机械作业指导书格式
材料牌号
材料规格辅助材料模具名称模具编号辅具机动时间辅助时间设备名称设备型号设备编号
描图
首检自检1
G
⊕描校
全
○
底图号
装订号
标准化
会签
批准
设计
审核
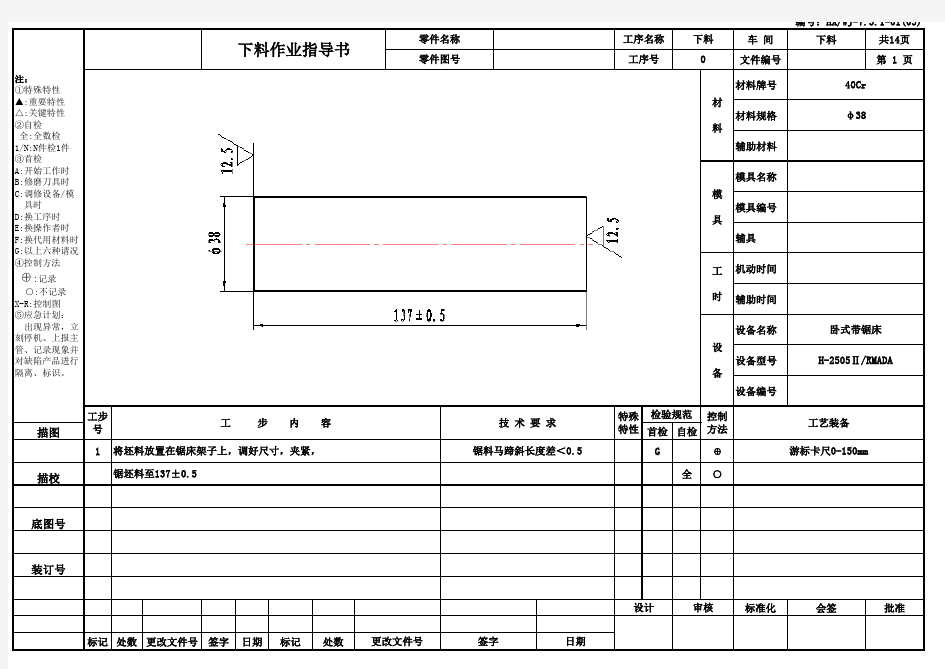
将坯料放置在锯床架子上,调好尺寸,夹紧,锯料马蹄斜长度差<0.5
游标卡尺0-150mm
锯坯料至137±0.5
设
备
卧式带锯床
H-2505Ⅱ/RMADA 检验规范控制方法
工艺装备模
具
工步号工 步 内 容
技 术 要 求特殊特性材
料
工时
注:
①特殊特性▲:重要特性△:关键特性②自检
全:全数检1/N:N件检1件③首检
A:开始工作时B:修磨刀具时C:调修设备/模 具时
D:换工序时E:换操作者时F:换代用材料时G:以上六种请况④控制方法 ⊕:记录 ○:不记录X-R:控制图⑤应急计划: 出现异常,立刻停机、上报主管、记录现象并对缺陷产品进行隔离、标识。
40Cr φ38
材料重量材料牌号技术要求检验设备辅助工具机动时间辅助时间设备名称设备型号设备编号
描图
介质温度(℃)
时间(秒)
首检自检
1
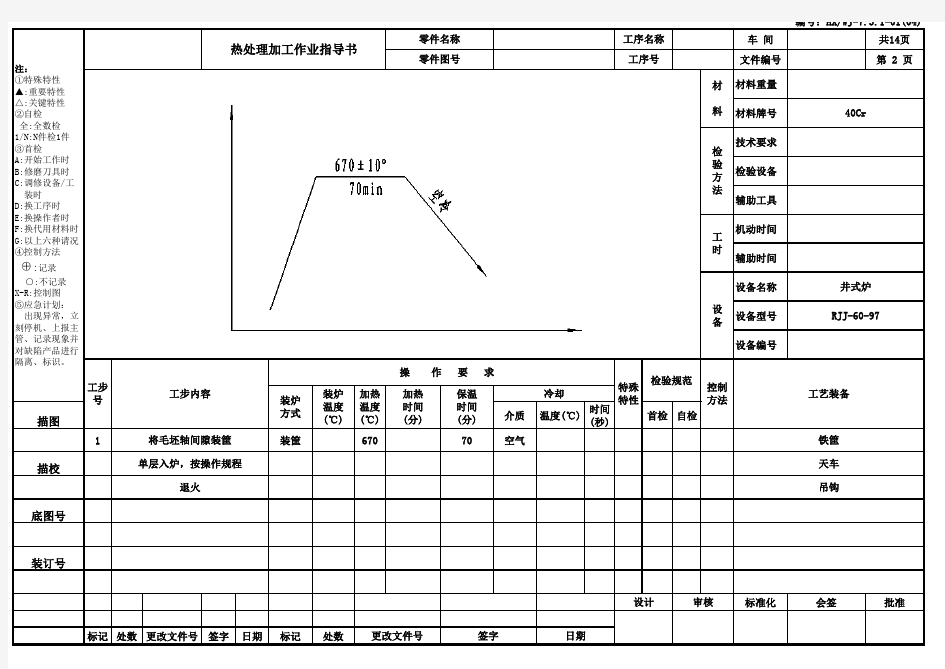
装筐
670
70
空气
描校
底图号
装订号
标准化会签批准
设计
工艺装备
装炉方式装炉温度(℃)
加热温度(℃)加热时间(分)
保温时间(分)注:
①特殊特性▲:重要特性△:关键特性②自检
全:全数检1/N:N件检1件③首检
A:开始工作时B:修磨刀具时C:调修设备/工 装时
D:换工序时E:换操作者时F:换代用材料时G:以上六种请况④控制方法 ⊕:记录 ○:不记录X-R:控制图⑤应急计划: 出现异常,立刻停机、上报主管、记录现象并对缺陷产品进行隔离、标识。
材料
检验方法
工时
设备
工步号
工步内容
操 作 要 求
将毛坯轴间隙装筐铁筐单层入炉,按操作规程
天车审核
退火
吊钩
40Cr
井式炉RJJ-60-97
控制方法
检验规范特殊特性
冷却
毛坯种类
毛坯尺寸材料牌号夹具名称夹具型号工装名称工装编号切削液机动时间辅助时间设备名称设备型号设备编号
主轴转速切削速度进给量切削深度描图
r/min m/min
mm/r mm
首检自检1
360
G
⊕描校
1/10
○
底图号
装订号
设计
游标卡尺0-150mm
翻转工件,平端面至135+0.5
钻中心孔B4/10
工艺装备三爪夹紧外径,平一面见平
YT车刀18普通车床SK360-2控制
方法工时
工装
工步号工 步 内 容技术要求
进给次数特殊特性检验规范三爪卡盘
材
料
设备
审核
注:
①特殊特性▲:重要特性△:关键特性②自检
全:全数检1/N:N件检1件③首检
A:开始工作时B:修磨刀具时C:调修设备/工 装时
D:换工序时E:换操作者时F:换代用材料时G:以上六种请况④控制方法 ⊕:记录 ○:不记录X-R:控制图⑤应急计划: 出现异常,立刻停机、上报主管、记录现象并对缺陷产品进行隔离、标识。
钻中心孔B4/1040Cr 夹具
材料重量材料牌号技术要求检验设备辅助工具机动时间辅助时间设备名称
设备型号设备编号
描图
介质温度(℃)时间(秒)
首检自检1
装筐
85060油20-40℃
G
⊕描校
500
90
空气
3/炉
○
底图号
装订号
标准化会签批准
设计
审核
淬火,回火
吊钩
硬度HRC22-27
将毛坯轴间隙装筐铁筐单层入炉,按操作规程
天车检验规范控制方法
工艺装备
装炉方式装炉温度(℃)
加热温度(℃)加热时间(分)
保温时间(分)冷却
工步号
工步内容
操 作 要 求
检验方法
22-27HRC 洛氏硬度计
特殊特性
设备
井式炉RJJ-60-97
材料
工时
注:
①特殊特性▲:重要特性△:关键特性②自检
全:全数检1/N:N件检1件③首检
A:开始工作时B:修磨刀具时C:调修设备/工 装时
D:换工序时E:换操作者时F:换代用材料时G:以上六种请况④控制方法 ⊕:记录 ○:不记录X-R:控制图⑤应急计划: 出现异常,立刻停机、上报主管、记录现象并对缺陷产品进行隔离、标识。
40Cr
毛坯种类
毛坯尺寸材料牌号夹具名称夹具型号工装名称工装编号切削液机动时间辅助时间设备名称设备型号设备编号
主轴转速切削速度进给量切削深度描图
r/min m/min
mm/r mm
首检自检1.1
360
G
⊕描校
1/10
○
1.2
底图号
装订号
审核
设计
粗车外径至φ32.6±0.1台阶至端面长128±0.2
车φ28深度5,倒45°角车螺纹M31×1.5-6h如图
螺纹车刀三爪夹紧台阶,顶尖顶紧孔YT车刀
工艺装备夹紧外径,车台阶至φ37+0.3
游标卡尺0-150mm
数控车床JBNC320B 控制
方法工步号工 步 内 容技术要求
进给次数特殊特性检验规范工时
40Cr 夹具
三爪卡盘
材
料
工装
设备
注:
①特殊特性▲:重要特性△:关键特性②自检
全:全数检1/N:N件检1件③首检
A:开始工作时B:修磨刀具时C:调修设备/工 装时
D:换工序时E:换操作者时F:换代用材料时G:以上六种请况④控制方法 ⊕:记录 ○:不记录X-R:控制图⑤应急计划: 出现异常,立刻停机、上报主管、记录现象并对缺陷产品进行隔离、标识。
车 间文件编号毛坯种类
毛坯尺寸材料牌号夹具名称夹具型号工装名称工装编号切削液机动时间辅助时间设备名称设备型号设备编号
主轴转速切削速度进给量切削深度描图
r/min
m/min
mm/r mm
首检自检1
G
⊕描校
1/10
○
底图号
装订号
审核
设计
形状如图,槽底宽3游标卡尺0-150
两侧面夹角135°
检验规范控制
方法工艺装备夹紧工件外径,铣端面槽
专用成型铣刀特殊特性工时
设备
立式铣床X52K 夹具
工装
专用工装材
料
40Cr
工步号工 步 内 容技术要求
进给次数零件图号
机械加工作业指导书
零件名称注:
①特殊特性▲:重要特性△:关键特性②自检
全:全数检1/N:N件检1件③首检
A:开始工作时B:修磨刀具时C:调修设备/工 装时
D:换工序时E:换操作者时F:换代用材料时G:以上六种请况④控制方法 ⊕:记录 ○:不记录X-R:控制图⑤应急计划: 出现异常,立刻停机、上报主管、记录现象并对缺陷产品进行隔离、标识。
工序名称工序号
45
铣端面槽
毛坯种类毛坯尺寸材料牌号夹具名称夹具型号工装名称工装编号切削液机动时间辅助时间设备名称设备型号设备编号
主轴转速切削速度进给量切削深度描图
r/min m/min mm/r mm
首检自检1.1
530
全
⊕描校
全
○
底图号
装订号
砂布打磨至公差范围。
审核设计
精车外径φ32+0.062+0.049
YT车刀大小径过渡长1砂布
车外径时留0.02-0.03余量
卡盘夹紧台阶,顶尖顶紧粗糙度1.6
千分尺25-50精车外径φ32.2+0.062+0.049游标卡尺0-150
特殊特性检验规范控制
方法工艺装备工步号工 步 内 容技术要求进给次数数控车床设备
JBNC320B
工时
材
料
工装
夹具
三爪卡盘
40Cr 注:
①特殊特性▲:重要特性△:关键特性②自检
全:全数检1/N:N件检1件③首检
A:开始工作时B:修磨刀具时C:调修设备/工 装时
D:换工序时E:换操作者时F:换代用材料时G:以上六种请况④控制方法 ⊕:记录 ○:不记录X-R:控制图⑤应急计划: 出现异常,立刻停机、上报主管、记录现象并对缺陷产品进行隔离、标识。
毛坯种类
毛坯尺寸材料牌号夹具名称夹具型号工装名称工装编号切削液机动时间辅助时间设备名称设备型号设备编号
主轴转速切削速度进给量切削深度描图
r/min m/min
mm/r mm
首检自检1.1
105
G
⊕描校
1/10
○
底图号
装订号
审核
设计
滚花
游标卡尺0-150
工艺装备三爪夹紧台阶,顶尖顶紧
0.3直纹滚花刀18普通车床SK360-2控制
方法工步号工 步 内 容技术要求
进给次数特殊特性检验规范工时
40Cr 夹具
三爪卡盘
材
料
工装
设备
注:
①特殊特性▲:重要特性△:关键特性②自检
全:全数检1/N:N件检1件③首检
A:开始工作时B:修磨刀具时C:调修设备/工 装时
D:换工序时E:换操作者时F:换代用材料时G:以上六种请况④控制方法 ⊕:记录 ○:不记录X-R:控制图⑤应急计划: 出现异常,立刻停机、上报主管、记录现象并对缺陷产品进行隔离、标识。
毛坯种类
毛坯尺寸材料牌号夹具名称夹具型号工装名称工装编号切削液机动时间辅助时间设备名称设备型号设备编号
主轴转速切削速度进给量切削深度描图
r/min m/min
mm/r mm
首检自检1
550
G
⊕描校
1/10
○
底图号
装订号
设计
审核
检验规范控制
方法工艺装备工步号工 步 内 容
技术要求
进给次数三爪夹紧外径,去除毛刺,倒三角
YT车刀
材
料
夹具
工装
特殊特性18普通车床SK360-2工时
设备
游标卡尺0-150
注:
①特殊特性▲:重要特性△:关键特性②自检
全:全数检1/N:N件检1件③首检
A:开始工作时B:修磨刀具时C:调修设备/工 装时
D:换工序时E:换操作者时F:换代用材料时G:以上六种请况④控制方法 ⊕:记录 ○:不记录X-R:控制图⑤应急计划: 出现异常,立刻停机、上报主管、记录现象并对缺陷产品进行隔离、标识。
40Cr 三爪卡盘