(完整版)松下A5伺服电机驱动器调试步骤

松下A5伺服电机驱动器调试步骤
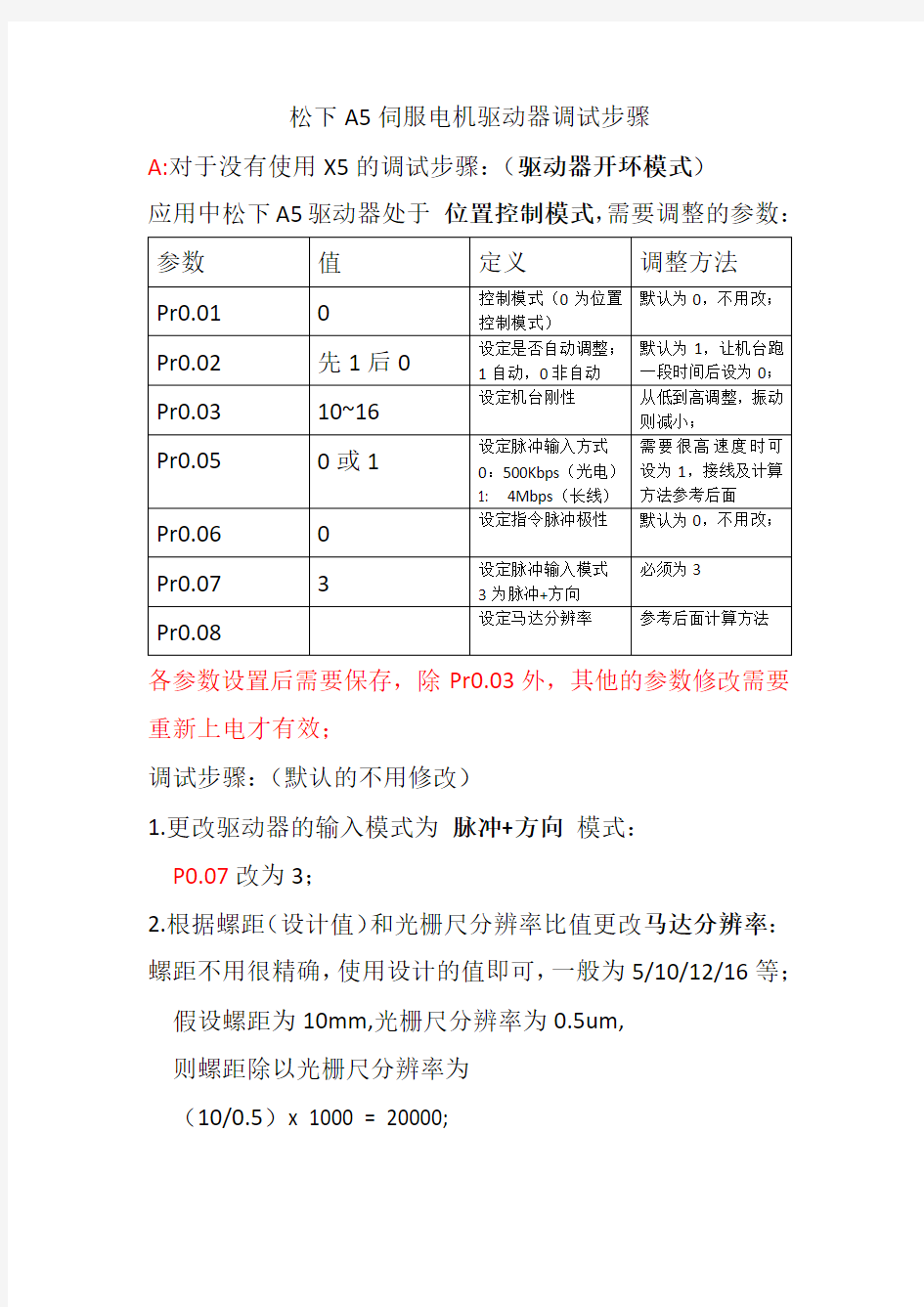
A:对于没有使用X5的调试步骤:(驱动器开环模式)
应用中松下A5驱动器处于位置控制模式,需要调整的参数:
各参数设置后需要保存,除Pr0.03外,其他的参数修改需要重新上电才有效;
调试步骤:(默认的不用修改)
1.更改驱动器的输入模式为脉冲+方向模式:
P0.07改为3;
2.根据螺距(设计值)和光栅尺分辨率比值更改马达分辨率:螺距不用很精确,使用设计的值即可,一般为5/10/12/16等;假设螺距为10mm,光栅尺分辨率为0.5um,
则螺距除以光栅尺分辨率为
(10/0.5)x 1000 = 20000;
假设螺距为10mm,光栅尺分辨率为1um,
则螺距除以光栅尺分辨率为
(10/1)x 1000 = 10000;
计算结果就是要填入的马达分辨率,计算结果写入Pr0.08;
3.根据马达分辨率,螺距,光栅尺分辨率可计算不同的脉冲输入方式(光电或长线)下机台运行的最高速度:
假设马达分辨率为20000,螺距为10mm:
光电接口下,最高500K输入,也就是500 000,则马达最高转速为500 000/20 000 = 25转每秒;
转换成机台速度就是转速x 螺距= 25 x 10mm = 250mm/S;
长线模式下,最高4M输入,也就是 4 000 000,则马达最高转速为4000 000/20 000 = 200转每秒;
转换成机台速度就是200 x 10 = 2000mm/S;
根据实际需要选择脉冲输入方式,并写入驱动器Pr0.05中。不同脉冲输入方式信号线X4接法不一样:
光电模式(Pr0.05 = 0,默认,一般使用该模式即可)
松下数字交流伺服调试说明书.
Panasonic 松下数字交流伺服 安装调试说明书 (2003.11版本)
目 录 1. 松下连接示意图 2. 通电前的检查 3. 通电时的检查 4. 松下伺服驱动器的参数设定 5. 松下伺服驱动器的参数和性能优化调整
1. 松下连接示意图 重要提示: 由于电机和编码器是同轴连接,因此,在电机轴端安装带轮或连轴器时,请勿敲击。否则,会损坏编码器。(此种 情况,不在松下的保修范围!) 2. 通电前的检查 1) 确认松下伺服驱动器和电机插头的连接,相序是否正确: A.中惯量电机,不带刹车制动器的连接: 伺服驱动器 电机插头 U A V B W C 接地 D 注: 电机相序错误,通电时会发生电机抖动现象。
B.中惯量电机MDMA 0.75KW-2.5KW,带刹车制动器电机的连接: 伺服驱动器 电机插头 U F V I W B 接地 D 刹车电源 G 刹车电源 H C. 中惯量电机MDMA 3KW-5KW,带刹车制动器电机的连接: 伺服驱动器 电机插头 U D V E W F 接地 G 刹车电源 A 刹车电源 B 2)确认松下伺服驱动器CN SIG和松下伺服电机编码器联接正确, 接插件螺丝拧紧。 3)确认松下伺服驱动器CN I/F和数控系统的插头联接正确, 接插件螺丝拧紧。 3.通电时的检查 1) 确认三相主电路输入电压在200V-220V范围内。 建议用户选用380V/200V的三相伺服变压器。 2)确认单相辅助电路输入电压在200V-220V范围内。
伺服电机的调试步骤
伺服电机的调试步骤 1、初始化参数 在接线之前,先初始化参数。在控制卡上:选好控制方式;将PID参数清零;让控制卡上电时默认使能信号关闭;将此状态保存,确保控制卡再次上电时即为此状态。在伺服电机上:设置控制方式;设置使能由外部控制;编码器信号输出的齿轮比;设置控制信号与电机转速的比例关系。一般来说,建议使伺服工作中的最大设计转速对应9V的控制电压。比如,松下是设置1V电压对应的转速,出厂值为500,如果你只准备让电机在1000转以下工作,那么,将这个参数设置为111。 2、接线 将控制卡断电,连接控制卡与伺服之间的信号线。以下的线是必须要接的:控制卡的模拟量输出线、使能信号线、伺服输出的编码器信号线。复查接线没有错误后,电机和控制卡(以及PC)上电。此时电机应该不动,而且可以用外力轻松转动,如果不是这样,检查使能信号的设置与接线。用外力转动电机,检查控制卡是否可以正确检测到电机位置的变化,否则检查编码器信号的接线和设置3、试方向 对于一个闭环控制系统,如果反馈信号的方向不正确,后果肯定是灾难性的。通过控制卡打开伺服的使能信号。这是伺服应该以一个较低的速度转动,这就是传说中的“零漂”。一般控制卡上都会有抑制零漂的指令或参数。使用这个指令或参数,看电机的转速和方向是否可以通过这个指令(参数)控制。如果不能控制,检查模拟量接线及控制方式的参数设置。确认给出正数,电机正转,编码器计数增加;给出负数,电机反转转,编码器计数减小。如果电机带有负载,行程有限,不要采用这种方式。测试不要给过大的电压,建议在1V以下。如果方向不一致,可以修改控制卡或电机上的参数,使其一致。 4、抑制零漂 在闭环控制过程中,零漂的存在会对控制效果有一定的影响,最好将其抑制住。使用控制卡或伺服上抑制零飘的参数,仔细调整,使电机的转速趋近于零。由于零漂本身也有一定的随机性,所以,不必要求电机转速绝对为零。 5、建立闭环控制 再次通过控制卡将伺服使能信号放开,在控制卡上输入一个较小的比例增益,至于多大算较小,这只能凭感觉了,如果实在不放心,就输入控制卡能允许的最小值。将控制卡和伺服的使能信号打开。这时,电机应该已经能够按照运动指令大致做出动作了。 6、调整闭环参数 细调控制参数,确保电机按照控制卡的指令运动,这是必须要做的工作,而这部分工作,更多的是经验,这里只能从略了。
松下伺服故障及原因
一、基本接线 主电源输入采用~220V,从L1、L3接入(实际使用应参照操作手册); 控制电源输入r、t也可直接接~220V; 电机接线见操作手册第22、23页,编码器接线见操作手册第24~26页,切勿接错。 二、试机步骤 1.JOG试机功能 仅按基本接线就可试机; 在数码显示为初始状态‘r 0’下,按‘SET’键,然后连续按‘MODE’键直至数码显示为‘AF-AcL’,然后按上、下键至‘AF-JoG’; 按‘SET’键,显示‘JoG -’:按住‘^’键直至显示‘rEAdy’; 按住‘<’键直至显示‘SrV-on’; 按住‘^’键电机反时针旋转,按‘V’电机顺时针旋转,其转速可由参数Pr57设定。 按‘SET’键结束。 2.内部速度控制方式 COM+(7脚)接+12~24VDC,COM-(41脚)接该直流电源地;SRV-ON(29脚)接COM-; 参数No.53、No.05设置为1:(注此类参数修改后应写入EEPROM,并重新上电) 调节参数No.53,即可使电机转动。参数值即为转速,正值反时针旋转,负值顺时针旋转。 3.位置控制方式 COM+(7脚)接+12~24VDC,COM-(41脚)接该直流电源地;SRV-ON(29脚)接COM-; PLUS1(3脚)、SIGN1(5脚)接脉冲源的电源正极(+5V); PLUS2(4脚)接脉冲信号,SIGN(6脚)接方向信号; 参数No.02设置为0,No42设置为3,No43设置为1; PLUS(4脚)送入脉冲信号,即可使电机转动;改变SIGN2即可改变电机转向。 另外,调整参数No.46、No.4B,可改变电机每转所需的脉冲数(即电子齿轮)。 常见问题解决方法: 1.松下数字式交流伺服系统MHMA 2KW,试机时一上电,电机就振动并有很大的噪声,然后驱动器出现16号报警,该怎么解决? 这种现象一般是由于驱动器的增益设置过高,产生了自激震荡。请调整参数No.1 0、No.11、No.12,适当降低系统增益。(请参考《使用说明书》中关于增益调整的内容) 2.松下交流伺服驱动器上电就出现22号报警,为什么? 22号报警是编码器故障报警,产生的原因一般有: 编码器接线有问题:断线、短路、接错等等,请仔细查对; 电机上的编码器有问题:错位、损坏等,请送修。 3.松下伺服电机在很低的速度运行时,时快时慢,象爬行一样,怎么办? 伺服电机出现低速爬行现象一般是由于系统增益太低引起的,请调整参数No.10、No.11、No.12,适当调整系统增益,或运行驱动器自动增益调整功能。(请参考《使用说明书》中关于增益调整的内容) 4.松下交流伺服系统在位置控制方式下,控制系统输出的是脉冲和方向信号,但不
(推荐)松下伺服调试参数
松下A5系列伺服参数 一、松下MINAS A5系列伺服驱动器参数设定:用松下MINAS A5系列伺服驱动器,设定以下参数后,机床即可工作。但 是,为优化机床性能,请详细参阅伺服驱动器技术资料。 参数号功能设定值设定值说明 Pr5.28* LED初始状态 6 通过设置此参数来监测脉冲数的接发是否正确。在维宏控制系统里面,通过脉冲监测,来检测控制卡发出脉冲是否正确,从而可判断出是否存在电气干扰问题。(该参数为指令脉冲总和) Pr0.01* 控制方式选择 0 0:位置控制 1:速度控制 2:转矩控制 Pr0.02 设定实时自动调整调试设定 0:无效 1:标准 3:垂直轴 Pr0.03 实时自动调整机器刚性设定调试设定 0—31,设定值越高,响应越快,但值太高,容易产生振动。实时自动增益调整时机器刚性设定。 Pr0.04 惯量比调试设定设置机械负载惯量对电机转子惯量比之比率。设定值(%)=(负载惯量/转子惯量)*100。实时自动增益调整时,此参数可自动估算并每30分钟在EEPROM 中刷新保存。 Pr0.05 指令脉冲输入选择 1 0:光电耦合器输入(低速接口) 1:长线驱动器专用输入(高速接口) Pr0.07 指令脉冲输入方式选择 3 设定脉冲指令输入方式为脉冲串加符号,负逻辑。Pr0.09 第一指令脉冲分倍频分子需计算 1~10000 典型值:螺距5mm,编码器分辨率10000,连轴器直拖,脉冲当量0.001mm时, Pr0.09=10000 Pr0.10=螺距5mm /脉冲当量0.001mm=5000 即:Pr0.09/Pr0.10=10000/5000=2/1 Pr0.10 指令脉冲分倍频的分母需计算 1~10000 二、松下驱动器的调节松下伺服器修改参数设定值后,须选择EEPROM 写入模式。 方法如下:①按 MODE键,选择EEPROM写入显示模式EE_SEt; ②按 SET键,显示EEP -; ③按住上翻键约3 秒,显示EEP ――到――――――到StArt,参数保存完显示FiniSh.表示参数写入有效,显示rESEt.表示需关断 电源,重新通电设定值才能生效;显示Error.表示写入无效,需重新设定参数。 三、电子齿轮比的计算(针对松下A5驱动),有两种计算方式: 1、松下专有方式:Pr0.08* 电机每旋转一次的指令脉冲数=螺距/脉冲当量 2、通用计算方式:当Pr0.08参数为0时,电子齿轮比=分子/分母=Pr0.09/Pr0.10=编码器分辨率*脉冲当量*机械减速比/螺距(=10000*0.001*1/5=2/1) 四、惯量比的调节 Pr0.04惯量比该参数对机床运行的平稳性、加工效果等起到了很重要的作用,比如:机床振动、机床电机发出异常声音、加工出来的圆不圆、加工的工件粗糙、加工的工件变形等,只有设置合理的惯量比,机床才能发挥出最大的优势,才能加工出更好的工件。 惯量比的设定有两种方法: 其一、手动设定直接手动将估算的惯量比设置到【Pr0.04】里。如果手动设置,需要你估算该机床的惯量比,既然估算,很难达到理想的惯量比,机床就很难发挥出最大的优势。 其二、自动设定机床运动。只有适合机床的惯量比,加工出来的工件才是最好的 下面我将详细介绍惯量比的自动调节: 1) 调节【Pr0.02】实时自动增益调整模式设定【Pr0.02】 X轴、Y轴设为【1】【Pr0.02】
松下PLC控制伺服电机实例程序
松下PLC控制伺服电机实例程序 上位机设定伺服电机旋转速度单位为(转/分),伺服电机设定为1000个脉冲转一圈. PLC输出脉冲频率=(速度设定值/6)*100(HZ)。 上位机设定伺服电机行走长度单位为(0.1mm),伺服电机每转一圈的行走长度10mm,伺服电机转一圈需要的脉冲数为1000,故PLC发出一个脉冲的行走长度为0.01mm(一个丝)。 PLC输出脉冲数=长度设定值*10。 上面两点的计算都是在伺服电机参数设定完的基础上得出的。也就是说,在计算PLC发出脉冲频率与脉冲前,必须先根据机械条件,综合考虑精度与速度要求设定好伺服电机的电子齿轮比!大致方法如下: 机械安装结束,伺服电机转动一圈的行走长度已经固定(如上面所说的10mm),设计要求的行走精度为0.1mm(10个丝)。为了保证此精度,一般情况下是让一个脉冲的行走长度低于0.1mm,如设定一个脉冲的行走长度为如上所述的0.01mm,于是电机转一圈所需要脉冲数即为1000个脉冲。此种设定当电机速度要求为1200转/分时,PLC应该发出的脉冲频率为20K。松下PLC的CPU本体可以发脉冲频率为100K,完全可以满足要求。 如果电机转动一圈为100mm,设定一个脉冲行走仍然是0.01mm,电机转一圈所需要脉冲数即为10000个脉冲,电机速度为1200转时所需要脉冲频率就是200K。PLC的CPU本体就不够了。需要加大成本,如增加脉冲输出专用模块等方式。 知道了频率与脉冲数的算法就简单了,只需应用PLC的相应脉冲指令发出脉冲即可,松下PLC的程序图如下:
松下伺服常见问题 一、基本接线 主电源输入采用~220V,从L1、L3接入(实际使用应参照操作手册); 控制电源输入r、t也可直接接~220V; 电机接线见操作手册第22、23页,编码器接线见操作手册第24~26页,切勿接错。 二、试机步骤 1.JOG试机功能 仅按基本接线就可试机; 在数码显示为初始状态‘r 0’下,按‘SET’键,然后连续按‘MODE’键直至数码显示为‘AF-AcL’,然后按上、下键至‘AF-JoG’; 按‘SET’键,显示‘JoG -’:按住‘^’键直至显示‘rEAdy’; 按住‘<’键直至显示‘SrV-on’; 按住‘^’键电机反时针旋转,按‘V’电机顺时针旋转,其转速可由参数Pr57设定。 按‘SET’键结束。 2.内部速度控制方式 COM+(7脚)接+12~24VDC,COM-(41脚)接该直流电源地;SRV-ON(29脚)接COM-; 参数No.53、No.05设置为1:(注此类参数修改后应写入EEPROM,并重新上电)
松下伺服电机常见问题及处理办法
. 松下伺服电机常见问题及处理办法 一、基本接线 主电源输入采用~220V,从L1、L3接入(实际使用应参照操作手册); 控制电源输入r、t也可直接接~220V; 电机接线见操作手册第22、23页,编码器接线见操作手册第24~26页,切勿接错。 二、试机步骤 1.JOG试机功能 仅按基本接线就可试机; 在数码显示为初始状态‘r 0'下,按‘SET'键,然后连续按‘MODE'键直至数码显示为‘AF-AcL',然后按上、下键至‘AF-JoG'; 按‘SET'键,显示‘JoG -':按住‘^'键直至显示‘rEAdy'; 按住‘<'键直至显示‘SrV-on'; 按住‘^'键电机反时针旋转,按‘V'电机顺时针旋转,其转速可由参数Pr57设定。 按‘SET'键结束。 2.内部速度控制方式 COM+(7脚)接+12~24VDC,COM-(41脚)接该直流电源地;SRV- ON(29脚)接COM-; 参数No.53、No.05设置为1: (注此类参数修改后应写入EEPROM,并重新上电)调节参数No.53,即可使电机转动。参数值即为转速,正值反时针旋转,负值顺时针旋转。 3.位置控制方式 COM+(7脚)接+12~24VDC,COM-(41脚)接该直流电源地;SRV- ON(29脚)接COM-; PLUS1(3脚)、SIGN1(5脚)接脉冲源的电源正极(+5V); PLUS2(4脚)接脉冲信号,SIGN(6脚)接方向信号; 参数No.02设置为0,No42设置为3,No43设置为1; PLUS(4脚)送入脉冲信号,即可使电机转动;改变SIGN2即可改变电机转
向。 另外,调整参数No.46、No.4B,可改变电机每转所需的脉冲数(即电子齿轮)。常见问题解决方法: '. . 1.松下数字式交流伺服系统MHMA 2KW,试机时一上电,电机就振动并有很大的噪声,然后驱动器出现16号报警,该怎么解决? 这种现象一般是由于驱动器的增益设置过高,产生了自激震荡。请调整参数No.10、No.11、No.12,适当降低系统增益。(请参考《使用说明书》中关于增 益调整的内容) 2.松下交流伺服驱动器上电就出现22号报警,为什么? 22号报警是编码器故障报警,产生的原因一般有: 编码器接线有问题:断线、短路、接错等等,请仔细查对; 电机上的编码器有问题:错位、损坏等,请送修。 3.松下伺服电机在很低的速度运行时,时快时慢,象爬行一样,怎么办? 伺服电机出现低速爬行现象一般是由于系统增益太低引起的,请调整参数No.10、No.11、No.12,适当调整系统增益,或运行驱动器自动增益调整功能。(请参考《使用说明书》中关于增益调整的内容) 4.松下交流伺服系统在位置控制方式下,控制系统输出的是脉冲和方向信号,但不管是正转指令还是反转指令,电机只朝一个方向转,为什么? 松下交流伺服系统在位置控制方式下,可以接收三种控制信号:脉冲/方向、正/反脉冲、A/B正交脉冲。驱动器的出厂设置为A/B正交脉冲(No42为0),请将No42改为3(脉冲/方向信号)。 5.松下交流伺服系统的使用中,能否用伺服-ON作为控制电机脱机的信号,以便直接转动电机轴? 尽管在SRV-ON信号断开时电机能够脱机(处于自由状态),但不要用它来启动
松下伺服电机调整参考与常见问题解决方法
松下伺服电机调整参考与常见问题解决方法 一、基本接线 主电源输入采用~220V,从L1、L3接入(实际使用应参照操作手册); 控制电源输入r、t也可直接接~220V; 电机接线见操作手册第22、23页,编码器接线见操作手册第24~26页,切勿接错。 二、试机步骤 1.JOG试机功能 仅按基本接线就可试机; 在数码显示为初始状态‘r 0’下,按‘SET’键,然后连续按‘MODE’键直至数码显示为‘AF -AcL’,然后按上、下键至‘AF-JoG’; 按‘SET’键,显示‘JoG -’:按住‘^’键直至显示‘rEAdy’; 按住‘<’键直至显示‘SrV-on’; 按住‘^’键电机反时针旋转,按‘V’电机顺时针旋转,其转速可由参数Pr57设定。 按‘SET’键结束。 2.内部速度控制方式 COM+(7脚)接+12~24VDC,COM-(41脚)接该直流电源地;SRV-ON(29脚)接COM-; 参数No.53、No.05设置为1:(注此类参数修改后应写入EEPROM,并重新上电) 调节参数No.53,即可使电机转动。参数值即为转速,正值反时针旋转,负值顺时针旋转。 3.位置控制方式 COM+(7脚)接+12~24VDC,COM-(41脚)接该直流电源地;SRV-ON(29脚)接COM-; PLUS1(3脚)、SIGN1(5脚)接脉冲源的电源正极(+5V); PLUS2(4脚)接脉冲信号,SIGN(6脚)接方向信号; 参数No.02设置为0,No42设置为3,No43设置为1; PLUS(4脚)送入脉冲信号,即可使电机转动;改变SIGN2即可改变电机转向。 另外,调整参数No.46、No.4B,可改变电机每转所需的脉冲数(即电子齿轮)。
松下伺服调试参数
松下伺服调试参数 Prepared on 22 November 2020
松下 A5系列伺服参数 一、松下MINAS A5系列伺服驱动器参数设定:用松下MINAS A5系列伺服驱动器,设定以下参数后,机床即可工作。但 是,为优化机床性能,请详细参阅伺服驱动器技术资料。 参数号功能设定值设定值说明 * LED初始状态 6 通过设置此参数来监测脉冲数的接发是否正确。在维宏控制系统里面,通过脉冲监测,来检测控制卡发出脉冲是否正确,从而可判断出是否存在电气干扰问题。(该参数为指令脉冲总和) * 控制方式选择 0 0:位置控制 1:速度控制 2:转矩控制 设定实时自动调整调试设定 0:无效 1:标准 3:垂直轴 实时自动调整机器刚性设定调试设定 0—31,设定值越高,响应越快,但值太高,容易产生振动。实时自动增益调整时机器刚性设定。 惯量比调试设定设置机械负载惯量对电机转子惯量比之比率。设定值(%)=(负载惯量/转子惯量)*100。实时自动增益调整时,此参数可自动估算并每30分钟在EEPROM中刷新保存。指令脉冲输入选择 1 0:光电耦合器输入(低速接口) 1:长线驱动器专用输入(高速接口) 指令脉冲输入方式选择 3 设定脉冲指令输入方式为脉冲串加符号,负逻辑。第一指令脉冲分倍频分子需计算 1~10000 典型值:螺距5mm,编码器分辨率10000,连轴器直拖,脉冲当量时,=10000 =螺距5mm /脉冲当量=5000 即:=10000/5000=2/1 指令脉冲分倍频的分母需计算 1~10000 二、松下驱动器的调节松下伺服器修改参数设定值后,须选择EEPROM 写入模式。 方法如下:①按 MODE键,选择EEPROM写入显示模式EE_SEt; ②按 SET键,显示EEP -;
松下伺服器接线总结..-共27页
松下伺服电机接线总结 伺服驱动器型号:MDDHT5540 伺服电机型号:MSME152G1H 运动控制卡型号:PCI-1240 1、主电路 工作原理:按下空气开关MCCB后,控制电路L1C、L2C先得电。此时ALM+引脚有输出,ALM回路控制的回路接通,ALM回路的继电器控制的开关ALM 闭合。软件开关通过程序控制主电路的通断,正常运行情况下一直运行。此时只要按下开始按钮ON,电磁接触器线圈主电路瞬间接通,电磁接触器线圈MC得电后,使电磁接触器控制的开关MC闭合,此时即使开始按钮ON断开,由于电路的自锁作用,主电路仍然接通。 2、脉冲发送电路
接线根据: 运动控制卡PCI-1240给出的控制卡功能模块图如下图所示 由图可知,运动控制卡输出脉冲的方式为长线驱动方式。 松电机下伺服使用手册中P3-35(P151)中提到长线驱动接线端子说明如下图 手册P3-18(P134)给出的长线驱动接线方法如下图
3、编码器反馈脉冲接收电路 接线原理:关于利用伺服驱动器输出的ABZ相脉冲计算伺服电机的旋转角度(参考 网址:http://bbs.gongkong1/Details/201910/2019103112034201901-1.shtml)推荐做法:先将OA、OB脉冲四倍频(类似于DSP的QEP计数模块),具体实现的时候只需要记住OA、OB的每个脉冲跳变即可实现四倍频,同时要辩相,一般我们定义OA超前OB为电机旋转正方向,此时脉冲累加,否则为负方向,脉冲累减。知道了脉冲个数就好办了,如果松下伺服输出的脉冲个数为一圈2500个,由于我们四倍频了,故实际到我们这里就应该是10000个没圈,根据这个脉冲你就可以知道电机的相对位置。根据OC信号,你可以知道电机的绝对位置,一般定义OC出现的时刻就是电机转子的零位,因此每次检测到OC出现,就应该认为绝对位置出现,这样可以清除累积误差。根据收到的脉冲数,采用M法测速也可以计算出实际电机的转速。 接线根据: 伺服驱动器说明书P3-32(P148)给出的接线说明
松下伺服调试参数
松下A5 系列伺服参数 一、松下MINASA5系列伺服驱动器参数设定:用松下MINASA5系列伺服驱动器,设定以 下参数后,机床即可工作。但 是,为优化机床性能,请详细参阅伺服驱动器技术资料。参数号功能设定值设定值说明 Pr5.28* LED 初始状态6 通过设置此参数来监测脉冲数的接发是否正确。在维宏控制系统里面,通过脉冲监测, 来检测控制卡发出脉冲是否正确,从而可判断出是否存在电气干扰问题。(该参数为指令脉冲总和) Pr0.01* 控制方式选择0 0 :位置控制1 :速度控制2 :转矩控制 Pr0.02 设定实时自动调整调试设定0 :无效1 :标准3 :垂直轴 Pr0.03 实时自动调整机器刚性设定调试设定0 —31 ,设定值越高,响应越快,但值太高,容易产生振动。实时自动增益调整时机器刚性设定。 Pr0.04 惯量比调试设定设置机械负载惯量对电机转子惯量比之比率。设定值(%)=(负 载惯量/ 转子惯量)*100。实时自动增益调整时,此参数可自动估算并每30 分钟在EEPROM 中刷新保存。 Pr0.05 指令脉冲输入选择1 0 :光电耦合器输入(低速接口)1 :长线驱动器专用输入(高速接口) Pr0.07 指令脉冲输入方式选择3 设定脉冲指令输入方式为脉冲串加符号,负逻辑。 Pr0.09第一指令脉冲分倍频分子需计算1?10000典型值:螺距5mm编码器分辨率 10000,连轴器直拖,脉冲当量0.001mm时, Pr0.09 = 10000 Pr0.10 = 螺距5mm / 脉冲当量0.001mm = 5000 即 Pr0.09/Pr0.10=10000/5000=2/1 Pr0.10 指令脉冲分倍频的分母需计算1 ?10000 二、松下驱动器的调节松下伺服器修改参数设定值后,须选择EEPROM写入模式。 方法如下:①按MODE键,选择EEPROI W入显示模式EE_SEt; ②按SET键,显示EEP ―; ③按住上翻键约3秒,显示EEP --------------- 到一--------------------- 到StArt, 参数保存完 显示F iniSh .表示参数写入有效,显示rESEt .表示需关断 电源,重新通电设定值才能生效;显示Error .表示写入无效,需重新设定参数。 三、电子齿轮比的计算(针对松下A5驱动),有两种计算方式: 1、松下专有方式:Pr0.08* 电机每旋转一次的指令脉冲数=螺距/ 脉冲当量 2、通用计算方式:当Pr0.08 参数为0 时,电子齿轮比=分子/分母=Pr0.09/Pr0.10= 编码器 分辨率*脉冲当量*机械减速比/螺距(=10000*0.001*1/5=2/1 ) 四、惯量比的调节 Pr0.04 惯量比该参数对机床运行的平稳性、加工效果等起到了很重要的作用,比如:机床振动、机床电机发出异常声音、加工出来的圆不圆、加工的工件粗糙、加工的工件变形等, 只有设置合理的惯量比,机床才能发挥出最大的优势,才能加工出更好的工件。 惯量比的设定有两种方法:其一、手动设定直接手动将估算的惯量比设置到【Pr0.04 】里。如果手动设置,需要你估算该机床的惯量比,既然估算,很难达到理想的惯量比,机床就很难发挥出最大的优势。 其二、自动设定机床运动。只有适合机床的惯量比,加工出来的工件才是最好的下面我将详细介绍惯量比的自动调 节: 1) 调节【Pr0.02】实时自动增益调整模式设定【Pr0.02】X轴、Y轴设为【1】【Pr0.02】 Z 轴设为【3】 2) 调节【Pr0.03 】实时自动调整机械刚性选择 该参数非常重要,决定了机床的平稳性以及加工效果。一般设定值在0?31之间。X轴丫轴 Z轴可根据机床本身任意设,在机床运动时机床不振动、电机不发出嗡嗡声音的前提下,尽量增大参数的值,因为该
松下伺服电机行星减速机直角减速机
KFR系列直角伺服行星减速机: 具有高精度、高钢性、高负载、高效率、高速比、高寿命、低惯性、低振动、低噪音、低温升、外观美、结构轻小、安装方便、精确定位等特点,适用于交流伺服马达、直流伺服马达、步进马达、液压马达的增速与减速传动。适合于全球任何厂商所制造的驱动产品连接. 应用领域: 伺服减速机可直接安装到交流和直流伺服马达上,广泛应用于中等精度程度的工业领域。如:印刷机床、火焰切割、激光切割、数控机床、工具机械,食品包裝、自动化产业、工业机器人、和自动化的机电产品行业。 性能和特点: KFR系列直角伺服行星减速机提供了高性价比,应用广泛、经济实用、寿命长等优点,在伺服控制的应用上,发挥了良好的伺服刚性效应,准确的定位控制,在运转平台上具备了中低背隙,高效率,高输入转速,高输入扭矩,运转平順,低噪音等特性,外观及结构设计轻小。使用免更换的润滑油,及无论安装在何处,都可以免维修操作全封闭式设计,并且具有IP65的保护程度,因此工作环境差时亦可使用。 KFR系列伺服减速机性能参数:
配备电机LA LZ S LR LB LE LC L1(一级传动)L2(二级传动)L3(三级传动)2000W 145 4-M8 22(F7) 65 110(H7) 10 150 200 246 287 3000W 200 4-M12 35(F7) 80 114.3(H7) 10 180 200 246 287 4200W 215 4-M12 38/42(F7) 115 180(H7) 10 190 200 246 287 配备电机LA LZ S LR LB LE LC L1(一级传动) L2(二级传动)L3(三级传动)3000W 200 4-M12 35F7 82 114.3H7 10 188 214 262 300 4200W 215 4-M12 38/42F7 115 180H7 10 192 214 262 300 7500W 235 4-M12 55F7 120 200H7 10 220 214 262 300
松下伺服电机A5与电机选型
松下伺服电机A5(图)MHMD042S1T
松下开发出了响应性更高的AC伺服马达“MINAS-A5”系列(图)。响应频率较原来的1kHz提高了1倍,达到2kHz。嵌入制造半导体及液晶时使用的贴片机、探针及电子部件封装机等装置后,能够使可动部迅速起动或停止。另外还对降低振动下了一番工夫,有助于缩短制造装置的单件产品生产时间。 为了抑制振动,首先将转子的极数增至10,减小了齿槽力矩。其次,通过内置共振抑制滤波器和减振滤波器,将振动降到了原来的1/8。而且还在轻量化方面改进了转子和定子的设计和工艺,使重量比原来减轻了10~25%。 此外,易用性也得到了提高。此次开发了可简单进行装置起动作业的装配支持用软件。支持日语、英语、汉语及韩语4种语言,海外工厂的员工也可轻松操作。符合防水规格IP67,耐水性及耐油性也很出色。 电压根据输出功率备有100V、200V、400V三种。最大转速为6000rpm (但在750W以下)。输出功率范围为50W~15kW。其中,5kW以下型号从2009年9月1日开始销售,超过5kW的型号将于2010年春季上市。 A5系列电机的特点: 功率: 50W~5kW 惯量不同 特性改善:槽定位转矩0.5%以下 小型?超轻化:行业最轻(1kW~5kW) 高分解率:绝对式17bit、增量式20bit 耐环境性能升级: IP67构造
连接:全容量连接化
A5系列驱动器的特点 电源:单相AC100V、单/3相AC200V 控制模式:转矩、速度、位置、全闭环 控制参数:扩大自动设定范围 与PC通信:对应USB 新软件设定,操作性能升级安装:与A4互换
伺服电机表面问题
常见问题解决方法: 1.松下数字式交流伺服系统MHMA 2KW,试机时一上电,电机就振动并有很大的噪声,然后驱动器出现16号报警,该怎么解决? 这种现象一般是由于驱动器的增益设置过高,产生了自激震荡。请调整参数No.10、No.11、No.12,适当降低系统增益。(请参考《使用说明书》中关于增益调整的内容) 2.松下交流伺服驱动器上电就出现22号报警,为什么? 22号报警是编码器故障报警,产生的原因一般有: 编码器接线有问题:断线、短路、接错等等,请仔细查对; 电机上的编码器有问题:错位、损坏等,请送修。 3.松下伺服电机在很低的速度运行时,时快时慢,象爬行一样,怎么办? 伺服电机出现低速爬行现象一般是由于系统增益太低引起的,请调整参数No.10、No.11、No.12,适当调整系统增益,或运行驱动器自动增益调整功能。(请参考《使用说明书》中关于增益调整的内容) 4.松下交流伺服系统在位置控制方式下,控制系统输出的是脉冲和方向信号,但不管是正转指令还是反转指令,电机只朝一个方向转,为什么?
松下交流伺服系统在位置控制方式下,可以接收三种控制信号:脉冲/方向、正/反脉冲、A/B正交脉冲。驱动器的出厂设置为A/B正交脉冲(No42为0),请将No42改为3(脉冲/方向信号)。 5.松下交流伺服系统的使用中,能否用伺服-ON作为控制电机脱机的信号,以便直接转动电机轴? 尽管在SRV-ON信号断开时电机能够脱机(处于自由状态),但不要用它来启动或停止电机,频繁使用它开关电机可能会损坏驱动器。如果需要实现脱机功能时,可以采用控制方式的切换来实现:假设伺服系统需要位置控制,可以将控制方式选择参数No02设置为4,即第一方式为位置控制,第二方式为转矩控制。然后用C-MODE来切换控制方式:在进行位置控制时,使信号C-MODE打开,使驱动器工作在第一方式(即位置控制)下;在需要脱机时,使信号C-MODE闭合,使驱动器工作在第二方式(即转矩控制)下,由于转矩指令输入TRQR 未接线,因此电机输出转矩为零,从而实现脱机。 6.在我们开发的数控铣床中使用的松下交流伺服工作在模拟控制方式下,位置信号由驱动器的脉冲输出反馈到计算机处理,在装机后调试时,发出运动指令,电机就飞车,什么原因?
松下A5伺服电机驱动器调试步骤
松下A5伺服电机驱动器调试步骤 A:对于没有使用X5的调试步骤:(驱动器开环模式) 应用中松下A5驱动器处于位置控制模式,需要调整的参数: 各参数设置后需要保存,除Pr0.03外,其他的参数修改需要重新上电才有效; 调试步骤:(默认的不用修改) 1.更改驱动器的输入模式为脉冲+方向模式: P0.07改为3; 2.根据螺距(设计值)和光栅尺分辨率比值更改马达分辨率:螺距不用很精确,使用设计的值即可,一般为5/10/12/16等;假设螺距为10mm,光栅尺分辨率为0.5um, 则螺距除以光栅尺分辨率为 (10/0.5)x1000 = 20000;
假设螺距为10mm,光栅尺分辨率为1um, 则螺距除以光栅尺分辨率为 (10/1)x1000 = 10000; 计算结果就是要填入的马达分辨率,计算结果写入Pr0.08; 3.根据马达分辨率,螺距,光栅尺分辨率可计算不同的脉冲输入方式(光电或长线)下机台运行的最高速度: 假设马达分辨率为20000,螺距为10mm: 光电接口下,最高500K输入,也就是500 000,则马达最高转速为500 000/20 000 = 25转每秒; 转换成机台速度就是转速x螺距= 25 x 10mm = 250mm/S; 长线模式下,最高4M输入,也就是 4 000 000,则马达最高转速为4000 000/20 000 = 200转每秒; 转换成机台速度就是200 x 10 = 2000mm/S; 根据实际需要选择脉冲输入方式,并写入驱动器Pr0.05中。不同脉冲输入方式信号线X4接法不一样: 光电模式(Pr0.05 = 0,默认,一般使用该模式即可) 长线模式(Pr0.05 = 1)
松下伺服电机常见问题及处理办法
松下伺服电机常见问题及处理办法 一、基本接线 主电源输入采用~220V,从L1、L3接入(实际使用应参照操作手册); 控制电源输入r、t也可直接接~220V; 电机接线见操作手册第22、23页,编码器接线见操作手册第24~26页,切勿接错。 二、试机步骤 1.JOG试机功能 仅按基本接线就可试机; 在数码显示为初始状态‘r 0’下,按‘SET’键,然后连续按‘MODE’键直至数码显示为‘AF-AcL’,然后按上、下键至‘AF-JoG’; 按‘SET’键,显示‘JoG -’:按住‘^’键直至显示‘rEAdy’; 按住‘<’键直至显示‘SrV-on’; 按住‘^’键电机反时针旋转,按‘V’电机顺时针旋转,其转速可由参数Pr57设定。 按‘SET’键结束。 2.内部速度控制方式 COM+(7脚)接+12~24VDC,COM-(41脚)接该直流电源地;SRV-ON(29脚)接COM-; 参数No.53、No.05设置为1:(注此类参数修改后应写入EEPROM,并重新上电) 调节参数No.53,即可使电机转动。参数值即为转速,正值反时针旋转,负值顺时针旋转。 3.位置控制方式
COM+(7脚)接+12~24VDC,COM-(41脚)接该直流电源地;SRV-ON(29脚)接COM-; PLUS1(3脚)、SIGN1(5脚)接脉冲源的电源正极(+5V); PLUS2(4脚)接脉冲信号,SIGN(6脚)接方向信号; 参数No.02设置为0,No42设置为3,No43设置为1; PLUS(4脚)送入脉冲信号,即可使电机转动;改变SIGN2即可改变电机转向。 另外,调整参数No.46、No.4B,可改变电机每转所需的脉冲数(即电子齿轮)。 常见问题解决方法: 1.松下数字式交流伺服系统MHMA 2KW,试机时一上电,电机就振动并有很大的噪声,然后驱动器出现16号报警,该怎么解决? 这种现象一般是由于驱动器的增益设置过高,产生了自激震荡。请调整参数No.10、No.11、No.12,适当降低系统增益。(请参考《使用说明书》中关于增益调整的内容) 2.松下交流伺服驱动器上电就出现22号报警,为什么? 22号报警是编码器故障报警,产生的原因一般有: 编码器接线有问题:断线、短路、接错等等,请仔细查对; 电机上的编码器有问题:错位、损坏等,请送修。 3.松下伺服电机在很低的速度运行时,时快时慢,象爬行一样,怎么办? 伺服电机出现低速爬行现象一般是由于系统增益太低引起的,请调整参数No.10、No.11、No.12,适当调整系统增益,或运行驱动器自动增益调整功能。(请参考《使用说明书》中关于增益调整的内容)
松下A4数字交流伺服安装调试说明书
Panasonic 松下A4数字交流伺服安装调试说明书 (2005.11版本) 1
目录 1. 松下A4 连接示意图 2. 通电前的检查 3. 通电时的检查 4. 松下A4 伺服驱动器的参数设定 1)松下伺服驱动器修改参数的操作方法 2) 松下A4 伺服驱动器参数表 3)松下A4 伺服驱动器参数设定步骤5.常见故障报警的处理
重要提示: 由于电机和编码器是同轴连接,因此,在电机轴端安 装带轮或连轴器时,请勿敲击。否则,会损坏编码器。(此种情况,不 在松下的保修范围!) 2. 通电前的检查 1) 确认松下伺服驱动器和电机插头的连接,相序是否正确: A .中惯量电机,不带刹车制动器的连接: 3 U A 2 V B 1 W C 接地 D 注: 电机相序错误,通电时会发生电机抖动现象。
B.中惯量电机MDMA 0.75KW-2.5KW,带刹车制动器电机的连接: U F V I W B 接地 D 刹车电源G 刹车电源H C. 中惯量电机MDMA 3KW-5KW,带刹车制动器电机的连接: U D V E W F 接地G 刹车电源 A 刹车电源 B 2)确认松下伺服驱动器X6 和松下伺服电机编码器联接正确。 3)确认松下伺服驱动器X5 和数控系统的插头联接正确。 3.通电时的检查 1) 确认三相主电路输入电压在200V-220V 范围内。 建议用户选用380V/200V 的三相伺服变压器。 2)确认单相辅助电路输入电压在200V-220V 范围内。 4.松下A4 伺服驱动器的参数设定 1)松下伺服驱动器修改参数的操作方法 A. 接通驱动器电源; B. 按操作面板上的“SET”键; C. 按住“MODE”键,选择参数页面
松下伺服电机常见问题
松下伺服电机常见问题 一、 基本接线 主电源输入采用~220V,从L1、L3接入(实际使用应参照操作手册); 控制电源输入r、t也可直接接~220V; 电机接线见操作手册第22、23页,编码器接线见操作手册第24~26页,切勿接错。 二、试机步骤 1.JOG试机功能 仅按基本接线就可试机; 在数码显示为初始状态‘r 0’下,按‘SET’键,然后连续按‘MODE’键直至数码显示为‘AF-AcL’,然后按上、下键至‘AF-JoG’; 按‘SET’键,显示‘JoG -’:按住‘^’键直至显示‘rEAdy’; 按住‘<’键直至显示‘SrV-on’; 按住‘^’键电机反时针旋转,按‘V’电机顺时针旋转,其转速可由参数Pr57设定。 按‘SET’键结束。 2.内部速度控制方式 COM+(7脚)接+12~24VDC,COM-(41脚)接该直流电源地;SRV-ON(29脚)接COM-; 参数No.53、No.05设置为1:(注此类参数修改后应写入EEPROM,并重新上电) 调节参数No.53,即可使电机转动。参数值即为转速,正值反时针旋转,负值顺时针旋转。 3.位置控制方式 COM+(7脚)接+12~24VDC,COM-(41脚)接该直流电源地;SRV-ON(29脚)接COM-; PLUS1(3脚)、SIGN1(5脚)接脉冲源的电源正极(+5V); PLUS2(4脚)接脉冲信号,SIGN(6脚)接方向信号; 参数No.02设置为0,No42设置为3,No43设置为1; PLUS(4脚)送入脉冲信号,即可使电机转动;改变SIGN2即可改变电机转向。 另外,调整参数No.46、No.4B,可改变电机每转所需的脉冲数(即电子齿轮)。 常见问题解决方法: 1.松下数字式交流伺服系统MHMA 2KW,试机时一上电,电机就振动并有很大的噪声,然后驱动器出现16号报警,该怎么解决? 这种现象一般是由于驱动器的增益设置过高,产生了自激震荡。请调整参数No.10、No.11、No.12,适当降低系统增益。(请参考《使用说明书》中关于增益调整的内容) 2.松下交流伺服驱动器上电就出现22号报警,为什么?
经验:松下A4伺服 DMC-1842控制卡调试
松下 A4伺服 +DMC-1842控制卡调试 一、 JOG 试机功能 驱动器上电前,请将驱动器的 X5插头拔下; 在数码显示为初始状态‘r 0’ 下,按‘SET’ 键,然后连续按‘MODE’ 键直至数码显示为‘AF -AcL’ , 然后按上、下键至‘AF-JoG’; 按‘SET’ 键,显示‘JoG -’:按住‘^’ 键直至显示‘rEAdy’; 按住‘<’ 键直至显示‘SrV-on’; 按住‘^’ 键电机反时针旋转,按‘V’ 电机顺时针旋转。按‘SET’ 键结束。 此法可证明电机、驱动器及其连接是正确无误的。 二、实时自动增益调整 请将 Pr21(实时自动增益调整模式设为“1” ; , 请确保执行自动增益调整时负载位置的改变不会出现危险; 选择显示“RE_no1“, 按上或下箭头调整机械刚性设为“1” 或较小值; 按“SET” 显示“REu -” 指令输入禁止后,伺服接通;持续按上箭头,电机开始启动; 调谐完成后,适当增加机械刚性设定值,重复上述步骤; 最后按下面的步骤将增益值写入 EEPROM 中 按“set” 键后按 2次“M” 键, 进入 EEPROM 写入模式; 按”set” 键, 显示“EEP -“ 。持续按上箭头,直至写入完成。 三、设置驱动器的控制模式
请将 Pr02(速度控制模式设置为 1; Pr04(驱动禁止输入无效设置为 1; Pr52(速度指令零漂设置为 0; 对驱动器参数进行保存操作。 四、插入驱动器 X5插头和 100芯电缆线前准备工作 请仔细检查控制卡的跳线,确保控制卡工作在速度模式; 请将各轴的电机类型正确设置, TL(力矩限制 , KP , KI , KD 参数设置在较低的水平; OE(错误限制设置为使能; 电机使能输出关闭的状态; 确认已写入修改参数到EEPROM 中 五、信号连线 (插入 X5插头, 100芯电缆 启动电脑,观察运控端子板上 LED 状态指示灯;伺服使能信号指示灯熄灭状态;限位信号 LED 指示灯可 以手动控制亮灭;驱动器电机上电 , 开启测试软件 , 手推工作台,观察光栅尺的读数,能够正负累加计数 同时驱动器上速度显示方向与光栅尺读数改变方向一致; 执行伺服使能命令, 电机立即进入励磁状态, 至此证明硬件连线正确。 警告, 若电机励磁后, 电机一直向一方运动不停, 请更改控制卡的电机类型设置或驱动器的 Pr51(速度指令逻 辑和 Pr52(速度指令零漂调整 ;使用控制卡的指令命令测试限位信号的方向和极性, 轴的命令运动方向与实际
松下伺服电机的使用
松下伺服电机使用简例 一、基本接线 主电源输入采用~220V,从L1、L3接入(实际使用应参照操作手册); 控制电源输入r、t也可直接接~220V; 电机接线见操作手册第22、23页,编码器接线见操作手册第24~26页,切勿接错。 二、试机步骤 1.JOG试机功能 仅按基本接线就可试机; 在数码显示为初始状态‘r 0’下,按‘SET’键,然后连续按‘MODE’键直至数码显示为‘AF-AcL’,然后按上、下键至‘AF-JoG’; 按‘SET’键,显示‘JoG -’:按住‘^’键直至显示‘rEAdy’; 按住‘<’键直至显示‘SrV-on’; 按住‘^’键电机反时针旋转,按‘V’电机顺时针旋转,其转速可由参数Pr57设定。 按‘SET’键结束。 2.内部速度控制方式 COM+(7脚)接+12~24VDC,COM-(41脚)接该直流电源地;SRV-ON(29脚)接COM-; 参数No.53、No.05设置为1:(注此类参数修改后应写入EEPROM,并重新上电) 调节参数No.53,即可使电机转动。参数值即为转速,正值反时针旋转,负值顺时针旋转。 3.位置控制方式 COM+(7脚)接+12~24VDC,COM-(41脚)接该直流电源地;SRV-ON(29脚)接COM-;
PLUS1(3脚)、SIGN1(5脚)接脉冲源的电源正极(+5V); PLUS2(4脚)接脉冲信号,SIGN(6脚)接方向信号; 参数No.02设置为0,No42设置为3,No43设置为1; PLUS(4脚)送入脉冲信号,即可使电机转动;改变SIGN2即可改变电机转向。另外,调整参数No.46、No.4B,可改变电机每转所需的脉冲数(即电子齿轮)。 常见问题解决方法: 1.松下数字式交流伺服系统MHMA 2KW,试机时一上电,电机就振动并有很大的噪声,然后驱动器出现16号报警,该怎么解决? 这种现象一般是由于驱动器的增益设置过高,产生了自激震荡。请调整参数No.10、No.11、No.12,适当降低系统增益。(请参考《使用说明书》中关于增益调整的内容) 2.松下交流伺服驱动器上电就出现22号报警,为什么? 22号报警是编码器故障报警,产生的原因一般有: 编码器接线有问题:断线、短路、接错等等,请仔细查对; 电机上的编码器有问题:错位、损坏等,请送修。 3.松下伺服电机在很低的速度运行时,时快时慢,象爬行一样,怎么办? 伺服电机出现低速爬行现象一般是由于系统增益太低引起的,请调整参数 No.10、No.11、No.12,适当调整系统增益,或运行驱动器自动增益调整功能。(请参考《使用说明书》中关于增益调整的内容) 4.松下交流伺服系统在位置控制方式下,控制系统输出的是脉冲和方向信号,但不管是正转指令还是反转指令,电机只朝一个方向转,为什么?