尺寸和重量公差Tolerances
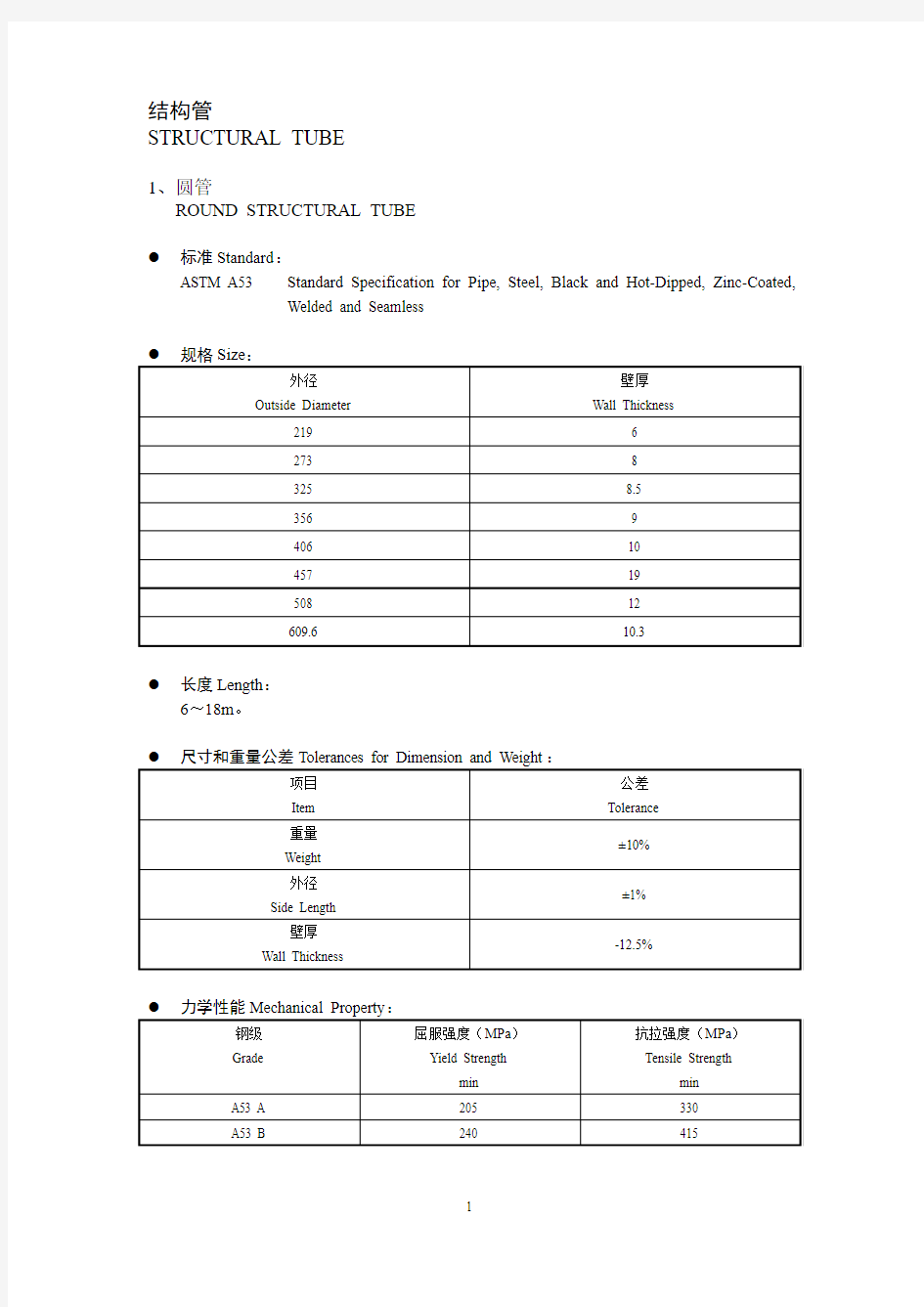
结构管
STRUCTURAL TUBE
1、圆管
ROUND STRUCTURAL TUBE
●标准Standard:
ASTM A53 Standard Specification for Pipe, Steel, Black and Hot-Dipped, Zinc-Coated, Welded and Seamless
●长度Length:
6~18m。
2、方管、矩形管
SQUARE AND RECTANGULAR STRUCTURAL TUBE
●标准Standard:
JIS G3466 Carbon Steel Square Pipes for General Structural Purposes
●长度Length:
6~12m。
尺寸公差 形位公差关系
同一工件上所标注的尺寸公差要求小还是形位公差要求小? 尺寸公差与形位公差是否有联系? 1.形位公差要小,两都有联系。 2.表面形状公差(t),尺寸公差(T)及表面粗糙度Ra,Rz有一定相互关系的: t≈0.6T 则Ra≤0.05T,Rz≤0.2T; t≈0.4T 则Ra≤0.025T,Rz≤0.1T; t≈0.25T 则Ra≤0.012T,Rz≤0.05T; t<0.25T 则Ra≤0.015T,Rz≤0.06T; 3. 尺寸公差有标准公差\极限公差 形位公差共有14个,根据零件的功能要求,有时尺寸公差与形位公差之间应遵循一些特定的关系,也就是尺寸公差控制形位公差;形位公差补偿给尺寸公差。 图样上给定的每一尺寸和形状\位置要求均是独立的并分别满足要求的原则,这是独立原则 粗糙度是根据配合来定的 4. 除了独立原则和包容原则外还有最大和最小实体要求及其各自的可逆要求.到底使用哪种原则和要求要看具体情况. 对于孔轴配合来说,包容原则和最大最小实体要求都是常用的,这些要求的目的是在保证配合的 同时根据形位误差适当的放宽对尺寸公差的要求,允许部分尺寸超差的零件合格,降低加工难度 和成本. 5.尺寸公差与形位公差的联系要在实践中细细体会。 例如:一、一块矩形板上有四个孔。四个孔的相对位置要求很高(因为相应的装配是一组轴类零件),而孔本身的加工要求不高(相应装配的轴类件其单个的表面精度低或是很松的间隙配合等),这时的形位公差的要求高于尺寸公差的;二、一块板上有一孔。这孔的装配要求很高(装配上相应的轴类零件后要求板与轴件的垂直度相当高),这时尺寸的公差的要求可能就要高于形位公差了。 公差的设计就是要保障装配的实现,本着这个原则就可以了。 6.尺寸分为绝对尺寸和关联尺寸,如果是关联尺寸,就和形位公差挂上钩了哟 7. Sorry,一条好的经验法则:1/3D 各部位尺寸公差表 单位:英寸 部位一般(+/-)洗水(+/-) 测量方法 胸围3/8" 1/2" 夹下1"平度(周围计算) 腰围 3/8" 1/2" 夹下最细处平量(周围计算) 下摆 1/2" 3/4" 下摆处平度(周围计算) 衣长 3/8" 1/2" 后领窝中点量至下摆 袖长 1/4" 3/8" 肩顶点至袖口 夹直 1/4" 1/4" 夹圈直度 袖脾围 1/4" 3/8" 袖夹底至袖中线垂直度(周围计算) 袖口 1/8" 1/4" 袖口处平度(周围计算) 肩宽 1/4" 3/8" 左肩顶点至右肩顶点平度 领围 1/4" 3/8" 领窝一周 前胸宽 1/4" 3/8" 前幅两夹最细处平度 后背宽 1/4" 3/8" 后幅两夹最细处平度 腰围 3/8" 1/2" 扣好钮扣或裤钩平行裤头度,由裤头中间横度(周围计算) 臀围 1/2" 3/4" 裤头摊平由浪上3"“V”度(周围计算) 脾围 1/4" 3/8" 摊平裤筒,浪底处横度(周围计算) 前浪连裤头 1/4" 1/4" 由浪底度上裤头顶端(度量部位自然平放) 后浪连裤头 1/4" 3/8" 由浪底度上裤头顶端(度量部位自然平放) 外长短:1/4" 长:3/8" 短:3/8" 长:1/2" 裤平摊,由裤脚口边度至裤头顶端 内长短:1/8" 长:1/4" 短:1/4" 长:3/8" 裤平摊,由脚口边度至浪底 脾位(围) 1/4" 3/8" 浪底落地3"平度或者按照制单要求(周围计算含左右互差) 脚口 1/8" 1/4" 裤脚口处平摊横度(含左右互差) 拉链长度1/8" 1/4" 由拉链底封尾处度至拉链口封口处 钮牌 1/8" 1/8" 由钮牌口度至间线处 耳仔长及宽 1/8" 1/8" 由起点到耳仔顶及平度(含相互间互差) 袋口长 1/8" 1/4" 袋口处平摊两点平度(含左右互差) 袋口宽1/8" 袋口处平摊两点平度(含左右互差) 裤头高 1/8" 裤头底到顶端点直度 服装通用检验标准 一、高档服装 1货物数量—检查产品数量是否达到查验要求; 2 唛头—核对唛头是否与客户要求相符; 3 配比—检查物品配比是否与订单,唛头标注及客人要求一致; 4 摔箱—检查商品及包装是否适于运输保存; 5 验针—检验商品中是否包括断针和金属; 一、尺寸公差、形位公差、表面粗糙度数值上的关系 1、形状公差与尺寸公差的数值关系 当尺寸公差精度确定后,形状公差有一个适当的数值相对应,即一般约以50%尺寸公差值作为形状公差值;仪表行业约20%尺寸公差值作为形状公差值;重型行业约以70%尺寸公差值作为形状公差值。由此可见.尺寸公差精度愈高,形状公差占尺寸公差比例愈小所以,在设计标注尺寸和形状公差要求时,除特殊情况外,当尺寸精度确定后,一般以50%尺寸公差值作为形状公差值,这既有利于制造也有利于确保质量。 2、形状公差与位置公差间的数值关系 形状公差与位置公差间也存在着一定的关系。从误差的形成原因看,形状误差是由机床振动、刀具振动、主轴跳动等原因造成;而位置误差则是由于机床导轨的不平行,工具装夹不平行或不垂直、夹紧力作用等原因造成,再从公差带定义看,位置误差是含被测表面的形状误差的,如平行度误差中就含有平面度误差,故位置误差比形状误差要大得多。因此,在一般情况下、在无进一步要求时,给了位置公差,就不再给形状公差。当有特殊要求时可同时标注形状和位置公差要求,但标注的形状公差值应小于所标注的位置公差值,否则,生产时无法按设计要求制造零件。 3、形状公差与表面粗糙度的关系 形状误差与表面粗糙度之间在数值和测量上尽管没有直接联系,但在一定的加工条件下两者也存在着一定的比例关系,据实验研究,在一般精度时,表面粗糙度占形状公差的1/5~1/4。由此可知,为确保形状公差,应适当限制相应的表面粗糙度高度参数的最大允许值。 在一般情况下,尺寸公差、形状公差、位置公差、表面粗糙度之间的公差值具有下述关系式:尺寸公差>位置公差>形状公差>表面粗糙度高度参数 从尺寸、形位与表面粗糙度的数值关系式不难看出,设计时要协调处理好三者的数值关系,在图样上标注公差值时应遵循:给定同一表面的粗糙度数值应小于其形状公差值;而形状公差值应小于其位置公差值;位置各差值应小于其尺寸公差值。否则,会给制造带来种种麻烦。可是设计工作中涉及最多的是如何处理尺寸公差与表面粗糙度的关系和各种配合精度与表面粗糙度的关系。 一般情况下按以下关系确定: 1、形状公差为尺寸公差的60%(中等相对几何精度)时,Ra≤0.05IT; 2、形状公差为尺寸公差的40%(较高相对几何精度)时,Ra≤0.025IT; 3、形状公差为尺寸公差的25%(高相对几何精度)时,Ra≤0.012IT; 4、形状公差小于尺寸公差的25%(超高相对几何精度)时,Ra≤0.15Tf(形状 几何尺寸和几何公差 ————————————————————————————————作者: ————————————————————————————————日期: ? 几何尺寸和几何公差 【课程对象】 设计、质量、工艺和制造工程师,检验员,CMM测量员,以及相关需要识图,用图和绘图的人员。 【课程背景】 几何尺寸和几何公差的英文全称是“Geometric D imensioning and geometric T olerancing”,国内可以理解为“几何尺寸和几何公差的规范”。其中包含尺寸标注和几何公差两部分内容,尺寸标注与国标基本相同,几何公差部分是从设计思路、检测过程和功能实现(如装配)的角度出发去设定基准,公差分配,表达对零件的要求,从而降低了制造和测量的难度。 本课程的实用性很强,所以将有若干实用案例(特别是经典错误案例)穿插在整个培训中,这些案例将引导学员剖析GD&T在设计、装配、检测和应用等等方面的优点,让学员理解并学会应用GD&T。 本课程内容等同于ASME Y14.5M-2009版标准。 【学员要求】 具备基本的机械图纸阅读能力,在设计或工艺或测量有一些基本的实际工作经验。 【课程目标】 ?正确解读GD&T的符号、术语、规则及应用方法; ?从零件的功能出发,正确选择基准并进行组装的配合分析; ?统一形位公差测量和评价的方法,降低制造和检测的难度; ?规范产品设计的出图思路; 学会简单的GD&T检具知识。 【课程大纲】 第一模块GD&T概述 ?GD&T基础知识 ?历史渊源,应用范围 ?标准标注以及与传统坐标的异同 ?要素的概念 ?形位公差之间相互约束关系 ?GD&T规则和概念 ?规则#1, 规则#2 ?佛山无影脚(实效边界条件) ?实体原则和补偿因子: MMC/LMC/RFS ?基本尺寸、可控半径等等介绍 第二模块基准 (Datum) 的应用 ?基准的定义原则、及其建立 ?基准的标注 ?方法要求及案例 ?基准的应用 ?在设计、加工、检测、装配之间的关联 ?经典错误案例 ?含糊的基准标注 ?基准错误对零件检测的影响 ?基准在实体状况的应用 ?斗转星移(基准补偿) ?隔山打牛(基准传递) ?基准最大实体和最小实体对检测的影响 ?基准补偿对位置公差的影响 第三模块形状公差 ?直线度(Straightness) ?平面度(Flatness) ?圆度 (Roundness) ?圆柱度 (Cylindricity) ?尺寸公差与形状公差间的关联 ?测量案例(直线度、平面度、圆度、圆柱度) 第四模块定向公差 不锈钢无缝管的相关定义 [我的钢铁] 2009-02-03 16:29:35 ⑴、不锈钢无缝管定义 不锈钢无缝钢管是一种具有中空截面、周边没有接缝的长条钢材。 ⑵、不锈钢无缝管的特点 其一、该产品的壁厚越厚,它就越具有经济性和实用性,壁厚越薄,它的加工成本就会大幅度的上升;其次、该产品的工艺决定它的局限性能,一般无缝钢管精度低:壁厚不均匀、管内外表光亮度低、定尺成本高,且内外表还有麻点、黑点不易去除;其三、它的检测及整形必须离线处理。因此它在高压、高强度、机械结构用材方面体现了它的优越性。 ⑶、不锈钢管的种类 接轧制方法分热轧、热挤压和冷拔(轧)不锈钢管。 按不锈钢金相组织不同分半铁素体半马氏体系不锈钢管、马氏体不锈钢管、奥氏体系不锈钢管、奥氏体-铁素铁系不锈钢管等。 ⑷、不锈钢管规格及外观质量 A、按GB14975-94《不锈钢无缝钢管》规定,钢管通常长度(不定尺)热轧钢管1.5~10m,热挤压钢管等于和大于1m。冷拔(轧)钢管壁厚0.5~1.0mm者,1.0~7m;壁厚大于1.0mm者,1.5~8m。 B、热轧(热挤压)钢管的直径54~480mm共45种;壁厚4.5~45mm共36种。冷拔(轧)钢管的直径6~200mm共65种;壁厚0.5~21mm共39种。 C、钢管内外表面不得有裂缝、折叠、龟裂、裂纹、轧折、离层和结疤缺陷存在,这些缺陷应完全清除掉(供机械加工用管除外),清除后不得使壁厚和外径超过负偏差。凡不超过允许负偏差的其他轻微表面缺陷可不清除。 D、直道允许深度。热轧、热挤压钢管、直径小于和等于140mm的不大于公称壁厚的5%,最大深度不大于0.5mm;冷拔(轧)钢管不大于公称壁厚的4%,最大深度不大于0.3mm。 E、钢管两端应切成直角,并清除毛刺。 几何尺寸和几何公差 【课程对象】 设计、质量、工艺和制造工程师,检验员,CMM测量员,以及相关需要识图,用图和绘图的人员。 【课程背景】 几何尺寸和几何公差的英文全称是“G eometric D imensioning and geometric T olerancing”,国内可以理解为“几何尺寸和几何公差的规范”。其中包含尺寸标注和几何公差两部分内容,尺寸标注与国标基本相同,几何公差部分是从设计思路、检测过程和功能实现(如装配)的角度出发去设定基准,公差分配,表达对零件的要求,从而降低了制造和测量的难度。 本课程的实用性很强,所以将有若干实用案例(特别是经典错误案例)穿插在整个培训中,这些案例将引导学员剖析GD&T在设计、装配、检测和应用等等方面的优点,让学员理解并学会应用GD&T。 本课程内容等同于ASME Y14.5M-2009版标准。 【学员要求】 具备基本的机械图纸阅读能力,在设计或工艺或测量有一些基本的实际工作经验。 【课程目标】 正确解读GD&T的符号、术语、规则及应用方法; 从零件的功能出发,正确选择基准并进行组装的配合分析; 统一形位公差测量和评价的方法,降低制造和检测的难度; 规范产品设计的出图思路; 学会简单的GD&T检具知识。 【课程大纲】 第一模块GD&T概述 ?GD&T基础知识 历史渊源,应用范围 标准标注以及与传统坐标的异同 要素的概念 形位公差之间相互约束关系 GD&T规则和概念 规则#1, 规则#2 佛山无影脚(实效边界条件) 实体原则和补偿因子: MMC/LMC/RFS 基本尺寸、可控半径等等介绍 第二模块基准 (Datum) 的应用 ?基准的定义原则、及其建立 ?基准的标注 方法要求及案例 ?基准的应用 在设计、加工、检测、装配之间的关联 经典错误案例 ?含糊的基准标注 ?基准错误对零件检测的影响 ?基准在实体状况的应用 斗转星移(基准补偿) 隔山打牛(基准传递) 基准最大实体和最小实体对检测的影响 基准补偿对位置公差的影响 第三模块形状公差 ?直线度 (Straightness) ?平面度 (Flatness) ?圆度 (Roundness) ?圆柱度 (Cylindricity) ?尺寸公差与形状公差间的关联 ?测量案例(直线度、平面度、圆度、圆柱度) 第四模块定向公差 不锈钢板尺寸公差范围表和厚度公差表 不锈钢板表面光洁,有较高的塑性、韧性和机械强度,耐酸、碱性气体、溶液和其他介质的腐蚀。 不锈钢板按制法分热轧和冷轧的两种,包括厚度0.02-4毫米的薄冷板和4.5-50毫米的中厚板。 按钢种的组织特征分为5类:奥氏体型、奥氏体-铁素体型、铁素体型、马氏体型、沉淀硬化型。 要求能承受草酸、硫酸-硫酸铁、硝酸、硝酸-氢氟酸、硫酸-硫酸铜、磷酸、甲酸、乙酸等各种酸的腐蚀,广泛用于化工、食品、医药、造纸、石油、原子能等工业,以及建筑、厨具、餐具、车辆、家用电器各类零部件。 为了保证各类不锈钢板的屈服强度、抗拉强度、伸长率和硬度等力学性能符合要求,钢板交货前必须经过退火、固溶处理、时效处理等热处理。 常用不锈钢板尺寸公差范围表 304/2B板公差范围表 规格大差正常小差 0.4MM 0.3-0.32 0.33-0.37 0.37-0.39 0.5MM 0.4-0.42 0.43-0.47 0.47-0.49 0.6MM 0.5-0.52 0.53-0.56 0.57-0.59 0.7MM 0.6-0.62 0.63-0.67 0.67-0.69 0.8MM 0.7-0.72 0.73-0.77 0.74-0.79 0.9MM 0.8-0.82 0.83-0.87 0.87-0.89 1.0MM 0.89-0.9 0.91-0.94 0.94-0.99 1.2MM 1.02-1.08 1.09-1.15 1.16-1.18 1.5MM 1.32-1.38 1.39-1.45 1.46-1.48 2.0MM 1.72-1.79 1.8-1.86 1.87-1.9 2.5MM 2.23-2.36 2.32-2.42 2.42-2.47 GB/T 4249-1996:尺寸公差 本标准适用于技术制图和有关文件中的尺寸、尺寸公差和形位公差,以确定零件要素的大小、形状和位置特征。 1. 独立原则 图样上给定的每一个尺寸和形状、位置要求均是独立的,应分别满足要求。如果对尺寸和形状、尺寸与位置之间的相互关系有特定要求应在图样上规定。 独立原则是尺寸公差和形位公差相互关系遵循的基本原则。 2. 尺寸公差 2.1 线性尺寸公差 线性尺寸公差仅控制要素的局部实际尺寸(两点法测量),不控制要素本身的形状误差(如圆柱要素的圆度和轴线直线度误差或平行平面要素的平面度误差)。 形状误差应由单独标注的形状公差、未注形状公差或包容要求控制(见图1)。 标注说明: 实际轴的局部实际尺寸必须位于149.96至150之间;线性尺寸公差(0.04)不控制要素本身的形状误差。如图1b)所示。 2.2 角度公差 角度公差仅控制被测要素之间的角度变动量,不控制被测要素的形状误差,且理想要素的位置应符合最小条件。 角度公差只控制线或素线的总方向,不控制其形状误差。 总方向是指接触线的方向,接触线是与实际线相接触的最大距离为最小的理想直线(见图2)。实际线的形状误差应由单独标注的形状公差或未注形状公差控制。 示例: 标记说明: A、B两被测实际要素分别按最小条件确定其理想要素,该两理想要素间的夹角应在给定的两极限角度之间,角度公差不控制实际要素的形状误差(见图3)。 3 形状和位置公差 不论要素的局部实际尺寸如何,被测要素的均庆位于给定的形位公差带内,并且其形位误差允许达到最大值(见图4)。 示例: 标注说明: 轴的局部实际尺寸应在最大极限尺寸与最小极限尺寸之间,轴的形状误差应在给定的相应形状公差之内。不论轴的局部实际尺寸如何,其形状误差(素线直线度误差和圆度误差包括横截面奇数棱圆误差)允许达到给定的最大值(见图5)。 GB/T 4249-1996:相关要求--尺寸公差与形位公差相互有关的公差要求 1 图样上给定的尺寸公差和形位公差相互有关的公差要求,系指包容要求、最大实体要求(包括可逆要求应用于最大实体要求)和最小实体要求(包括可逆要求应用于最小实体要求)。 1.1 包容要求 包容要求适用于单一要素如圆柱表面或两平行表面。 包容要求表示实际要素应遵守其最大实体边界,其局部实际尺寸不得超出最小实体尺寸。 采用包容要求的单一要素应在其尺寸极限偏差或公差带代号之后加注符号“”(见图6)。 示例: 标注说明: 尺寸链中形位公差的判别与解算 杜官将,薛小强 摘要:从零件形位公差要素所采用的公差原则入手,讨论了在尺寸链计算中,是否应该考虑形位公差的影响以及形位公差组成环性质的判别方法,并通过实例加以说明。 关键词:公差原则,形位公差;尺寸链 中囤分类号:TG801 文献标识码:A 0引言 在机械加工或装配的过程中,尺寸链是求解工序尺寸或装配精度的重要手段。在查找尺寸链组成环时,除了零件上的长度尺寸外,还经常涉及到零件上的形位公差。尺寸精度、形位精度是保证机械零件功能要求的基础,二者既相互联系,又相互制约,公差原则是处理尺寸公差与形位公差关系的重要原则。以往在计算尺寸链时,通常把与线性尺寸环相连接的零件要素作为具有理想形状和理想位置来处理,或把形位公差包含在尺寸公差之内处理。随着检测技术以及人们对产品质量要求的不断提高,我们认识到在工程中若回避或忽略形位误差的影响,可能会造成零件的报废或产品不合格,给生产带来不应有的经济损失。 文献[1,2]等对形位公差在尺寸链中的处理作了有益的探索,但主要针对同轴度、对称度等少数形位公差,缺乏较全面的分析。本文从零件形位公差要素所采用的公差原则入手,理清形位公差与尺寸公差之间的关系,从而确定形位公差是否应该计入尺寸链,以及尺寸链中形位公差环性质的判别方法,从而为涉及形位公差的尺寸链的求解提供思路。 1 形位公差作为尺寸链组成环的条件 由于零件功能要求的不同,所采用的公差原则也不同[3]。公差原则分为独立原则和相关原则,相关原则又可分为包容原则和最大实体原则。根据零件尺寸及形位公差所采用的公差原则.在建立尺寸链的过程中,对形位公差的处理方法也有所不同。 1.1 对于按包容要求设计的零件要素 包容要求是被测实际要素处处不得超越最大实体边界的一种要求,它只适用于单一尺寸要素(圆柱面、两平行平面)的尺寸公差与形位公差之间的关系。采用包容要求的尺寸要素,应在其尺寸极限偏差或公差代号后加注符号“E”。包容要求的实质就是用零件的尺寸公差控制其形位公差,因此,形位公差不会对封闭环产生影响,在尺寸链的建立过程中,只需计入零件的尺寸及公差,而相应的形位公差不应计入尺寸链。 1.2对于按独立原则设计的零件要素 独立原则是指图样上给定的各个尺寸和形状、位置要求都是独立的,应该分别满足各 . ISO-2768未注尺寸公差、未注形位公差及表面粗糙度 一、未注尺寸公差按GB/T1804 )(mm(1)线性尺寸的极限偏差数值(GB/T1804-2000) mm )倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)2 ( 分段尺寸公差等级>30 >3~~0.53 ~6 30 >6) f(精密级2 ±±0.5 ±±0.2 1 ) 中等级m() c(粗糙级4 ±0.4 ±2 ±1 ±) 最粗级v(注:倒圆半径与倒角高度的含义见GB6403.4 (零件倒圆与倒角) (3)角度尺寸的极限偏差数值(GB/T1804-2000) 长度mm 公差等级≤10 >10~50 >60~120 >120~400 >400 ±20' ±30' 5' ±m(中等级) ±20' ±1°±±±30' 10' c(粗糙级) ±1°±30' 1°30' ±20' 最粗级v() ±±1°±2°±3°1° 二、未注形位公差按GB/T1184 (4)直线度和平面度未注公差值(GB/T1184-1996)(mm) ))垂直度未注公差值((5GB/T1184-1996 )mm ( 垂直度公差短边基本长度的范围公差等级3000 1000 300 ~>100~>1000100 ~~>3000.5 0.4 0.2 0.3 H 1 0.8 0.4 K 0.6 2 1 L 0.5 1,5 '. . (6)对称度未注公差值(GB/T1184-1996)(mm) 对称度公差基本长度的范围 公差等级~100 >100~300 >300~1000 >1000~3000 0.5 H 1 0.6 K 0.8 2 1 L 1.5 0.6 GB/T1184-1996))(mm(7)圆跳动的未注公差值( 圆跳动一公差等级般公差值0.1 H 0.2 K 0.5 L 三、选用原则 (1)机械加工未注尺寸公差一般选用“m”级,未注形位公差一般选用“K”级。 (2)板金加工未注尺寸公差一般选用“c”级,未注形位公差一般选用“L”级。 四、表面粗糙度 零件的表面都应该注明粗糙度的等级。如果较多的表面具有相同的表面粗糙度等级,则要集中在图样右上角标注,并加“其余”字样。 粗糙度等级的选择,一般可以根据对各表面的工作要求和尺寸精度等级来决定,在满足工作要求的条件下,不得随意提高等级。 (1)取样长度和评定长度的选用值(GB/T1031-1995) Ra(μm) Rz(μm) 取样长度l(mm) 评定长度l n(mm) >0.003~0.02 >0.025~0.10 0.08 0.4 形位公差与尺寸公差的关系 一、基本概念 公差原则的定义 定义:处理尺寸公差和形位公差关系的规定。 分类: 1、体外作用尺寸 单一要素的作用尺寸简称作用尺寸MS。是实际尺寸和形状误差的综合结果。在被测要素的给定长度上,与实际内表面(孔)体外相接的最大理想面,或与实际外表面(轴)体外相接的最小理想面的直径或宽度,称为体外作用尺寸,即通常所称作用尺寸。 图例 局部实际尺寸和单一要素的体外作用尺寸 2、关联要素的体外作用尺寸 是局部实际尺寸与位置误差综合的结果。是指结合面全长上,与实际孔内接(或与实际轴外接)的最大(或最小)的理想轴(或孔)的尺寸。而该理想轴(或孔)必须与基准要素保持图样上给定的功能关系。 图例 关联体外作用尺寸 3、体内作用尺寸 在被测要素的给定长度上,与实际内表面(孔)体内相接的最小理想面,或与实际外表面(轴)体内相接的最大理想面的直径或宽度,称为体内作用尺寸。 4、最大实体状态(尺寸、边界) 最大实体状态(MMC):实际要素在给定长度上具有最大实体时的状态。 最大实体尺寸(MMS):实际要素在最大实体状态下的极限尺寸。 (轴的最大极限尺寸dmax,孔的最小极限尺寸Dmin) 边界:由设计给定的具有理想形状的极限包容面。 最大实体边界:尺寸为最大实体尺寸的边界。 5、最大实体实效状态(尺寸、边界) MMVC:在给定长度上,实际要素处于最大实体状态且其中心要素的形状或位置误差等于给出的形位公差值时的综合极限状态。MMVS:最大实体实效状态下的体外作用尺寸。 MMVS=MMS±t形·位 其中:对外表面取“+”;对内表面取“-” dMV =dfe=da+f =dM + t =dmax + t DMV=Dfe=Da-f =DM–t =Dmin- t 最大实体实效边界:尺寸为最大实体实效尺寸的边界。 最大实体实效尺寸(单一要素) 尺寸公差、形位公差、表面粗糙度三者的关系 A.尺寸公差、形位公差、表面粗糙度数值上的关系 1、形状公差与尺寸公差的数值关系 当尺寸公差精度确定后,形状公差有一个适当的数值相对应,即一般约以50%尺寸公差值作为形状公差值;仪表行业约20%尺寸公差值作为形状公差值;重型行业约以70%尺寸公差值作为形状公差值。由此可见.尺寸公差精度愈高,形状公差占尺寸公差比例愈小所以,在设计标注尺寸和形状公差要求时,除特殊情况外,当尺寸精度确定后,一般以50%尺寸公差值作为形状公差值,这既有利于制造也有利于确保质量。 2、形状公差与位置公差间的数值关系 形状公差与位置公差间也存在着一定的关系。从误差的形成原因看,形状误差是由机床振动、刀具振动、主轴跳动等原因造成;而位置误差则是由于机床导轨的不平行,工具装夹不平行或不垂直、夹紧力作用等原因造成,再从公差带定义看,位置误差是含被测表面的形状误差的,如平行度误差中就含有平面度误差,故位置误差比形状误差要大得多。因此,在一般情况下、在无进一步要求时,给了位置公差,就不再给形状公差。当有特殊要求时可同时标注形状和位置公差要求,但标注的形状公差值应小于所标注的位置公差值,否则,生产时无法按设计要求制造零件。 3、形状公差与表面粗糙度的关系 形状误差与表面粗糙度之间在数值和测量上尽管没有直接联系,但在一定的加工条件下两者也存在着一定的比例关系,据实验研究,在一般精度时,表面粗糙度占形状公差的1/5~1/4。由此可知,为确保形状公差,应适当限制相应的表面粗糙度高度参数的最大允许值。 在一般情况下,尺寸公差、形状公差、位置公差、表面粗糙度之间的公差值具有下述关系式:尺寸公差>位置公差>形状公差>表面粗糙度高度参数 从尺寸、形位与表面粗糙度的数值关系式不难看出,设计时要协调处理好三者的数值关系,在图样上标注公差值时应遵循:给定同一表面的粗糙度数值应小于其形状公差值;而形状公差值应小于其位置公差值;位置各差值应小于其尺寸公差值。否则,会给制造带来种种麻烦。可是设计工作中涉及最多的是如何处理尺寸公差与表面粗糙度的关系和各种配合精度与表面粗糙度的关系。 一般情况下按以下关系确定: 1、形状公差为尺寸公差的60%(中等相对几何精度)时,Ra≤0.05IT; 2、形状公差为尺寸公差的40%(较高相对几何精度)时,Ra≤0.025IT; 3、形状公差为尺寸公差的25%(高相对几何精度)时,Ra≤0.012IT; 4、形状公差小于尺寸公差的25%(超高相对几何精度)时,Ra≤0.15Tf(形状公差值)。 最简单的参考值:尺寸公差是粗糙度的3-4倍,这样最为经济。 第四章形状与位置公差 一.判断题(正确的打√,错误的打×) 1. 形位公差的研究对象是零件的几何要素。( y ) 2. 基准要素是用来确定被测要素方向和位置的要素。( y ) 3. 基准要素为中心要素时,基准符号应该与该要素的轮廓要素尺寸线错开。( n ) 4. 一要素既有位置公差要求,又有形状公差要求时,形状公差值应大于位置公差值。(n ) 5. 端面全跳动公差和端面对轴线垂直度公差的作用完全一致。(y ) 6. 径向全跳动公差可以综合控制圆柱度和同轴度误差。( y ) 7. 最大实体状态就是尺寸最大时的状态。( n ). 8. 独立原则是指零件无形位误差。( n) 9. 最大实体要求之下关联要素的形位公差不能为零。( n ) 10. 建立基准的基本原则是基准应符合最小条件。(n ) 11. 理想要素与实际要素相接触即可符合最小条件。(n ) 12. 某平面对基准平面的平行度误差为0.05mm,那么这平面的平面度误差一定不大于0.0 5mm。( y ) 13. 某圆柱面的圆柱度公差为0.03 mm,那么该圆柱面对基准轴线的径向全跳动公差不小于0.03mm。(n ) 14. 对同一要素既有位置公差要求,又有形状公差要求时,形状公差值应大于位置公差值。(n) 15. 对称度的被测中心要素和基准中心要素都应视为同一中心要素。(n) 16. 某实际要素存在形状误差,则一定存在位置误差。(y) 17. 图样标注中Φ20+0.021 0mm孔,如果没有标注其圆度公差,那么它的圆度 误差值可任意确定。(y ) 18. 圆柱度公差是控制圆柱形零件横截面和轴向截面内形状误差的综合性指标。(y ) 19. 线轮廓度公差带是指包络一系列直径为公差值t的圆的两包络线之间的区 域,诸圆圆心应位于理想轮廓线上。(y) 20. 零件图样上规定Φd实际轴线相对于ΦD基准轴线的同轴度公差为Φ0.02mm。这表明 只要Φd实际轴线上各点分别相对于ΦD基准轴线的距离不超过0.02 mm,就能满足同轴度要求。(n ) 二.单项选择题: 1. 作用尺寸是由_____而形成的一个理想圆柱的尺寸。 A、实际尺寸和形状误差综合影响B、极限尺寸和形状误差综合影响 C、极限尺寸和形位误差综合影响D、实际尺寸和形位误差综合影响 2. 形状误差的评定准则应当符合_____。 A、公差原则B、包容原则C、最小条件D、相关原则 3. 若某平面的平面度误差为0.05mm,则其_____误差一定不大于 0.005mm。 A、平行度B、位置度C、对称度 D、直线度E、垂直度 4. 同轴度公差属于_____。 A、形状公差B、定位公差C、定向公差D、跳动公差 5. _____公差的公差带形状是唯一的。 A、直线度B、同轴度C、垂直度D、平行度 未注尺寸公差按GB/T1804-m 未注形位公差按GB/T1184-K 未注尺寸公差按GB/T1804-m 线性尺寸的极限偏差数值(GB/T1804-2000)(mm)公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 精密 f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5 中等m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 粗糙 e ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 最粗v -- ±0.5 ±1 ±1.5 ±2.5 ±4 ±6 倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000) mm 公差等级 基本尺寸分段 0.5~3 >3~6 >6~30 >30 精密 f ±0.2 ±0.5 ±1 ±2 中等 m 粗糙 e ±0.4 ±1 ±2 ±4 最粗 v 角度尺寸的极限偏差数值(GB/T1804-2000)公差等级 基本尺寸分段 ~10 >10~50 >50~120 >120~400 >400 精密 f ±1o ±30′ ±20′ ±10′ ±5′ 中等 m 粗糙 e ±1o30′ ±1o ±30′ ±20′ ±10′ 最粗v ±3o ±2o ±1o ±30′ ±20′ 未注形位公差按GB/T1184-K直线度和平面度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤10 >10~30 >30~100 >100~300 >300~1000 >1000~3000 H 0.03 0.05 0.1 0.2 0.3 0.4 K 0.05 0.1 0.2 0.4 0.6 0.8 L 0.1 0.2 0.4 0.8 1.2 1.6 垂直度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤100 >100~300 >300~1000 >1000~3000 H 0.2 0.3 0.4 0.5 K 0.4 0.6 0.8 1 L 0.4 1 1.5 2 对称度未注公差值(GB/T1184-1996)(mm)公差等级基本长度范围≤100 >100~300 >300~1000 >1000~3000 H 0.5 K 0.6 0.8 1 L 0.6 1 1.5 2 圆跳动的未注公差值(GB/T1184-1996)(mm)公差等级圆跳动公差值H 0.1 K 0.2 L 0.3 3. 1.幾何特性名詞與符號 (a) 幾何特性符號 符 號 名 詞 類 別 形體區分 直度,真直度(Straightness) 平面度,真平度(Flatness) 真圓度(Roundness) 圓柱度(Cylindrically) 曲線輪廓度(Profile of a line) 曲線輪廓度(Profile of a surface) 平行度(Parallelism) 垂直度(Perpendicularity) 傾斜度(Angularity) 正位度,位置度(Position) 同心度(Concentricity) 對稱度(Symmetry ) (1982年起由 取代) 圓周偏轉度,圓形偏轉度 (Circular runout) 總偏轉度,全面偏轉度 (b) 其他符號 符 號 名 詞 直徑符號(Diameter symbol) 不考慮形體呎寸加添條件,和特性的尺寸無關 (Regardless of feature size modifier) 最多留料情況之加添條件,最大材料條件 (Maximum material condition modifier) 最小留情況加添條件,最小材料條件 (Least material condition modifier) 基本尺寸,精密尺寸(Basic dimension) 基準形體符號,基準識別符號(Datum feature symbol) 最多留料情況(MMC),Maximum- Material Condition 最多留料情況是指一個形體包容最大的材料量,即零件重量最重的時候。例如最小孔的尺寸或最大軸的尺寸。如下面圖示,直徑為0.490~0.510的銷子,當直徑 為0.510時的重量比直徑為0.490時重。一個零件包含一個直徑為0.490~0.510的孔,則零件當直徑 為0.490時比0.510時,包含更多中更重. .100 -A- A1 1996《形状和位置公差》国家标准对形位公差与尺寸公差的相关性要求规定了五种,即:独立原则、包容要求(包容原则)、最大实体要求(最大实体原则)、最小实体要求和可逆要求。 公差原则的选用跟行业无关。 独立原则一般用于非配合零件,或对形状和位置要求严格,而对尺寸精度要求相对较低的场合。如印刷机的滚筒,尺寸精度要求不高,但对圆柱度要求高,以保证印刷清晰,因而给出了圆柱度公差,而其尺寸公差则按未注公差处理。 包容要求主要用于机器零件上的配合性质要求较严格的配合表面。如回转轴的轴颈、滑动套筒和孔、滑块和滑块槽等。 最大实体要求常用于对零件配合性质要求不严,但要求顺利保证零件可装配性的场合。 最小实体要求常用于保证零件的最小壁厚,以保证必要的强度要求的场合。 可逆要求只用于被测要素,不用于基准要素。 转] 形位公差的包容原则 (2010-03-05 10:42:26) 转载 分类:机械专业学习 标签: 形位公差 包容原则 最大实体原则 杂谈 1996《形状和位置公差》国家标准对形位公差与尺寸公差的相关性要求规定了五种,即:独立原则、包容要求(包容原则)、最大实体要求(最大实体原则)、最小实体要求和可逆要求。 公差原则的选用跟行业无关。 独立原则一般用于非配合零件,或对形状和位置要求严格,而对尺寸精度要求相对较低的场合。如印刷机的滚筒,尺寸精度要求不高,但对圆柱度要求高,以保证印刷清晰,因而给出了圆柱度公差,而其尺寸公差则按未注公差处理。 包容要求主要用于机器零件上的配合性质要求较严格的配合表面。如回转轴的轴颈、滑动套筒和孔、滑块和滑块槽等。 最大实体要求常用于对零件配合性质要求不严,但要求顺利保证零件可装配性的场合。 最小实体要求常用于保证零件的最小壁厚,以保证必要的强度要求的场合。 项目独立原则包容要求最大实体要求最小实体要求 对象/单一要素中心要素中心要素 标注遵循独立原则的尺 寸公差和几何公差在图样上不标注任何附加标记在尺寸公差后标用于被测要素,在几何公差值后标 用于基准要素时,在基准素符号后标 用于被测要素,在几何公差值后标 用于基准要素时,在基准符号后标 边界/ 最大实体边界 孔:D M=D min 轴:d M=d max 最大实体实效边界 D MV=D min-t d MV=d max+t 最小实体实效边界 D LV=D L+t=D max+t d LV=d L-t=d min-t 原则内容尺寸公差和几何公 差无关 提取组成要素不得超出最大实体 尺寸,局部尺寸不得超出最小实 体尺寸 D fe≥D min,D min≦D a≦D max d fe≦d max ,d max≥d a≥d min 提取组成要素不得超出最大实体实效尺寸,局 部尺寸不得超出最小实体尺寸 D fe≥D MV,D min≦D a≦D max d fe≦d MV ,d max≥d a≥d min 提取组成要素不得超出最小实体实效尺寸,局 部尺寸不得超出最大实体尺寸 D fi≦D L V,D min≦D a≦D max d fi≥d L V ,d max≥d a≥d min 注解尺寸公差控制尺寸 变动 几何公差控制几何 误差的变动被测要素处于最大实体状态时, 不允许有形状误差 用于被测要素:应用最大实体要求的几何公差 是在被测要素处于最大实体状态下给出的,当 被测要素的实际轮廓偏离最大实体状态,即其 局部尺寸偏离最大实体尺寸时,几何误差值可 以超出在最大实体状态下给出的几何公差值。 用于基准要素:基准要素应遵守相应边界,若 基准要素实际轮廓偏离其相应边界,则允许基 准要素在一定范围内浮动,浮动范围等于基准 要素的提取组成要素与其相应边界尺寸之差。 用于被测要素:应用最小实体要求的几何公差 是在被测要素处于最小实体状态下给出的,当 被测要素的实际轮廓偏离最小实体状态,即其 局部尺寸偏离最小实体尺寸时,几何误差值可 以超出在最小实体状态下给出的几何公差值。 用于基准要素:基准要素应遵守相应边界,若 基准要素实际轮廓偏离其相应边界,则允许基 准要素在一定范围内浮动,浮动范围等于基准 要素的提取组成要素与其相应边界尺寸之差。 检验分别检验局部尺 寸、提取组成要素 和几何误差,单独 进行判断用两点法检验局部尺寸是否超出 最大、最小实体尺寸 用综合量规检验提取组成要素是 否超出最大实体边界 用两点法检验局部尺寸是否超出最大、 最小实体尺寸 用综合量规检验提取组成要素是否超 出最大实体实效边界 用两点法检验局部尺寸是否超出最大、最小实体尺 寸 用综合量规检验提取组成要素是否超出最小实体实 效边界 应用保证功能要求保证配合性质保证可装配性保证强度和壁厚 第四节 形位公差与尺寸公差的关系定义:机械零件的同一被测要素既有尺寸公差要求,又有形位公差要求,处理两者之间关系的原则,称为公差原则。 一、有关术语及定义 1. 局部实际尺寸(简称实际尺寸d a、D a) 2. 作用尺寸 (1)体外作用尺寸(d fe 、D fe ) 在被测要素的给定长度上, 与实际外表面体外相接的最小理想面或与实际内表面体外相接的最大理想面的直径或宽度。对于关联要素,该理想面的轴线或中心平面必须与 基准保持图样给定的几何关系。 d f e d a 1 d a 2 d a 3 d f i a) 外表面(轴) D f e D a 1 D a 2 D a 3 D f i b) 内表面(孔) 图4-5实际尺寸和作用尺寸 d f e =d a + f D fe =D a -f (2) 体内作用尺寸(d fi、D fi) 在被测要素的给定长度上,与实际外表面体内相接的最大理想面或与实际内表面体内相接的最小理想面的直径或宽度。对于关联要素,该理想面的轴线或中心平面必须保持图样给定的几何关系。 3. 最大实体实效状态、尺寸 ?(1) 最大实体实效状态(MMVC) 在给定长度上,实际要素处于最大实体状态且其中心要素的形状或位置误差等于给出的形位公差值时的综合极限状态。 ?(2) 最大实体实效尺寸(D MV 、d MV )最大实体实效状态下的体外作用尺寸。 d MV =d f e =d a + f =d M + t =d max + t D MV =D fe =D a -f =D M –t =D min -t φ20 M 0.1φ20.1(d M V ) MMVC φ20(d M ) φ0.1 自由公差指图纸上没有标注公差等级或公差带的尺寸的允许公差。 但是,这个尺寸也不是任意的。它受一个默认精度的控制。其公差的取及范围一般根据零件的生产工艺确定,一般来说,可以用IT12~13或GB/T1804中的m级。自由公差也是有基本尺寸和公差等级的,不是一律0.5mm什么的。现在一般称“未注尺寸公差”,自由公差是一个老的叫法。 中华人民共和国国家标准 一般公差 未注公差的线性和角度尺寸的公差 GB/T1804-2000 Eqv ISO 2768-1:1989 General tolerances Tolerances for linear and angular dimensions 代替GB/T1804-1992 without individual tolerance indications GB/T11335-1989 1 范围 本标准规定了未注出公差的线性和角度尺寸的一般公差等级和极限偏差数值。 本标准适用于金属切削加工的尺寸,也适用于一般的冲压加工的尺寸。非金属材料和其他工艺方法加工的尺寸可参照使用。 本标准仅适用于下列未注公差的尺寸; A)线性尺寸(例如外尺寸,内尺寸,阶梯尺寸,直径,半径,距离,倒角半径和倒角高度) B)角度尺寸,包括通常不注出角度值的角度尺寸,例如直角(90°);GB/T1184提到的或等多边形的角度除外; C)机加工组装件的线性和角度尺寸; 本标准不适用于下列尺寸: A) 其他一般公差标准涉及的线性和角度尺寸; B) 括号内的参考尺寸 C) 矩形框格内的理论正确尺寸。 2 引用标准 下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用各标准的各方应探讨使用下列标准最新版本的可能性。 GB/极限与配合基础第一部分:词汇 GB/T1184-1996 形状和位置公差未注公差值(Eqv ISO 2768-2:1989) GB/T4249-1996 公差原则(Eqv ISO 8015:1985) GB/ 零件倒圆与倒角 3 定义 本标准采用GB/给出的有关术语和定义。 一般公差general tolerances 指在车间通常加工条件下可以保证的公差。采用一般公差的尺寸,在该尺寸后面不需注出其极限偏差的数值。 注:附录A(提示的附录)给出了一般公差的概念和解释。 国家质量技术监督局2000-07-24批准2000-12-01实施 4 总则各部位尺寸公差表.doc
尺寸公差、形位公差、粗糙度数值关系
几何尺寸和几何公差
不锈钢管尺寸公差表
几何尺寸和几何公差
不锈钢板尺寸公差范围表和厚度公差表
尺寸公差与相关要求ISO
尺寸链中形位公差的判别与解算
ISO-2768未注尺寸公差未注形位公差及表面粗糙度
形位公差与尺寸公差的关系
尺寸公差、形位公差、表面粗糙度三者的关系
形状公差1习题库_第四章_形状与位置公差
未注尺寸、形位公差GB
常用公差标注及形位公差讲解
形位公差的包容原则
几何公差与尺寸公差的关系-公差原则比较
公差与尺寸关系
自由公差形位公差