小五金螺丝部件加工成本计算.doc
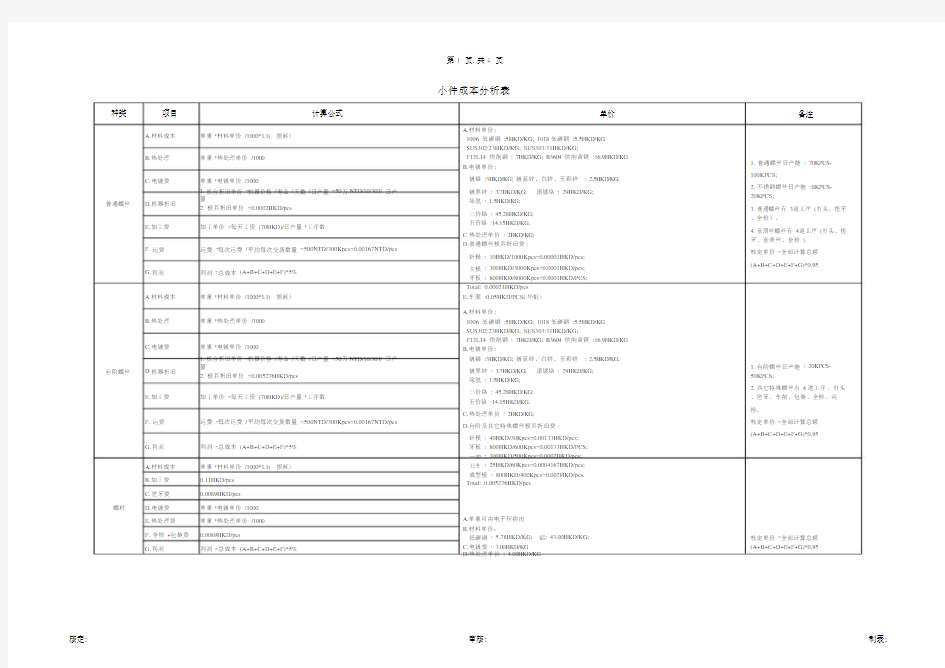
种类项目计算公式
A.材料成本单重 *材料单价 /1000*1.1( 损耗)
B.热处理单重 *热处理单价 /1000
C.电镀费单重 *电镀单价 /1000
普通螺丝 D.机器折旧1. 机台折旧单价 =机器价格 / 寿命 / 天数 / 日产量 =50万NTD/10/303/ 日产量
2. 模具折旧单价 =0.0002HKD/pcs
E.加工费加工单价 =每天工资 (70HKD)/日产量 *工序数
F. 运费运费 =每次运费 / 平均每次交货数量 =500NTD/300Kpcs=0.00167NTD/pcs
G.利润利润 =总成本 (A+B+C+D+E+F)*5%
A.材料成本单重 *材料单价 /1000*1.1( 损耗)
B.热处理单重 *热处理单价 /1000
C.电镀费单重 *电镀单价 /1000
台阶螺丝 D.机器折旧1. 机台折旧单价 =机器价格 / 寿命 / 天数 / 日产量 =50万NTD/10/303/ 日产量
2. 模具折旧单价 =0.005276HKD/pcs
E.加工费加工单价 =每天工资 (70HKD)/日产量 *工序数
F. 运费运费 =每次运费 / 平均每次交货数量 =500NTD/300Kpcs=0.00167NTD/pcs
G.利润利润 =总成本 (A+B+C+D+E+F)*5%
A.材料成本单重 *材料单价 /1000*1.1( 损耗)
B.加工费0.11HKD/pcs
C.搓牙费0.0089HKD/pcs
螺柱 D.电镀费单重 *电镀单价 /1000
E.热处理费单重 *热处理单价 /1000
F. 全检 +包装费0.0089HKD/pcs
G.利润利润 =总成本 (A+B+C+D+E+F)*5% 小件成本分析表
单价备注
A.材料单价:
1006 低碳钢 :5HKD/KG; 1018低碳钢 :5.5HKD/KG
SUS302:23HKD/KG; SUS303:31HKD/KG;
F12L14 快削钢 : 7HKD/KG; B3604 快削黄铜 :16.9HKD/KG
1. 普通螺丝日产能 : 70KPCS-
B.电镀单价:
100KPCS;
镀镍 :3HKD/KG; 镀蓝锌、白锌、五彩锌 : 2.5HKD/KG;
2. 不锈钢螺丝日产能 :8KPCS-
镀黑锌 : 3.7HKD/KG; 滚镀铬 : 29HKD/KG;
20KPCS;
除氢 : 1.5HKD/KG;
3. 普通螺丝有 3道工序 ( 打头、搓牙
三价铬 : 45.28HKD/KG;
、全检).
五价铬 :14.15HKD/KG.
4. 套滑丝螺丝有 4道工序 ( 打头、搓
C.热处理单价 : 2HKD/KG;
牙、套滑丝、全检 ).
D.普通螺丝模具折旧费:
核定单价 =全部计算总额针模 : 10HKD/1000Kpcs=0.00001HKD/pcs;
(A+B+C+D+E+F+G)*0.95 主模 : 300HKD/3000Kpcs=0.0001HKD/pcs;
牙板 : 800HKD/8000Kpcs=0.0001HKD/PCS;
Total: 0.00021HKD/pcs
E.车面 :0.05HKD/PCS(华虹)
A.材料单价:
1006 低碳钢 :5HKD/KG; 1018低碳钢 :5.5HKD/KG
SUS302:23HKD/KG; SUS303:31HKD/KG;
F12L14 快削钢 : 7HKD/KG; B3604 快削黄铜 :16.9HKD/KG
B.电镀单价:
镀镍 :3HKD/KG; 镀蓝锌、白锌、五彩锌 : 2.5HKD/KG;
1. 台阶螺丝日产能 : 20KPCS-
镀黑锌 : 3.7HKD/KG; 滚镀铬 : 29HKD/KG;
50KPCS;
除氢 : 1.5HKD/KG;
2. 其它特殊螺丝有 6道工序 : 打头
三价铬 : 45.28HKD/KG;
、搓牙、车削、包装、全检、巡五价铬 :14.15HKD/KG.
检.
C.热处理单价 : 2HKD/KG;
核定单价 =全部计算总额
D.台阶及其它特殊螺丝模具折旧费:
(A+B+C+D+E+F+G)*0.95 针模 : 40HKD/30Kpcs=0.00133HKD/pcs;
牙板 : 800HKD/600Kpcs=0.00133HKD/PCS;
一冲 : 100HKD/500Kpcs=0.0002HKD/pcs;
刀车 : 25HKD/60Kpcs=0.0004167HKD/pcs;
成型模 : 800HKD/400Kpcs=0.002HKD/pcs.
Total: 0.005276HKD/pcs
A.单重可由电子秤称出
B.材料单价:
低碳钢 : 5.78HKD/KG; 铝: 43.00HKD/KG; 核定单价 =全部计算总额
C.电镀费 : 3.00HKD/KG (A+B+C+D+E+F+G)*0.95
D.热处理单价 : 4.00HKD/KG
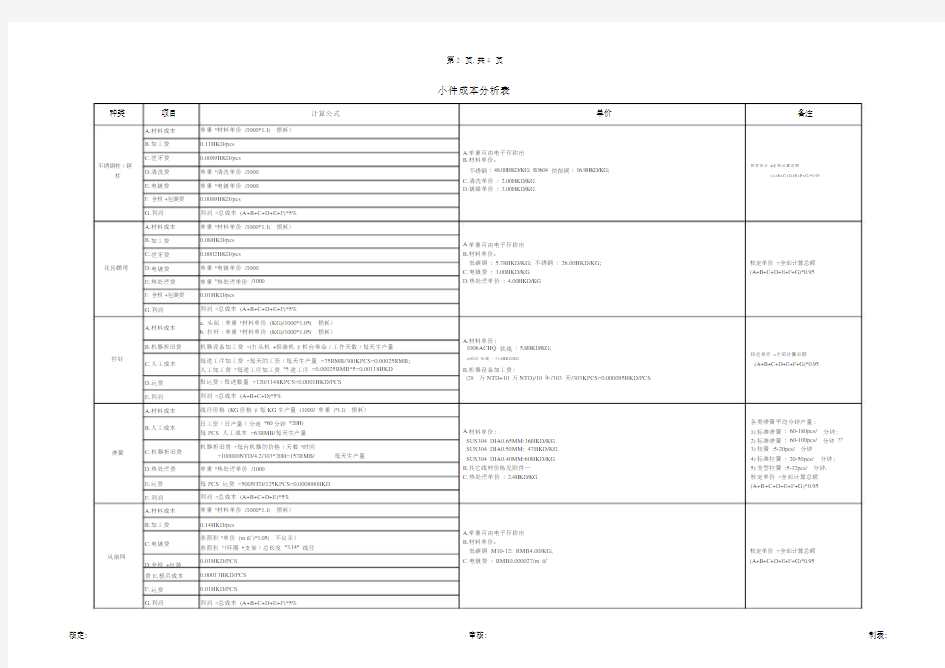
种类项目计算公式小件成本分析表
单价备注
不锈钢柱 / 铜
柱
花齿螺母
拉钉
弹簧
风扇网A.材料成本
B.加工费
C.搓牙费
D.清洗费
E.电镀费
F. 全检 +包装费
G.利润
A.材料成本
B.加工费
C.搓牙费
D.电镀费
E.热处理费
F. 全检 +包装费
G.利润
A.材料成本
B.机器折旧费
C.人工成本
D.运费
E.利润
A.材料成本
B.人工成本
C.机器折旧费
D.热处理费
E.运费
F.利润
A.材料成本
B.加工费
C.电镀费
D.全检 +包装
费E.模具成本
F.运费
G.利润
单重 *材料单价 /1000*1.1( 损耗)
0.11HKD/pcs
0.0089HKD/pcs
单重 *清洗单价 /1000
单重 *电镀单价 /1000
0.0089HKD/pcs
利润 =总成本 (A+B+C+D+E+F)*5%
单重 *材料单价 /1000*1.1( 损耗)
0.08HKD/pcs
0.0002HKD/pcs
单重 *电镀单价 /1000
单重 *热处理单价 /1000
0.01HKD/pcs
利润 =总成本 (A+B+C+D+E+F)*5%
a. 头部 : 单重 *材料单价 (KG)/1000*1.05( 损耗)
b. 拉杆 : 单重 *材料单价 (KG)/1000*1.05( 损耗)
机器设备加工费 =(打头机 +组装机 )/ 机台寿命 / 工作天数 / 每天生产量
每道工序加工费 =每天的工资 / 每天生产量 =75RMB/300KPCS=0.00025RMB;
人工加工费 =每道工序加工费 *5道工序 =0.00025RMB*5=0.00118HKD
批运费 / 批送数量 =120/1148KPCS=0.0001HKD/PCS
利润 =总成本 (A+B+C+D)*5%
线径价格 (KG价格 )/ 每KG生产量 (1000/ 单重 )*1.1( 损耗)
日工资 / 日产量 ( 分速 *60分钟 *20H)
每PCS人工成本 =63RMB/每天生产量
机器折旧费 =每台机器的价格 / 天数 *时间
=100000NTD/4.2/303*20H=157RMB/每天生产量
单重 *热处理单价 /1000
每PCS运费 =500NTD/125KPCS=0.000898HKD
利润 =总成本 (A+B+C+D+E)*5%
单重 *材料单价 /1000*1.1( 损耗)
0.14HKD/pcs
表面积 *单价 (m㎡)*1.05( 不良率)
表面积 =(环圈 +支架 ) 总长度 *3.14* 线径
0.01HKD/PCS
0.00013HKD/PCS
0.01HKD/PCS
利润 =总成本 (A+B+C+D+E+F)*5%
A.单重可由电子秤称出
B.材料单价:
核定单价 =全部计算总额
不锈钢 : 48.00HKD/KG; B3604 快削铜 : 16.9HKD/KG;
(A+B+C+D+E+F+G)*0.95
C.清洗单价 : 2.00HKD/KG
D.镀镍单价 : 3.00HKD/KG
A.单重可由电子秤称出
B.材料单价:
低碳钢 : 5.78HKD/KG;不锈钢: 26.00HKD/KG;核定单价=全部计算总额
C.电镀费 : 3.00HKD/KG(A+B+C+D+E+F+G)*0.95
D.热处理单价 : 4.00HKD/KG
A.材料单价:
1006ACHQ铁线 : 5.8HKD/KG;
核定单价 =全部计算总额
A5010 铝线 : 21.6HKD/KG
(A+B+C+D+E+F+G)*0.95
B.机器设备加工费:
(28 万NTD+10万NTD)/10年/303 天/303KPCS=0.000095HKD/PCS
各类弹簧平均分钟产量:
A.材料单价: 1) 标准弹簧 : 60-180pcs/ 分钟;
SUS304 DIA0.65MM:36HKD/KG 2) 标准弹簧 : 60-100pcs/ 分钟 ??
SUS304 DIA0.50MM: 47HKD/KG 3) 扭簧 :5-20pcs/ 分钟
SUS304 DIA0.40MM:60HKD/KG 4) 标准拉簧 : 20-50pcs/ 分钟;
B.其它线材价格见附件一5) 变型拉簧 :5-12pcs/ 分钟.
C.热处理单价 : 2.4HKD/KG 核定单价 =全部计算总额
(A+B+C+D+E+F+G)*0.95
A.单重可由电子秤称出
B.材料单价:
低碳钢 M10-12: RMB4.00/KG;核定单价=全部计算总额
C.电镀费 : RMB0.000027/m㎡(A+B+C+D+E+F+G)*0.95
种类
脚垫尼龙绑带
线夹绝缘片金属铭牌
小件成本分析表
项目计算公式单价
A.材料成本单重 *材料单价( KG)/1000*1.05 (损耗) 1. 单重可由电子秤称出,模具尺寸及模穴、产能供应商提供
B.背胶成本胶带费 =模具利用尺寸 c㎡*产品穴数 *0.02NTD/c ㎡*1.05 (损耗) 2. 矽胶: Venodor信越 180NTD/KG 东芝 170NTD/KG
C.加工费每天工站加工费的总和 / 每天的产能天然橡胶 A.NR:55NTD/KG;B.NBR:75NTD/KG;C.PU料: 180NTD/KG
D.运费每批运费 / 每次采购平均数量 =500/1902500PCS=0.000263 3. 支胶带长 50M*宽1M为10000NTD,即 10000NTD/(5000cm*100cm)=0.02NTD/m
4. 模具利用尺寸 =模具尺寸 - 模具损耗尺寸( 10cm)
E.利润利润 =总成本( A+B+C+D)*5%
5. 加工费包括:(配料加工费 200NTD;混料加工费 800NTD;切料加工费 200NTD;成型加
工费 2000NTD;刷胶加工费 +背胶加工费 =600NTD;冲型加工费 800NTD;品检检验费
600NTD;包装费 300NTD)
A.材料费 A.材料成本 =单重 *材料单价( KG)/1000*1.1 (损耗)
B.机台折旧费
机台折旧费 =机台价格 / 使用年限 / 每年使用的天数 / 日产能 =55000/10年/303 天/
日产能
材料单价: N66:90NTD/KG(原产地:美国)
C.加工费 C.加工费 =日均人工费 / 日产能 *工站道数 =63RMB*4.2/日产能 *5道
D.运费运费 =每批运费 / 采购单总数量
E.利润利润 =总成本( A+B+C+D)*5%
A.材料费
A.材料成本 =单重 *材料单价( KG)/1000*1.1 (损耗)
1.N66的材料单价: 90NTD/KG(原产美国); PC的材料单价: 100NTD(原产美国)
B.背胶成本 =背胶尺寸 *背胶单价 *.1.1 (损耗)
B.机台折旧费
机台折旧费 =机台价格 / 使用年限 / 每年使用的天数 / 日产能
2. 背胶单价: 3M467 HKD32/㎡, 3M4687 HKD44/㎡
=55000/10年/303天/日产能
C.加工费 C.加工费 =日均人工费 / 日产能 *工站道数 =63RMB*4.2/日产能 *6道
D.运费运费 =每批运费 / 采购单总数量 =500NTD/121000PCS=0.00413NTD
E.利润利润 =总成本( A+B+C+D)*5%
材料单价: GK17 610MM*3500NTD/ROLL
A.材料成本材料成本 =单位面积 *材料单价( KG)/1000*1.1 (损耗)GK10 610MM*608MM 6300NTD/ROLL
F1700 914MM*198M 34000NTD/ROLL
B.加工成本加工成本 =机台功费率 /3600* 单位加工时间
分条成本 =54HKD/3600*0.2S
冲压成本 =36HKD/3600*2S
C.人工成本人工成本 =250NTD/日产量
D.模具成本模具成本 =模具费用 / 产品总需求量模具成本 =3500NTD/总需求量
E.运费每PCS运费 =每次运费 / 采购总单数量 =NTD500/105KPCS=NTD0.00476
F. 利润利润 =总成本( A+B+C+D)*5%
A.材料成本
金属材料成本 =单位面积 *材料单价 *损耗( 10%)材料单价: SU$0.1Thk*1m*2m 269HKD/pcs 134.43HKD/㎡
保护膜成本 =单位面积 *材料单价 *损耗( 10%)PE 914mm*55m 467.92HKD/ROLL 9.3HKD/ ㎡
B.机器加工成本加工成本 =机台功费率 /3600* 单位加工时间冲压成本 =19HKD/3600*30S
C.人工成本人工成本 =RMB63/日产量
D.模具成本模具成本 =模具费用 / 产品总需求量模具成本 =16980NTD/总需求量
E.运费每PCS运费 =每次运费 / 采购总单数量 =RMB120/100KPCS=RMB0.0012
F. 利润利润 =总成本( A+B+C+D)*5%
备注
核定单价 =全部计算总额
(A+B+C+D+E)*0.95
核定单价 =全部计算总额
(A+B+C+D+E)*0.95
核定单价 =全部计算总额
(A+B+C+D+E)*0.95
核定单价 =全部计算总额
(A+B+C+D+E+F)*0.95
核定单价 =全部计算总额
(A+B+C+D+E+F)*0.95
种类铝挤型
贴纸弹簧螺丝
小件成本分析表
项目计算公式单价
A.材料成本金属材料成本 =单位面积 *材料单价 *损耗( 10%)材料单价:
B.机器加工成本加工成本 =机台功费率 /3600* 单位加工时间AL6061-76 20HKD/KG
C.人工成本人工成本 =RMB63/日产量机台功费率:
D.模具成本模具成本 =模具费用 / 产品总需求量线切割: 33HKD/H,铣床: 33HKD/H,冲床: 33HKD/H
E.运费每PCS运费 =每次运费 / 采购总单数量 =RMB120/100KPCS=RMB0.0012 模具成本 =3300NTD/总需求量
F. 利润利润 =总成本( A+B+C+D)*5%
材料单价:铜版纸: 5RMB/㎡; 3M467RMB/㎡
a. 材料成本材料面积 *材料单价 *1.1 (损耗)3M468:50RMB/㎡; #25透明龙: 65RMB/㎡
#25消(反)银龙: 50RMB/㎡
b. 印刷费色数 *单价每色单价: 0.02RMB/色
c. 利润利润 =总成本( a+b)*5%
1. 材料成本单重可由电子秤称出
A1.铝套材料单价:
B1.铆套
单重 *材料单价( KG)/1000*1.1 (损耗)
铝: HKD43.00/KG
C1.弹簧不锈钢 HKD48.00/KG
D1.螺杆
E1.垫片
2. 加工费
A2.铝套加工费 =(A2-1+A2-2)*1.05 电镀单价: HK3.00/KG
A2-1 拉花 +两端
0.30HKD/pcs 热处理单价: HK4.00/KG
及内孔车削
A2-2 电着处理0.20HKD/pcs
A2-3 制程损耗5%
B2.铆套加工费 =B2-1*1.05
B2-1 车削 +钻孔
0.25HKD/pcs
+倒角 +抛光
5%
B2-2 制程损耗
C2.弹簧
D2.螺杆加工费 =(D2-1+D2-2+D2-3)*1.05
D2-1 打头 +车削
0.10HKD/pcs
+搓牙
D2-2 热处理费单重 *热处理单价 /1000
D2-3 电着处理0.17HKD/pcs
D2-4 制程损耗5%
E1.垫片加工费 =E2-1+E2-2
E2-1 冲压 +抛光
0.01HKD/pcs
+清洗
0.001HKD/pcs
E2-2 模具费
3. 组装成本0.12HKD/pcs
4. 模具费0.08HKD/pcs
5. 全检 +包装费0.0089HKD/pcs
6. 利润利润 =总成本( 1+2+3+4+5)*5%
备注
核定单价 =全部计算总额
(A+B+C+D+E+F)*0.95
核定单价 =全部计算总额
(A+B+C)*0.95
核定单价 =全部计算总额
(1+2+3+4+5+6)*0.95