直线度测量计算方法

1引言
在工程实际中,评定导轨直线度误差的方法常用两端点连线法与最小条件法。两端点连线法,就是将误差曲线首尾相连,再通过曲线的最高与最低点,分别作两条平行于首尾相连的直线,两平行线间沿纵坐标测量的数值,通过数据处理后,即为导轨的直线度误差值;最小条件法,就是将误差曲线的“高、高”(或“低、低”)两点相连,过低(高)点作一直线与之相平行,两平行线间沿纵标坐测量的数值,通过数据处理后,即为导轨的直线误差值。
最小条件法就是仲裁性评定。两端点连线法不就是仲裁性评定,只就是在评定时简单方便,所以在生产实际中常采用,但有时会产生较大的误差。本文讨论这两种评定方法之间产生误差的极限值。
2误差曲线在首尾连线的同侧
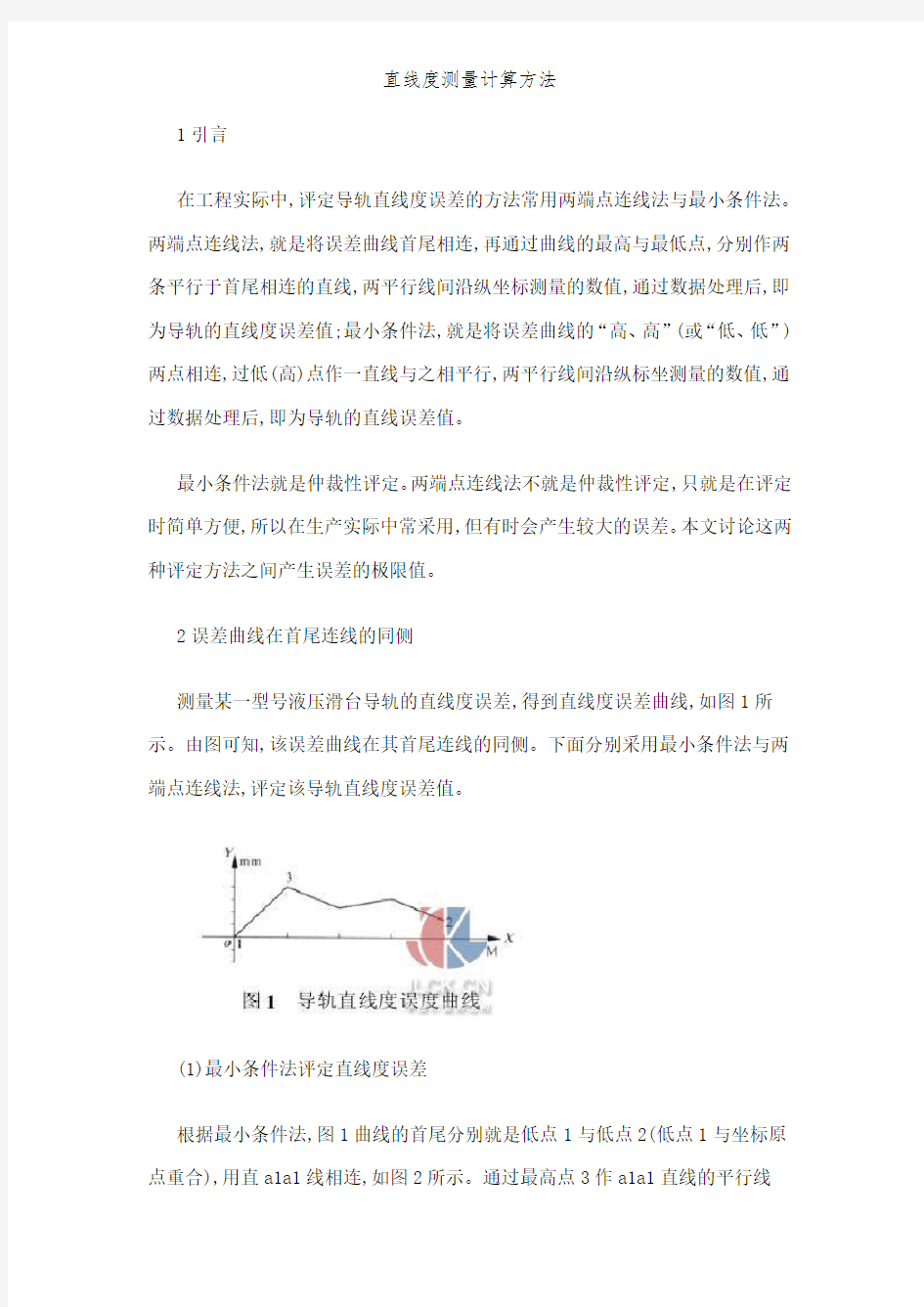
测量某一型号液压滑台导轨的直线度误差,得到直线度误差曲线,如图1所示。由图可知,该误差曲线在其首尾连线的同侧。下面分别采用最小条件法与两端点连线法,评定该导轨直线度误差值。
(1)最小条件法评定直线度误差
根据最小条件法,图1曲线的首尾分别就是低点1与低点2(低点1与坐标原点重合),用直a1a1线相连,如图2所示。通过最高点3作a1a1直线的平行线
a2a2。在a1a1与a2a2两平行线包容的区域,沿y轴测量的数值,经数据处理,即为该导轨的直线度误差值δ最小法。
(2)两端点连线法评定直线度误差
根据两端点连线法,图1曲线的首尾也分别就是曲线的两端点1与2,如图3所示。将曲线端点1与端点2,用直线b1b1相连,再通过高点作b1b1的平行线b2b2。在b1b1与b2b2两平行线包容的区域,沿y轴测量的数值,经数据处理,即为该导轨的直线度误差值δ两端点。
(3)求解两种评定方法产生的误差极限
由于就是对同一导轨误差曲线求解直线度误差,图2中的“低点1”、“低点2”与“高点3”分别对应图3中的“端点1”、“端点2”与“高点3”,即直线a1a1与直线b1b1重合,直线a2a2与直线b2b2重合,因此两种评定方法产生的误差值为零
通过上述分析,误差曲线在首尾连线的同侧,两种评定方法产生的误差极值为零,即两种评定方法所得的评定结果相同。
3误差曲线在首尾连线的两侧
在测得的导轨直线度误差曲线中,有些误差曲线在首尾连线的两侧,如图4所示,该导轨的误差曲线首尾连线与ox轴重合。用最小条件法与两端连线法,评定该轨导的直线度误差。由图4可知,o点与c点就是曲线的两个低点,也就是曲线的两端点,而d点就是曲线的最高点。
根据最小条件法,将o点与c点用直线a1a1相连,如图5所示。通过最高点d 作直线a2a2平行于直线a1a1。在a1a1与a2a2两平行线包容的区域,沿y轴测量的数值,经数据处理,即为该导轨的直线度误差值δ最小法。
直线度测量方法
直线度测量方法 1、光电法测量 光电法测量是以三台测径仪为基础进行检测的,可以用于测量运动中的 线、棒、管的外轮廓的直线度。 布置上图的的设备3台,三台设备同一时刻测量被测工件的位置数据左边和右边两台采集的位置连线,计算出中间设备的在直线度为0时的理论位置,与中间一台所获的的位置数据比较,差值即为被测工件在当前位置的直线偏差如下图所示。
测量单元的测量频率为500-1000HZ,采用电子同步控制单元实现3 台设备的同步采样,可连续检测,根据检测数据模拟出整根线、棒(管)材的直线度,左、右两台的距离可根据具体情况确定安装位置。 2、自准直法 自准直法直线度检测仪可用于圆管外径的直线度检测。平行光仪器是 将和准直望远镜结合为一体的一台仪器。 光源将位于物镜焦平面(物镜焦距二f)的分划板投射至无穷远(准直 光出射),经过平面反射镜返回的准直光经物镜后再次成像于同样位
于物镜焦平面(共焦系统)的光电传感器的探测面上,当反射镜发生了a 角度的偏转后,返回的分划板在光电传感器上的像会产生AS的位移,通过精确测量出AS值,即可准确计算出平面反射镜的偏转角度。 检测内孔直线度时,将平面反射镜伸入孔内,利用胀套保证反射镜与内孔垂直。当内孔有弯曲时反射镜将偏转一定的角度,通过反射镜的偏转角度可以计算出内孔的直线度。 3、PSD芯片激光测量法 激光器安装在激光器座上,激光器座的尾部有4个螺钉可以对激光的 照射角度进行微调。其头部与定心套连接后插入炮管孔内。位置检测单元
的激光位敏传感器安装在传感器座内,传感器座的头部与定心套连接,尾部与推杆连接。通过手动推动推杆可以使位置检测单元在炮管内孔内移动。 激光器定心去 工作时激光器发射1束激光射向激光位敏传感器,传感器内的PSD 芯片监测接收到的激光能量中心位置。定心套用来保证传感器一直处于炮管内孔的中心位置。当炮管在检测位置出现弯曲时,PSD芯片上的激光能量中心坐标值将发生变化。位置检测单元的电源线和数据线通过推杆中心孔与控制柜连接。
直线度测量计算方法
1引言 在工程实际中,评定导轨直线度误差的方法常用两端点连线法和最小条件法。两端点连线法,是将误差曲线首尾相连,再通过曲线的最高和最低点,分别作两条平行于首尾相连的直线,两平行线间沿纵坐标测量的数值,通过数据处理后,即为导轨的直线度误差值;最小条件法,是将误差曲线的“高、高”(或“低、低”)两点相连,过低(高)点作一直线与之相平行,两平行线间沿纵标坐测量的数值,通过数据处理后,即为导轨的直线误差值。 最小条件法是仲裁性评定。两端点连线法不是仲裁性评定,只是在评定时简单方便,所以在生产实际中常采用,但有时会产生较大的误差。本文讨论这两种评定方法之间产生误差的极限值。 2误差曲线在首尾连线的同侧 测量某一型号液压滑台导轨的直线度误差,得到直线度误差曲线,如图1所示。由图可知,该误差曲线在其首尾连线的同侧。下面分别采用最小条件法和两端点连线法,评定该导轨直线度误差值。 (1)最小条件法评定直线度误差 根据最小条件法,图1曲线的首尾分别是低点1和低点2(低点1与坐标原点重合),用直a1a1线相连,如图2所示。通过最高点3作a1a1直线的平行线a2a2。
在a1a1和a2a2两平行线包容的区域,沿y轴测量的数值,经数据处理,即为该导轨的直线度误差值
δ最小法。 (2)两端点连线法评定直线度误差 根据两端点连线法,图1曲线的首尾也分别是曲线的两端点1和2,如图3所示。将曲线端点1和端点2,用直线b1b1相连,再通过高点作b1b1的平行线b2b2。在b1b1和b2b2两平行线包容的区域,沿y轴测量的数值,经数据处理,即为该导轨的直线度误差值δ两端点。 (3)求解两种评定方法产生的误差极限 由于是对同一导轨误差曲线求解直线度误差,图2中的“低点1”、“低点2”和“高点3”分别对应图3中的“端点1”、“端点2”和“高点3”,即直线 a1a1与直线b1b1重合,直线a2a2与直线b2b2重合,因此两种评定方法产生的误差值为零
三坐标测量位置度的方法及注意事项
摘要:位置度检测是机动车零部件检测中经常进行的一项常规检验。所谓“位置度”是指对被评价要素的实际位置对理想位置变动量的指标进行限制。在进行位置度检测时首先要很好地理解和消化图纸的要求,在理解的基础上选择合适的基准。位置度的检测就是相对于这些基准,它的定位尺寸为理论尺寸。 关键词:三坐标;位置度 1 位置度的三坐标测量方法 1.1 计算被测要素的理论位置 ①根据不同零部件的功能要求,位置度公差分为给定一个方向、给定两个方向和任意方向三种,可以根据基准体系及确定被测要素的理论正确位置的两个理论正确尺寸的方向选择适当的投影面,如xy平面、xz平面、yz平面。②根据投影面和图纸要求正确计算被测要素在适当投影面的理论位置。 1.2 根据零部件建立合适的坐标系。在pc-dmis软件中,可以把基准用于建立零件坐标系,也可以使用合适的测量元素建立零件坐标系,建立坐标的元素和基准元素可以分开。 1.3 测量被测元素和基准元素。在被测元素和基准元素取点拟合时,最好使用自动程序进行,以减少手动检测的误差。 1.4 位置度的评价。①在pc-dmis软件中,位置度的评价可以直接点击位置度图标。②在位置度评价对话框中包含两个页面,特征控制框和高级,首先根据图纸要求设置相应的基准元素,在基准元素编辑窗口中只会出现在编辑当前光标位置以上的基准特征,如图1所示。 ③基准元素设置完成,回到特征控制框选择被测元素,设置基准,输入位置度公差。④在位置度评价的对话框中选择高级,在此对话框中可以设置特征控制框尺寸的信息输出方式和分析选项。如图2的对话框,在标称值一栏中手动键入被测要素的理论位置值,点击评价。 1.5 在报告文本中刷新就可以看到所评价的位置度结果。 2 三坐标测量位置度的注意事项 2.1 评价位置度的基准元素选择和建立坐标系的元素选择有相似之处,都要用平面或轴线作为a基准,用投影于第一个坐标平面的线作为b基准,用坐标系原点作为c基准。如果这些元素不存在,可以用构造功能套用、生成这些元素。 2.2 对位置度公差的理解。如位置度公差值t前加注φ,表示公差带是直径为t的圆内的区域,圆心的位置由相对于基准a和b的理论值确定。(如图3) 如位置度公差值前加注sφ,表示公差带是直径为t的球内的区域,球心的位置由相对于基准a、b和c的理论值确定。(如图4) 2.3 对于深度小于5mm的孔,可以直接计算测量其位置度。对于深度大于5mm的孔,必须采用先测量圆柱,然后与上、下端面求相交,再对交点求位置度的方法来控制测量误差,上、下端面一般是指整个孔的两端面。或者尽量取靠近两端面孔的截面位置,如果仅测量一个截面,求其位置度是不能保证此孔在整个长度范围上所有截面的位置度都合格的。因为交点是圆柱轴线与两端平面相交得到,不管轴线方向往哪个方向倾斜,如果两端交点位置度合格,中间各截面的位置度也应该是合格的。 2.4 对于有延伸公差带要求的,评价时要包含延伸的长度。 2.5 在位置度公差设置时,有时会出现[m] [l] 图标,它们的含义各不相同,其主要目的是为了尺寸公差和形状、位置度公差之间的相互补偿。 ①孔的最小实体位置度公差。 它的含义是计算位置度时,要遵守最小实体状态原则,并按最小实体要求输出其位置度误差值,如上所示φ14的孔,当其实测值小于φ14,例如为φ13.9时,孔的最小实体位置度公差补偿值=13.9-14。
用水平仪测量导轨直线度的方法
用水平仪测量导轨直线度的方法 在机械维修专业中常用到水平仪,它是机床修理、调整、安装最常用的测量仪器之一,主要用于检测机床导轨直线度、工作台平面度等。下面我们来了解水平仪是怎样测量导轨直线度的。 机床工作台的直线移动精度,在很大程度上取决于床身导轨的直线度。但机床导轨一般比较长,往往难以用平尺、检验棒等作为基准测量导轨的直线度,这时可以用水平仪进行测量。其工作原理是:假设在被测导轨上有一条理想水平直线作为测量基准,再把被测导轨分成若干段,然后用水平仪分别测出各段相对于理想水平直线所倾斜的角度值,通过绘制坐标图来确定导轨与水平直线的最大误差格数,最后运用公式(△H=n I L)计算出导轨与水平直线的误差值。具体步骤如下: 1、将水平仪放在导轨中间,调平导轨,防止导轨倾斜,无法准确读出水平仪读数。 2、水平仪放在一定长度L)的平行桥板上,不能直接放置在被测表面上。 3、将导轨分段,每段长度与桥板相适应,依次首尾相接,逐段测量并记录下每段读数及倾斜方向。 4、根据各段读数画出导轨直线度曲线图:以导轨的长度为横坐标,水平仪读数为纵坐标。根据读数依次画出各折线
段,每一段的起点要与前一段的终点重合。 例如C6132 车床的导轨长 1600mm.用精 度为l000mm 的框式水平仪 测量导轨在垂直平面内直线度误差。水平仪桥板长度为200mm,分8段测量。每段读数依次为:+l、+1、+2、0、-1、-l、0、,如图1所示。 按一定比例画出纵横坐标,作出导轨直线度曲线。如图2所示。 5、用两端点连线法或最小区域法确定最大误差读数和误差曲线形状。 两端点连线法:若导轨直线度误差曲线呈单凸或单凹时,作首尾两端点连线I-I,并过曲线最高点或最低点)作Ⅱ-Ⅱ直线与I—I平行。两包容线间取大坐标值即为最人误差值。如图2所示,最大误差在导轨长为600mm处。曲线右端点坐标值为格,按相似三角形解法,导轨600mm处最大误差值为=格。 最小区域 法:如果直线 度误差曲线
轨道直线度测量方法的综述
上海大学2014 ~2015 学年春季学期研究生课程考试 课程名称:现代光学测试技术课程编号: 09SAT9004 论文题目: 轨道直线度测量方法的综述 研究生姓名: 华明亚学号: 14721353 论文评语: 成绩: 任课教师: 高洪跃 评阅日期:
轨道直线度测量方法的综述 华明亚 (上海大学机电工程与自动化学院,上海200072) 摘要:随着我国铁路交通事业的快速发展,我国的铁路线路已经达到了2.4万公里。在高速铁路线路里程不断增加,列车大提速的背景下,随着使用年限的增加,在某些路段铁轨会发生弯曲、下沉等形变,从而导致平直度等参数超过建设初期的安全设计指标,会产生一系列事故隐患。为预防因线路老化问题带来的重大事故的发生,越来越多的线路需要人工进行检测和维护。在传统铁轨检测时,通常采用1Om弦测法或者大型轨检车进行测量,前者测量误差较大,有很大的局限性;后者价格昂贵,也不便于日常检修使用。因此,工程中需要较高精度,低成本,测量距离长,使用简便的铁轨直线度测量方法。本文介绍了三种简便而且应用比较成熟的轨道直线度测量方法,包括三坐标法,双频激光干涉仪测量法和激光准直测量法。并且简单阐述了它们的工作原理,优缺点,误差分析以及应用场合。 关键词:轨道测量;直线度;激光测量; Application of image processing technology Hua Mingya (School of mechanical engineering and automation, Shanghai University, Shanghai 200072, China) Abstract:With the rapid development of China's railway transportation, our railway line has reached 24000 kilometers. As high speed railway mileage increases, with the background of high speed train and the increase of age ,the track of some sections will bending and sinking deformation, which leads to the flatness of the parameters over at the initial stage of the construction safety design index and will produce a series of accidents. In order to prevent the occurrence of major accidents caused by the aging of the line, more and more lines need to be detected and maintained manually. In the traditional rail detection, usually with 10m chord measurement or large track inspection car are measured, the former measurement has many errors, which is a big limitation; the latter is expensive, not easy to daily maintenance. Therefore, the engineering need to high accuracy, low cost, long distance measurement, using simple rail straightness measurement method. This paper introduces three simple and more sophisticated methods for measuring the straightness of orbit, including three coordinate method, dual frequency laser interferometer and laser alignment. And it also describes their working principle, the advantages and disadvantages, the error analysis and the application. Key words: Orbit measurement;Laser measurement; Straightness; 1.引言 随着我国铁路交通事业的快速发展,普通铁路提速和建设高速铁路已经成为提高铁路运送能力的重要手段。至2007年底,我国铁路原有线路经过了六次大面积提速,快速线路长度达到2. 4万公里,其中允许速度160Km/h及以上的线路更是达到了1. 6万公里。随着列车运营速度的快速提高,也对铁轨自身的参数提出了更高的要求[1]。高速铁路要求轨道几何形位必须保持极高的平顺性,否则,轨面极小的形变都可能引起巨大的轮轨冲击力,造成轨道部件的损伤,更有甚者,可能会造成列车的脱轨等重大事故发生[2]。轨道状态的不平顺往
导轨直线度误差检测方法介绍
导轨直线度误差检测方法介绍
一、直经度的定义 限制实际直线对理想直线变动量的一种形状公差。由形状(理想包容形状)、大小(公差值)、方向、位置四个要素组成。用于限制一个平面内的直线形状偏差,限制空间直线在某一方向上的形状偏差,限制空间直线在任一方向上的形状偏差。 几何误差是指零件加工后的实际形状、方向和相互位置与理想形状、方向和相互位置的差异。在形状上的差异称形状误差,在方向上的差异称方向误差,在相互位置上的差异称位置误差。直线度在几何公差中是最基础的部分,按检测关系分直线度属于被测要素中的单一要素——指对要素本身提出形状公差要求的被测要素。 二、导轨直线度误差检测方法 直线度误差的检测方法很多。工件较小时,常以刀口尺、检验平尺作为模拟理想直线,用光隙法或间隙法确定被测实际要素的直线度误差。当工件较大时,则常按国标规定的测量坐标值原则进行测量,取得必要的一组数据,经作图法或计算法得到直线度误差,还有种高效的测量方法就是直接利用太友科技的数据采集仪连接百分表来测量,无需人工读数、作图、分析,采集仪会自动读数数据并进行数据分析,一旦测量结果不合格还会自动产生报警功能。 测量直线度误差常用的仪器有:框式水平仪、合象水平仪、电感式水平仪、自准直仪以及数据采集分析仪等。这类仪器的特点是:测定微小角度的变化,换算为线值误差。本实验用合象水平仪和数据采集分析仪来进行直线度测量。 1、利用合象水平仪测量直线度法 1)合象水平仪的介绍 合象水平仪采用光学放大,并以对称棱镜使双象重合来提高读数精度,利用杠杆和微动螺杆传动机构来提高测量精度和增大测量范围。将合象水平仪置于被测工件表面上,当被测两点相对水平线不等高时,将引起两气泡象不重合,转动度盘,使两气泡重合,度盘转过格数代表被测两点相对水平线的高度差,见图2-3。
直线度-形位公差之一
一)、直线度误差的测量和评定方法 1、直线度——表示零件被测的线要素直不直的程度。 2、直线度公差:指实际被测直线对理想直线的允许变动量。 3、直线度公差带: 包容实际直线且距离为最小的两平行直线(或平面)之间的距离?或圆柱体的直径??。 1)、给定平面内的直线度 包容实际直线且距离为最小的 两平行直线之间的距离?。 2)、给定方向上的直线度误差 当给定一个方向时,是包容实际直线且距离为最 小的两平行平面之间的区域。 当给定相互垂直的两个方向时,是包容实际直 线且距离为最小的两组平行平面之间的区域。 3)、任意方向上的直线度误差: 包容实际直线且距离为最小的 圆柱体的直径??。
4、直线度误差的检测方法 按照测量原理、测量器具及测量基准等可将直线度误差的检测方法分为四类:直接方法、间接方法、组合方法和量规检验法。1)、直接方法:此类方法一般是首先确定一条测量基线,然后通过测量得到实际被测直线上的各点相对测量基线的偏差,再按规 定进行数据处理得到直线度值。(素线的测量) (1)、光隙法:将被测实际素线与其理想直线相比较来测量给定平面内直线度误差的测量方法。 是将刀口尺置于被测实际线上并使与被测线紧密 接触,转动刀口尺使它的位置符合最小条件,然后 观察刀口尺与被测线之间的最大光隙,此最大光隙 即为直线度误差。当光隙较大时,可用量块和塞尺测量其值,光隙较小时,可通过与标准光隙比较,估读出光 隙量大小。 该方法适合于磨削或研磨加工的小平面及短园柱(锥)面的直线度误差的测量。 标准光隙:标准光隙由1级量块、0级刀口尺 和1级平面平晶组成。 光隙尺寸的大小借助于光线通过狭缝时呈现的不同颜色来鉴别。光隙 >2.5um时,光线呈白光:间隙在 1.25—1.17um时,呈红
量具测量位置度的方法及数据处理的三种方法
通用量具测量位置度的方法及数据处理分析 李全义1 冯文玉2 司登堂1 (1.北方股份公司质量保证部;2.内蒙古北方重工业集团有限公司网络信息公司,内蒙古包头014030) 摘 要:对位置度的测量一般有专用量具测量法、三坐标机测量法和通用量具测量法3种方法。第3种方法操作相对简便,对人员的要求也不高,使用的量具是通用的,成本低廉,但速度较慢,测量精度对操作人员的水平依赖性强。对生产规模中等,生产批量不大,生产品种较多的企业第3种方法比较适用。介绍了在实际中使用的通用量具测量位置度的方法及数据处理分析方法。 关键词:位置度;专用量具;通用量具;三坐标测量机 在机械加工行业数据测量方面,位置度测量相 对比较复杂,对人员和设备也要求较高。目前普遍 使用的有专用量具测量法、三坐标机测量法2种方 法。专用量具测量法操作简便,速度快,但适用范围 小,一种工件需一种量具,成本高;三坐标机测量法 测量速度快,准确,一机多用,但设备成本高,并要有 专门技术人员操作。还有一种通用量具测量法,与 前二者相比,可以扬长避短,但由于数据处理难度比 较大,往往拿着测量结果无法判定其结果是否合格, 也有出现误判的时候,使得此方法的使用受到极大的限制。 本文介绍在实际中使用的通用量具测量位置度的方法及数据处理分析方法。 1 测量方法 工件如图1所示。 图1 法兰盘示意图 测量过程与操作方法:将工件置于平台,进行调整,使基准A的轴线与平台面平行,顺序测量Ф100各孔的轴线位置并记录数据;将工件旋转90°,重复上述工序。测得的数据如表1。 表1 工件测量数据 坐标 孔序号 12345678910 X坐标值0-176.36-285.34-285.33-176.350.04176.35285.33285.33176.35 Y坐标值300.05242.7292.74-92.75-242.73-300.02-242.75-92.7592.74242.74位置度0.10.1020.0840.0940.0570.0890.0940.0940.0750.075 2 数据处理和计算方法 2.1 三角函数法 根据工件产品图的尺寸、位置公差要求,将在平台上的测量值在一定的几何图形中通过三角函数的计算得到实际位置度。 如图1所示工件,该件的公差是一个以圆心确定的Ф600圆周上以36°均布的理想位置为轴线,以Ф0.1为直径的10个圆柱形,如圆2所示,实际轴线 *收稿日期:2010-11-11 作者简介:李全义(1957-),男,包头人,北方重工集团工程师,主要从事机械加工方面的技术工作。计量检测:www.cqstyq.com 计量检测:www.cqstyq.com
1).直线度和平面度
机 械 加 工 检 验 标 准 及 方 法.目的: .范围: 三.规范性引用文件 四.尺寸检验原则 1.基本原则: 2.最小变形原则: 3.最短尺寸链原则: 4.封闭原则: 5.基准统一原则: 6.其他规定 五.检验对环境的要求 1.温度 2.湿度 3.清洁度 4.振动 5.电压 六.外观检验 1.检验方法
2.检验目距 3.检测光源 4.检测时间 5.倒角、倒圆 7.伤痕 9.凹坑、凸起、缺料、多料、台阶10.污渍11.砂孔、杂物、裂纹12.防护包装
七.表面粗糙度的检验 1.基本要求 2.检验方法: 3.测量方向 4.测量部位 5.取样长度 八.线性尺寸和角度尺寸公差要求 1.基本要求2线性尺寸未注公差 九.形状和位置公差的检验 1.基本要求3.检测方法十?螺纹的检验 1.使用螺纹量规检验螺纹制件 2.单项检验 1^一 .外协加工件的检验规定 1.来料检验 2.成品检验计划十二.判定规则附注: 1.泰勒原则
.目的: 为了明确公司金属切削加工检验标准,使检验作业有所遵循,特制定本标准。 .范围: 本标准适用于切削加工(包括外协、制程、出货过程)各检验特性的检验。在本标准中, 切削加工指的是:车削加工、铣削加工、磨削加工、镗削加工、刨削加工、孔加工、拉削加 工和钳工作业等。本标准规定了尺寸检验的基本原则、对环境的要求、外观检验标准、线性 尺寸公差要求、形位公差要求、表面粗糙度的检验、螺纹的检验和判定准则。 注:本标准不适用于铸造、锻造、钣金、冲压、焊接加工后的检验,其检验标准另行制 定。本标准不拟对长度、角度、锥度的测量方法进行描述 ,可参看相关技术手册;形位公差 的测量可参看GB/T1958-1980;齿轮、蜗杆的检验可参看相关技术手册。 三.规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后 所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达 成协议的各方研究是否 可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版 本适用于本 标准 计数抽样程序第1部分:按接收质量限(AQL )检索的 逐批检验抽样计划 GB/T 1958-1980 形状和位置公差 检测规定 GB/T 1957-1981 光滑极限量规 Q/HXB 3000.1抽样检查作业指导书 Q/HXB 2005.1产品的监视和测量控制程序 Q/HXB 2005.15不合格品控制程序 GB/T 2828.1-2003 (ISO 2859-1:1989) GB/T 1804- 2000 (ISO2768-1:104989) 一般公差未注公差的线性和角度尺寸的公差 GB/T 1184 - 1996(ISO2768-2:1989) 形状和位置公差未注公差值
位置度测量方法
1.基准﹔ 2.理論位置值﹔ 3.位置度公差 三、位置度公差帶 位置度公差帶是一以理論位置為中心對稱的區域。
四、位置度的標注與測量方法
3﹑以中心线左边第二根端子为例﹐测出实际尺寸D1(0.82)﹑D2(1.02)﹐根据位置定义﹐ DE=abs(Da-Dt) =abs{(D1+D2)/2-Dt)} =abs[(0.85+1.00)/2-0.90}] =0.025<0.05 其中﹐DE表示实际偏差 abs表示绝对值 Da表示实际位置尺寸 Dt表示理论位置尺寸﹐对于不同的端子﹐它们的理论位置尺寸是不测量时测量者须自行计算 DE=abs(Da-Dt) =abs{(D1+D2)/2-Dt)} =abs{[(d1+Dt)+(Dt-d2)]/2-Dt)} =abs[(d1-d2)/2]
(二)﹑IDE44P垂直位置度的标注与测量 如图﹐IDE44P端子在垂直方向上具有以下特点﹕排数少(只有两排)﹐每排端多(达22PIN)﹐长度值为端子材厚值﹐对于不同的端子﹐其值差异极小﹐因此我们排端子和下排端子分别看成两个整体。下面以下排端子为例介绍其测量方法。 一、测出角柱垂直方向上Φ1.70的实际尺寸﹐然后置中归零﹔ 二、往下偏移2.00﹐然后归零﹔ 三、
为基准﹐用于控制端子锡脚与与PCB板的配合﹐现其位置度公差0.18﹔另一个是端子域的位置度﹐此位置度以KEY为基准﹐用于控制端子接触区域与对插件的配合﹐现其度公差0.3。对于第一个位置度﹐其标注方式已统一﹔对于第二个位置度﹐有如下两种式﹕
以上两种标注方式中﹐第一种直接对124根端子接触区域一一测量其位置度﹐由接触区域是包在主体内部﹐若采用这种方式﹐测量繁琐困难﹔对于第二种测量方式﹐子是下料成型﹐且插在主体插槽中﹐插槽控制了端子的平面度﹐因此只须控制KEY相POST的位置度与端子锡脚相对POST的位置度﹐相应地也就控制了端子接触区域相对 水平位置度Th和垂直位置度Tv后﹐須再驗証其是否滿足公式Th2+Tv2≦0.152。
导轨直线度的检查调整和计算方法
水平仪的使用 (作者未知) 一、水平仪的使用和读数 水平仪是用于检查各种机床及其它机械设备导轨的不直度、机件相对位置的平行度以及设备安装的水平位置和垂直位置的仪器。水平仪是机床制造、安装和修理中最基本的一种检验工具。一般框式水平仪的外形尺寸是200×200mm,精度为0.02/1000。水平仪的刻度值是气泡运动一格时的倾斜度,以秒为单位或以每米多少毫米为单位,刻度值也叫做读数精度或灵敏度。若将水平仪安置在1米长的平尺表面上,在右端垫0.02毫米的高度,平尺倾斜的角度为4秒,此时气泡的运动距离正好为一个刻度。如图:1 计算如下:水平仪连同平尺的倾斜角α的大小可以从下式中求出: 由tgα= = =0.00002 则α=4秒 从上式可知0.02/1000精度的框式水平仪的气泡每运动一个刻度,其倾斜角度等于4秒,这时在离左端200mm处(相当于水平仪的1个边长),计算平尺下面的高度H1为: tgα= =0.00002 H1=tgα×L1=0.00002×200=0.004(mm) 由上式可知,水平仪气泡的实际变化值与所使用水平仪垫铁的长度有关。假如水平仪放在500mm长的垫铁上测量机床导轨,那么水平仪的气泡每运动1格,就说明垫铁两端高度差是0.01mm。另外,水平仪的实际变化值还与读数精度有关。所以,使用水平仪时,一定要注意垫铁的长度、读数精度以及单独使用时气泡运动一格所表示的真实数值。 由此得知,水平仪气泡运动一格后的数值,是根据垫铁的长度来决定的。
水平仪的读数,应按照它的起点任意一格为0。气泡运动一格计数为1,再运动一格计数为2,以此进行累计。在实际生产中对导轨的最后加工,无论采用磨削、精磨还是手工刮研,多数导轨都是呈单纯凸或单纯凹的状态,机床导轨的直线度产生曲线性也是少见的(加工前的导轨会有曲线性的现象)。测量导轨时,水平仪的气泡一般按照一个方向运动,机床导轨的凸凹是由水平仪的移动方向和该气泡的运动方向来确定。如图:2 水平仪的移动方向与气泡的运动方向相反,呈凸,用符号"+"表示。 水平仪的移动方向与气泡的运动方向相同,呈凹,用符号"-"表示。 如果导轨是凸的情况下,水平仪(垫铁)从任意一个方向进行移动,水平仪的气泡向相反方向运动,如图2-(1)所示。 如果导轨是凹的情况下,水平仪(垫铁)从任意一个方向进行移动,水平仪的气泡向相同方向运动,如图2-(2)所示。 确定导轨的凹凸后,再根据所使用的垫铁长度和水平仪气泡运动格数和的一半进行计算,才能得到导轨的准确的直线度误差精度。 二、导轨直线度的检查调整和计算方法 水平仪是测量机床导轨直线度的常用的仪器,是用来检查导轨在垂直平面内的直线度和在水平面内的直线度。用水平仪来进行调整导轨的直线度之前,应首先调整整体导轨的水平。将水平仪置于导轨的中间和两端位置上,调整到导轨的水平状态,使水平仪的气泡在各个部位都能保持在刻度范围内。再将导轨分成相等的若干整段来进行测量,并使头尾平稳的衔接,逐段检查并读数,然后确定水平仪气泡的运动方向和水平仪实际刻度及格数。进行记录,填写"+""-"符号,按公式进行计算机床导轨直线度精度误差值。
轨道直线度误差的测量
轨道直线度误差测量 一、实验目的: 1、掌握用水平仪测量垂直平面内的直线度误差的方法。 2、掌握用作图法求直线度误差,用最小区域法评定直线度误差的方法。 3、了解其他测量直线度误差的方法。 二、实验内容: 测量导轨直线度误差或测量平板一对角线的直线度误差。 三、水平仪的结构、工作原理: 1、水平仪的结构 框式水平仪一般是制成矩形框架,它们互相垂直平行,下方框边的上面装有一个水准器(密封的玻璃容器),本实验用i=0.01mm/l000mm水平仪。 2、测量工作原理: 以自然水平面为测量基准。用节距法(又称跨距法)对被测直线进行逐段测量,得到各段的读数然后经过数据处理,就可以用作图法或计算法求出误差值。 四、测量时注意事项 1、使用水平仪要尽量避免人的体温对它的影响。 2、测好一段.应推动板桥向后一测量段滑进,等气泡完全静止下来再读数。水平仪置于板桥上是作为一整体使用,测量过程中二者之间尽量不要发生相对移动。 3、作图力求准确,比例恰当,图面清晰。
五、实验步骤 1.将水平仪、桥板擦干净,将被测面去毛刺并擦净。 2.初步调平被测表面(导轨、平尺、平板、工作台)。 3.用节距法测量。桥板节距由被测长度L划分成若干等分段确定,跨距一般为100~250mm。将水平仪置于桥板上,从一端开始,逐段测量,做到相邻两段首尾相接。为使所作误差曲线图为实际形状误差的一致性,我们从左向右逐段进行测量。第一段的起点称为原点,第一段的末点是第1点,测得的读数表示该段末点相对起点的升降,将水平仪读数记于实验报告相应栏目中,然后将桥板连同水平仪滑移至第二段,使第一段末点与第二段的起点相衔接,就可测得第二点的读数。依此类推,直至测量完毕。 4.对测得值进行数据处理,用作图法求直线度误差f_。 用分度值: i =0.01 mm/m的合象水平仪检测长导轨的直线度,桥板跨距为130mm.测量数据列于下表: 六、数据处理
各种测量方法
各种测量方法 一、轴径 在单件小批生产中,中低精度轴径的实际尺寸通常用卡尺、千分尺、专用量表等普通计量器具进行检测;在大批量生产中,多用光滑极限量规判断轴的实际尺寸和形状误差是否合格;;高精度的轴径常用机械式测微仪、电动式测微仪或光学仪器进行比较测量,用立式光学计测量轴径是最常用的测量方法。 二、孔径 单件小批生产通常用卡尺、内径千分尺、内径规、内径摇表、内测卡规等普通量具、通用量仪;大批量生产多用光滑极限量规;高精度深孔和精密孔等的测量常用内径百分表(千分表)或卧式测长仪(也叫万能测长仪)测量,用小孔内视镜、反射内视镜等检测小孔径,用电子深度卡尺测量细孔(细孔专用)。 三、长度、厚度 长度尺寸一般用卡尺、千分尺、专用量表、测长仪、比测仪、高度仪、气动量仪等;厚度尺寸一般用塞尺、间隙片结合卡尺、千分尺、高度尺、量规;壁厚尺寸可使用超声波测厚仪或壁厚千分尺来检测管类、薄壁件等的厚度,用膜厚计、涂层测厚计检测刀片或其他零件涂镀层的厚度;用偏心检查器检测偏心距值,用半径规检测圆弧角半径值,
用螺距规检测螺距尺寸值,用孔距卡尺测量孔距尺寸。 四、表面粗糙度 借助放大镜、比较显微镜等用表面粗糙度比较样块直接进行比较;用光切显微镜(又称为双管显微镜测量用车、铣、刨等加工方法完成的金属平面或外圆表面;用干涉显微镜(如双光束干涉显微镜、多光束干涉显微镜)测量表面粗糙度要求高的表面;用电动轮廓仪可直接显示Ra0.025~6.3μm 的值;用某些塑性材料做成块状印模贴在大型笨重零件和难以用仪器直接测量或样板比较的表面(如深孔、盲孔、凹槽、内螺纹等)零件表面上,将零件表面轮廓印制印模上,然后对印模进行测量,得出粗糙度参数值(测得印模的表面粗糙度参数值比零件实际参数值要小,因此糙度测量结果需要凭经验进行修正);用激光测微仪激光结合图谱法和激光光能法测量Ra0.01~0.32μm的表面粗糙度。 五、角度 1.相对测量:用角度量块直接检测精度高的工件;用直角尺检验直角;用多面棱体测量分度盘精密齿轮、涡轮等的分度误差。 2.直接测量:用角度仪、电子角度规测量角度量块、多面棱体、棱镜等具有反射面的工作角度;用光学分度头测量工件的圆周分度或;用样板、角尺、万能角度尺直接测量精度要求不高的角度零件。3.间接测量:常用的测量器具有正弦规、滚柱和钢球等,也可使用三坐标测量机。 4.小角度测量:测量器具有水平仪、自准直仪、激光小角度测量仪
直线度误差测量方法的研究
直线度误差测量方法的研究 发表时间:2009-08-11T14:42:23.780Z 来源:《赤子》2009年第10期供稿作者:王锐(齐齐哈尔二机床(集团)有限责任公司,黑龙江齐齐哈尔 [导读] 提出一种测量圆柱体轴线直线度误差的新方案——转位测量法。该法运用误差分离技术有效地提高了测量准确度,且便于大型工件的在线测量。 摘要:提出一种测量圆柱体轴线直线度误差的新方案——转位测量法。该法运用误差分离技术有效地提高了测量准确度,且便于大型工件的在线测量。 关键词:直线度;误差;图解法 提出一种新的直线度误差测量方案,即转位测量法。该法采用一个测量头完成对圆柱体轴线直线度误差的测量,经过数据处理,利用误差分离技术有效地分离出仪器导轨的直线度误差、被测件的直径偏差等,从而大大提高了测量准确度。这一测量方案可实现直线度误差的在线测量。另外,若采用双测头装置进行测量,经过数据处理,还可同时得到仪器导轨的直线度误差及工件的多项形状误差。 1 测量原理 为了能对多项几何要素的直线度误差实现同时测量,可采用图1所示的双测头装置。若仅仅要求测量工件的轴线直线度误差,则只需从测头A(或测头B)中采集测量数据。 图1 测量装置 测量过程中,被测件处于静止状态,测头随测量拖板作轴向移动,每移动一个节距,采集一次数据。设由测头A进行测量,在被测件全长范围内采集信号;然后把工件旋转180°,进行第二次测量采集信号。在采集数据时,必须使两次测量过程中相同序号的采样点处于同一横截面内,即采样截面内。按照上述测量方法,在几个轴向截面(测量截面)内进行测量。一般为简便实用起见,可在两个互相垂直的测量截面内进行测量。至于采样截面的多少,应根据被测件的长度及其测量准确度要求而定。整个测量过程的采样点分布情况见图2。设被测件的轴线直线度误差为f(x),其直径偏差为φ(x),仪器导轨的直线度误差为δ(x),则由测量过程可知SA(x)=f(x)?啄(x)+φ(x)/2 (1) SA(x)=-f(x)?啄(x)+φ(x)/2 (2) 两式相减得 f(x)=[SA(x)-S'A(x)]/2 (3) 由式(3)即可求出被测件实际轴线在一个方向上的直线度误差,这个方向就是与该测量截面平行的方向。 若要同时从测量数据中得出仪器导轨的直线度误差δ(x)、被测件的直径偏差φ(x)及其素线的直线度误差g(x),则必须用如图1所示的双测头装置,且在测量过程中同时从测头A和测头B中采集数据。若将测头B采集的数据记作SB(x),则可得出SB(x)=-f(x)?啄(x)+φ(x)/2 (4) 由式(2)和式(4)得 ?啄(x)=[SB(x)-S'A(x)]/2 (5) 由式(1)和式(4)得 φ(x)=SA(x)+SB(x)(6) 另外,还可得到被测件素线的直线度误差g(x)。 2 数据处理 取(n+1)个采样截面,在两个互相垂直的轴向截面(即测量截面)内进行测量。由所采集的数据,按式(3)分别求出与两测量截面对应平行的方向上的轴线直线度误差fy(x)和fz(x),并由此确定各采样截面的中心o0、o1、…on,设其坐标依次为o0(y0,z0)、o1(y1,z1)、…、on(yn,zn),连接o0、o1、…on则可得到被测件轴线的误差曲线。为保证较高的准确度,采用图解法来评定直线度误差。 3 测量实例 被测件为长840mm的轴,采用转位法进行临床测量,取7个采样截面。设两个互相垂直的测量截面分别为xoy和xoz,在Y坐标方向所采集的数据为SAy(x)和S'Ay(x),在Z坐标方向采集的数据SAz(x)和S'Az(x)。由这些数据,按式(3)可分别求出两个测量方向上时轴线直线度误差fy(x)和fz(x),见表1。 以测量时被测件的旋转轴线为X轴建立直角坐标系,然后依据表1中的fy(x)和fz(x)的数值,在坐标图中确定各采样截面中心所对应的点,如图3所示。作这些点的最小包容圆。此圆直径即为被测轴线的直线度误差f。本例评定结果为f=25.4μm。 如果用传统的双表法测量,测得其轴线直线度误差为35μm。与上述转位法所得测量结果相比,两者之差为9.5μm。这是由于传统的双表测量法所得测量结果中包含了测量装置导轨的直线度误差,所以其值偏大。 4 结论 这里提出的转位测量法,由于运用误差分离技术比较彻底地分离了多项有关误差,如测量装置导轨的直线度误差、被测件的直径偏差等,而且只使用一个传感器,不存在因不同传感器的性能差异而带来的误差,所以大大提高了测量准确度。参考文献 [1]林景凡.互换性与测量技术基础[M].哈尔滨:哈尔滨工程大学出版社,2004.
三坐标测量位置度的方法及注意事项
三坐标测量位置度的方法及注意事项 位置度检测是机动车零部件检测中经常进行的一项常规检验。所谓“位置度”是指对被评价要素的实际位置对理想位置变动量的指标进行限制。在进行位置度检测时首先要很好地理解和消化图纸的要求,在理解的基础上选择合适的基准。位置度的检测就是相对于这些基准,它的定位尺寸为理论尺寸。 标签:三坐标;位置度 1 位置度的三坐标测量方法 1.1 计算被测要素的理论位置 ①根据不同零部件的功能要求,位置度公差分为给定一个方向、给定两个方向和任意方向三种,可以根据基准体系及确定被测要素的理论正确位置的两个理论正确尺寸的方向选择适当的投影面,如XY平面、XZ平面、YZ平面。②根据投影面和图纸要求正确计算被测要素在适当投影面的理论位置。 1.2 根据零部件建立合适的坐标系。在PC-DMIS软件中,可以把基准用于建立零件坐标系,也可以使用合适的测量元素建立零件坐标系,建立坐标的元素和基準元素可以分开。 1.3 测量被测元素和基准元素。在被测元素和基准元素取点拟合时,最好使用自动程序进行,以减少手动检测的误差。 1.4 位置度的评价。①在PC-DMIS软件中,位置度的评价可以直接点击位置度图标。②在位置度评价对话框中包含两个页面,特征控制框和高级,首先根据图纸要求设置相应的基准元素,在基准元素编辑窗口中只会出现在编辑当前光标位置以上的基准特征,如图1所示。③基准元素设置完成,回到特征控制框选择被测元素,设置基准,输入位置度公差。④在位置度评价的对话框中选择高级,在此对话框中可以设置特征控制框尺寸的信息输出方式和分析选项。如图2的对话框,在标称值一栏中手动键入被测要素的理论位置值,点击评价。 1.5 在报告文本中刷新就可以看到所评价的位置度结果。 2 三坐标测量位置度的注意事项 2.1 评价位置度的基准元素选择和建立坐标系的元素选择有相似之处,都要用平面或轴线作为A基准,用投影于第一个坐标平面的线作为B基准,用坐标系原点作为C基准。如果这些元素不存在,可以用构造功能套用、生成这些元素。 2.2 对位置度公差的理解。如位置度公差值t前加注φ,表示公差带是直径
直线度测量
自准直仪测量直线度 一、实验目的: 1、了解自准直测量原理 2、了解自准直仪的光路原理与测微原理, 3、了解并掌握自准直仪测量直线度的方法及数据处理。 二、实验原理: 1、自准直测量原理: 十字线与其倒像之间将错开距离t为: t fα =? tan2 t---称为偏离量当α很小时, = 2 t fα 2、应用自准直测量原理,再加上测微机构而设计制造的计量仪器,被称之为自准直仪。 自准直仪的光路原理如下: 1-光源;2-滤光片;3-分划板;4-立方直角棱镜; 5、6-反射镜;7-物镜;8-体外反射镜;9-固定分划板; 10-活动分划板;11-目镜;12-测微螺杆;13-测微鼓轮求偏离量t: 当反射镜8严格垂直于光轴时,十字线成像在固定分划板9的正中央,目镜视场如
若反射镜8对光轴有一微小倾角α ,则十字线像将产生偏离,偏离量t 由自准直原理可得 仪器的f 物为400mm ,测微螺杆12的螺距和固定分划板9上刻线的分度间隔都是0.4mm ,即测微螺杆每转一圈,活动分划板10上的长刻线在固定分划板9的刻度上移动一格,其对应的反射镜的倾角α为: 0.41 224002000 t f α= == ?物弧度 测微螺杆12同轴相连的测微鼓轮13上有100格圆周刻度,每格代表反射镜的倾角α为0.005/1000弧度。 三、实验步骤: 仪器安装调试:将自准直仪安装在稳固可靠的位置,将反射镜装在桥板上,使桥板跨角处在分段的第1和第2点处。接通电源,使目镜视场内获得均匀照明调节目镜视度,使测量者感觉目镜分划板成像清晰,调整手轮4、5(见自准直仪),至在目镜视场内出现刻线的自准直象,并使自准直的十字丝象与物镜分划板的十字丝接近重合(即主光轴与反射镜面垂直),在本实验中测量的是平板x 方向的直线度误差,故仅使得十字丝像的y 轴重合即可。 在读完第一次数后将桥板移到1、2段,依次读出读数。在测量时,从第一点开始,测到第8点,然后返回测量。每个点的取值为两次测量值的平均值。 四、实验数据记录及数据处理: 准直仪测量直线度 序号n 0 1 2 3 4 5 6 7 8 各点读数ai 0 0 +3 +5 +3 +5 +9 +8 -3 积累值 ∑=n i ai 0 +3 +8 +11 +16 +25 +33 +30 转移量 n i ∑=n i ai 0 0 3.75 7.5 11.25 15 18.75 22.5 26.25 30 各点直线度△hi (s ) 0 -3.75 -4.5 -3.25 -4 -2.75 2.5 6.75 0 各点直线度△hi ( m ) 0 -1.875 -2.25 -1.625 -2 -1.375 +1.25 +3.375 0 导轨直线度误差f1+f2=∣+3.375∣+∣-2.25∣=5.625( m ) tan 22t f f αα =≈?物物