管道理论重量表
常用管件产品重量/体积表
使用说明
1本表的管件重量依据ASME B16.9/ASME B16.11等相关规范使用的外径和壁厚进行计算,计算中适当考虑了工艺选料和制造情况对产品重量的影响(如厚度补偿);故此表所列重量为单件产品的近似净重,供参考。
表格中管表号带S的为不锈钢管件重量,其余为碳钢重量;在查阅不锈钢管件重量时应注意同一管表号的壁厚值碳钢与不锈钢可能不同。
2 90°弯头重量计算公式:W=9.685*10-6R(D2-d2)
式中:W — 90°弯头重量,kg;
R —弯头的曲率半径(结构尺寸),mm;
D —弯头外径,mm;
d —弯头内径,mm。
弯头重量公式中采用碳钢比重,即7.85kg/dm3计算。
45°、180°弯头的重量分别按90°弯头重量的1/2和2倍计算。
3钢管重量计算公式:W=0.02466T(D-T)
式中:W —钢管每米长度的重量,kg/m;
T —钢管壁厚,mm;
D —钢管外径,mm。
钢管重量公式中采用碳钢比重,即7.85kg/dm3计算;奥氏体不锈钢管的重量为上式重量的1.015倍。
4对焊管件的重量表中列出的为常用规格的重量,对于未列入表中的同一公称通径、不同壁厚的产品重量,可用估算公式进行重量的大致估算:Q=Wt/T
式中:Q —估算的对焊管件重量,kg;
W —表中同一公称通径已列出壁厚的产品重量,kg;
t —估算的对焊管件的产品壁厚值,mm;
T —表中同一公称通径已列出壁厚的产品壁厚值,mm。
5本表所列体积为单件产品外部轮廓体积并考虑了装箱时所占的空间,即表中所示的近似体积为单件产品所占包装物的近似体积,供参考;使用时应注意套装时体积的计算以及小件产品体积是否需要考虑等因素。
附录A
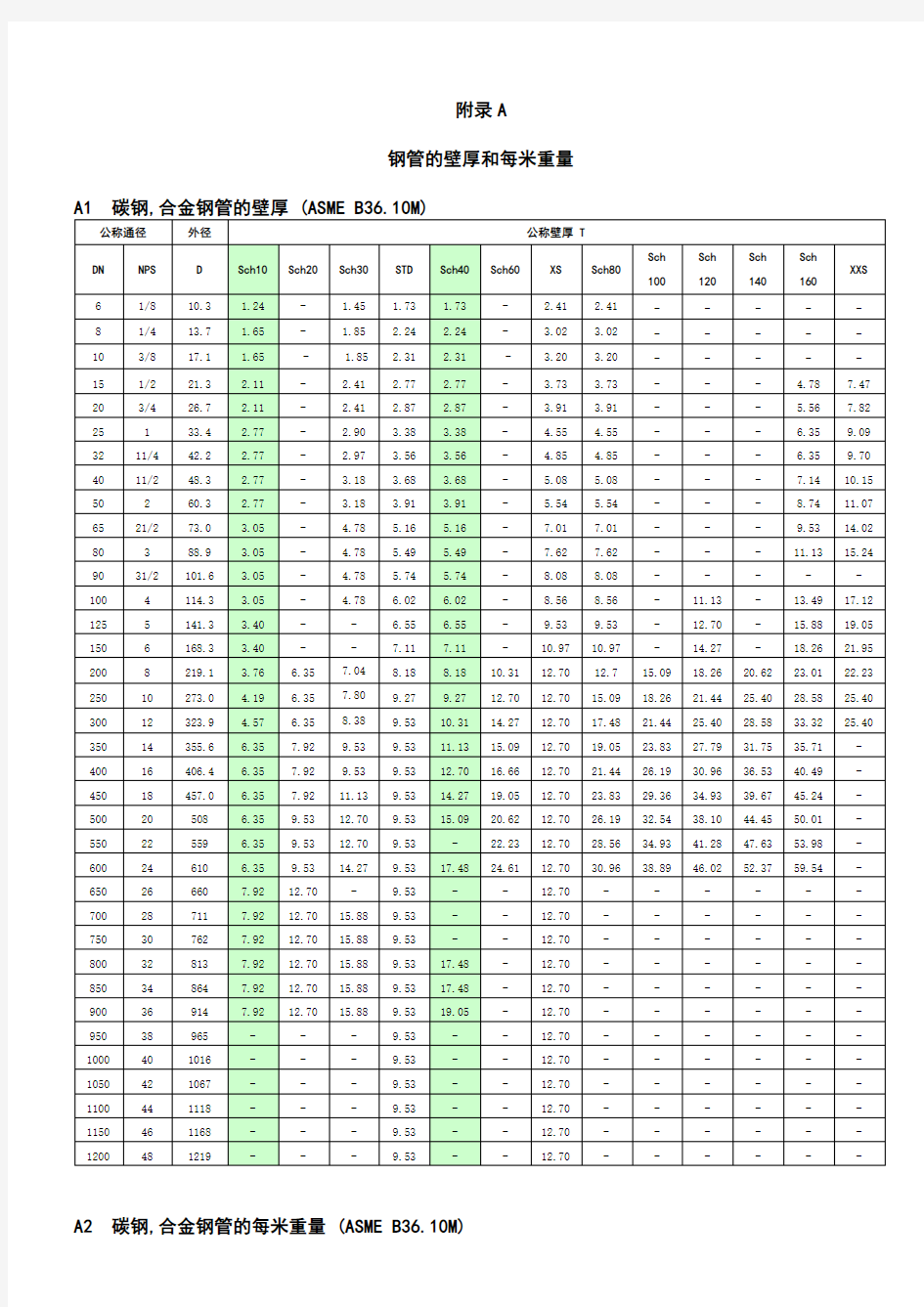
钢管的壁厚和每米重量
A3 不锈钢管的壁厚和每米重量(ASME B36.19M)
钢管理论重量表(大全)
资料 钢管理论重量表大全—无缝钢管理论重量表大全 2010-3-22中国管道联盟 外径 壁厚 mm mm 0.500.600.80 1.0 1.2 1.4 1.5 1.6 1.8 2.0 2.2 2.5 2.8 3.0 3.2 每米重量 kg 60.070.080.100.120.140.160.170.170.190.20 70.080.100.120.150.170.190.200.210.230.250.260.28 80.090.110.140.170.200.230.240.250.280.300.320.34 90.110.120.160.200.230.260.280.290.320.350.370.400.43 100.120.140.180.220.260.300.310.330.360.400.420.460.500.520.54 110.130.150.200.250.290.330.350.370.410.440.480.520.570.590.62 120.140.170.220.270.320.370.390.410.450.490.530.590.640.670.69 130.150.180.240.300.350.400.430.450.500.540.590.650.700.740.77 140.170.200.260.320.380.440.460.490.540.590.640.710.770.810.85 150.180.210.280.350.440.470.500.530.590.640.690.770.840.890.93 160.190.230.300.370.440.500.540.570.630.690.750.830.910.96 1.01 170.200.240.320.400.470.540.570.610.680.740.800.890.98 1.04 1.09 180.220.260.340.420.500.570.610.650.720.790.860.96 1.05 1.11 1.17 190.230.270.360.440.530.610.650.690.760.840.91 1.02 1.12 1.18 1.25 200.240.290.380.470.560.640.680.730.810.890.97 1.08 1.19 1.26 1.33 210.250.300.400.490.590.680.720.770.850.94 1.02 1.14 1.26 1.33 1.41 220.270.320.420.520.620.710.760.850.94 1.04 1.13 1.27 1.39 1.48 1.56 230.280.330.440.540.650.750.800.850.94 1.04 1.13 1.27 1.39 1.48 1.56 240.290.350.460.570.680.790.830.890.99 1.09 1.18 1.33 1.46 1.55 1.64 250.300.360.480.590.700.820.870.92 1.03 1.13 1.24 1.39 1.53 1.63 1.72 270.330.390.520.640.760.880.94 1.00 1.13 1.23 1.34 1.51 1.67 1.78 1.88 280.340.410.540.670.790.920.98 1.04 1.16 1.28 1.40 1.57 1.74 1.85 1.96 290.350.420.560.690.820.95 1.02 1.08 1.21 1.33 1.45 1.63 1.81 1.92 2.04 300.360.440.580.720.850.99 1.05 1.12 1.25 1.38 1.51 1.70 1.88 2.00 2.12 320.390.470.620.770.91 1.06 1.13 1.20 1.34 1.48 1.62 1.82 2.02 2.15 2.27 340.410.500.660.810.97 1.13 1.20 1.28 1.43 1.58 1.72 1.94 2.15 2.29 2.43 350.430.510.640.84 1.00 1.16 1.24 1.32 1.47 1.63 1.78 2.00 2.22 2.37 2.51
钢管理论重量表
冷拔(轧)无缝钢管单位(每米)重量表(理论重量)
28 29 3 32 34 35) 36 38 40 42 45 48 50 51) 53 54) 56 57) 60 63 65 68) 70 73) 75 外径(毫壁?厚(毫米) 米)
理论重量(公斤/米) 32 38 42 1 45 50 54 - 11 57 - 1 60 - - 68 - 70 - 73 - 76 - 1 33 - 39 - 95 - |1 102 - 108 - - 114 - - 外径(毫米)壁?厚(毫米: ) 3 1 II 4 1 5 1 6 1 1| 7 11理论重量(公斤/ 米) 121 - - - 127 - - - 133 - - - 140 - - - - 146 - - - - 152 - - - - 159 - - - - 168 - - - - - 180 - - - -11- 194 - - - -II- 203 - - - - - - - 219 - - - - - -- 245 - - - - -11- - - 273 - - - -1 - - - - 299 - 325 -
351 377 402 426 459 (465 ) 外径(毫米)壁?厚(毫米) 8 9 10 11 I12I1314115 理论重量(公斤/米)' 32 38 42 - - - - - 45 - - - - - 50 - - - - - 54 - - - - 57 1- - 60 - - 68 70 73 76 83i 891 95 外径(毫米)壁?厚(毫米) 8 9 110 11 12I 13 14 15 理论重量(公斤/米) 1021 108 114 121 127 133 140 146 152 159 1 480
管道面积重量计算公式
管道面积重量计算公式 Coca-cola standardization office【ZZ5AB-ZZSYT-ZZ2C-ZZ682T-ZZT18】
工程量(面积)计算公式 1、除锈、刷油工程。 (1)设备筒体、管道表面积计算公式: S=π×D×L 式中π——圆周率; D——设备或管道直径; L——设备筒体高或管道延长米。 (2)计算设备筒体、管道表面积时已包括各种管件、阀门、法兰、人孔、管口凹凸部分,不再另外计算。 2、防腐蚀工程。 (1)设备筒体、管道表面积计算公式同(1)。 (2)阀门表面积计算式:(图一) S=π×D××K×N 图一 式中D——直径;
K——; N——阀门个数。 (3)弯头表面积计算式:(图二) 图二 S=π×D××K×2π×N/B 式中D——直径; K——; N——弯头个数; B值取定为:90°弯头B=4;45°弯头B=8。 (4)法兰表面积计算式:(图三) S=π×D××K×N 图三式中D——直径;
K——; N——法兰个数。 (5)设备和管道法兰翻边防腐蚀工程量计算式:(图四) 图4 S=π×(D+A)×A 式中D——直径; A——法兰翻边宽。 (6)带封头的设备防腐(或刷油)工程量计算式:(图五) 图五 ? S=L×π×D+(D[]22)×π××N 式中N——封头个数; ——系数值。
3、绝热工程量。 (1)设备筒体或管道绝热、防潮和保护层计算公式: V=π×(D+δ)×δ S=π×(D+δ+×L图五 式中D——直径 、——调整系数; δ——绝热层厚度; L——设备筒体或管道长; ——捆扎线直径或钢带厚。 (2)伴热管道绝热工程量计算式: ①单管伴热或双管伴热(管径相同,夹角小于90°时)。D′=D1+D2 +(10~20mm) 式中D′——伴热管道综合值; D1 ——主管道直径; D2 ——伴热管道直径; (10~20mm)——主管道与伴热管道之间的间隙。
管道理论重量表
管道理论重量表公司内部档案编码:[OPPTR-OPPT28-OPPTL98-OPPNN08]
常用管件产品重量/体积表 使用说明 1本表的管件重量依据ASME ASME 等相关规范使用的外径和壁厚进行计算,计算中适当考虑了工艺选料和制造情况对产品重量的影响(如厚度补偿);故此表所列重量为单件产品的近似净重,供参考。 表格中管表号带S的为不锈钢管件重量,其余为碳钢重量;在查阅不锈钢管件重量时应注意同一管表号的壁厚值碳钢与不锈钢可能不同。 2 90°弯头重量计算公式:W=*10-6R(D2-d2) 式中:W — 90°弯头重量,kg; R —弯头的曲率半径(结构尺寸),mm; D —弯头外径,mm; d —弯头内径,mm。 弯头重量公式中采用碳钢比重,即7.85kg/dm3计算。 45°、180°弯头的重量分别按90°弯头重量的1/2和2倍计算。 3 钢管重量计算公式:W=(D-T) 式中:W —钢管每米长度的重量,kg/m; T —钢管壁厚,mm; D —钢管外径,mm。 钢管重量公式中采用碳钢比重,即7.85kg/dm3计算;奥氏体不锈钢管的重量为上式重量的倍。 4对焊管件的重量表中列出的为常用规格的重量,对于未列入表中的同一公称通径、不同壁厚的产品重量,可用估算公式进行重量的大致估算:Q=Wt/T 式中:Q —估算的对焊管件重量,kg; W —表中同一公称通径已列出壁厚的产品重量,kg; t —估算的对焊管件的产品壁厚值,mm; T —表中同一公称通径已列出壁厚的产品壁厚值,mm。 5本表所列体积为单件产品外部轮廓体积并考虑了装箱时所占的空间,即表中所示的近似体积为单件产品所占包装物的近似体积,供参考;使用时应注意套装时体积的计算以及小件产品体积是否需要考虑等因素。
管道理论重量表
常用管件产品重量/体积表 使用说明 1本表的管件重量依据ASME B16.9/ASME B16.11等相关规范使用的外径和壁厚进行计算,计算中适当考虑了工艺选料和制造情况对产品重量的影响(如厚度补偿);故此表所列重量为单件产品的近似净重,供参考。 表格中管表号带S的为不锈钢管件重量,其余为碳钢重量;在查阅不锈钢管件重量时应注意同一管表号的壁厚值碳钢与不锈钢可能不同。 2 90°弯头重量计算公式:W=9.685*10-6R(D2-d2) 式中:W — 90°弯头重量,kg; R —弯头的曲率半径(结构尺寸),mm; D —弯头外径,mm; d —弯头内径,mm。 弯头重量公式中采用碳钢比重,即7.85kg/dm3计算。 45°、180°弯头的重量分别按90°弯头重量的1/2和2倍计算。 3钢管重量计算公式:W=0.02466T(D-T) 式中:W —钢管每米长度的重量,kg/m; T —钢管壁厚,mm; D —钢管外径,mm。 钢管重量公式中采用碳钢比重,即7.85kg/dm3计算;奥氏体不锈钢管的重量为上式重量的1.015倍。 4对焊管件的重量表中列出的为常用规格的重量,对于未列入表中的同一公称通径、不同壁厚的产品重量,可用估算公式进行重量的大致估算:Q=Wt/T 式中:Q —估算的对焊管件重量,kg; W —表中同一公称通径已列出壁厚的产品重量,kg; t —估算的对焊管件的产品壁厚值,mm; T —表中同一公称通径已列出壁厚的产品壁厚值,mm。 5本表所列体积为单件产品外部轮廓体积并考虑了装箱时所占的空间,即表中所示的近似体积为单件产品所占包装物的近似体积,供参考;使用时应注意套装时体积的计算以及小件产品体积是否需要考虑等因素。
管道面积、重量计算公式
工程量(面积)计算公式 1、除锈、刷油工程。 (1)设备筒体、管道表面积计算公式: S=π×D×L 式中π——圆周率; D——设备或管道直径; L——设备筒体高或管道延长米。 (2)计算设备筒体、管道表面积时已包括各种管件、阀门、法兰、人孔、管口凹凸部分,不再另外计算。 2、防腐蚀工程。 (1)设备筒体、管道表面积计算公式同(1)。 (2)阀门表面积计算式:(图一) S=π×D×2.5D×K×N 图一
式中D——直径; K——1.05; N——阀门个数。 (3)弯头表面积计算式:(图二) 图二 S=π×D×1.5D×K×2π×N/B 式中D——直径; K——1.05; N——弯头个数; B值取定为:90°弯头B=4;45°弯头B=8。 (4)法兰表面积计算式:(图三) S=π×D×1.5D×K×N 图三
式中D——直径; K——1.05; N——法兰个数。 (5)设备和管道法兰翻边防腐蚀工程量计算式:(图四) 图4 S=π×(D+A)×A 式中D——直径; A——法兰翻边宽。 (6)带封头的设备防腐(或刷油)工程量计算式:(图五)
图五 S=L×π×D+(D[]22)×π×1.5×N 式中N——封头个数; 1.5——系数值。 3、绝热工程量。 (1)设备筒体或管道绝热、防潮和保护层计算公式: V=π×(D+1.033δ)×1.033δ S=π×(D+2.1δ+0.0082)×L图五式中D——直径 1.033、 2.1——调整系数; δ——绝热层厚度; L——设备筒体或管道长; 0.0082——捆扎线直径或钢带厚。 (2)伴热管道绝热工程量计算式: ①单管伴热或双管伴热(管径相同,夹角小于
圆管理论重量
外径(mm)壁厚(mm)2.0 2.5 3 3.5 4 4.5 5 5.5 6 6.5 每米重量(kg)22 0.986 1.20 1.41 - - - - - - - 25 1.13 1.39 1.63 1.86 - - - - - - 28 - 1.57 1.85 2.11 - - - - - - 30 - 1.70 2.00 2.29 2.56 - - - - - 32 - 1.82 2.15 2.46 2.76 3.05 3.33 3.59 3.85 4.09 38 - 2.19 2.59 2.98 3.35 3.72 4.07 4.41 4.74 5.05 42 - 2.44 2.89 3.32 3.750 4.16 4.56 4.95 5.33 5.69 45 - 2.62 3.11 3.58 4.04 4.49 4.93 5.36 5.77 6.17 50 - 2.93 3.48 4.01 4.54 5.05 5.55 6.04 6.51 6.97 54 - - 3.77 4.36 4.93 5.49 6.04 6.58 7.10 7.61 57 - - 4.00 4.62 5.23 5.83 6.41 6.99 7.55 8.10 60 - - 4.22 4.88 5.52 6.16 6.78 7.39 7.99 8.58 63.5 - - 4.48 5.18 5.87 6.55 7.21 7.87 8.51 9.14 68 - - 4.81 5.57 6.31 7.05 7.77 8.48 9.17 9.86 70 - - 4.96 5.74 6.51 7.27 8.01 8.75 9.47 10.18 73 - - 5.18 6.00 6.81 7.60 8.38 9.16 9.91 10.66 76 - - 5.46 6.26 7.10 7.93 8.75 9.56 10.36 11.14 83 - - - 6.86 7.79 8.71 9.62 10.51 11.39 12.26 89 - - - 7.38 8.38 9.38 10.36 11.33 12.28 13.22 95 - - - 7.90 8.98 10.04 11.10 12.14 13.17 14.19 102 - - - 8.50 9.67 10.80 11.96 13.09 14.21 15.31 108 - - - - 10.26 11.49 12.70 13.90 15.09 16.27 114 - - - - 10.85 12.15 13.44 14.72 15.98 17.23 121 - - - - 11.54 12.93 14.30 15.67 17.02 18.35 127 - - - - 12.13 13.59 15.04 16.48 17.90 19.31 133 - - - - 12.73 14.26 15.78 17.29 18.79 20.28 140 - - - - - 15.04 16.65 18.24 19.83 21.4 146 - - - - - 15.7 17.39 19.06 20.72 22.36 152 - - - - - 16.37 18.13 19.87 21.60 23.32 159 - - - - - 17.15 18.99 20.82 22.64 24.45 168 - - - - - - 20.10 22.04 23.97 25.89 180 - - - - - - 21.59 23.67 25.74 27.81 194 - - - - - - 23.30 25.60 27.82 30.05 203 - - - - - - - - 29.14 31.50 219 - - - - - - - - 31.52 34.06 245 - - - - - - - - - 38.23 273 - - - - - - - - - 42.72 计算公式:W(kg/m)=0.02466*壁厚*(外径-壁厚) 钢筋体积*钢筋容重7850Kg/m^3 Φ6=0.222Kg
钢管每米的理论重量
钢管每米的理论重量 Document number:WTWYT-WYWY-BTGTT-YTTYU-2018GT
常用金属材料重量计算公式(每千只重量) 钢管每米的理论重量(钢的密度为dm3)计算公式: W=(D-S)S 式中:W--钢管每米理论重量,kg/m; D--钢管的公称外径,mm; S--钢管的公称壁厚,mm。 普通钢管重量(kg)=壁厚×(外径-壁厚)××长度 螺旋焊管重量(kg)=壁厚×(外径-壁厚)××长度+ 式中壁厚、外径都是以毫米为单位计算的 园钢重量(公斤)=×直径×直径×长度 方钢重量(公斤)=×边宽×边宽×长度 六角钢重量(公斤)=×对边宽×对边宽×长度 八角钢重量(公斤)=×对边宽×对边宽×长度 螺纹钢重量(公斤)=×计算直径×计算直径×长度 角钢重量(公斤)=×(边宽+边宽-边厚)×边厚×长度 扁钢重量(公斤)=×厚度×边宽×长度 钢管重量(公斤)=×壁厚×(外径-壁厚)×长度 钢板重量(公斤)=×厚度×面积 园紫铜棒重量(公斤)=×直径×直径×长度 园黄铜棒重量(公斤)=×直径×直径×长度 园铝棒重量(公斤)=×直径×直径×长度
方紫铜棒重量(公斤)=×边宽×边宽×长度 方黄铜棒重量(公斤)=×边宽×边宽×长度 方铝棒重量(公斤)=×边宽×边宽×长度 六角紫铜棒重量(公斤)=×对边宽×对边宽×长度 六角黄铜棒重量(公斤)=×边宽×对边宽×长度 六角铝棒重量(公斤)=×对边宽×对边宽×长度 紫铜板重量(公斤)=×厚×宽×长度 黄铜板重量(公斤)=×厚×宽×长度 铝板重量(公斤)=×厚×宽×长度 园紫铜管重量(公斤)=×壁厚×(外径-壁厚)×长度 园黄铜管重量(公斤)=×壁厚×(外径-壁厚)×长度 园铝管重量(公斤)=×壁厚×(外径-壁厚)×长度 注:公式中长度单位为米,面积单位为平方米,其余单位均为毫米园钢重量(公斤)=×直径×直径×长度 方钢重量(公斤)=×边宽×边宽×长度 六角钢重量(公斤)=×对边宽×对边宽×长度 八角钢重量(公斤)=×对边宽×对边宽×长度 螺纹钢重量(公斤)=×计算直径×计算直径×长度 角钢重量(公斤)=×(边宽+边宽-边厚)×边厚×长度 扁钢重量(公斤)=×厚度×边宽×长度 钢管重量(公斤)=×壁厚×(外径-壁厚)×长度
管道理论重量表
常用管件产品重量/ 体积表 使用说明 1本表的管件重量依据ASME ASM等相关规范使用的外径和壁厚进行计算,计算中适当考虑了工艺选料和制造情况对产品重量的影响(如厚度补偿);故此表所列重量为单件产品的近似净重,供参考。 表格中管表号带S的为不锈钢管件重量,其余为碳钢重量;在查阅不锈钢管件重量时应注意同一管表号的壁厚值碳钢与不锈钢可能不同。 2 90°弯头重量计算公式:W=*10-6R(D2-d2) 式中:W —90。弯头重量,kg; R —弯头的曲率半径(结构尺寸) ,mm; D —弯头外径,mm; d —弯头内径,mm。 弯头重量公式中采用碳钢比重,即7.85kg/dm3计算。 45°、180°弯头的重量分别按90°弯头重量的1/2 和2倍计算。 3 钢管重量计算公式:W=(D-T) 式中:W —钢管每米长度的重量,kg/m; T —钢管壁厚,mm; D —钢管外径,mm。 钢管重量公式中采用碳钢比重,即7.85kg/dm3计算;奥氏体不锈钢管的重量为上式重量
的倍 4 对焊管件的重量表中列出的为常用规格的重量,对于未列入表中的同一公称通径、不同壁厚的 产品重量,可用估算公式进行重量的大致估算:Q=Wt/T 式中:Q —估算的对焊管件重量,kg; W —表中同一公称通径已列出壁厚的产品重量,kg; t —估算的对焊管件的产品壁厚值,mm; T —表中同一公称通径已列出壁厚的产品壁厚值,mm。 5 本表所列体积为单件产品外部轮廓体积并考虑了装箱时所占的空间,即表中所示的近似体积为单 件产品所占包装物的近似体积,供参考;使用时应注意套装时体积的计算以及小件产品体积是否需要考虑等因素。
管道支架重量计算表(附图)
管道支架重量换算表 公称直径25 32 40 50 65 80 100 125 150 200 250 300 类别材料名称 托架做法 ≥240不 保 温 管 道 角钢 规格L40×4 L40×4 L40×4 L40×4 L50×4 L50×4 L56×4 L63×5 L75×5 L40×4 L40×4 L40×4 重 量 单位重量(kg/m) 2.422 2.422 2.422 2.422 3.059 3.059 3.446 4.822 5.818 2.422 2.422 2.422 数量(m) 0.37 0.37 0.4 0.4 0.43 0.44 0.46 0.49 0.51 0.3 0.3 0.4 槽钢 规格[5 [5 [8 重 量 单位重量(kg/m) 5.438 5.438 8.045 数量(m) 1.18 1.28 1.38 钢板 规格 δ6 δ2 δ6 δ2 δ6 δ2 δ6 δ2 δ6 δ2 δ6 δ2 δ6 δ2 δ6 δ3 δ6 δ3 δ6 δ3 δ6 δ3 δ6 δ3 重 量 单位重量 ㎏/㎡ 4.710 1.570 4.710 1.570 4.710 1.570 4.710 1.570 4.710 1.570 4.710 1.570 4.710 1.570 4.710 2.355 4.710 2.355 4.710 2.355 4.710 2.355 4.710 2.355 数量 ㎡ 0.003 0.006 0.003 0.006 0.003 0.006 0.004 0.0125 0.004 0.0125 0.004 0.0125 0.009 0.021 0.0108 0.021 0.0135 0.03 0.028 0.03 0.06 0.0525 0.06 0.0525 重量合计(㎏)0.919 0.919 0.992 1.008 1.354 1.385 1.66 2.463 3.102 4.138 4.614 6.927 管中距墙距离(㎜)100 100 120 120 140 140 160 170 180 210 240 270 保 温 管 道 角钢 规格L40×4 L40×4 L40×4 L40×5 L50×5 L56×5 L63×5 L40×4 L40×4 L40×4 L40×4 L40×4 重 量 单位重量(kg/m) 2.422 2.422 2.422 2.976 3.770 4.251 4.822 2.422 2.422 2.422 2.422 2.422 数量(m) 0.44 0.44 0.45 0.48 0.49 0.52 0.52 0.4 0.4 0.8 0.8 1.0 槽钢 规格[5 [5 [6.3 [8 [10 重 量 单位重量(kg/m) 5.438 5.438 6.634 8.045 10.007 数量(m) 1.12 1.18 1.32 1.42 1.52 钢板 规格 δ4 δ6 δ4 δ6 δ4 δ6 δ4 δ6 δ6 δ6 δ6 δ4 δ5 δ6 δ4 δ5 δ6 δ4 δ5 δ6 δ4 δ6 δ4 δ6 重 量 单位重量 ㎏/㎡ 31.40 47.10 31.40 47.10 31.40 47.10 31.40 47.10 47.10 47.10 47.10 31.40 39.25 47.10 31.40 39.25 47.10 31.40 39.25 47.10 31.40 47.10 31.40 47.10 数量 ㎡ 0.0292 0.003 0.0292 0.003 0.0312 0.003 0.039 0.004 0.053 0.053 0.058 0.013 0.0875 0.0108 0.013 0.126 0.0135 0.015 0.132 0.028 0.024 0.216 0.024 0.216
钢管理论重量计算公式
钢管理论重量计算公式 钢管理论重量计算公式 无缝钢管重量计算、螺旋焊接钢管重量计算:kg/m = (外径 - 壁厚) * 壁厚 * 钢管理论重量计算公式 钢管的计算方法: 钢管的重量=×π×(外径平方-内径平方)×L×钢铁比重 其中:π = L=钢管长度钢铁比重取 所以, 钢管的重量=××(外径平方-内径平方)×L× * 如果尺寸单位取米(M),则计算的重量结果为公斤(Kg) 钢管的生产工艺流程 1.无缝管工艺流程 卫生级镜面管工艺流程: 管坯→检验→剥皮→检验→加热→穿孔→酸洗→修磨→润滑风干→焊头→冷拔→固溶处理→酸洗→酸洗钝化→检验→冷轧→去油→切头→风干→内抛光→外抛光→检验→标识→成品包装 工业管工艺流程
管坯→检验→剥皮→检验→加热→穿孔→酸洗→修蘑→润滑风干→焊头→冷拔→固溶处理→酸洗→酸洗钝化→检验 2.焊管工艺流程 开卷→平整→端部剪切及焊接→活套→成形→焊接→内外焊珠去除→预校正→感应热处理→定径及校直→涡流检测→切断→水压检查→酸洗→最终检查→包装 各类钢管材质说明 各类钢管材质说明: 1、钢材的概念: 钢材是钢锭、钢坯或钢材通过压力加工制成我们所需要的各种形状、尺寸和性能的材料。钢材是国家建设和实现四化必不可少的重要物资,应用广泛、品种繁多,根据断面形状的不同、钢材一般分为型材、板材、管材和金属制品四大类、为了便于组织钢材的生产、订货供应和搞好经营管理工作,又分为重轨、轻轨、大型型钢、中型型钢、小型型钢、钢材冷弯型钢,优质型钢、线材、中厚钢板、薄钢板、电工用硅钢片、带钢、无缝钢管钢材、焊接钢管、金属制品等品种。 2、钢材的生产方法 大部分钢材加工都是钢材通过压力加工,使被加工的钢(坯、锭等)产生塑性变形。根据钢材加工温度不钢材同以分冷加工和热加工两种。钢材的主要加工方法有: 轧制:将钢材金属坯料通过一对旋转轧辊的间隙(各种形状),因受轧辊的压缩使材料截面减小,长度增加的压力加工方法,这是生产钢材最常用的生产方式,主要用来生产钢材型材、板材、管材。分冷轧、热轧。 锻造钢材:利用锻锤的往复冲击力或压力机的压力使坯料改变成我们所需的形状和尺寸的一种压力加工方法。一般分为自由锻和模锻,常用作生产大型材、开坯等截面尺钢材寸较大的材料。 拉拨钢材:是将已经轧制的金属坯料(型、管、制品等)通过模孔拉拨成截面减小长度增加的加工方法大多用作冷加工。 挤压:是钢材将金属放在密闭的挤压简内,一端施加压力,使金属从规定的模孔中挤出而得