简易电焊机电路制作

简易电焊机电路制作与分析_电路图
在航模与喷气发动机制作过程中会用上电焊机,如果自己买一台能焊不锈钢的话,价钱在1000元以上,那么可不台呢,当然可以;价钱不过100元多点,不用电焊条。
料
0v电源变压器一个,300w以上,越大越好,价格约100元
一个
关一个
根
力
1.5mm钢,铝,不锈钢板
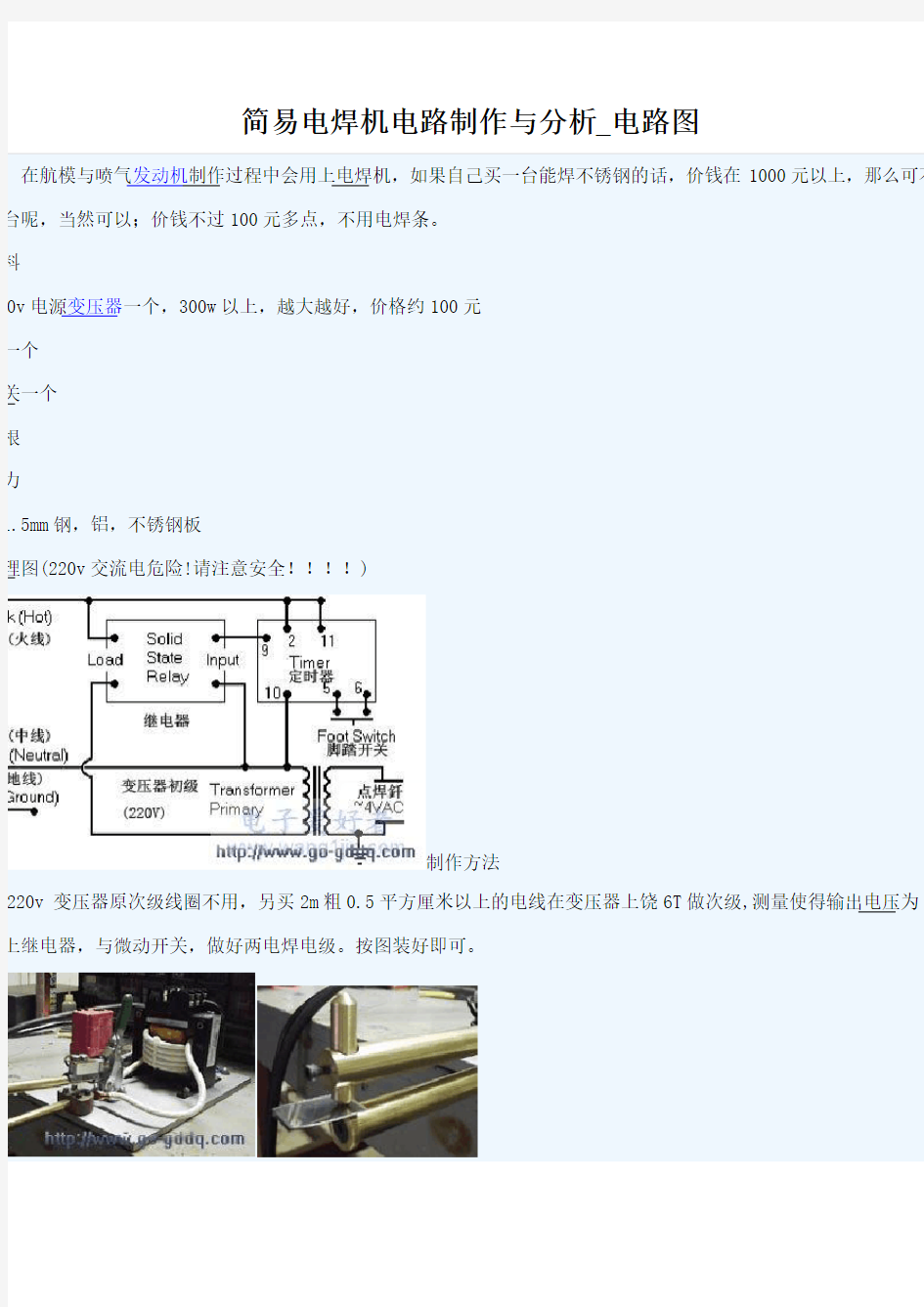
理图(220v交流电危险!请注意安全!!!!)
制作方法
220v 变压器原次级线圈不用,另买2m粗0.5平方厘米以上的电线在变压器上饶6T做次级,测量使得输出电压为4上继电器,与微动开关,做好两电焊电级。按图装好即可。
果
电焊作业安全操作要求
电焊作业安全操作要求 为了消除电焊机的不安全因素和避免触电事故的发生,焊工应按下列几点要求操作电焊机。 1、作业人员 电焊作业属于特种作业,作业人员必须经专业安全技术培训,考试合格,持《特种作业操作证》方准上岗独立操作,并按规定穿戴绝缘防护用品; 2、电焊钳 使用合格电焊钳。能牢固地夹紧焊条,与电缆线连接可靠,这是保持焊钳不异常发热的关键。焊钳要有良好的绝缘性能,禁止使用自制简易焊钳; 3、为避免弧光对人体的辐射,不得在近处直接用眼睛直接观看弧光或避开防护面罩偷看;多台焊机作业时,应设置不可燃或阻燃的防护屏;采用吸收材料作用室内墙壁饰面以减少弧光的反射;保证工作场所的照明,消除因焊缝视线不清点火后再戴面罩的情况发生;不得任意更换滤光片色号;改革工艺,变手持焊为自动或半自动焊,使
焊工可在远离施焊地点作业; 4、对金属烟尘和有害气体的防护,根据不同的焊接工艺及场所合理选择适当的防护用品;在技术措施上选择局部和全面通风方法;在工艺上选用污染环境小或机械化。自动化程度高以及采用低尘低毒焊条等措施来降低烟尘浓度和毒性; 5、为防止焊接灼烫,应穿好工作服、工作鞋、戴好工作帽。工作服应选用纯棉且质地较厚,防烫效果好的。注意脚面保护,不穿易溶的化纤袜子。焊区周围要清洁,焊条堆放要集中,冷热焊条要分别摆放。处理焊条渣时,领口要系好,戴好防护眼镜,减少灼烫伤事故; 6、焊接现场事先移去易燃易爆物品,高空焊接下方应设置接火盘。房屋闷顶内以及易燃物堆垛附近不宜进行焊接作业;可燃气体的管道和设备与其它设备互相连接时,应将连接管道拆除或阻绝; 7、为避免触电事故的发生,焊机接地及各接线点要接触良好。电绝缘外套无破损,改变焊机接头需要改接两次回线;转移工作地点或更换焊条应戴好绝缘手套;在金属容器或金属结构上以及狭小的工作场所焊接时,应采用橡胶垫、戴绝缘手套、穿绝缘鞋;电焊钳外壳绝缘要可靠;雨雪天不能在露天作业;不得将自身与机器传动部分等作为焊接回路的一部分;电焊设备安装、修理及检查由电工进行;不
数字电焊机网络控制系统的设计与实现
数字电焊机网络控制系统的设计与实现 石 王于 樊 丁 谢新明 宋 健 兰州理工大学,兰州,730050 摘要:介绍了一种基于以太网的数字电焊机网络控制系统。利用嵌入式网关结合单片机控制系统实现了数字电焊机的以太网接入,可以使作为现场生产单元的电焊机与目前基于以太网和T CP/IP 协议的企业信息系统无缝集成。设计了网络电焊机管理系统,利用SQL Serv er 构建了基于Web 的焊接规范数据库和焊接生产过程监测数据库。整个系统可以实现 焊接规范参数数据库的维护、电焊机参数远程监控和焊接规范的远程设置与网络化管理。 关键词:网络电焊机;以太网;嵌入式网关;数据库 中图分类号:T G431;T P242.2 文章编号:1004)132Ⅹ(2005)04)0324)04 Design and Implementation of the Network Control System of Welding Machines Shi Yu Fan Ding Xie Xinm ing Song Jian Lanzho u Univer sity of Technolo gy,Lanzhou,730050 Abstract :A netw ork contr ol system for w elding machine based on Ethernet w as described.The authors utilized the em bedded g atew ay co mbining w ith M CU control system to fulfill the w elding ma -chine connection w ith Ether net,w hich co uld integrate the w elding m achine w ith company inform ation system based on Ethernet and T CP/IP completely.And the author s,utilizing SQL Server softw are,designed the Net-w elding machine manag em ent system ,co nstructed the w elding standard database and w elding pro cess supervision database based on W eb.T he w hole system can fulfill the maintenance of w elding criterion database,the remo te superv ision of w elding m achine parameter s and the remote setup of w elding cr iterion and management based o n netw ork. Key words :netw ork controlled w elding m achine;Ethernet;em bedded g atew ay;database 收稿日期:2004)05)18 基金项目:甘肃省自然科学基金资助项目(ZS 022-A25-034) 0 引言 许多高性能M IG/M AG 电焊机应用于机器人焊接或专用焊接自动生产线,在这些应用中,焊接系统需要高效完成特定工件各个焊缝的焊接,这就要求焊接系统根据不同的焊缝快速自动的切换焊接规范。本文以德国DALEX VARIO MIG -400电焊机为例,在分析其控制接口的基础上,利用嵌入式网关结合单片机控制板,实现了电焊机的以太网控制,并利用SQL Server 建立了基于Web 的焊接规范数据库,初步实现了焊接网络化生产和管理。 1 数字电焊机网络控制系统结构 电焊机网络控制系统的典型网络结构见图1,它主要由焊接规范数据库服务器、Web 服务器、现场服务器、网络电焊机等组成。网络中每一个电焊机节点的初始化由现场服务器完成。初始化过程主要完成电焊机的IP 地址说明标签和子网掩码的设置。现场服务器可完成最多253台电 焊机的扫描监控过程。 图1 电焊机网络控制系统结构 实际工作中,操作者将焊接工件号和焊缝号由键盘输入数字电焊机网络控制模块中,模块中的控制板将输入的信息编码后发送至RS 232串口再经网关模块进行协议转换为支持T CP/IP 协议规范的信号经以太网传送至现场服务器,现场服务器对信号进行解码后,以工件号和焊缝号为索引从焊接规范数据服务器中检索出相应的规范编码后发送给相应的电焊机网络控制模块中的网关模块,经协议转换通过RS232接口将信号传送 324 中国机械工程第16卷第4期2005年2月下半月
电焊机使用规范
电焊机使用规范 1.电焊机必须有完整的保护外壳,一次线接线柱处必须有保护罩。 2.现场使用电焊机应设有可防雨、防潮、防晒、防砸的机棚,并备有消防用品。 3.电焊机一次线不得超过3m,焊把线不得超过30m,接地线不得接在管道、暖气、阀门和建筑物金属 框架或轨道上,接地电阻不大于4Ω. 4.焊接时,焊接和配合人员必须采取防止触电、高处坠落和火灾等事故的安全措施。 5.高处焊接或切割时,必须正确系好安全带,焊件周围和下方应采取防火措施并有专人监护。 6.雨天不得露天电焊。在潮湿地带作业时,操作人员应站在铺有绝缘物品的地方并穿有绝缘鞋。 7.焊钳应与手把线连接牢固,不得用胳膊夹持焊钳。清除焊渣时,面部应避开被清的焊缝。 8.施焊现场10m范围内不得堆放氧气瓶、乙炔瓶、木材等易燃物。 9.移动电焊机时,应切断电源,不得用拖拉电缆的方法移动电焊机,如焊接中突然停电,应切断电源。 10.作业后清理现场,灭绝火种,切断电源,锁好闸箱, 消除焊料余热后方可离开。 随着供热的临近检修任务增加,鉴于往年各车间检修电焊作业时因现场粉尘、潮湿防护不良等度触电问题,热电公司夏季发生一次焊机爆炸,为避免类似问题发生,组织部分电焊 机安全常识,供参考同时对工作状态不良的焊机进行排查,有问题的不能使用,及时报修。 建议组织检修工、焊工学习。
预防电焊机空载电压触电 电焊机是一种特殊结构的降压变压器,某一次侧接入380V或220V的交流电源,二次侧输出供焊接用的较低电压的电源。电焊就是将该电源的电能转化成热能作为热源来加热金属实现焊接的方法。由于电焊作业中操作者每时每刻都要同电打交道,故危险因素较多,触电伤亡事故屡见不鲜。本文以普遍使用的手工电弧焊为例,谈谈电焊机在空载状态下,二次侧输出电压正常时,其焊接回路致人触电的主要原因,并提出相应的预防措施。 (1)空载电压致人触电的原因 我国目前生产的手弧电焊机的空载电压一般为55~99V,工作电压为25~40V。显而易见,空载电压值已远远超过了安全电压范围,对于人的安全而言存在比较大的威胁。一方面由于该电压不像相电压(220V)和线电压(3 8 0V)那样高,易使人忽视,另一方面,电焊工及有关操作人员与焊接回路中的焊钳、焊条、焊件、工作台、焊接电线等器材的接触比较频繁。当操作人员的个人防护用品保持齐全良好状态时,如果触及到焊条的焊芯、焊钳的焊口、破损的焊接线等焊接回路带电时,通过人体的事故电流大约在10mA左右,会使手臂产生酸、麻和疼痛感,但触电者一般都能够摆脱这种局面,不至于造成严重的后果。当操作人员的个人防护用品存在缺陷、环境湿度较大、身体出汗、皮肤上带有导电性粉尘、身处导电性地面(由砖、湿木板、钢筋混凝土、金属等材料制成的地面或金属贮罐、管道、锅炉等金属结构内)或碰触到其他接地的导电物体,如操作人员碰触到处于空载状态下的焊接回路的带电体时,通过人体的事故电流可达40mA以上,此时触电者的触电部位(如手部)将发生痉挛,甚至昏迷而不能摆脱,触电时间稍长就会有生命危险;若事故电流一旦超过50mA,在较短的时间内就可能造成死亡。 (2)预防空载电压触电的措施 加强个人防护。焊工个人防护用品包括完好的工作服、绝缘鞋、绝缘手套(长度不得短于0.3m)等,作业时必须按使用规定穿戴整齐。 焊接作业前,应先检查工作场所的焊件、工具等放置合理有序,检查各电气设备的摆放和连接应正确可靠,焊接工作点附近不得有易燃易爆物品。 在潮湿地方焊接时,操作台附近地面上应铺设绝缘物(如橡胶绝缘垫),或站在垫起的干燥木板上。 电焊机至焊钳、电焊机至焊件的二次回路连接电缆(统称焊接电缆)必须选用电焊专用电缆,如YHH型或YHHR型等。其截面要求根据电焊机额定输出电流选用,其长度一般以20~30m为宜。 焊钳必须具有良好的绝缘性能和隔热能力,各绝缘部位不得有残缺现象。 焊钳与焊接电缆之间的连接要求坚固可靠、接触良好,电缆的橡胶包皮应深入到焊钳手柄内部,以防电缆芯线外露。 无论是焊把线(电焊机至焊钳的电缆)还是地线(电焊机至焊件的电缆),最好使用整根的,如果确需中途接头时,每根的接头不宜超过两个,接头处必须连接牢固,保证极低的接触电阻,并做好绝缘处理。 保持一次电源线与焊把线清洁干燥,使用完毕后及时清理外皮粉尘污物检查有无破损,并晾晒干燥。 无论在高处、斜坡处或沟道等复杂环境还是在常规环境焊接时,均不得把焊接电缆缠在腰里或腿上、系在金属物体上,也不要把过长的电缆盘成卷。 在金属结构及金属容器(如气柜、锅炉气鼓、管道等)内及其他狭小工作场所焊接时,由于触电的危险性增加,故必须采取专门的防护措施,如在容器外面设有可看见和可听见焊工工作的监护人,以便随时注意焊工的安全动态,或两人的职能轮换工作。
3000W-5000W焊机电源原理及设计
焊机电源原理及设计3KW –10KW 高效电源应用方案 高达97%以上的效率 超小体积 无风扇设计 无散热片设计
DC/DC部分采用的是氮化镓MOS 此部分是采用氮化镓MOS的
PFC电路升级 传统单级PFC,有整流桥 交错式PFC,有整流桥适合中小功率 含有整流桥,当大功率输出时,桥上损耗较大。MOSFET及二极管损耗较大 单电感。 大功率常会选此电路 含有整流桥,当大功率输出时,桥上损耗较大。MOSFET及二极管损耗较大需要二个电感,二个SIC二极管 体积较大
Coolmos无桥PFC,没有整流桥 氮化镓MOS无桥PFC,无整流桥,采用SIC二极管 氮化镓MOS无桥PFC,无整流桥,采用同 步整流 目前主流的无桥PFC 无整流桥,通过DSP/MCU控制S1,S2实现无桥PFC。 节省了整流桥上的损耗,效率大大提高。但需需二个电感,二个SIC二极管,二个MOSFET。 体积相对交错PFC,一样较大 采用氮化镓MOS的无桥PFC 只要一个电感,二个MOSFET,二个硅二极管 实现99.0%的效率,PF>99 相对Coolmos方案。效率提高,成本下降,体积减少1/3采用同步整流的氮化镓无桥PFC S1,S2是工频开关,50HZ,Q1,Q2采用高频50K—500K 开关实现无桥PFC. 99.4%效率。PF>99 高效率,线路简单,低成本。
工频50HZ ,采用硅 管进行同步整流 采用氮化镓MOS 同步整流。工作在 50KHZ— 500KHZ,~ 达 1MHZ EMI 滤波部分PFC 电感,仅 一个取样电阻 氮化镓MOS/HEMT 的无桥PFC 原理图 采用的是DSP 控制,工作频率在100KHZ
电焊机的安装搬运和使用作业基本要求示范文本
电焊机的安装搬运和使用作业基本要求示范文本 In The Actual Work Production Management, In Order To Ensure The Smooth Progress Of The Process, And Consider The Relationship Between Each Link, The Specific Requirements Of Each Link To Achieve Risk Control And Planning 某某管理中心 XX年XX月
电焊机的安装搬运和使用作业基本要求 示范文本 使用指引:此操作规程资料应用在实际工作生产管理中为了保障过程顺利推进,同时考虑各个环节之间的关系,每个环节实现的具体要求而进行的风险控制与规划,并将危害降低到最小,文档经过下载可进行自定义修改,请根据实际需求进行调整与使用。 1.作业人员必须是经过专业培训和考试合格,取得特种 作业操作证持证上岗。 2.作业人员必须经过入场安全教育,考核合格后才能上 岗作业; 3.必须一人作业,一人监护,作业人员穿绝缘鞋,停电 验电后再作业; 4.进入施工现场必须戴好合格的安全帽,系紧下颚带, 锁好带扣,高处作业必须系好合格的安全带,系挂牢固, 高挂低用; 5.进入施工现场禁止吸烟,禁止酒后作业,禁止追逐打 闹,禁止操作与自己无关的机械设备,严格遵守各项安全
操作规程和劳动纪律; 6.进入作业地点时,先检查、熟悉作业环境。若发现不安全因素、隐患,必须及时向有关部门汇报,并立即处理,确认安全后再进行施工作业,对施工过程中发现危及人身安全的隐患,应立即停止作业,及时要求有关部门处理解决。现场所有安全防护设施和安全标志等,严禁私自移动和拆除,如需暂时移动和拆除的须报经有关负责人审批后,在确保作业人员及其他人员安全的前提下才能拆移,并在工作完毕(包括中途休息)后立即复原。 请在此位置输入品牌名/标语/slogan Please Enter The Brand Name / Slogan / Slogan In This Position, Such As Foonsion
电焊机使用规范要点
随着供热的临近检修任务增加,鉴于往年各车间检修电焊作业时因现场粉尘、潮湿防护不良等度触电问题,热电公司夏季发生一次焊
机爆炸,为避免类似问题发生,组织部分电焊机安全常识,供参考同时对工作状态不良的焊机进行排查,有问题的不能使用,及时报修。 建议组织检修工、焊工学习。 预防电焊机空载电压触电 电焊机是一种特殊结构的降压变压器,某一次侧接入380V或220V的交流电源,二次侧输出供焊接用的较低电压的电源。电焊就是将该电源的电能转化成热能作为热源来加热金属实现焊接的方法。由于电焊作业中操作者每时每刻都要同电打交道,故危险因素较多,触电伤亡事故屡见不鲜。本文以普遍使用的手工电弧焊为例,谈谈电焊机在空载状态下,二次侧输出电压正常时,其焊接回路致人触电的主要原因,并提出相应的预防措施。 (1)空载电压致人触电的原因 我国目前生产的手弧电焊机的空载电压一般为55~99V,工作电压为25~40V。显而易见,空载电压值已远远超过了安全电压范围,对于人的安全而言存在比较大的威胁。一方面由于该电压不像相电压(220V)和线电压(3 8 0V)那样高,易使人忽视,另一方面,电焊工及有关操作人员与焊接回路中的焊钳、焊条、焊件、工作台、焊接电线等器材的接触比较频繁。当操作人员的个人防护用品保持齐全良好状态时,如果触及到焊条的焊芯、焊钳的焊口、破损的焊接线等焊接回路带电时,通过人体的事故电流大约在10mA左右,会使手臂产生酸、麻和疼痛感,但触电者一般都能够摆脱这种局面,不至于造成严重的后果。当操作人员的个人防护用品存在缺陷、环境湿度较大、身体出
汗、皮肤上带有导电性粉尘、身处导电性地面(由砖、湿木板、钢筋混凝土、金属等材料制成的地面或金属贮罐、管道、锅炉等金属结构内)或碰触到其他接地的导电物体,如操作人员碰触到处于空载状态下的焊接回路的带电体时,通过人体的事故电流可达40mA以上,此时触电者的触电部位(如手部)将发生痉挛,甚至昏迷而不能摆脱,触电时间稍长就会有生命危险;若事故电流一旦超过50mA,在较短的时间内就可能造成死亡。 (2)预防空载电压触电的措施 加强个人防护。焊工个人防护用品包括完好的工作服、绝缘鞋、绝缘手套(长度不得短于0.3m)等,作业时必须按使用规定穿戴整齐。 焊接作业前,应先检查工作场所的焊件、工具等放置合理有序,检查各电气设备的摆放和连接应正确可靠,焊接工作点附近不得有易燃易爆物品。 在潮湿地方焊接时,操作台附近地面上应铺设绝缘物(如橡胶绝缘垫),或站在垫起的干燥木板上。 电焊机至焊钳、电焊机至焊件的二次回路连接电缆(统称焊接电缆)必须选用电焊专用电缆,如YHH型或YHHR型等。其截面要求根据电焊机额定输出电流选用,其长度一般以20~30m为宜。 焊钳必须具有良好的绝缘性能和隔热能力,各绝缘部位不得有残缺现象。 焊钳与焊接电缆之间的连接要求坚固可靠、接触良好,电缆的橡胶包皮应深入到焊钳手柄内部,以防电缆芯线外露。
电焊机使用规范及现场检查要点
电焊机的一些使用规定及现场检查要点电焊机是施工现场比较常见的用电设备之一,安全规程上有许多规范要求和使用注意事项,现把其中有关安全的常见部分摘录出来与大家共同学习,以提高职业敏感性,共同参与管理,及时发现并消除施工现场电焊机使用过程的安全隐患。 1、人员资质: 从事电焊的人员必须经专业培训,持证上岗,并定期复审证件。 ------该项现场一般不检查,如需检查主要为人证合一,在复审期内2、劳动保护: 操作人员从事电焊作业时应正确穿戴专用工作服、绝缘鞋、防护手套、防护镜等符合专业防护要求的劳动保护用品。衣着不得敞领卷袖。--------现场巡检时对各个工种的劳保用品都有对应的不同的要求,我们在现场时要多注意,例如:戴好安全帽、正确佩戴使用安全带、需戴护目镜的工作、不得带手套的工作(转动机械)、必须戴相应手套的工作、需穿绝缘鞋、穿防滑鞋、不得穿硬底鞋、工作服材质穿戴的要求等是现场检查的注意点 3、电焊机使用中的检查: 1、交流弧电焊机一次侧电源线必须绝缘良好,不得随地拖拉,长度不应超过5m,进线处必须设置防护罩。------对电源线接线的要求是必须接在单独的带30ma、0.1s漏电保护器、额定电流合适的开关上,而且必须是一个开关控制一台电器,包括配电柜(箱)内的插座也必须是与开关一一对应的;对电源线的绝缘(主要是看线有无破损等)、
使用中发热情况(主要是线径与工作电流的匹配)、长度要小于5m,电焊机接线柱处有防护罩(主要是防止人员直接接触触电)等是现场检查的注意点 2、场临时用电规范JGJ46-2005电焊机二次接线宜采用YHS型橡皮护套、铜芯多股软电缆,电缆的长度不应超过30m,且接头不得超过三个。------由于二次电流很大电缆线发热严重的现象较多、接线柱处有很多接头未采用专用铜鼻联接常有烧焦现象、对一二次线有绝缘损坏或下降的地方(一般指接头已做绝缘处理的部分)是否在积水中等是现场检查注意点 3、固定和移动的电焊机的外壳以及工作台必须有可靠的保护接地。保护接地的接地电阻不应大于4Ω,接地线径不得小于2.5mm2,且不得多台串联接地。------保护接地是现场需重点检查注意的内容,要求①电源线中要包括接地线(不得采用单独的接地线,主要是防止接地线断了而没有及时发现从而失去保护作用)且与配电箱内的总接地线可靠联接(该接地比重复接地更重要必须要保证);②要采用规范的重复接地,接地体不得采用螺纹钢,接地线不得多台串联应并联采用螺栓可靠接地(该点主要是注意接地电阻要尽可能的小,串联改并联主要是防止串联时发生线路断线故障) 4、电焊机的裸露导电部分和转动部分应装安全保护罩,直流电焊机的调节器被拆下后,机壳上露出的孔洞应加设保护罩。------裸露导电部分有无防护罩(现场所有带电部分均需有防直接接触触电的隔离措施)是现场检查注意点
国产电焊机质量排行榜
国产电焊机质量排行榜 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 上海通用电焊机股份有限公司创立于1998年,是焊接产业集团——上海通用重工集团所属核心子公司,是集电焊机研发、制造、销售、服务于一体的上海市高新技术企业,座落于国际装备制造基地——上海。上海通用电焊机拥有涵盖电焊机全系的产品线,主要制造和销售交流弧焊机系列、气体保护焊机系列、直流弧焊机系列、埋弧焊机系列、钨极氩弧焊机系列、空气等离子切割机、火焰切割机、电阻焊机和焊接专机等,产品广泛应用于钢结构、重型装备、船舶制造、压力容器、机械加工、桥梁建筑、轨道交通、管道生产与施工等领域。自创立以来一直为国家重点工程项目和企事业单位提供焊接设备和服务,代表案例有南极科考“泰山站”、蓝岛海洋工程、大庆油田、上海锅炉厂、外高桥造船基地、武昌船舶重工、济南大剧院、上海迪斯尼乐园、广州地铁、武汉地铁、海南马自达、卫华起重、郑起起重等. 苏州福斯特包装机械有限公司成立于1997年位于长江三角洲经济区的江苏省苏州市,地理位置优越、交通便利、经济发达、物产丰富、人杰地灵。 公司主要从事金属包装制罐设备的开发、制造与销售,以不断成熟的产品,先进的技术,全心全力服务于金属制罐行业。我们拥有一批多年从事设计、研究的工程师,设备调试技术人员及生产技术工人。在追求品质第一、客户第一、服务第一的前提下,公司不断引进和吸收国内外的先进技术,不断致力于技术创新和产品改进,罐身缝焊机系列,点焊机系列产品被广泛应用于印铁制罐、食品、石油、化工、油漆、涂料、电力电容器、工艺品等相关行业,深受广大用户好评。 凯尔达集团有限公司创立于1993年,是国内先进的机器人、焊接、切割、自动化等装备、系统及整体解决方案提供商,是集自主研发、设计、生产、销售、系统集成、技术服务为一体的高新技术企业。主要产品包括工业机器人、电焊机、自动化装备、机器人系统、过程控制系统等,产品广泛应用于航
电焊机安装要求及安全操作规程
电焊机安装要求及安全操 作规程 1.【电焊机安装要求】 ①每台电焊机有专用的开关箱和一机一闸控制,接线及接地工作应由电工完成。 ②应采用自动开关控制,不能使用手动开关(如胶盖闸刀开关)。由于电焊机一般容量比较大,而手动开关的灭弧能力差,接通和断开电源速度慢,容易发生弧光和相间短路故障,所以规范规定,动力线路大于 5.5kW时,应使用自动开关控制 1.【电焊机安装要求】 ①每台电焊机有专用的开关箱和一机一闸控制,接线及接地工作应由电工完成。 ②应采用自动开关控制,不能使用手动开关(如胶盖闸刀开关)。由于电焊机一般容量比较大,而手动开关的灭弧能力差,接通和断开电源速度慢,容易发生弧光和相间短路故障,所以规范规定,动力线路大于5.5kW时,应使用自动开关控制。
③交流电焊机除应在开关箱内装设一次侧漏电保护器以外,还应在二次侧装设触电保护器。 ④交流弧焊机一次侧电源线必须绝缘良好,不得随地拖拉,长度应不大于5m,进线处必须设置防护罩。因为一次线相对二次线来讲,电压高、危险性大,所以应当控制其长度尽量短,不拖地,并加防护套管,防止钢筋等金属挂、砸、压等发生事故。若必须加长时,应架设高度在2.5m以上,并固定牢靠。同时要求线路与电焊机接线柱连接牢固,其上部应有防护罩,防止意外损伤及触电。 ⑤焊机二次接线宜采用YHS型橡坡护套铜芯多股软电缆,电缆的长度应不大于30m。⑥焊接工作前,应首先检查焊机和工具是否完好和安全可靠,如焊钳和焊接电缆的绝缘是否有破损的地方,焊机的外壳应做保护接地或接零和焊机的各接线点接触是否良好,严禁未进行安全检查就开始操作。 ⑦为了防止高压(一次测)窜入低压(二次侧)造成危害,交流焊机二次侧应当接地或接零。 2.建筑施工电焊机安全操作 必须按规定穿戴防护工作服、防护手套和绝缘鞋,还应保持作业场地干燥和清洁。②电焊钳使用合格电焊钳。能牢固地夹紧焊条,与电缆线连接可靠,这是保持焊钳不异常发热的关键。焊钳要有良好的绝缘性能,禁止使用自制简易焊钳。
逆变电焊机设计注意事项
逆变焊机IGBT炸管的原因及保护措施(个人观点,仅供参考) 限于对开关器件及主电路结构工作原理的理解及检测手段的缺乏,大功率逆变焊机开关器件工作的可靠性是整机设计的重中之重,是国产IGBT焊机的返修率居高不下,不能大量推广的主要原因。 IGBT电流,电压波形的检测及定量分析.具体的电路以半桥逆变手工400A焊机为例。 1电压型PWM控制器过流保护固有问题 目前国内常见的IGBT逆变弧焊机PWM控制器通常采用TL494、SG3525等电压型集成芯片,电流反馈信号一般取自整流输出端。当输出电流信号由分流器检出电流与给定电流比较后,经比例积分放大器大,控制输出脉冲宽度。IGBT导通后,即使产生过电流,PWM控制电路也不可能及时关断正在导通的过流脉冲。由于系统存在延迟环节,过流保护时间将延长。 2电流型过流保护 电流型PWM控制电路反馈电流信号由高频变压器初级端通过电流互感器取得。由于电流信号取自变压器初级,反应速度快,保护信号与正在流过IGBT的电流同步,一旦发生过流,PWM立即关断输出脉冲,IGBT获得及时保护。电流型PWM控制器固有的逐个脉冲检测瞬时电流值的控制方式对输入电压和负载变化响应快,系统稳定性好 “只要IGBT功率余量足够大,电压型PWM电路可靠性应该没问题”,成本也提高了很多!电焊机大多数是电流型的且输出电压并不稳定!很会使保护器误操作!电流型比较适合我国国情! 当时应用的PWM IC是国内罕见的UC3846J,陶瓷封装的,工作频率100KHz。线路板颇难制作,电流反馈采用互感器采样峰值电流和霍尔采样平均电流,双环反馈。电流型控制的好处很多,峰值电流不仅仅是做保护用,更重要的,他参与了大环路反馈的控制。简单而言,就是用误差放大器的输出去控制峰值电流,因此可以做到半个周期(5微秒)内就可以作出响应,放大器的响应速度反而没那么重要了,尽管UC3846的误差放大器速度很快。有时为了得到比较慢的响应速度还特意减慢放大器的响应速度,例如在进行氩弧焊时,过快的响应速度反而会使电弧特性变硬。但是,一台逆变焊机的好坏不仅仅是采用何种IC去控制,另外一个关键点就是驱动电路的参数。这个参数要根据主开关元件和输出整流二极管的特点来作调整,缓冲电路的配置也很重要。一台成功的焊机每一个环节都要做到完美,并不一定要花很多钱,关键还是一个配合问题。国内的工程师知识面太窄,又缺乏技术交流,这样子会继续拉大与进口产品的差距,本人愿意把自己所知道的全部提供给大家,以推动我国电力电子技术的发展。 例如:400A手工焊机。 手工焊机在所有逆变焊机中是最难做的一种,他的负载动态范围是最大的。 基本设计思路:电路极限值的工程估算 1。确定焊机容量,按公式计算有载电压=20+0.04*400=36V,计入整流管压降以及电缆压降取40V。空载电压取60V,这样主变匝比9(以输入380V 三相计算) 2。估算初级峰值电流以确定主开关元件容量,取最大电流/匝比*120%=53A,查参数手册应选用75A,1200VIGBT(以主电路全桥计算)。视不同厂家的IGBT工作频率可在22-28KHz之间选择。
电焊机作业要求
由焊把线造成触电事故频发,原因在于二次线电压较低(空载电压一般在50—90V),人们对触电的成因认识不足,往往错误地认为电焊机二次线是“安全”的,导致二次线致人死亡的事故案例屡见不鲜:某造船厂有一位年轻的女电焊工,正在船舱进行电焊,因船舱内温度高而且通风不好,身上大量出汗,帆布工作服和皮手套已湿透。在更换焊条时触及焊钳口,因痉挛后仰跌倒,焊钳落在颈部未能摆脱,造成电击,事故发生后经抢救无效而死亡。这起事故告诉我们,电焊机二次线电压虽低却足以致命。 电焊机空载电压一般在50V~90V左右,而安全电压最高等级为42V,空载电压高于安全电压,这是二次线最主要的不安全因素;另外,一般电焊机电弧引燃后,要维持电弧所需的工作电压16V~35V,虽然在安全电压范围内,但在不良的焊接环境下如在金属结构上、金属容器、管道内或水下、潮湿地点进行焊接,若焊工身体状况较差,人体电阻很低,也可能造成触电,安全电压并不是绝对安全的。 事实上,如果从更广的范围来探讨电焊机二次线触电问题,其对人体造成的伤害形式是多种多样的。电焊过程中人体与二次线接触,电流作用于人体,在接触部位会产生电流灼伤、电烙印或由于中枢神经反射和肌肉强烈收缩而导致机体组织断裂、骨折等机械性伤害;电焊过程中产生电弧,在作业者防护不当时,可使其发生电光眼疾患或使金属微粒渗入皮肤导致皮肤金属化;另外,还有更为严重的电击。 分析这些触电事故的原因,主要因为存在下列不安全因素: 电焊机和焊接回路客观上存在着触电危险: 1.电焊机二次绕组绝缘损坏,二次接线柱绝缘不良,致使电焊机外壳带电,而
电焊机未接地接零或接地接零、漏电保护器出现问题,电源无法断开,电焊机外壳长时间带电。 2.二次输出端接线柱无防护罩、二次电缆线裸露、电焊钳绝缘不合格而出现漏电现象。 3.由于利用厂房的金属结构、管道、轨道、天车吊钩或其他金属物搭接作为焊接回路等。焊接环境不良1.在金属容器、管道内、金属结构上或潮湿的地点、水下进行焊接作业2.夏季气温较高,湿度较大,焊工长时间进行焊接作业,通风不良,人体大量出汗和疲劳,身体有病或情绪不佳,导致人体电阻大大降低。焊工防护措施不到位; 1.焊工未按规定穿戴劳保用品,尤其是绝缘手套、绝缘鞋和防护面罩。2.绝缘用品因潮湿、破损等原因失效。 3.在危险环境下,脚下无绝缘垫。 由于上述物质和环境危险因素的存在,在焊工产生失误或在正常操作的情况下其他人员触及不正常带电体会出现下列现象:人的手或身体接触漏电的电焊机外壳、二次线和焊钳等的漏电部分、焊条和焊钳的正常带电部分,而另一只手、脚或身体的某部位又和工件、金属导电体或潮湿的地点接触,就会形成电流回路,造成触电。 预防对策: 为了防止二次线触电事故,避免抢救不及时造成严重伤害,必须在管理、技术和急救方面采取切实有效的预防措施。 1.必须严格电焊工资质的管…… 2.电焊工劳保用品必须穿戴齐全。
电焊机使用规范
电焊机的一些使用规定及现场检查要点 电焊机是施工现场比较常见的用电设备之一,安全规程上有许多规范要求和使用注意事项,现把其中有关安全的常见部分摘录出来与大家共同学习,以提高职业敏感性,共同参与管理,及时发现并消除施工现场电焊机使用过程的安全隐患。 1、人员资质: 从事电焊的人员必须经专业培训,持证上岗,并定期复审证件。 ------该项现场一般不检查,如需检查主要为人证合一,在复审期内 2、劳动保护: 操作人员从事电焊作业时应正确穿戴专用工作服、绝缘鞋、防护手套、防护镜等符合专业防护要求的劳动保护用品。衣着不得敞领卷袖。--------现场巡检时对各个工种的劳保用品都有对应的不同的要求,我们在现场时要多注意,例如:戴好安全帽、正确佩戴使用安全带、需戴护目镜的工作、不得带手套的工作(转动机械)、必须戴相应手套的工作、需穿绝缘鞋、穿防滑鞋、不得穿硬底鞋、工作服材质穿戴的要求等是现场检查的注意点 3、电焊机使用中的检查: 1、交流弧电焊机一次侧电源线必须绝缘良好,不得随地拖拉,长度不应超过5m,进线处必须设置防护罩。------对电源线接线的要求是必须接在单独的带30ma、0.1s漏电保护器、额定电流合适的开关上,而且必须是一个开关控制一台电器,包括配电柜(箱)内的插座也必须是与开关一一对应的;对电源线的绝缘(主要是看线有无破损等)、使用中发热情况(主要是线径与工作电流的匹配)、长度要小于5m,电焊机接线柱处有防护罩(主要是防止人员直接接触触电)等是现场检查的注意点 2、电焊机二次接线宜采用YHS型橡皮护套、铜芯多股软电缆,电缆的长度不应超过30m,且接头不得超过三个。------由于二次电流很大电缆线发热严重的现象较多、接线柱处有很多接头未采用专用铜鼻联接常有烧焦现象、对一二次线有绝缘损坏或下降的地方(一般指接头已做绝缘处理的部分)是否在积水中等是现场检查注意点
可控硅电焊机设计原理
ZX5—630可控硅整流弧焊机 一.用途 可控硅整流弧焊机是国家“八五”期间重点推广应用的新型节能焊接设备,也是国家指定用于取代旋转直流焊机的理想设备。该焊机可广泛用于汽车、造船、冶金、化工、建筑等行业,可使用所有牌号直径2.5—8mm的各种焊条,对低碳钢,中碳钢,低合金钢及不锈钢等进行全位置焊接,利用可控硅元件快速控制的特点,焊机动特性优良,性能柔和,电弧稳定,熔池平静,飞溅小,焊缝成型好,有利于克服碱性焊条在焊接中产生气孔的倾向。焊机具有引弧及推力电流装置,使引弧容易及焊条不易粘住,焊机对电网电压波动进行补偿并在焊机冷热时,都能保持焊接电流的稳定,焊机操作方便可远距离调节(暂定10米)焊接电流。 二.技术数据
三.结构概述 焊机由三相变压器,平衡电抗器,滤波电抗器,控制变压器,交流接触器,排风扇,控制线路板,可控硅元件等组成,主变压器及平衡电抗器绕组均采用盘式结构,绕制方便,风道畅通,有利于通风散热,滤波电抗器采用中间插入铁芯的条形结构,制作方便,振动极小。 焊机焊接电流可以远控,搬运远、近控开关,调节相应的电位器,既可达到焊接电流的调节,推力电流及引弧电流可在面板上任意调节。 四.电气原理 1.ZX5—630可控硅整流弧焊机,采用可控硅元件,在电源变压器的次级回路中,既起整流作用又利用触发相位角来改变输出直流电压大小,焊机从直流输出端的分流器上,取出电流信号,做为电流负反馈信号,随着直流输出电流的增加,负反馈亦增加,可控硅的导通角减小,输出直流电压下降,从而获得了下降的外特性。焊机电路方框图如图(一) 2.焊机电气原理概述如下:(附电气原理图) (1)焊机主要回路: 焊机主回路包括电源变压器B1,可控硅元件SCR1—6,平衡电抗器L1,滤波电抗器L2,分流器FL组成,变压器次级与可控硅元件接成带平衡电抗器双反星形整流电路形式,滤波电抗器既使焊接电流中脉冲分量减小,又使整流电路在可逆状态下运行,使触发电路以简化,由分流器上取出准确,及时的电流信号,通过负反馈,控制焊机的外特性和动特性。 (2)同步线路:
电焊机作业安全规程(正式)
编订:__________________ 单位:__________________ 时间:__________________ 电焊机作业安全规程(正 式) Standardize The Management Mechanism To Make The Personnel In The Organization Operate According To The Established Standards And Reach The Expected Level. Word格式 / 完整 / 可编辑
文件编号:KG-AO-7003-40 电焊机作业安全规程(正式) 使用备注:本文档可用在日常工作场景,通过对管理机制、管理原则、管理方法以及管理机构进行设置固定的规范,从而使得组织内人员按照既定标准、规范的要求进行操作,使日常工作或活动达到预期的水平。下载后就可自由编辑。 1、作业人员必须经岗位培训考核合格,持有效岗位操作证上岗,穿戴焊工专用防护服装、鞋、帽; 2、作业前应检查电焊机电源线、焊接线是否破损漏电,绝缘良好,电焊机的外壳有良好的接地。焊把应绝缘不发热; 3、作业时必须穿戴防护长袖皮手套、皮脚面罩、防弧光面罩后方可作业; 4、需要在禁火区内、易燃易爆、有毒气体、有限作业空间、高空等环境下焊接作业,必须办理许可工作票,做好安全防范措施,并由专人监护才能作业; 5、作业区域禁止有易燃易爆物品,室外作业必须办理动火证,设有专人监护,备有灭火器,做好防火措施; 6、焊接带压力、带电及盛装有易燃易爆、有毒物
质的容器、管道或施焊区域有易燃易爆危险物质时,应采取有效的安全防范措施,经许可由专人监护方可作业; 7、高空、地下及有限空间作业时,应做好安全防护措施,佩戴安全带、安全帽,设置警戒线,施焊周围或下方应采取相应防火措施,由有专人监护方可作业; 8、电焊机应放置在干燥和通风的地方,露天使用时其下方应防潮且高于周围地面;上方应防雨或搭设防雨棚,设有安全接地装置; 9、室外作业时,下雨天、大雾天或六级以上大风,停止室外焊接作业; 10、搬运电焊机、检修电焊机、更换保险丝、改变极性等必须切断电源才能进行; 11、禁止将电焊机正极焊线当地线使用,电焊机负极搭接必须接触良好,防止发热打火; 12、作业完成后,应清理作业现场环境卫生,整理工件、工具,检查作业区域是否有火种存在和安全
电焊作业安全操作规定和要求示范文本
电焊作业安全操作规定和要求示范文本 In The Actual Work Production Management, In Order To Ensure The Smooth Progress Of The Process, And Consider The Relationship Between Each Link, The Specific Requirements Of Each Link To Achieve Risk Control And Planning 某某管理中心 XX年XX月
电焊作业安全操作规定和要求示范文本使用指引:此操作规程资料应用在实际工作生产管理中为了保障过程顺利推进,同时考虑各个环节之间的关系,每个环节实现的具体要求而进行的风险控制与规划,并将危害降低到最小,文档经过下载可进行自定义修改,请根据实际需求进行调整与使用。 (1)焊接用的电焊机外壳,必须接地良好,其电源装拆 由电工进行。 (2)电焊机所设的单独开关要放在防雨的闸箱内,拉合 时要戴手套侧向操作。 (3)在焊接储存有易燃、易爆、有毒物品的容器或管道 时,必须清除干净,并将所有孔口打开。 (4)焊接用的把线、地线、禁止与钢丝绳接触,更不得 用钢丝绳或机电设备代替零线,所有地线接头必须连接牢 固。 (5)施焊场地周围应清除易燃易爆物品,或进行覆盖、 隔离。雷雨天时,停止焊接作业。 (6)焊接工作开始前,应首先检查焊机和工具是否完好
和安全可靠。如焊钳和焊接电缆的绝缘是否有损坏的地方、焊机的外壳接地和焊机的各接线点接触是否良好。不允许未进行安全检查就开始操作。 (7)在狭小空间、船仓、容器和管道内工作时,为防止触电,必须穿绝缘鞋,脚下垫有橡胶板或其他绝缘衬垫;最好两人轮换工作,以便互相照看。否则就需有一名监护人员,随时注意操作人的安全情况,一遇有危险情况,就可立即切断电源进行抢救。 (8)身体出汗后而使衣服潮湿时,切勿靠在带电的钢板或工件上,以防触电。 (9)工作地点潮湿时,地面应铺有橡胶板或其他绝缘材料。 (10)更换焊条一定要戴皮手套,不要赤手操作。 (11)在带电情况下,为了安全,焊钳不得夹在腋下去搬被焊工件或将焊接电缆挂在脖颈上。
电焊机的铭牌及标识介绍
电焊机铭牌及标识介绍 1.1电焊机选用时应注意的明示信息 为方便用户正确选择和使用电焊机产品,在每台电焊机产品的铭牌上会给出有关产品的输入、输出、防护等级等信息,以及相应的工艺、接地等符号或标志。现对铭牌上的主要信息和符号简要介绍如下。 1.1.1 产品型号表示 1988年GB/T 10249-1988《电焊机型号编制方法》批准发布后,各电焊机生产企业均按该标准编制电焊机产品的型号,所以只要看到产品型号就能知道该电焊机产品的结构、工艺类别、输出电流等信息。近年来,随着进口产品的增加,多功能焊机的发展,原标准中的型号编制方法确实已不能完全反映产品结构和工艺,并且由于该标准不是强制性标准,所以,部分生产企业未按标准要求编制产品型号。不过,绝大多数生产企业由于其产品已被用户接受并且按标准编制产品型号能使用户对产品结构和工艺、输出信息等一目了然,因此仍按标准要求编制产品型号。2010年12月,GB/T 10249-2010《电焊机型号编制方法》发布并替代了GB/T 10249-1988。现将常用的电弧焊机和电阻焊机的型号含义列表如下。 表2部分产品型号的符号代码含义
表2部分产品型号的符号代码含义(续)
1.1.2接地保护标志 除机械驱动的电弧焊机外,其余电弧焊机都属于Ⅰ类设备;而大多数电阻焊机也属于Ⅰ类设备。所谓Ⅰ类设备是指设备的防触电保护不仅靠基本绝缘,还需将能触及的可导电部分与设施固定布线中的保护(接地)线相连接。一旦基本绝缘失效,由于能触及的可导电部分已与保护(接地)线连接,因而使用人员的安全有了保证。因此,通常在焊机的外 壳上有一保护性导体接线端(俗称接地端),并标有图示符号“ ”。在使用焊机时,一定要将输入电缆中的保护性导线(绿、黄双色线)与该接线端相连。如输入电缆不带保护性导线,则需要将焊机使用场所中的专用绿、黄双色的保护性导线与该接线端相连。需要注意的是保护性导体接线端不得用于其它目的(例如用来夹紧外壳上的两个零件)。 1.1.3警示性符号 在电焊机的外壳上通常会有一些警示性符号。常见的警示性符号及含义见表3。 表3警示性符号及含义
电焊机使用规范
不良等度触电问题,热电公司夏季发生一次焊机爆炸,为避免类似问题发生,组织部分电焊机安全常识,供参考同时对工作状态不良的焊机进行排查,有问题的不能使用,及时报修。 建议组织检修工、焊工学习。
预防电焊机空载电压触电 电焊机是一种特殊结构的降压变压器,某一次侧接入380V或220V的交流电源,二次侧输出供焊接用的较低电压的电源。电焊就是将该电源的电能转化成热能作为热源来加热金属实现焊接的方法。由于电焊作业中操作者每时每刻都要同电打交道,故危险因素较多,触电伤亡事故屡见不鲜。本文以普遍使用的手工电弧焊为例,谈谈电焊机在空载状态下,二次侧输出电压正常时,其焊接回路致人触电的主要原因,并提出相应的预防措施。 (1)空载电压致人触电的原因 我国目前生产的手弧电焊机的空载电压一般为55~99V,工作电压为25~40V。显而易见,空载电压值已远远超过了安全电压范围,对于人的安全而言存在比较大的威胁。一方面由于该电压不像相电压(220V)和线电压(3 8 0V)那样高,易使人忽视,另一方面,电焊工及有关操作人员与焊接回路中的焊钳、焊条、焊件、工作台、焊接电线等器材的接触比较频繁。当操作人员的个人防护用品保持齐全良好状态时,如果触及到焊条的焊芯、焊钳的焊口、破损的焊接线等焊接回路带电时,通过人体的事故电流大约在10mA左右,会使手臂产生酸、麻和疼痛感,但触电者一般都能够摆脱这种局面,不至于造成严重的后果。当操作人员的个人防护用品存在缺陷、环境湿度较大、身体出汗、皮肤上带有导电性粉尘、身处导电性地面(由砖、湿木板、钢筋混凝土、金属等材料制成的地面或金属贮罐、管道、锅炉等金属结构内)或碰触到其他接地的导电物体,如操作人员碰触到处于空载状态下的焊接回路的带电体时,通过人体的事故电流可达40mA以上,此时触电者的触电部位(如手部)将发生痉挛,甚至昏迷而不能摆脱,触电时间稍长就会有生命危险;若事故电流一旦超过50mA,在较短的时间内就可能造成死亡。 (2)预防空载电压触电的措施 加强个人防护。焊工个人防护用品包括完好的工作服、绝缘鞋、绝缘手套(长度不得短于0.3m)等,作业时必须按使用规定穿戴整齐。 焊接作业前,应先检查工作场所的焊件、工具等放置合理有序,检查各电气设备的摆放和连接应正确可靠,焊接工作点附近不得有易燃易爆物品。 在潮湿地方焊接时,操作台附近地面上应铺设绝缘物(如橡胶绝缘垫),或站在垫起的干燥木板上。 电焊机至焊钳、电焊机至焊件的二次回路连接电缆(统称焊接电缆)必须选用电焊专用电缆,如YHH型或YHHR型等。其截面要求根据电焊机额定输出电流选用,其长度一般以20~30m为宜。 焊钳必须具有良好的绝缘性能和隔热能力,各绝缘部位不得有残缺现象。 焊钳与焊接电缆之间的连接要求坚固可靠、接触良好,电缆的橡胶包皮应深入到焊钳手柄内部,以防电缆芯线外露。 无论是焊把线(电焊机至焊钳的电缆)还是地线(电焊机至焊件的电缆),最好使用整根的,如果确需中途接头时,每根的接头不宜超过两个,接头处必须连接牢固,保证极低的接触电阻,并做好绝缘处理。 保持一次电源线与焊把线清洁干燥,使用完毕后及时清理外皮粉尘污物检查有无破损,并晾晒干燥。 无论在高处、斜坡处或沟道等复杂环境还是在常规环境焊接时,均不得把焊接电缆缠在腰里或腿上、系在金属物体上,也不要把过长的电缆盘成卷。 在金属结构及金属容器(如气柜、锅炉气鼓、管道等)内及其他狭小工作场所焊接时,由于触电的危险性增加,故必须采取专门的防护措施,如在容器外面设有可看见和可听见焊工工作的监护人,以便随时注意焊工的安全动态,或两人的职能轮换工作。