机械制造专业外文翻译--锤片式粉碎机
外文原文:
Hammer mills: hammer-mills
In the feed processing process there may be a number of ingredients that require some form of processing. These feed ingredients include coarse cereal grains, corns which require particle size reduction which will improve the performance of the ingredient and increase the nutritive value. There are a many ways to achieve this particle size reduction, here we are looking at using hammer-mills, for information on roller mills, see the related links at the bottom of this page.
Both hammering and rolling can achieve the desired result of achieving adequately ground ingredients, but other factors also need to be looked at before choosing the suitable method to grind. Excessive size reduction can lead to wasted electrical energy, unnecessary wear on mechanical equipment and possible digestive problems in livestock and poultry. For more in depth information regarding what actually occurs to the ingredients during size reduction please refer to this link: particle size reduction.
Hammer-mills
Advantages:
- are able to produce a wide range of particle sizes
- Work with any friable material and fiber
- ease of use
-Lower initial investment when compared with a roller mill
- Minimal maintenance needed
- Particles produced using a hammer-mill will generally be spherical, with a surface that appears polished.
Disadvantages:
- Less energy efficient when compared to a roller mill
- may generate heat (source of energy loss)
- produce greater particle size variability (less uniform)
- Hammer-mills are noisy and can generate dust pollution
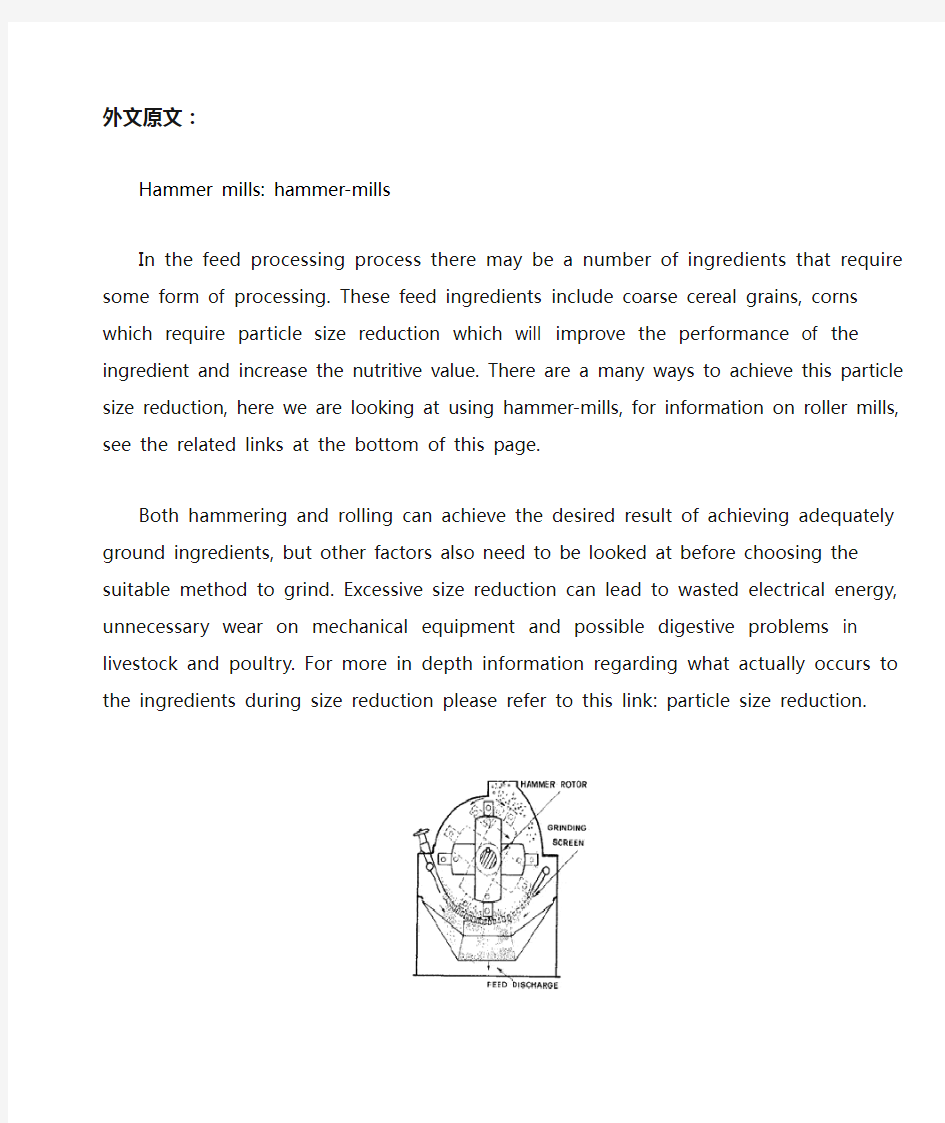
General Design
The major components of these hammer-mills, shown in the picture, include: - a delivery device is used to introduce the material to be ground into the path of the hammers. A rotor comprised of a series of machined disks mounted on the horizontal shaft performs this task. - Free-swinging hammers that are suspended from rods running parallel to the shaft and through the rotor disks. The hammers carry out the function of smashing the ingredients in order to reduce their particle size. - a perforated screen and either gravity- or air-assisted removal of ground product. Acts to screen the particle size of the hammer mill to ensure particles meet a specified maximum mesh size.
Feeder design
Materials are introduced into the paths of the hammers by a variable speed vein feeder. This type of feeder can have its motor slaved by a programmable controller to the main drive motor of the hammer mill. The operational speed of the feeder is controlled to maintain optimum amperage loading of the main motor.
Hammer design and configuration
The design and placement of hammers is determined by operating parameters such as rotor speed, motor horsepower, and open area in the screen. Optimal hammer design and placement will provide maximum contact with the feed ingredient. Hammer mills in which the rotor speed is approximately 1,800 rpm, should be using hammers which are around 25cm (~ 10 inches) long, 6.35cm (~2.5 inches) wide, and 6.4mm (0.25 inches) thick. For a rotor
speed of about 3,600 rpm, hammers should be 15 to 20 cm (~ 6-8 inches long, 5 cm (~ 2 inches) wide, and 6.4 mm (0.25 inches) thick.
The number of hammers used for a hammer mill of 1,800 rpm, should be 1 for every 2.5 to 3.5 horsepower, and for 3,600 rpm, one for every 1 to 2 horsepower. Hammers should be balanced and arranged on the rods so that they do not trail one another. The distance between hammer and screen should be 12 to 14 mm (~ 1/2 inch) for size reduction of cereal grains.
The velocity or tip speed of the hammers is critical for proper size reduction. Tip speed is the speed of the hammer at its tip or edge furthest away from the rotor, and is calculated by multiplying the rotational speed of the drive source (shaft rpm) by the circumference of the hammer tip arc. See the following formula:
A common range of tip speeds seen in hammer-mills is commonly in the range between 5,000 and 7,000 m/min (~ 16,000 and 23,000 feet per minute). When the tip speeds exceed 23,000 feet per minute, careful consideration must be given to the design of the hammer mill, the materials used in its construction, and the fabrication of all the components. Simply changing the rotational speed of the drive source is not a recommended method of increasing hammer speed in excess of 23,000 feet per minute.
Impact is the primary force used in a hammer-mill. Anything which increases the chance of a collision between a hammer and a target; increases the magnitude of the collision; or improves material take-away provides an advantage in particle size reduction. The magnitude of the collisions can be escalated by increasing the speed of the hammers.
Screen Design
The amount of open area in a hammer mill screen determines the particle size and grinding efficiency. The screen must be designed to maintain its integrity and provide the greatest amount of open area. Screen openings (holes) that are aligned in a 60-degree staggered pattern optimize open area while maintaining screen strength. This method will result in a 40 percent open area using 3.2 mm (1/8 inch) holes aligned on 4.8 mm (3/16 inch) centers.
Feed producers need to pay particular attention to the ratio of open screen area to horsepower. Recommended ratio for grains would be 55 cm2 (~ 8-9 inches square) per horsepower (Bliss, 1990). Not enough open area per horsepower results in the generation of heat. When the heat generated exceeds 44C to 46C (120-125F), capacity may be decreased as much as 50 percent.
The removal of sized material from a hammer-mill is a critical design feature. Proper output of material affects not only the efficiency of operation, but also particle size. When the correct ratio of screen area to horsepower is used and proper distance between hammers and screen face is maintained, most of the correctly sized particles will exit the screen in a timely manner. Anderson (1994) stated the particles that do not pass through the screen holes become part of a fluidized bed of material swept along the face of the screen by the high-speed rotation of the hammers. As these particles rub against the screen and each other their size is continually reduced by attrition. This excessive size reduction is counterproductive. Energy is wasted in the production of heat, throughput is restricted, and particles become too small.
Most new hammer mills are equipped with an air-assist system that draws air into the hammer mill with the product to be ground. Systems are designed to provide reduced pressure on the exit side of the screen to disrupt the fluidized bed of material on the face of the screen, thus allowing particles to exit through screen holes. Some full circle hammer mills are designed so the screen is in two pieces. It is possible to use a larger whole size on the upward arc of the hammers to further reduce the amount of material on the face of the screen.
Hammer Mills Hammers
Hammers are used inside the hammer-mill to impact smash ingredients up into smaller particles, making it more suitable for uniform mixing and usage in feed. Hammers are available in a huge range of configurations, shapes, facings and materials. Hammers are available as single holed or with two holes, with two holes allowing the hammers to be used twice as the wear is done to one end of the hammer; the hammer can be rotated and used a second time. The hole fits onto a rod inside the hammer mill and swings to hit the material.
Dimensions of a hammer
A: Thickness
B: Width
C: Diameter to fit rod size
D: Swing Length
E: Total Length
Hammer Mill Perforated Screens
Hammer mills screens are used inside a hammer mill to separate particle sizes. Particle
of small enough diameter that has been successfully grinded by the hammer mill passes through the screen and leaves the hammer mill with the aid of the pneumatic system.
Particle Size Reduction
Size Reduction: The initial reduction of cereal grains begins by disrupting the outer protective layer of the seed (hull), exposing the interior, see the picture. Continued size reduction increases both the number of particles and the amount of surface area per unit of volume. It is this increased surface area that is of primary importance. A greater portion of the grain's interior is exposed to digestive enzymes, allowing increased access to nutritional components such as starch and protein. The enhanced breakdown of these nutritional components improves absorption in the digestive tract. The overall effect is increased animal performance. Size reduction is also used to modify the physical characteristics of ingredients resulting in improved mixing, pelleting, and, in some instances, handling or transport.
Hammer mills:Reduce the particle size of materials by impacting a slow moving target, such as a cereal grain, with a rapidly moving hammer. The target has little or no momentum (low kinetic energy), whereas the hammer tip is traveling at a minimum of 4,880 m/min
(~16,000 feet per min) and perhaps in excess of 7,015 m/min (~ 23,000 feet per min) (high kinetic energy). The transfer of energy that results from this collision fractures the grain into many pieces. Sizing is a function of hammer-tip speed; hammer design and placement; screen design and hole size; and whether or not air assistance is utilized.
Because impact is the primary force used in a Hammer mill to reduce the size of the particles, anything that; increases the chance of a collision between a hammer and a target, increases the magnitude of the collision, or improves material take-away, would be advantageous to particle size reduction. The magnitude of the collisions can be escalated by increasing the speed of the hammers. Anderson (1994) stated that when drive speed and screen size were kept constant, the increased hammer-tip speed obtained from increased rotor diameter produced particles of smaller mean geometric size.
Particles produced using a hammer mill will generally be spherical in shape with a surface that appears polished. The distribution of particle sizes will vary widely around the geometric mean such that there will be some large-sized and many small-sized particles.
Hammer Mill Rods
Hammers are attached to rods inside the hammer mill, which are what they are swung on. Dimensions of rods are dependant on brand and style of the hammer mill.
Roller mill
Roller mills accomplish size reduction through a combination of forces and design features. If the rolls rotate at the same speed, compression is the primary force used. If the rolls rotate at different speeds, shearing and compression are the primary forces used. If the rolls are grooved, a tearing or grinding component is introduced. There is little noise or dust pollution associated with properly designed and maintained roller mills. Their slower operating speeds do not generate heat, and there is very little moisture loss. Particles produced tend to be uniform in size; that is, very little fine material is generated. The shape of the particles tends to be irregular, more cubic or rectangular than spherical. The irregular shape of the particles means they do not pack as well. For similar-sized particles, bulk density of material ground on a roller mill will be about 5 to 15 percent less than material ground by a hammer mill.
Roller mills
Advantages:
- energy efficient
- uniform particle-size distribution
- little noise and dust generation
Disadvantages:
- little or no effect on fiber
- particles tend to be irregular in shape and dimension
- may have high initial cost (depends on system design)
- when required, maintenance can be expensive
General Design
There are many manufacturers of roller mills, but they all share the following design features shown adjacent picture:
- a delivery device to supply a constant and uniform amount of the material to be ground
- a pair of rolls mounted horizontally in a rigid frame
- one roll is fixed in position and the other can be moved closer to or further from the fixed roll
- the rolls counter rotate either at the same speed or one may rotate faster; roll surface may be smooth or have various grooves or corrugations
- bar; pairs of rolls may be placed on top of one another in a frame.
To ensure optimum operation, material must be introduced between the rolls in a uniform and constant manner. The simplest feeder is a bin hopper with an agitator located inside it and a manually set discharge gate. This type of feeder is best suited for coarse processing. For grinding operations, a roll feeder is suggested. In this type of feeder, the roll is located below the bin hopper and has a manually set or automatic adjustable discharge gate. If the gate is adjusted automatically, it will be slaved to the amperage load of the main motor of the roller mill.
The rolls that make up a pair will be 9 to 12 inches (23 to 30.5 cm) in diameter, and their ratio of length to diameter can be as great as 4:1. It is very important to maintain the alignment between the roll pairs. Sizing of the material is dependent upon the gap between the rolls along their length. If this gap is not uniform, mill performance will suffer, leading to increased maintenance costs, reduced throughput, and overall increased operation costs. The gap may be adjusted manually or automatically through the use of pneumatic or hydraulic cylinders operated through a computer or programmable controller.
Each pair of rolls is counter rotating. For improved size reduction one of the rolls rotates faster. This results in a differential in speed between the roll pair. Typical differentials range from 1.2:1 to 2.0:1 (fast to slow). Typical roll speeds would be 1,300 feet per minute (~ 395 m/min) for a 9-inch (~23 cm) roll to 3,140 feet per minute (~957 m/min) for a 12-inch (~30.5 cm) roll. Usually a single motor is used to power a two high roll pair, with either belt or chain reduction supplying the differential. In a three high roll pair, the bottom pair will have a separate drive motor. In addition, the roll faces can be grooved to further take advantage of the speed differential and improve size reduction.
By placing (stacking) pairs of rolls on top of one another, two or three high, it is possible to reduce particle sizes down to 500 microns, duplicating the size-reducing capability of a hammer mill for grain. For coarse reduction of grain, a roller mill may have a significant advantage (perhaps as high as 85 percent) over a hammer mill in terms of throughput/kwh of energy. For cereal grains processed to typical sizes (600 to 900 microns) for the feed industry, the advantage is about 30 to 50 percent. This translates into reduced operating expense.
中文译文:
锤磨机:锤片式粉碎机
在饲料加工过程中可能存在的成分需要某种形式的处理方式来完成。这些饲料成分包括粗糙的谷类植物,按要求减小玉米粒度可以提高原料的性能和营养价值。有许多不同的方法可以减小饲料微粒的粒度。在这里我们主要介绍锤磨机和滚子磨机,具体介绍如下:
锤片式和滚子式粉碎机都可以加工出满足要求的圆形饲料,但是要选择其他机器来满足同样要求的饲料粒度时就需要再加工前选择合适的加工方式。过度减小饲料粒度将会浪费电能、造成机械设备不必要的磨损和家畜的消化问题。为了深入了解实际加工过程中产生材料粒度减小的原因请参考一下内容:微粒尺寸减小。
锤片式粉碎机
优点:
—可以生产的饲料粒度范围广
—可以用于加工脆性材料和纤维
—操作简单
—相对于滚子式粉碎机来说它的早期投入低
—需要的维护很少
—它粉碎的饲料微粒一般都是圆形的而且表面光滑
缺点:
—相对于滚子粉碎机它的效率较低
—产生热量(能量损失)
—微粒大小不均匀(相差大)
—易产生噪音和灰尘、污染环境
总体设计
如图所示,锤片粉碎机的主要零件包括:
—传送部分:用于将物料送到粉碎室的通道。
—转子部分:由一系列锤片组成的转子装在水平轴上工作粉碎物料,锤片可以自由转动并悬浮平行于轴杆穿过转子盘。锤片的作用是击碎物料减小它们的粒度。
—筛板:利用重力和空气的辅助来分离饲料微粒。粉碎机筛孔要能确保粉碎粒度最大物料的通
过。
粉碎室设计
材料引入到粉碎室的路径由一个变量的速度静脉接驳。这种类型的路径有它自己的发动机由可编程的控制器连接锤片式粉碎机的主传动电机。各线路接驳的速度控制,以保持最佳电量的主电机负载。
锤片的设计和布局
锤片的设计和布局由操作参数,如转子转速、电动机功率和筛板间隙决定。锤片的的最佳设计和布局可以提供最大的饲料原料接触。粉碎机中转子的转速大约为1800转/分时应当用的锤片为25厘米(~10英寸)长,6.35厘米(~2.5英寸)宽,6.4毫米(~0.25英寸)厚。对于转速约为3600转/分的的锤片一般应为15到20厘米(~6-8英寸)长,5厘米(~2英寸)宽,6.4毫米(~0.25英寸)厚。
对于转速为1800转/分的锤片式粉碎机来说,锤片数量应该是2.5~3.5/马力,而对于转速为3600转/分的粉碎机来说锤片的数量为1~2/马力。锤片应该是平衡的,而且它们在轴杆上的排列在运动时不至于相互碰撞。锤片和筛板之间的距离一般应为12~14毫米(~1/2英寸)为了减小谷粒的大小。
锤片末端线速度是微粒粒度的关键,末端线速度是锤片末端或者远离转子边缘的速度,它可以通过轴的转速乘以轴的直径和圆周率再除以12in/ft来求得,详见下面公式:
英尺/分= D×n/12
D —转子直径
n —转速
在锤片粉碎机中常见的速度变化范围一般为5000-7000米/分(~16,000-23,000英尺/分)。当末端线速度增大到23000英尺/分时就必须要考虑粉碎机的材料和所有零件结构是否能满足要求。在转速为2.3万英尺/分时改变轴的转速是不值得推荐的方法。
粉碎机中主要的力是冲击力。在锤片和饲料颗粒之间增加的任何距离;增加距离的重要性;或者有利于改善饲料微粒的大小。距离的增大可以通过提高锤片的速度来实现。
筛片设计
粉碎机中筛板的筛孔数量取决于微粒大小和粉碎效率。筛板设计必须保证饲料的最大微粒通过和提供最大的开放面积。在保证筛板强度的情况下筛孔的最佳排列方式直线排列与开放区域呈60°角交错。这种方法可以设计出的筛片有40﹪的用的是3.2mm(1/8英寸)的筛孔并直线排列两孔中
心距为4.8mm(3/16英寸)。
操作者应该特别注意粉碎机筛板有效面积与功率的比值。对于小麦类植物一般推荐使用的比例为55平方厘米/马力(~8-9平方英寸)(Bliss1990)。如果没有足够的功率面积比将产生热量。当温度达到44℃-46℃(120-125F)时粉碎机的生产能力将下降50﹪.
饲料的排出是粉碎机设计的标准。粉碎机的度电产量不仅受生产效率的影响还受物料粒度的影响。当选用正确的有效筛板面积百分比和合适的锤筛间隙是粉碎的物料就能及时的从粉碎室中排出。Anderson(1994)曾声明物料微粒不能全部通过筛片是因为一部分物料流在环流层外层( 靠近筛面)随着转子高速旋转。这些微粒通过与筛片表面和彼此之间的摩擦来减小自身的尺寸。但过度减小微粒的尺寸也会产生反效果:能源都浪费在热量上,产量也会受到限制物料微粒也会变得过小。
多数的新型锤片式粉碎机都有吸风系统,可以将空气吸进粉碎室用于粉碎物料。吸风的目的是造成粉碎室负压, 打破筛片表面的物料流促使室内残留的物料通过筛孔。有些粉碎机设计有两片筛片,这种筛片可以使用大的筛孔便于更多的减少滞留在筛片表面的物料数量。
锤片式粉碎机—锤片
锤片式粉碎机中锤片用来冲击物料使其尺寸变小,使得它更用以与其他物料混合。锤片的布局、形状、材料都是很重要的。锤片有单孔的和双孔之分,双孔的锤片可以使用两次,一端磨损还可以使用另外一端。锤片安装在粉碎机轴杆上转动击打物料。
锤片的外形尺寸
A—厚度
B—宽度
C—轴孔半径
D—锤片伸出长度
E—锤片总长
锤片粉碎机常用筛片
粉碎机中筛片是用来分离物料微粒的。粉碎机可以将物料粉碎的的足够小,通过空气压缩系统的辅助微粒可以顺利的通过筛孔。
粒度:
粒度大小:谷类植物是从最外层开始被击碎的而后是微粒内部。微粒的大小不仅与筛片表面的
微粒数量有关而且还与粉碎速度有关。增加表面积是最重要的。对消化系统来说谷物的内部物质是重要,像淀粉和蛋白质等营养成分。这些营养成分可以改善消化道的吸收作用,增加动物的体能。微粒的成球形、物理性能可以提高物料的混合性便于转载和运输。
锤片式粉碎机
粉碎机是通过高速旋转地锤片不断地打击物料来降低其微粒尺寸的。锤片以4880米/分(~16,000英尺/分)或者7015米/分(~23,000英尺/分)的线速度转动。能量的转移可以将物料达成许多微粒。微粒的大小取决于锤片线速度、锤片设计和布局、筛片的设计和筛孔大小以及吸风系统的共同作用。
因为锤片粉碎机中主要用来粉碎物料的力是冲击力,所以增加锤片与物料间的冲击可以提高物料的卸出,对粒度的减小也是有利的。Anderson(1994)声称当击打速度和筛孔的大小保持不变时,可以通过增加转子直径来增加锤片的末端线速度,进而生产出粒度更小的物料。锤片粉碎的物料一般是圆形的且表面光滑。微粒大小不一也就是说既有大微粒也有小粒度微粒。
粉碎机轴杆
锤片式粉碎机的锤片是固定在轴杆上的,并可以绕轴杆转动。轴杆的大小取决于粉碎机的设计。
辊子粉碎机
辊子粉碎机是通过力和机器特性相结合的方式来实现物料粉碎的。如果辊子以相同的速度旋转则粉碎时用的力主要是压力。若辊子以不同的速度旋转粉碎时主要的力有切应力和压应力。如果是带槽的辊子将会撕裂或粉碎物料,槽宽的辊子粉碎机比细槽的粉碎机粉碎的物料粒度要小。设计合理的辊子粉碎机噪声低且低污染、维护方便。辊子粉碎机的运转速度较低因而不易产生热量而且物料水分损失也较少。
粉碎的微粒大小几乎一样,也就是说物料微粒很均匀。微粒形状不规则大多是长方体或立方体而不是圆形的。相对于锤片式粉碎机来说辊子式粉碎机中小尺寸微粒在辊子上的附着率要低5﹪—15﹪。
辊子粉碎机
优点:
—效率高
—微粒粒度均匀
—低噪声、低污染
缺点:
—几乎不用于粉碎纤维类植物
—粉碎的微粒形状不规则
—前期投入可能要高(取决于系统的设计)
—必要时维护保养费用要高
总体设计
有很多制造公司生产辊子粉碎机,但他们都有共同的设计特点如下所述:
—传送部件将物料连续的送到粉碎室以供粉碎
—一对辊子水平固定在支架上
—一个转子固定不动另一个辊子间歇地靠近或远离它
—辊子大都是以相同的速度反向旋转或者其中一个转动较快,辊子表面也许是光滑的也或许是有许多沟槽。
—轴杆,几对辊子可能是固定在另一个支架的辊子上的
粉碎机中物料通常以连续不变的速度通过辊子以保证粉碎机辊子的最佳运转。最简单的粉碎系统是一个储料器和一个手工操作的卸料门。这种类型的粉碎室最适合于粗糙的加工过程。对于研磨来说辊子粉碎是值得提倡的。这种类型的粉碎机中辊子位于储料器的下方,有一个手工操作或自动控制的可调卸料门。
一对辊子的直径是9~12英寸(23到30.5厘米),它们的长径比可以达到4:1。辊子之间的排列方式是非常重要的,物料粒度取决于辊子之间的间隙。如果间隙不一致其粉碎性能将变坏从而导致维护成本增加、生产率下降,总之生产成本增加。可调节的间距,通过使用自动或手动气动或液压缸通过电脑操作或可编程序控制器来实现。
每对辊子都是反向旋转的。辊子快速旋转可以提高物料的粒度,每对辊子的转速不同粉碎得到的物料粒度也不同。典型的范围是1.2:1到2.0:1(由快到慢),对于一个9英寸(~23厘米)的辊子典型的速度是1300英尺/分(~395米/分),而对于一个12英寸(~30.5厘米)的辊子来说速度为3140英尺/分(~957米/分)。对于靠单独电机驱动的两个高速旋转地辊子可用皮带或链轮来减小速度。在底部的第三对高速滚子可以有单独的驱动电机,另外辊子表面的凹槽可以改善速度的差异并提高粉碎效率。
辊子粉碎机通过将一对辊子撞到另一对辊子之上,第二对装在第三对之上的方式来提高粉碎效果,这种方式产生的微粒可以降到500微米,其粉碎能力是锤片式粉碎机的两倍。粉碎粗糙类谷物
时辊子粉碎机比锤片式粉碎机有优势其度电产量可能要比锤片式粉碎机高85﹪,饲料生产行业中谷类植物的典型粒度为600-900微米,降低了生产成本。
锤片式饲料粉碎机锤片材质区分
锤片式饲料粉碎机锤片材质区分 来源:母猪产床 https://www.360docs.net/doc/ea3125287.html, 锤片式饲料粉碎机超硬耐磨锤片是由哈尔滨市永兴机械设备根据市场需求,采用高新技术自主研制和生产的高性能长寿命锤片。研究结果表明,锤片的耐磨性能不仅取决于耐磨部位的整体硬度,而且也取决于耐磨部位硬质颗粒的展开程度和分布密度、结构致密度。现有市场上销售的碳化钨堆焊锤片的碳化钨含量低、耐磨性差,远远不能满足高性能长寿命的要求。永兴公司的产品硬度高、耐磨碳化钨含量高(高达45%)、耐磨部位呈现零孔隙,与钢基结合强度高(大于400MPa),不易剥落。产品自问世以来,不仅在国内品牌锤片式粉碎机厂家得到成功应用,而且远销亚洲、澳洲、欧洲等地,得到了广大锤片式粉碎机生产厂家以及使用厂家的一致认可,认为是锤片粉碎机耐磨锤片的一场革命,极大地延长了锤片式粉碎机锤片的使用寿命,因而具有极高的性能价格比和市场竞争力。 永兴公司根据客户需求,开发出了低、中、高档三种系列产品,以适应不同的客户端,以满足不同的客户的要求。 永兴公司以技术及管理创新为企业发展的原动力,创专业化的科技,专业化的产品,专业化的市场,专业化的服务,专业化的管理,专业化的资源配置,树企业优质品牌,树企业优质信誉,与广大客户发展成为诚信、多赢的持久性合作伙伴关系。 我公司自主研发的热喷涂设备,达到国际先进水平。 自主研发的核心产品,其特性:高强高韧性、超高的硬度和耐磨性、良好的化学稳定性、优异的耐高温性、绿色环保品质、高性能价格比。特色的技术服务:专业的技术、专业的产品、专业的品质,为您提供高性价比的技术与产品是我们义不容不
辞的责任的合作关系,并主要经营全国市场,市场方向我们的特色在于永兴专业从事表面涂层技术的开发、研制、生产与应用,拥有先进的火焰喷涂、熔覆等先进的热喷涂设备,通过对电力、电线电缆、纺织、钢铁、化工冶金、石油机械、汽车制造、航天器件、军工装备等配件热喷涂强化后,其性能和使用寿命得到大大的提高。永兴是我们的品牌。我们以好的产品好的服务的经营理念。在经营机械及行业设备行业的私营企业中处于领先地位。这都依赖于我们的承诺--固诚专家本着产品质量至上,根据工况条件,从涂层材料的选择、结构设计、工艺技术的选择与优化,至质量控制提出完善的实施方案,按照规范工艺流程和质量检测标准,可以最大限度地满足市场及客户对热喷涂涂层产品的品质保证、一致性以及可重复性不断增长的需求。以技术创新为原动力,创专业化的科技,专业化的产品,专业化的市场,专业化的服务,树企业优质品牌,树企业优质信誉,与用户发展成为诚信、多赢的持久性合作伙伴关系。
锤片式粉碎机设计说明书(可编辑修改word版)
锤片式粉碎机设计 摘要 饲料的粉碎在生产过程中是非常重要的一个程序。本次设计的锤片式粉碎机就是当前粉碎机中最为广泛的一种,它的原理是利用高速旋转的锤片来击碎饲料,低速的物料在首次与高速的锤片发生剧烈的撞击后,被撞击拉入加速区,在此颗粒速度能在很短的时间内被提高到接近锤片的末端线速度,并随着锤片一起作圆周运动,而在全速区逐渐形成物料环流层,同时物料也得到进一步的粉碎。它不但有通用性广、效率高、粉碎质量好的优点,而且还有操作维修方便、动力消耗低等优点。 本次的设计对粉碎机的每个零件都做了很详细地计算,比如锤片的安装、主轴的计算及筛片的选择和计算。力求设计的粉碎机有便于拆卸、操作简便、度产量高等优点。我想对今后的先进锤片式粉碎机的设计以及推广、进一步理论研究起到了一定的作用。 关键词:粉碎、饲料、锤片式粉碎机
Hammer type crusher design ABSTRACT:The shattering of the feed in the process of production is very important for a program. The design of hammer type crusher is one of the most widely in current pulverization and its principle is to use the high speed rotating hammer to break feed, the low speed of materials for the first time in high-speed hammer of the intense collision occurs after being hit into acceleration area, the particle velocity can be improve in a very short period of time to close to the end of the hammer of linear velocity, and makes circular movement, together with the hammer and area gradually formed material circulation layer at full speed, also further crushing material. It not only has wide generality, good quality, high efficiency, advantages, and convenient operation and maintenance, and low power consumption. Key words: grinding, feed, hammer mill
(机械制造行业)机械英文翻译
英文翻译 机械设计 一台完整机器的设计是一个复杂的过程。机械设计是一项创造性的工作。设计工程师不仅在工作上要有创造性,还必须在机械制图、运动学、工程材料、材料力学和机械制造工艺学等方面具有深厚的基础知识。 Machine Design The complete design of a machine is a complex process. The machine design is a creative work. Project engineer not only must have the creativity in the work, but also must in aspect and so on mechanical drawing, kinematics, engineerig material, materials mechanics and machine manufacture technology has the deep elementary knowledge. 任何产品在设计时第一步就是选择产品每个部分的构成材料。许多的材料被今天的设计师所使用。对产品的功能,它的外观、材料的成本、制造的成本作出必要的选择是十分重要的。对材料的特性必须事先作出仔细的评估。 One of the first steps in the design of any product is to select the material from which each part is to be made. Numerous materials are available to today's designers. The function of the product, its appearance, the cost of the material, and the cost of fabrication are important in making a selection. A careful evaluation of the properties of a. material must be made prior to any calculations. 仔细精确的计算是必要的,以确保设计的有效性。在任何失败的情况下,最好知道在最初设计中有有缺陷的部件。计算(图纸尺寸)检查是非常重要的。一个小数点的位置放错,就可以导致一个本可以完成的项目失败。设计工作的各个方面都应该检查和复查。 Careful calculations are necessary to ensure the validity of a design. In case of any part failures, it is desirable to know what was done in originally designing the defective components. The checking of calculations (and drawing dimensions) is of utmost importance. The misplacement of one decimal point can ruin an otherwise acceptable project. All aspects of design work should be checked and rechecked. 计算机是一种工具,它能够帮助机械设计师减轻繁琐的计算,并对现有数据提供进一步的分析。互动系统基于计算机的能力,已经使计算机辅助设计(CAD)和计算机辅助制造(CAM)成为了可能。心理学家经常谈论如何使人们适应他们所操作的机器。设计人员的基本职责是努力使机器来适应人们。这并不是一项容易的工作,因为实际上并不存在着一个对所有人来说都是最优的操作范围和操作
锤片式粉碎机工作性能影响因素及研究现状
收稿日期:2013-09-04;修稿日期:2013-09-18作者简介:张雷(1987-),男,硕士,研究方向为粮油加工机械。通信作者:阮竞兰(1958-),女,教授,主要研究方向为粮食加工机械理论,通信地址:450007河南郑州市中原西路195号河南工业大学 机电工程学院, E-mail :ruanjl@126.com 。锤片式粉碎机工作性能影响因素及研究现状 张 雷,阮竞兰 (河南工业大学机电工程学院,郑州450007) 摘要:分析了锤片末端线速度、锤片数量、筛孔直径、筛片开孔率和锤筛间隙等影响锤片式粉碎机工 作性能的诸多因素,阐述了这些因素对粉碎机生产效率、产品质量和能耗等方面的影响。扼要地论述了目前国内粉碎机的研究现状,并介绍了“异型粉碎室”、“振动筛”及“双转子”等新型锤片式粉碎机的结构特点和优点。 关键词:粉碎机;影响因素;研究现状中图分类号:TS210.3文献标识码:A 文章编号:1005-1295(2013)06-0055-03 doi :10.3969/j.issn.1005-1295.2013.06.014 The Analysis of Influence Factor and Research Stayus of Hammer Mill ZHANG Lei ,RUAN Jing-lan (College of Mechanical and Electrical Engineering ,Henan University of Technology ,Zhengzhou 450007,China ) Abstract :This paper analyzes several factors which influence the working performance of the hammer mill ,such as linear velocity of hammer end ,the number of hammer ,diameter sieve ,the perforation and corneri-te of screen and the hammer-screen space.It states the influence of these factors on hammer mill ’s production efficiency ,product quality and energy consumption.It also briefly elaborates the research situation of hammer mill in domestic ,and introduces the structure features and advantages of the special type grinding chamber of hammer mill ,the hammer grinder with wide horizontal vibrating screen and the double rotor structure of hammer mill. Key words :crusher ;influence factor ;research status 在粮食物料粉碎行业中,锤片式粉碎机因其 加工性能好、占地少、通用性强,而被广泛地采用。粉碎机性能的优劣受许多因素制约,如锤片末端线速度、锤片数量、筛孔直径、筛片开孔率和锤筛间隙等。改善这些影响因素,将会提高锤片式粉碎机的生产效率及其产品质量。因此了解和分析这些影响因素是必要的。1 影响锤片式粉碎机工作性能的因素 1.1 锤片 锤片是粉碎机粉碎物料的主要零部件。物料进入粉碎室后,首先受到锤片的高速撞击和剪切作用而被初步粉碎。这一过程中,物料被粉碎的能量与锤片线速度的二次方成正比,单位时间内物料与锤片的撞击次数与锤片的数量成正比。因此,在分析锤片式粉碎机工作性能的影响因素时,锤片末端线速度和锤片数量就需要考虑在内,它们均会对粉碎机的效率和产量产生一定的影响。1.1.1 锤片末端线速度
[机械制造行业]机械图纸英语
(机械制造行业)机械图 纸英语
机械图纸英语翻译ALLWELDSCONTINUOUSUNLESSOTHERWISESTATED.未注焊缝均为连续焊 ALLWELDS3mmFILLETUNLESSOTHERWISESTATED未注焊角高3mm. ALLUNSPECIFIEDRADI-R3未注圆角R3 REMOVEALLBURRSANDSHARPEDGES棱角倒钝 CHANNEL槽钢 RSA708角钢70X70X8 M30X1.5pitchM30X1.5的锥螺纹 T ackweld点焊 OD1/4"outsidedimension1/4"的缩写外径直1/4" 75CRS尺寸为75材质为冷轧钢板 410OPENINGREF410开口参考尺寸 40REF尺寸为40,参考值 2.5"BSP2.5”圆锥管螺纹 2.5"BSPTHEXAGON2.5”六角圆锥管螺纹(即对丝) 30x2.5FLATBAR30X2.5扁钢 TYP2POSNS2处 11TOTALCOILSAPROX.9WORKINGCOILSHANDWOUNDONLY,ENDCOILSSQUARETOTOUCH. 总圈数约11圈;工作圈数约9圈;右旋;弹簧的端部磨平以便于接触.(此为弹簧技术说明) FEMALE:内扣(母扣) MALE:外扣(公扣) 偏心轴eccentricshaft 销轴PIN 开口销COTTERPIN 螺杆screw 紧定螺钉SETSCREW 圆螺母ROUNDNUT 内六角螺钉SOCKETHEADCAPSCREW 六角螺钉HEXHDSETSCREW 六角螺栓HEXHDBOLT 挡圈closingring 弹性挡圈circlip 轴承隔套distancesleeveofaxletree 轴承axletree 深沟球轴承DEEPGROOVEBALLBEARING 无扣长non-bucklelongth 弹簧SPRING 吊环螺钉LIFTINGEYEBOLT 开槽盘头螺钉SLOTTEDPANHEADSCREW 圆锥滚子轴承TAPEREDROLLERBEARING 推力球轴承THRUSTBALLBEARING 平键FLATKEY 弹簧垫圈SINGLECOILSPRINGWASHER 平垫圈FLATWASHER
粉碎机锤片的研究
粉碎机锤片的研究 更新时间:2010-01-06 13:47:20 锤片式粉碎机,由于其结构简单,被广泛采用。它是饲料厂电耗较高的机械,一般占粉料生产总能量的2/3,占颗粒料生产总能量的1/3多。因而如何使它增效节能,是饲料机械中的重要研究课题。不少人为此付出了大量的心血,推导了不少公式,做了不少实验。锤片是粉碎机中的核心工作部件,饲料粉碎全靠它。它对粉碎机效率影响最大,因而人们对锤片也做过专题研究。 一、粉碎机锤片研究的现状 饲料在粉碎机中的粉碎过程究竟是怎样的?西德科学影片研究所为此拍摄了一部影片。他们是采取每秒7500幅/s画面的拍摄速度,0.00001s的曝光时间拍摄的。从影片的单幅画面上,可以清楚地看出一粒玉米在粉碎室内被粉碎的全过程。从这部影片得出的结论是:玉米受到正面冲击时只需要很少的能量即能碎裂;但是受到偏心冲击时,需要大得多的能量才能碎裂。而玉米粒在粉碎室内绝大多数都是属于偏心冲击,那就必然要浪费很多能量。这就是粉碎机对能量利用不高的原因。这就是说,要提高粉碎机效率,必须提高正面冲击率,唯一的办法就是增加锤片的厚度。 德国Friedish根据Rumpf关于粉碎理论的基础研究,以及Herfz及Kranz两人的论证,推导出影响物料碎裂极限应力的一些因素有关的公式(公式很复杂,这时从略)。根据这个公式,在粉碎过程中冲击点的综合曲率半径r愈小,则饲料愈容易破碎。r值是由饲料颗粒的曲率半径r1和锤片的曲率半径r2所组成,其关系为: 锤片的曲率半径r1可以认为是锤片厚度的一半。当饲料种类已选定后,则颗粒的曲率半径r1为一常值。为了提高粉碎效率就必须使r值减小,唯一的办法就是使r2也小,即采用较薄的锤片。Richard在粉碎玉米的试验中分别采用厚度为1/16,1/8和1/4寸的锤片,在其它条件相同的情况下,得出的结论是:厚度1 /16寸的锤片比1/8寸的锤片能提高效率23%;比1/4寸的锤片能提高效率48%。 中国农业机械化科学研究院刘蔓茹等也做过这种实验,他(她)们用1.6,3,5,6.25mm厚度的锤片做粉碎玉米试验,结果是:1.6mm锤片比6.25mm 的效率提高45%;比5mm的效率提高25%。 上述两组实验都证明锤片薄,效率高。因而Friedish的理论被公认为传统理论而延续至今。但是这个理论和影片结论是对立的。 人们在形状和材料上也作了不少文章,但都解决不了上述互相对立的结论。从此,人们对锤片的研究就进展不大了。现在最普遍采用的仍是矩形锤片。中华人民共和国专业标准和行业标准《锤片式粉碎机锤片》规定锤片型式为矩形。岳阳正大和武汉华美都是用的美国粉碎机,其锤片也是矩形,株州湘大从瑞士进口的锤片还是矩形。 那么在锤片上还有没有文章可做呢? 实践是检验真理的唯一标准。为了一个目的做实验,方法不同,结论相反,这只能说明那两种方法都有片面性。要解决矛盾,首先要从分析矛盾入手。西德影片所看到的是粉碎室内玉米的破碎情况,从室内来说,结论是正确的。Friedish的理论和Richard、刘蔓茹的实验都是以玉米碎粒脱离粉碎室的数量计算的,结论也是正确的。如果能找到一种设计方案,既能提高正面冲击率,又能使已达到粒度要求的颗粒尽快从筛孔出来,那就会使上述两个对立的结论统一起来,从而使粉碎机性能得到很大提高。我设计的T型粉碎机锤片就是由
锤片粉碎机设计说明
引言 饲料原料的粉碎是饲料加工中非常重要的一个环节,通过粉碎可增大单位质量原料颗粒的大总表面积,增加饲料养分在动物消化液中的溶解度,提高动物的消化率;同时,粉碎原料粒度的小对后续工序的难易程度和成品质量都有着非常重要的影响;而且,粉碎粒度的大小直接影响着生产成本,在生产粉状配合饲料时,粉碎工序的电耗约为总电耗的50%~70%。粉碎粒度越小,越有利于动物消化吸收,也越有利于制粒,但同时电耗会相应增加,反之亦然。我国每年粉碎加工总量达2亿多吨。饲料粉碎机作为饲料工业的主要装备,对饲料质量、饲料报酬、饲料加工成本的形成是一个重要因素。所以,恰当地掌握粉碎技术、选用适当的粉碎机型是饲料生产不可忽视的问题。 “ 第一章概述 粉碎机械是应用机械力对固体物料进行粉碎作业,使之变为小块、细粒或粉末的机械。粉碎机械是破碎机械和粉磨机械的总称。两者通常按排料粒度的大小作大致的区分:排料中粒度大于3毫米的含量占总排料量50%以上者称为破碎机械;小于3毫米的含量占总排料量50%以上者则称为粉磨机械。有时也将粉磨机械称为粉碎机械,这是粉碎机械的狭义含意。
本课题设计的是为一种小型的,经济型的粉碎机——9FZ-37型锤片粉碎机设计。该机结构简单,使用方便,主要运用于粮食加工行业和食品加工行业,比较适合小型作业的用户。 1.1饲料粉碎机的主要种类 根根据原料粉碎后的粒径不通,可以分为普通粉碎机,微粉碎机,超微粉碎机。普通粉碎机加工的产品粒度比较大,一般可以通过6到60目的筛孔。微粉碎机所的产品的粒度比较细,一般通过80到170目的筛孔。超微粉碎机所得产品的粒度很细,一般可通过200到325目的筛孔。 常用的普通粉碎机主要有锤片式和爪齿式两种。常用的微粉碎机有涡轮式和立式无筛式两种,常见的超微粉碎机有卧式超微粉碎机和超音速喷射式粉碎机还有立式环形喷射式粉碎机。 1.2 锤片式粉碎机特点 锤片式粉碎机基本构造包括圆筒筛板、锤片转子、锤片和固定在锤片转子周围的冲击齿板。其工作原理是将物料引入冲击齿板、筛板与旋转锤片之间的空间,利用锤片等对物料的打击和搓擦作用,将物料破碎成若干小粒,是一种冲击式粉碎设备。工作时,被加工的物料进入粉碎室内,受到高速旋转的锤片的反复冲击、摩擦和在齿板上的碰撞,从而被逐步粉碎至需要的粒度通过筛孔漏下。锤片式饲料粉碎机因其占地面积小、构造简单、粉碎效率高、耗电量小、生产率高、用途广泛、易于控制产品粒度、无空转损伤等优点,在目前饲料工业中得到了广泛的普及应用。 1.3锤片式粉碎机结构的异同 虽然大多数锤片式粉碎机尽管有许多相同之处,但仍存在很大区别,其重要原因在于饲料厂所用原料的不同。欧洲的饲料厂多为混合粉碎(先配料后粉碎),且经常没
粉碎机锤片方式与应用
粉碎机锤片的研究 严杏海 (湖南省岳阳市杏海机筛研究所) 锤片式粉碎机,由于其结构简单,被广泛采用。它是饲料厂电耗较高的机械,一般占粉料生产总能量的2/3,占颗粒料生产总能量的1/3多。因而如何使它增效节能,是饲料机械中的重要研究课题。不少人为此付出了大量的心血,推导了不少公式,做了不少实验。锤片是粉碎机中的核心工作部件,饲料粉碎全靠它。它对粉碎机效率影响最大,因而人们对锤片也做过专题研究。 一、粉碎机锤片研究的现状 饲料在粉碎机中的粉碎过程究竟是怎样的?西德科学影片研究所为此拍摄了一部影片。他们是采取每秒7500幅/s画面的拍摄速度,0.00001s的曝光时间拍摄的。从影片的单幅画面上,可以清楚地看出一粒玉米在粉碎室内被粉碎的全过程。从这部影片得出的结论是:玉米受到正面冲击时只需要很少的能量即能碎裂;但是受到偏心冲击时,需要大得多的能量才能碎裂。而玉米粒在粉碎室内绝大多数都是属于偏心冲击,那就必然要浪费很多能量。这就是粉碎机对能量利用不高的原因。这就是说,要提高粉碎机效率,必须提高正面冲击率,唯一的办法就是增加锤片的厚度。 德国Friedish根据Rumpf关于粉碎理论的基础研究,以及Herfz及Kranz两人的论证,推导出影响物料碎裂极限应力的一些因素有关的公式(公式很复杂,这时从略)。根据这个公式,在粉碎过程中冲击点的综合曲率半径r愈小,则饲料愈容易破碎。r值是由饲料颗粒的曲率半径r1和锤片的曲率半径r2所组成,其关系为: 锤片的曲率半径r1可以认为是锤片厚度的一半。当饲料种类已选定后,则颗粒的曲率半径r1为一常值。为了提高粉碎效率就必须使r值减小,唯一的办法就是使r2也小,即采用较薄的锤片。Richard在粉碎玉米的试验中分别采用厚度为1/16,1/8和1/4寸的锤片,在其它条件相同的情况下,得出的结论是:厚度1/16寸的锤片比1/8寸的锤片能提高效率23%;比1/4寸的锤片能提高效率48%。 中国农业机械化科学研究院刘蔓茹等也做过这种实验,他(她)们用1.6,3,5,6. 25mm厚度的锤片做粉碎玉米试验,结果是:1.6mm锤片比6.25mm 的效率提高45%;比5mm的效率提高25%。 上述两组实验都证明锤片薄,效率高。因而Friedish的理论被公认为传统理论而延续至今。但是这个理论和影片结论是对立的。 人们在形状和材料上也作了不少文章,但都解决不了上述互相对立的结论。从此,人们对锤片的研究就进展不大了。现在最普遍采用的仍是矩形锤片。中华人民共和国专业标准和行业标准《锤片式粉碎机锤片》规定锤片型式为矩形。岳阳正大和武汉华美都是用的美国粉碎机,其锤片也是矩形,株州湘大从瑞士进口的锤片还是矩形。 那么在锤片上还有没有文章可做呢? 实践是检验真理的唯一标准。为了一个目的做实验,方法不同,结论相反,这只能说明那两种方法都有片面性。要解决矛盾,首先要从分析矛盾入手。西德影片所看到的是粉碎室内玉米的破碎情况,从室内来说,结论是正确的。Friedish的理论和Richard、刘蔓茹的实验都是以玉米碎粒脱离粉碎室的数量计算的,结论也是正确的。如果能找到一种设计方案,既能提高正面冲击率,又能使已达到粒度要求的颗粒尽快从筛孔出来,那就会使上述两个对立的结论统一起来,从而使粉碎机性能得到很大提高。我设计的T型粉碎机锤片就是由这种设想设计的,它能使两个对立的结论统一起来。 二、T型粉碎机锤片的特点 1.把锤片端部面积加大,提高正面冲击率。 物料进入粉碎室后,由于离心作用,饲料在筛片、齿板附近作环形运动,因而锤片冲击部
锤片式饲料粉碎机如何选择和使用
锤片式饲料粉碎机如何选择和使用? 锤片式饲料粉碎机在使用过程中应该注意哪些方面呢? 信息来源:(一)锤片式饲料粉碎机主轴转速(n的单位是转/分钟)要达到说明书中要求,否则因锤片的速度低,打击效果不好,使生产能力下降。但主轴转速也不是越高越好,太高了机器强烈振动,噪声增大,机件容易损坏,甚至会发生事故。为达到一定的转速,主要靠调换电动机和调整转动装置。 (二)锤片式饲料粉碎机配用动力机械的功率(n)的大小,要根据粉碎机的生产能力(q)来决定,不宜过大或过小。一般应按下式计算:n=。n的单位是千瓦,q的单位是吨/小时。如要求粉碎得较细,系数的值可取大一点,如要求粉碎得较粗,系数的值可取小一点。计算结果出来后,再根据电动机的实际功率进行选用,就高不就低,如计算结果为6千瓦左右,就选用千瓦的电动机,不可以选用千瓦的。 (三)粉碎机要安装在稳固的混凝土基础上,或钢制的机座上,以防其运转时产生强烈振动,损坏机件,甚至发生事故。安装皮带传动装置时电动机的皮带轮和粉碎机的皮带轮的中心线要对齐,要在一个垂直平面内,并且两根主轴要平行,以防脱带,影响正常传动。 1.锤筛间隙。间隙过大,饲料受锤片打击的机会减少,饲料在筛面上作环流运动的速度较慢,环流层的外层是大粒的饲料,阻碍了小颗粒的饲料通过筛孔,导致排料不畅;间隙过小,虽然饲料受锤片打击的机会增多,但环流层运动速度太快,细碎饲料也不易从筛孔排出,增加了饲料在粉碎室的滞留时间,并且使饲料粉碎得过细,达不到粒度要求。一般谷物饲料最适宜的锤筛间隙为4--6毫米,秸秆类为10--14毫米。 2.筛孔直径。在能满足畜禽需要和标准要求的情况下,选用筛片的筛孔直径越大越好。可使生产能力提高,成品颗粒均匀、细粉少。 3.锤片的磨损情况。当锤片的尖角磨损超过其宽度的1/2时,应调边,调头使用,或更换新的。换装锤片时不应随意改变原来的排列形式和减少或增多片数,也不应该只换装一部分,使各组间锤片的质量差过大,相对的两组锤片的质量差不得大于5克,以免引起机器运转时不平衡,强烈振动。 4.机器粉碎秸秆时在进料口装有初切装置。定刀和动刀的间隙应在2--4毫米。 5.传动皮带在安装时或工作一段时间后要检查调整其松紧度。松紧度以用手用力按压传动皮带中部,形成的弧高为18--25毫米为宜。传动皮带的松紧度调整可通过改变电动机和粉碎机的相对位置来实现。 (四)被粉碎的饲料中不得混有金属块、铁钉、石块等,以免打坏锤片和转子。饲料中含水率一般应小于15%,如含水率过高,饲料不易被打碎。 (五)开机前要认真检查。特别是要检查锤片等高速运动零件安装得是否牢固可靠。检查锤片销轴上的开口销,如过度磨损或折断脱落,应及时更换。检查主轴承内润滑油是否充足,一般每班工作前要加油1次,以保证主轴承润滑可靠。检查粉碎室内有无其他异物。用手转
SFY-B-2锤片粉碎机设计
毕业设计(论文) 设计(论文)题目:SFY-B-2锤片粉碎机设 计设计 系别: 专业: 班级: 姓名: 学号: 指导教师: 完成时间:
目录 一、概述 1 二、课题简介及设计要求 1 1、简介 1 2、本设计的具体要求 2 三、粉碎机械种类的设计 2 1、物料粉碎的方法种类及其分析 3 2、粉碎机构的确定 4 3、粉碎机构的设计 6 四、粉碎机械零件结构的设计 1、SFY-B-2片粉碎机设计的基本原理7 2、主要部件零件的设计8 五、锤式粉碎机的操作、维护和检修13 六、小结17 七、参考书目18
一、概述 粉碎机械是应用机械力对固体物料进行粉碎作业,使之变为小块、细粒或粉末的机械。粉碎机械是破碎机械和粉磨机械的总称。两者通常按排料粒度的大小作大致的区分:排料中粒度大于 3毫米的含量占总排料量50%以上者称为破碎机械;小于3毫米的含量占总排料量50%以上者则称为粉磨机械。有时也将粉磨机械称为粉碎机械,这是粉碎机械的狭义含意。 本课题设计的是为一种小型的,经济型的粉碎机——SFY-B-2锤片粉碎机设计。该机结构简单,使用方便,主要运用于粮食加工行业和食品加工行业,比较适合小型作业的用户。
二、课题简介及设计要求 1、简介 本课题是根据实际生产需要,利用所学机械设计、机械制造工艺等专业知识,及现代电子技术所设计的一种SFY-B-2锤片粉碎机设计。该机有转子,上、下机壳等主要部件组成,其中转子由主轴、圆盘、销轴和锤片组成,上机壳装有齿板,下机壳装有筛网,使达到粉碎要求的物料下落达到加工目的。 2、本设计的具体要求 a 允许最大进料粒度(mm) 15 b 允许最大物料硬度 (莫氏)6.5 c 允许物料最大含水量 6% e 粉碎细度要达到(目) 20-325 f 产量最小达到小时(kg) 30
关于机械制造的英语文章
关于机械制造的英语文章 Mechanical engineering Engineering Science in life are widely used, especially in mechanical engineering in the application of life is almost throughout life in all its aspects, to automobiles, aircraft, small electric fans, umbrella, all of these and related machinery. The project includes many subjects, but the mechanical engineering is one of the most important subjects, not only because of our life and it is closely related to, but with the progress of the times, people have to rely on mechanical engineering products, in automation today, machine instead of many this is the part of the human labor, improve the efficiency and save time. As a result of mechanical engineering in every aspect of life, therefore, as an engineer, be faced with a great many challenges, in addition to a solid with knowledge, but also keep pace with the times, familiar with the machinery and related software, can be very good use of software, and as a an engineer, we should try our best to design and produce and closely related to the life of the machine, and can in life play a real role, also have
锤片式饲料粉碎机如何选择和使用审批稿
锤片式饲料粉碎机如何 选择和使用 YKK standardization office【 YKK5AB- YKK08- YKK2C- YKK18】
锤片式饲料粉碎机如何选择和使用? 锤片式饲料粉碎机在使用过程中应该注意哪些方面呢 信息来源:(一)锤片式饲料粉碎机主轴转速(n的单位是转/分钟)要达到说明书中要求,否则因锤片的速度低,打击效果不好,使生产能力下降。但主轴转速也不是越高越好,太高了机器强烈振动,噪声增大,机件容易损坏,甚至会发生事故。为达到一定的转速,主要靠调换电动机和调整转动装置。 (二)锤片式饲料粉碎机配用动力机械的功率(n)的大小,要根据粉碎机的生产能力(q)来决定,不宜过大或过小。一般应按下式计算:n=。n的单位是千瓦,q的单位是吨/小时。如要求粉碎得较细,系数的值可取大一点,如要求粉碎得较粗,系数的值可取小一点。计算结果出来后,再根据电动机的实际功率进行选用,就高不就低,如计算结果为6千瓦左右,就选用千瓦的电动机,不可以选用千瓦的。 (三)粉碎机要安装在稳固的混凝土基础上,或钢制的机座上,以防其运转时产生强烈振动,损坏机件,甚至发生事故。安装皮带传动装置时电动机的皮带轮和粉碎机的皮带轮的中心线要对齐,要在一个垂直平面内,并且两根主轴要平行,以防脱带,影响正常传动。 1.锤筛间隙。间隙过大,饲料受锤片打击的机会减少,饲料在筛面上作环流运动的速度较慢,环流层的外层是大粒的饲料,阻碍了小颗粒的饲料通过筛孔,导致排料不畅;间隙过小,虽然饲料受锤片打击的机会增多,但环流层运动速度太快,细碎饲料也不易从筛孔排出,增加了饲料在粉碎室的滞留时间,并且使饲料粉碎得过细,达不到粒度要求。一般谷物饲料最适宜的锤筛间隙为4--6毫米,秸秆类为10--14毫米。 2.筛孔直径。在能满足畜禽需要和标准要求的情况下,选用筛片的筛孔直径越大越好。可使生产能力提高,成品颗粒均匀、细粉少。 3.锤片的磨损情况。当锤片的尖角磨损超过其宽度的1/2时,应调边,调头使用,或更换新的。换装锤片时不应随意改变原来的排列形式和减少或增多片数,也不应该只换装一部分,使各组间锤片的质量差过大,相对的两组锤片的质量差不得大于5克,以免引起机器运转时不平衡,强烈振动。 4.机器粉碎秸秆时在进料口装有初切装置。定刀和动刀的间隙应在2--4毫米。 5.传动皮带在安装时或工作一段时间后要检查调整其松紧度。松紧度以用手用力按压传动皮带中部,形成的弧高为18--25毫米为宜。传动皮带的松紧度调整可通过改变电动机和粉碎机的相对位置来实现。
粉碎机的锤筛间隙
粉碎机的锤筛间隙 上海市饲料科学研究所 俞信国 锤筛间隙是指锤式粉碎机锤片末端到筛片的距离,它是粉碎机设计的重要理论和经验值,重新研究这一理论,有益于解决粉碎机堵料、粉碎机粗粉碎和细粉碎不宜通用等等问题。现行的锤筛间隙理论流传很广,这些理论被介绍在目前的一些科教书中,杂志中,现摘如几例: 国外资料,《饲料制造工艺》第四版,《Feed ManufacturingTechnology》1996年?4月,美国。128页。如下: 《(6)锤筛间隙太大或太小,这虽不是一个常见的问题,但不适当的锤筛间隙很可能会显著地降低生产率和增加锤、筛的磨损。间隙太大,料层就增厚,锤片不能有效地将物料排出筛孔。间隙太小,物料被锤片推出筛分区的上沿,而不能穿过筛孔。 克服上述问题,可根据所粉碎的物料反复校验锤筛间隙,如需要可加以调整,(通过改变销轴的位置或改变锤片长度)。一般脆性的和易粉碎的物料如玉米和豆粕,锤筛间隙以1/2英寸为宜;纤维性物料如豆荚和稻壳,以3/16英寸为宜;高脂肪物料如肉类,肉类副产品和骨粉,以1/8英寸为宜。》 国内也有介绍,某中等粮食学校使用教材,如下: 《“4”锤片末端与筛片之间间隙。锤片与筛片的间隙是影响粉碎机性能的重要参数。 粉碎机工作时,粉碎室筛圈内形成物料与气浪组合的一个环流层,以一定速度随转子回 转。紧贴筛面的物料运动速度较慢,内层的速度较快。环流层是往往混入粗大颗粒,呈现出分层现象。 在锤片运动方向的后面,物料产生涡流,比重大的谷物料比茎杆物料分层更明显。环流层厚度取决于喂入量。工作时,锤片末端应深入到环流层中。国外认为锤筛间隙△R与被粉碎谷粒的直径d的关系为△R=(1.5-2)d。 每种物料的最佳△R,只能通过试验来确定。根据我国锤片式粉碎机正交设计试验结果,推荐谷物△R=4-8毫米,秸杆△R=10-14毫米。我国系列设计的锤片式粉碎机属通用型,一般△R=12毫米。9FQ-60型粉碎机的△R=16毫米。FSP112×30粉碎机锤筛间隙上部为18毫米,下部为12毫米。》 还有国内出版的《饲料工业基础知识》,等等。也有类似介绍。 上述理论,在指导粉碎机的设计过程中,存在这样一些问题。 1.“反复校验”花费时间,也需要技术和经验。饲料生产,品种多,品种变化多,“反复校验”,得出的参数难以实施。要完全适合各种饲料情况,势必调整的档次繁多,设计结构困难。 2.我国系列设计的“通用型”粉碎机,△R=12毫米,或上部为18毫米,下部为12毫米,不是正交设计试验结果,既不满足谷物△R=4-8毫米的要求,也未完全采用秸杆锤筛间隙△R=10-14毫米的最佳选择,所谓“通用型”,其实质,是使粉碎机在粉碎谷物和粉碎秸杆时均未处于最佳状态的程度,相近一些,而不是均达到理想的“通用”状态。 3.锤筛间隙计算设计公式△R=(1.5-2)d,未反映粉碎机出料全部规律。它忽略了筛孔直径这一重要因素。试用△R=12毫米,原料用玉米取6毫米,水分14%,筛孔为0.5毫米,情况如何?它满足设计公式,△R=(1.5-2)d,但不出料。 4.以物料特性,脆,纤维,肉类等,来确定锤筛间隙,△R;f(T),T特性函数,依据不足,也可用同样例子,取筛孔为0.5毫米,用试验来否定。物料特性主要影响能耗。
冲压模具技术外文翻译(含外文文献)
前言 在目前激烈的市场竞争中,产品投入市场的迟早往往是成败的关键。模具是高质量、高效率的产品生产工具,模具开发周期占整个产品开发周期的主要部分。因此客户对模具开发周期要求越来越短,不少客户把模具的交货期放在第一位置,然后才是质量和价格。因此,如何在保证质量、控制成本的前提下加工模具是值得认真考虑的问题。模具加工工艺是一项先进的制造工艺,已成为重要发展方向,在航空航天、汽车、机械等各行业得到越来越广泛的应用。模具加工技术,可以提高制造业的综合效益和竞争力。研究和建立模具工艺数据库,为生产企业提供迫切需要的高速切削加工数据,对推广高速切削加工技术具有非常重要的意义。本文的主要目标就是构建一个冲压模具工艺过程,将模具制造企业在实际生产中结合刀具、工件、机床与企业自身的实际情况积累得高速切削加工实例、工艺参数和经验等数据有选择地存储到高速切削数据库中,不但可以节省大量的人力、物力、财力,而且可以指导高速加工生产实践,达到提高加工效率,降低刀具费用,获得更高的经济效益。 1.冲压的概念、特点及应用 冲压是利用安装在冲压设备(主要是压力机)上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件(俗称冲压或冲压件)的一种压力加工方法。冲压通常是在常温下对材料进行冷变形加工,且主要采用板料来加工成所需零件,所以也叫冷冲压或板料冲压。冲压是材料压力加工或塑性加工的主要方法之一,隶属于材料成型工程术。 冲压所使用的模具称为冲压模具,简称冲模。冲模是将材料(金属或非金属)批量加工成所需冲件的专用工具。冲模在冲压中至关重要,没有符合要求的冲模,批量冲压生产就难以进行;没有先进的冲模,先进的冲压工艺就无法实现。冲压工艺与模具、冲压设备和冲压材料构成冲压加工的三要素,只有它们相互结合才能得出冲压件。 与机械加工及塑性加工的其它方法相比,冲压加工无论在技术方面还是经济方面都具有许多独特的优点,主要表现如下; (1) 冲压加工的生产效率高,且操作方便,易于实现机械化与自动化。这是
锤片式饲料粉碎机设计
锤片式饲料粉碎机的设计 我国农村迫切需要一种高效、低耗、结构简单、一机多用、操作方便、使用安全小型饲料粉碎机。而国内现有小型饲料粉碎机普遍存在吨料电耗高的缺点,本设计以降低吨料电耗为主要目的,从增加粉碎能力和筛分效率入手,设计了一款锤片饲料粉碎机。 锤片式粉碎机是一种利用高速旋转的锤片来击碎饲料的机器,它具有通用性广、效率高、粉碎质量好、操作维修方便、动力消耗低等优点。本文对锤片式粉碎机进行了设计讨论。将重点对方案选择及总体设计、主轴的设计、箱体的结构设计进行深刻的研究和探讨。 1 绪论 1.1国内外锤片式饲料粉碎机的技术现状 粉碎机是饲料加工厂的主要设备之一,饲料产品生产成本的高低主要地决于粉碎设备生产性能、效率的好坏。影响粉碎机工作效率的因素很多,如筛孔的形状与大小,锤片的形状与新旧程度.物料出机型式等等。 目前在我国薯类淀粉生产中,原料破碎大部分都采用睡式粉碎机,这主要是由于睡式粉碎机具有度电产量较高,粉碎物料粗细均匀,适应性强等优点。但是有相当一部分淀粉生产厂把符合国标的饲料粉碎机直接用于淀粉生产,结果出现了不少问题。主要是由于薯类淀粉和饲料的生产条件不一样,即饲料生产要求被粉碎的水含量应低于15%,属于干粉碎。而淀粉生产原料的破碎是在湿粉碎的条停下进行的,也就是被粉碎物的水分远远大于饲料生产中破碎物的水分。在这种特定的条件下,直接选用饲料粉碎机用于淀粉生产就暴露出了许多不足。主要表现为粉碎机效率低,粉碎性能差,噪音大,振动剧烈,粉碎机使用寿命短等现象。 锤片式饲料粉碎机是饲料加工机械中使用最为广泛的一种产品,它具有结构简单、使用方便、生产效率高等特点。如何提高其锤片这个重要零件的使用寿命一直是各生产企业关心的问题,用户亦把锤片的磨损快慢作为选购饲料粉碎机的主要考察指标之一。目前各生产企业分别在选材及相应的热处理方法上不断改进,一是选用低碳钢20进行渗碳处理+表面淬火;二是选用弹簧钢65Mn进行表面淬火;三是采用碳化钨堆焊锤片或硬质合金焊接锤片,后者虽早有研究,但因成本、工艺稳定性等原因仍未获全面推广。 改革开放以来,养殖业得到较快的发展,饲料粉碎机也得以快速发展。据不完全
锤片式带筛粉碎机的设计
摘要 秸秆纤维的制取一直是生物工程领域关注的问题,本文通过对传统秸秆制取方式和纤维粉碎的各种方法的对比分析,采用机械原理制取微小秸秆纤维,并保证其生产率和纤维质量。 首先通过讨论传统的秸秆纤维粉碎制取的方法,分析各种方法的优点与缺点。综合各种粉碎方法,决定采用两次粉碎的方法制取秸秆纤维,即先用连续冲压模具锤击初步粉碎,再利用锤片式粉碎机二次粉碎。冲压模具的选取上,决定采取牙型模具配合传统空气锤。在众多种类的粉碎机中,通过比较,决定采取锤片式带筛粉碎机,并配合风选系统,提高效率,本文主要进行粉碎机的设计,首先进行结构设计,包括两部分,一个是粉碎部分的结构与功率的设计;二是风选部分的结构与功率的设计。粉碎部分包括锤片的选择,筛网的选择等等,其次进行主轴的校核与轴承的校核。 关键词:起重机;桥式;起升机构;小车;卷筒组
Abstract Manufacture of the straw’s fiber is always the focus which the field of Biological Engineering concern about. The article through contrasting and analyzing the traditional manufacture ways the straw’s fiber and crushing ways of fiber ,it introduces manufacturing of ways the straw’s fiber machinery and ensures its productivity and fibrous quality. The article discuss the advantage and disadvantage of tradition method which manufacturing fiber of the straw and ways of machinery crush. Comprehensive various method I decide to choice firstly continuous Stamping die to first Smash, and use Hammer mill for again smashing. In the many types of pulverizers, I decided to take hammer-mill with screening by comparison, With the wind-election system for improving efficiency .The article mainly carried out the design of Hammer Mill. First, I must choose design structure .It consists of two parts, One is design of structure and power which smash part; Another is design of structure and power which wind-election system . Smash part include choose hammer, Screen, and so on. Next checking the spindle and bearing. Key words Fiber of the straw manufactured;Teeth-shape die;Hammer mill