、安全使用角磨机,注意电线走向规范,防范安全事故。
检测方法及频率
3、打磨后注意表面平整,磨痕处无明显凹凸手感;校形件外观
外观无变形或凹凸感
工序名称打磨
喷塑工序作业指导书
工序号:
4工作准备
操作要求
标识要求现场要求
80