激光加工_02激光特性
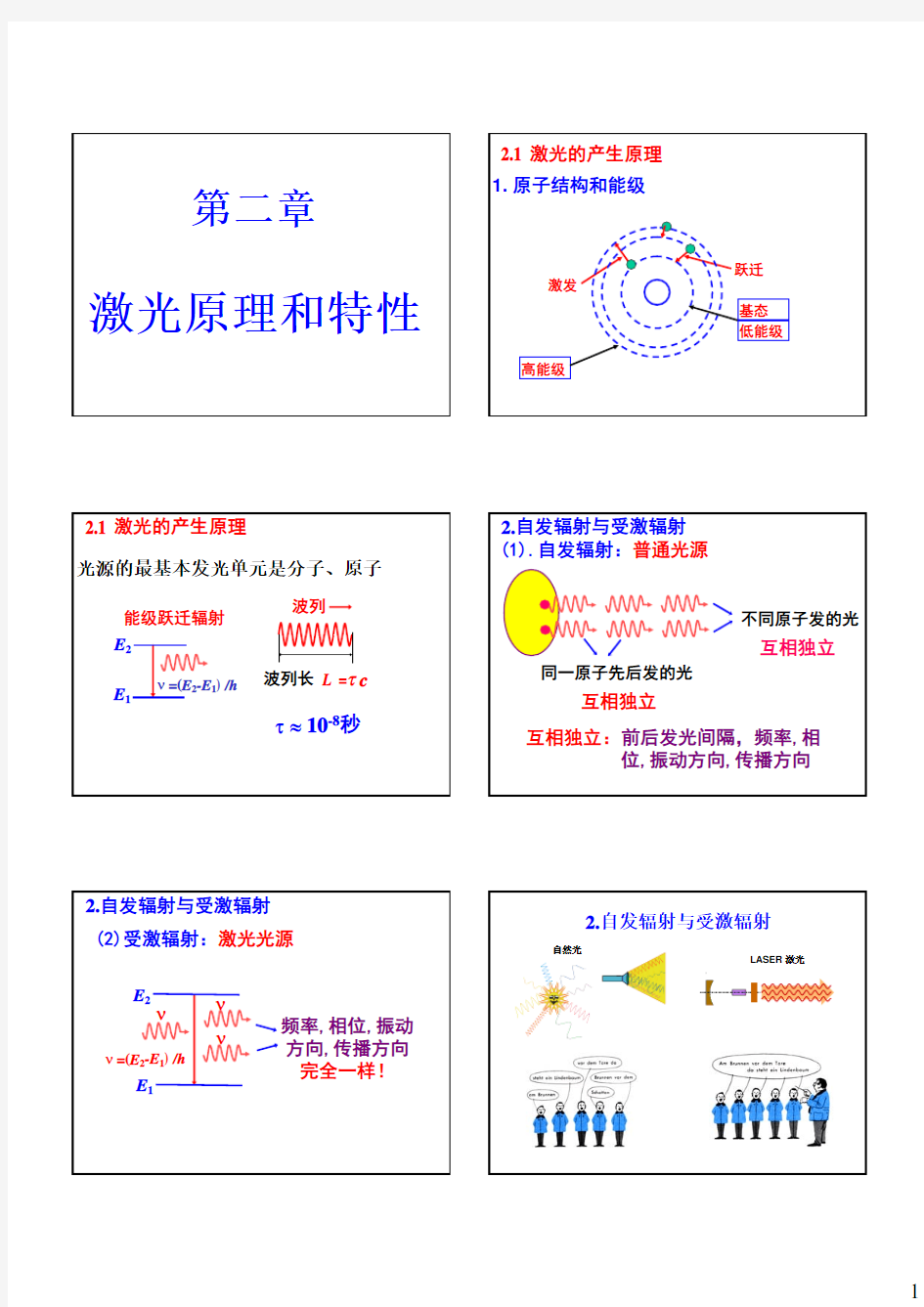

2.1 激光的产生原理
第二章
1. 原子结构和能级
跃迁
激光原理和特性
激发 基态 低能级 高能级
2.1 激光的产生原理 光源的最基本发光单元是分子、原子
能级跃迁辐射 E2 E1
ν =(E2-E1) /h
2.自发辐射与受激辐射 (1).自发辐射:普通光源
波列
不同原子发的光
互相独立
波列长 L =τ c 同一原子先后发的光
τ≈
互相独立
10-8秒
互相独立:前后发光间隔,频率,相 位,振动方向,传播方向
2.自发辐射与受激辐射 (2)受激辐射:激光光源
E2
自然光
2.自发辐射与受激辐射
LASER 激光
ν
ν ν 频率,相位,振动 方向,传播方向 完全一样!
ν =(E2-E1) /h
E1
1
2.自发辐射与受激辐射
E2
3.粒子数反转与自激振荡
一.能够产生激光必须要求粒子数反转
E2 E1
e?
Grundzustand基 态
E1
hν
hν = E2 ? E1
angeregter Zustand E2 Grundzustand E1 Kern
Absorption吸收
实现光的受激辐射,即光的放大,原子本身要处 于高能级,而对于处于低能级的原子来说,入射光 子的能量会被完全吸收。因此要求物质中处于高能 级的粒子数远远大于处于低能级的粒子数。物质的 这种状态称为粒子数反转。 两个基本条件:一是粒子处于高能级的寿命要长。 二是要对粒子进行能量激发,使大量处于低能级的 粒子转移到高能级上去,这个过程叫激励,或称泵 浦。
hν
E2 E1
hν
E2
hν
Spontane Emission 自发辐射
Stimulierte Emission 受激辐射
E1
8 00016 09 Sx
激励(泵浦)示意图
激励(泵浦)方法
对固体工作物质(掺 铬刚玉、掺钕玻璃、 掺钕钇铝石榴石等) 采用强光照射,称为 光激励或光泵浦; 对气体工作物质 (氦-氖、二氧化碳等) 采用高压放电的方 法,称为电激励。 其他还有化学激励、 热激励、电子束泵浦 和核泵浦等。
高能态 亚稳态
基态
自激振荡原理,光学谐振腔 (optical harmonic oscillator) 激光器有两个反射镜,它们构成一个 光学谐振腔。
激励能源
光学谐振腔的作用: 1.使激光具有极好的方向性(沿轴线); 2.增强光放大作用(延长了工作物质); 3.使激光具有极好的单色性(选频)。 ?
激光
?
选频之一: 对于可能有多种跃迁的情况,可以 利用阈值条件来选出一种跃迁。 阈值条件为
全反射镜
部分反射镜
G≥
1 1 = Gm ln 2 L R1 R2
2
二. 激光产生三要素
1 工作物质
气体: 气体: 原子气体: HeNe, I HeNe, 分子气体: CO2, CO, N2, HeCd CO, 离子气体: Ar+, Kr+ 准分子气体: XeF*, ArF*, KrF* XeF*, ArF*, KrF* 金属蒸汽: Cu蒸汽 Cu蒸汽 红宝石, Nd:玻璃,Nd:YAG Nd: 玻璃,Nd:YAG AlGaInP, GaAlAs, InGaAs AlGaInP, GaAlAs, 有机和无机染料:若丹明,香豆素,花青类染料
固体: 固体: 半导体: 半导体: 液体: 液体:
CO2激光器: CO2 + N2 + He CO2激光器: Nd:YAG激光器: Nd3+ + 钇铝石榴石 (Y3Al5O12) Nd:YAG激光器:
三能级系统和四能级系统
2 激励系统
泵浦、抽运――实现粒子数反转 泵浦、抽运――实现粒子数反转
气体放电激励:气体激光器
脉冲放电、直流辉光 放电、交流放电、射 频放电、微波放电
光学激励: 固体激光器 光学激励:
脉冲氙灯,连续氪 灯,二极管激光
化学反应激励:化学氧碘激光器 COIL
过氧化氢+氢氧化钠 +氯气 → 激发态氧 +碘原子
3 光学谐振腔
作用:正反馈;选模
三. 激光产生过程
光腔类型:稳定腔,非稳腔 光腔参数:g1=1-L/R1, g2=1-L/R2 光腔参数:g =1- =1- 稳定性条件:0≤g1g2≤1 稳定性条件:0 g1g2≤
3
激光的产生(文字描述)
处于谐振腔内的激光工作物质在自发辐 射产生的光子的诱导下产生受激辐射, 受激辐射产生的光子在谐振腔内沿轴向 往复传播,受激辐射的强度越来越大, 使处于高能态的大部分粒子相互关联地 发光。以至于受激辐射强度远远超过自 发辐射强度,当谐振腔内聚集的沿轴向 方向的受激辐射达到一定强度后,其中 一部分通过部分反射镜射出,即形成激 光
I ( z ) = I 0 e (G0 ?α ) z
G( I m ) = α = G0 1+ Im / Is
G(I ) =
G0 1+ I / Is
I m = (G 0 ? α ) I s / α
2.2 激光的模式
激光器输出的每一个谐振频率成为一个 纵模。 激光束横截面上光强的稳定分布模式称为 横模。
2.2 激光的模式
Wellenl?nge λ 波长
电磁波
Ebene der elektrischen 电平面 Feldst?rke E 电矢量 (Polarisationsebene) 偏振平面
H
AusbreitungsRichtung 传播方向
E
Ebene der magnetischen 磁平面 Feldst?rke H 磁矢量
Richtung der Dipolachse der oszillierenden Ladungsverteilung 极化振振荡的分布方向
1 纵模
单模激光与多模激光
落入自发辐射光谱线轮廓范围内的谐振频率只有一个,产生的 激光也只有一个频率,称为单模激光。 落入自发辐射光谱线范围内的谐振频率有多个,产生的激光包 含多个频率,称为多模激光。
洛伦兹分布曲线
l=
λ
2
K, λ =
C'
γ
, γK =
C 'K 2l
公式(1-2)
4
例如,为了在氦氖激光器 Ne 原子的 0.6328 μm, 1.15 μm, 3.39 μm 受激辐射光 中, 只让波长0.6328 μm的光输出, 可以通过控制R1、R2的大小实现: 对 0.6328 μm ——R1、R2大 ——Gm 小(易满足阈值条件,使形成激光) ; 对 1.15 μm 、3.39 μm ——R1、R2小 —— Gm大(不满足阈值条件,形不成激光)
选频之二: 对于单一的跃迁,利用选择纵模 间隔的方法,进一步在谱线宽度 内再选频。
I (ν 0 )
设氦氖激光器中Ne原子的 0.6328 μm 受激辐射光的 谱线频率宽度Δν为 Δν ≈ 1.3×109 Hz
I (ν 0 )
I (ν 0 ) 2
νν ν0
ν=
c
I (ν 0 )
I (ν 0 )
λ
c
∴ Δν = → Δλ =
=
λ2
c
Δλ
I (ν 0 ) 2
λ2 Δ ν
ν ν0 ν0
9
由于光学谐振腔两端反射镜处必是波节, 所以有光程 nL = k λk ( k=1、2、3、….) 2 n —谐振腔内媒质的折射率
(6328 × 10 ) × 1.3 × 10
?10 2
λk—真空中的波长
k=1 k=2 k=3 L
3 × 108
0
= 1.7 × 10 ? 2 A
λk =
2nL k
下面会看出,通过光学谐振腔的作用, 激光的谱线宽度可以小到 Δλ ≈ 10-8?
可以存在的纵模频率为 c c νk = =k λk 2nL 相邻两个纵模频率的间隔为 Δν k = 数量级估计:
c 2nL
而氦氖激光器 0.6328 μm 谱线的宽度为
Δν =1.3×109 HZ
因此,在Δν 区间中,可以存在的纵模个数为 Δν 1.3 × 109 N= = ?8 Δν k 1.5 × 108
L~1m; n~1.0; c~3×108 m/s
Δν k =
c 3 × 108 = = 1.5 × 108 Η Z 2nL 2 × 1 × 1
5
利用加大纵模频率间隔Δνk的方法,可以使Δν 区间中只存在一个纵模频率。 比如缩短管长L到 10 cm, L→L/10 即 则 Δνk→10 Δνk 在Δν 区间中,可能存在的纵模个数为 N=1
于是就获得了谱线宽度非常窄的激光输出,极 大地提高了0.6328 μm 谱线的单色性。 激光除了有纵向驻波模式外,还有横向驻波模 式。产生的原因:对不同空间分布损耗不同。
横向模式
Intensitat 亮度 Moden模式
TEM00
TEM20
TEM21
基横模在激光光束的横截面上各点 的位相相同,空间相干性好。TEM00
横模-高斯模
横模
6
横模
高斯光束
TEM00—高斯光束,光场按高斯函数分布: 高斯光束, 光场按高斯函数分布: I(x,y,0)=I(0,0,0)exp(-2(x2+y2)/a)=I0 exp(-2r2) I(x,y,0)=I(0,0,0)exp(exp(中心光强 I(0,0,0)=I0 光斑半径w(z)定义为I(x,y,z)=1/e2I(0,0,0)包含的范 光斑半径w(z)定义为I(x,y,z)=1/e I(0,0,0)包含的范 围,86.5%总光强 ,86.5%总光强
2.3 激光的特性
★激光的亮度高 小结:产生激光的必要条件 l. 激励能源(使原子激发) 2. 粒子数反转(有合适的亚稳态能级) 3.光学谐振腔(方向性,光放大,单色性) ★激光的单色性好 ★方向性极好的强光束 --------准直、测距、切削、武器等。 ★相干性极好的光束 --------精密测厚、测角,全息摄影等。
激光的高亮度
激光的高单色性
7
激光的高方向性
激光的高相干性
8
机械加工设备工艺及一般知识
机械加工设备工艺及一般知识 一、机械加工设备 1、定义 机械加工设备是指用切削的方法将金属毛坯加工成机器零件的机器,它是制造机器的机器。所以又称为“工作母机”或“工具机”,习惯上简称为机床。 机床工业肩负着为国民经济各部门提供现代化装备的任务。一个国家机床工业的技术水平,在很大程度上标志着这个国家的工业生产能力和科学技术水平。显然,机床在国民经济建设中起着重大的作用。 2、机床的分类 A、按加工性质和所用刀具分为12大类:车床、钻床、镗床、磨床、齿轮加工机床、螺纹加工机床、刨插床、铣床、拉床、特种加工机床、锯床及其他机床。 B、同类机床的分类 I.按通用性程度可分为: 1)普通机床:可用于加工多种零件的不同工序,加工范围较广, 通用性较大。但结构较复杂,这种机床主要适用于单件小批 生产。如:卧式车床、万能升降台铣床。 2)专门化机床:它的工艺范围较狭窄。只能用于加工某一类或 几类零件的某一道(或几道)特定工序。如:曲轴车床、凸 轮轴车床。 3)专用机床:它的工艺范围最窄。只能用于某一种零件的某一
道特定工序,试用于大批量生产。如:专用镗床、专用磨床。 I.按工作精度分为:普通精度机床、精密机床和高精度机床。 II.按自动化程度分为:手动、机动、半自动和自动的机床。 III.按重量、尺寸划分:仪表机床、中型机床、大型机床(重量大于10吨)、重型机床(重量大于30吨)和超重型机床(重量 大于100吨)。 3、机床型号的编织方法 机床的型号是每种机床的一个代号。用以简明地表示机床的类型、通用和结构特性,以及主要参数。 机床的类别用汉语拼音大写字母表示。 普通机床类别代号 车床CT6140 主参数(最大车削直径400mm 4、机床的传动联系 在切削加工过程中,装在机床上的工件和刀具按一定的规律作相对运动,通过刀具的刀刃对毛坯的切削作用,把毛坯上多余的金属切
钛合金的加工特点及工艺分析
钛合金的加工特点及工艺分析 钛合金材料由于密度小、比强度高、耐高温、抗氧化性能好等特点,在航空航天等领域应用广泛。但钛合金的机械加工性能差,影响了该材料的广泛使用。 钛合金是在工业纯钛中加入合金元素,以提高钛的强度。钛合金可分三种:a钛合金,b钛合金和a+b钛合金。a+b钛合金是由a和b双相组成,这类合金组织稳定,高温变形性能、韧性、塑性较好,能进行淬火、时效处理,使合金强化。钛合金的性能特点主要表现在: (1)比强度高。钛合金密度小(4.4kg/dm3)、重量轻,但其比强度却大于超高强度钢。 (2)热强性高。钛合金的热稳定性好,在300~500℃条件下,其强度约比铝合金高10倍。 (3)化学活性大。钛可与空气中的氧、氮、一氧化碳、水蒸气等物质产生强烈的化学反应,在表面形成TiC及TiN硬化层。 (4)导热性差。钛合金导热性差,钛合金TC4在200℃时的热导率l=16.8W/m·℃,导热系数是0.036卡/厘米·秒·℃。 钛合金切削加工特性分析 首先,钛合金导热系数低,仅是钢的1/4、铝的1/13、铜的1/25。因切削区散热慢,不利于热平衡,在切削加工过程中,散热和冷却效果很差,易于在切削区形成高温,加工后零件变形回弹大,造成切削刀具扭矩增大、刃口磨损快,耐用度降低。其次,钛合金的导热系数低,使切削热积于切削刀附近的小面积区域内不易散发,前刀面摩擦力加大,不易排屑,切削热不易散发,加速刀具磨损。最后,钛合金化学活性高,在高温下加工易与刀具材料起反应,形成溶敷、扩散,造成粘刀、烧刀、断刀等现象。 加工中心加工钛合金的特点 (1)加工中心可以同时加工多个零件,提高生产效率。 (2)可提高零件加工精度,产品一致性好。加工中心具有刀具补偿功能,可以获得机床本身的加工精度。 (3)具有广泛的适应性和较大的加工灵活性。 (4)可实现一机多能。加工中心可以进行铣削、钻孔、镗孔、攻丝等一系列加工。 (5)可以进行精确的成本计算,控制生产进度。 (6)不需要专用夹具,可节约成本经费,缩短生产周期。 (7)可大大减轻工人的劳动强度。 (8)可利用UG等CAD/CAM软件进行多轴加工。 刀具材料的选择 选用刀具材料应满足下列要求: (1)足够的硬度。刀具的硬度必须要远大于钛合金硬度。 (2)足够的强度和韧性。由于刀具切削钛合金时要承受很大的扭矩和切削力,因此必须有足够的强度和韧性。 (3)足够的耐磨性。由于钛合金韧性好,加工时切削刃要锋利,因此刀具材料必须有足够的抗磨损能力,这样才能减少加工硬化。这是选择加工钛合金刀具最重要的参数。
镗铣加工中心主轴部件热特性分析
目录 第一章绪论 (1) 1.1 引言 (1) 1.2 课题研究背景及意义 (1) 1.3 机床主轴箱热特性的国内外研究现状 (3) 1.3.1 主轴的轴承摩擦力矩及热特性研究现状 (3) 1.3.2 主轴及主轴箱热特性研究现状 (5) 1.4 课题来源与主要研究内容 (7) 1.4.1 课题来源 (7) 1.4.2 TH6213卧式镗铣加工中心简介 (7) 1.4.3 本文主要工作及研究内容 (8) 1.5 本章小结 (11) 第二章机床有限元分析应用以及传热学基本定律 (12) 2.1 有限单元法简介 (12) 2.1.1 有限元技术的国内外应用现状 (12) 2.1.2 有限元法的基本思想 (12) 2.2 热传递基本理论 (13) 2.2.1 热传导基本概念及定律 (13) 2.2.2 热对流基本概念 (13) 2.2.3 热辐射基本概念 (15) 2.3 热传递有限元分析理论 (15) 2.3.1 热传递微分方程 (15) 2.3.2 热传递边界条件 (16) 2.3.3 温度场微分方程 (17) 2.4 热变形有限元分析理论 (19) 2.4.1 热膨胀、热应力及热应变 (19) 2.4.2 热应变微分方程 (20)
2.5 本章小结 (22) 第三章镗铣加工中心主轴箱部件有限元建模及热特性分析 (23) 3.1 机床主轴三维建模 (23) 3.2 TH6213机床主轴热源分析 (25) 3.2.1 机床主轴轴承摩擦力矩的计算 (26) 3.2.2 机床主轴轴承对流换热系数的计算 (29) 3.3 机床主轴轴承温度场的建立及有限元分析 (29) 3.3.1 SEB 170 角接触球轴承的有限元分析建模 (29) 3.3.2 SEB 170 角接触球轴承的有限元温度场结果与分析 (31) 3.4 TH6213机床主轴温度场分析 (34) 3.4.1 主轴有限元模型的建立 (34) 3.4.2 主轴热载荷与边界条件的确定 (35) 3.4.3 机床主轴温度场分布及分析结果 (39) 3.5 机床主轴热应变分析结果 (43) 3.6 本章小结 (50) 第四章机床ZF变速箱有限元建模及温度场分析 (51) 4.1 TH6213主轴ZF变速箱机构以及齿轮副建模分析 (51) 4.1.1 TH6213主轴ZF变速箱结构 (51) 4.1.2 ZF箱斜齿轮在啮合过程中的受力 (53) 4.1.3 齿轮啮合产生的摩擦热流量的计算 (53) 4.1.4 齿轮啮合面的对流换热系数的计算 (54) 4.2 TH6213主轴ZF箱温度场分析 (55) 4.3 TH6213机床ZF减速箱热变形分析 (58) 4.3.1 ZF箱热变形分析 (58) 4.3.2 ZF减速箱啮合齿轮及齿轮轴热变形分析 (60) 4.4 本章小结 (62) 第五章机床主轴箱整体热特性分析及实验验证 (63) 5.1 主轴箱热特性分析 (63) 5.1.1 主轴箱温度场的建立 (63)
橡胶切割机的主要零件的设计和加工工艺制定
摘要 设计课题为“橡胶切割机的主要零件的设计和加工工艺的制定”,此专用机床要求能对橡胶输送带接头进行快速加工,并保证加工面的精度。机床整机结构设计,是对机床总体布局及机床零部件进行设计计算。应对工件进行必要分析,结合实际情况,合理的设计工件的尺寸,选择机械加工方法,设计机床进给、制定加工工艺,根据零件特性设计专用夹具,提出工件专用夹紧装置和送料机构的可能性结构并进行分析。 关键词:专用机床;工艺制定;定位元件;夹紧装置;机床设计
Abstract Th e design task for this paper is “Rubber cutting machine mainly zero design and processing technology products ”. This special machine tool is required to processing the conveyer-belt-joint rapidly and ensure the precision of processing surface. The design for the whole structure, is a process of framing and calculating the general layout and parts of this machine. It’s necessary to analysis each parts, combined with the actual situation ,designing the size of work piece ,choose mechanical method, devise the machine-tool-feed-program and develop processing technology. Based on zero characteristics design professional fixture .Come up with possible structure of work piece special-clamping-device and conveying-mechanism, and analysis their reliability. Keywords:special machine tool;technology development;locating element ; clamping-device ;design of machine.
数控机床加工工艺特点
数控机床加工工艺特点 数控机床加工与些通机冰加工相比,在许多方山遵循基个一致的原则,在使用方法厂也有很多相似之处。但对于数控机床水身白动化程度较高,设备费用较高,设备功能较强,使数摔加工相应形成了如下几个特点。 ◆数控加工的工艺内容十分明确而且具体 进行救护加工时。数控机床是接受数控系统的指今后先成各种运动实现加工的。因此,在编制加工程序之前,需要对影响加工过程的各种工艺冈素,如切削用旦、进给路线、刀具的几何形状、丁步的划分与安排等一一作出定量描述,对每一个问题都要给出确切的答案和选择、而不能像普通机床加工时一样,在大多数情况下对许多具体的工艺问题,由操作工人依据自己的实践经验和习惯白行考虑利决定。也就是说,本来由操作丁人在加工中灵活掌握并可通过适时调整来处理的许多工艺问题.在数控加工时就转坐为编程人员必须事先具体设计和明确安排的内容。 ◆数控加工的工艺工作相当准确而且严密 数控加工过程小出现的问题是不能由操作者白由地进行调整的:比如加工内螺纹时,在普通机床上,操作者可以随时根据孔小是件挤满了切屑而次定是否需要退一下刀或
先清除一下切屑再干,而 数控机床则不得而知。所以在数控加工的工艺设计中必须注意加工过程中的每一个细节,做到刀无一失。尤其是在对图形进行数学处理、计探利编涩时.一定要准确无谈。在实际工作中,由于一个字符、个小数点或个逗号的差铅部有可能酿成大机床事故和质量事故,因为数控机床比同类的普通机床价格高得多,其加工的也往往是—体形状比较复杂、价值也较高的工件,万一损坏机床或工件报废都会造成较大损火。 根据大员加工实例分析,数控工艺考虑不周和计算与编积时粗心人怠是造成数控加工失误的主要原因。因此,要求编程人员除必须具备较扎实的工艺基本知识和较丰富的实际工作经验外.还必须 具有耐心和严谨的工作作风。 ◆数控加工的工序相对集中 一般来说,在普通机床上加工是根据机床的种类进行单工序加工,而在数控机床上加工作往是在工件的一次装夹个完成工件的钻、扩、铰、铣、锤、攻螺纹等多工序的加工。这种“多序合—”现象也届于“工序集中”的范防,极端情况下,在—·台加上中心上可以完成工件的全部加工内容。
常用的内孔加工方法与特点解析
一、钻孔? 在模具零件上用钻头主要有两种方式:一种是钻头回转,零件固定不回转,如在普通台式钻床、摇臂钻、镗床上钻孔;另外一种方式零件回转而钻头不回转,如在车床上钻孔,这两种不同的钻孔方式所产生的误差不一样,在钻床或镗床上钻孔,由于钻头回转,使刚性不强的钻头易引偏,被加工孔的中心线偏移,但孔径不会发生变化。钻头的直径一般不超过75mm,若钻孔大于30mm以上,通过采用两次钻销,即先用直径较小的钻头(被要求加工孔径尺寸的0.5~0.7倍)先钻孔,再用孔径合适的钻头进行第二次钻孔直到加工到所要求的直径。以减小进给力。钻头钻孔的加工精度,一般可以达到IT11~IT13级,表面粗糙度Ra 为5.0~12.5um。 二、扩孔? 用扩孔钻扩大零件孔径的加工方法,既可以作为精加工(铰孔、镗孔)前的预加工,也可以作为要求不高的孔径最终加工。孔径的加工精度,一般可以达到IT10~IT13级,表面粗糙度Ra为0.3~3.2um。 三、铰孔? 是用铰刀对未淬火孔进行精加工的一种孔径的加工方法。铰孔的加工精度,一般可以达到IT6~IT10级,表面粗糙度Ra为0.4~0.2um。在模具制造加工中,一般用手工铰孔,其优点是切削速度慢,不易升温和产生积屑瘤,切削时无振动,容易控制刀具中心位置,因此当孔的精度要求很高时,主要用手工铰孔,或机床粗铰再用手工精铰。在铰孔时应主要以下几点:a. 合理选择铰孔销孔余量及切削和规范;b. 铰孔刃口平整,能提高刃磨质量;c. 铰销钢材时,要用乳化液作为切削液。 四、车孔? 在车床上车孔,主要特征是零件随主轴回转,而刀具做进给运动,其加工后的孔轴心线与零件的回转轴线同轴。孔的圆度主要取决于机床主轴的回转精度,孔的纵向几何形状误差主要取决于刀具的进给方向。这种车孔方式适用于加工外圆表面与孔要求有同轴度的零件。 五、镗孔? 在镗床上镗孔,主要靠刀具回转,而零件做进给运动。这种镗孔方式,其镗杆变形对孔的纵向形状精度无影响,而工作台进给方向的偏斜或不值会使孔中心线产生形状误差。镗孔也可以在车床、铣床、数控机床上进行,其应用范围广泛,可以加工不同尺寸和精度的孔,对直径较大的孔,镗孔几乎是唯一的方法。镗孔加工精度一般可以达到IT7~IT10级,表面粗糙度Ra为0.63~1.0um。
机械制造行业的行业特点分析
机械制造行业的行业特点分析 机械制造业主要是通过对金属原材料物理形状的改变、组装,成为产品,使其增值。它主要包括机械加工、机床等加工、组装性行业。机械制造业涉及的工业领域主要有机械设备、汽车、造船、飞行器、机车、日用器具…总之,只要是以一个个零部件组装为主要工序的工业领域都是属于机械制造业的范畴。 1.机械制造业的生产特点 第一,机械制造业生产的主要特点 机械制造业生产的主要特点是:离散为主、流程为辅、装配为重点。 工业生产的特点基本上分为两大方式:离散型与流程型。离散型是指以一个个单 独的零部件组成最终产成品的方式。因为其产成品的最终形成是以零部件的拼装为主要工序,所以装配自然就成了重点。而流程型是指最终产成品的形成并不同于离散型一样把不同零部件装配起来,而是通过对于一些原材料的加工,使其的形状或化学属性发生变化最终形成新形状或新材料的生产方式。我们所熟悉的机械设备的制造就是典型的离散型工业,而诸如冶炼就是典型的流程型工业。汽车制造业传统上业认为是属于离散型工业,虽然其中诸如压铸、表面处理等是属于流程型的范畴,不过绝大部分的工序还是以离散为特点的。所以,机械制造业并不是绝对的离散型工业,其中还是有部分的流程型的特点。具体特点有以下几个: (1)产品结构清晰明确 机械制造企业的产品结构可以用树的概念进行描述,最终产品一定是由固定个数 的零件或部件组成,这些关系非常明确和固定。 (2)工艺流程简单明了,工艺路线灵活,制造资源协调困难 面向订单的机械制造业的特点是多品种和小批量,因此,机械制造业生产设备的 布置一般不是按产品而是按照工艺进行布置的,例如,按车、磨、刨、铣来安排机床的位置。每个产品的工艺过程都可能不一样,而且,可以进行同一种加工工艺的机床有多台。因此,需要对所加工的物料进行调度,并且中间品需要进行搬运。面向库存的大批量生产的离散制造业,例如象汽车工业等,按工艺过程布置生产设备。
快走丝线切割机床的加工工艺特点
快走丝线切割机床的加工工艺特点 为了更好地发挥线切割机床的使用效能,请操作者在使用本机床时注意以下几点: 1、根据图纸尺寸及工件的实际情况计算度座标点编制程序,但要考虑工件的装夹方法和电极丝直径,并选择合理的切入部位。 2、按编制的程序,用穿孔机打空纸带,并对打好的穿孔纸带进行校对,形状复杂的工件最好操作控制机使机床空走一次,或切割薄片试件逐道校对所编制的程序。 3、装夹工件时注意位置,工作台移动范围,使加工型腔与图纸要求相符。对于加工余量较小或有特殊要求的工件,必须精确调整工件与工作台纵横移动方向的平行度,避免余量不够而报废工件,并记下工作台起始纵横向座标值。 4、加工凹横,卸料板、固定板及某些特殊型腔时,均需先把电极丝穿入工件的预钻孔中。 5、必须熟悉线切割加工工艺中一些特殊性,发挥机床使用的经济效益,影响电火花切割加工精度的主要因素和提高加工精度的具体措施。在线切割加工中,除机床的运动精度直接影响加工精度外,电极丝与工件之间的火花间隙的变化和工件的变形对加工精度亦有不可忽视的影响。 6、机床精度 机床精度在出厂前已全面按有关标准调试合格,但在加工精度工件之间,操作者仍须对机床进行必要的精度检查和调整。 (1)检查导轮:加工前应仔细检查导轮的V形槽内的电蚀物。 (2)检查工件台纵横向丝杠副传动间隙、由于频繁往复运动会使精度发生变化,因此在加工精密
工件前,要认真检查和调整符合相应标准后,再开始加工。 (3)电极丝与工件间的火花间隙和大小与材料、切割速度、冷却液成份等诸因素的密切关系。 ●火花间隙的变化,与工件材料、热处理、切割厚度的不同而变化。即是由于材料的化学、物理、机械性能的不同以及切割时排屑、消电离能力的不同而影响。 ●火花间隙的大小与切割速度的关系。 在有效的加工范围内,切割速度快,火花间隙小,切割速度慢,火花间隙大,但切割速度绝不能超腐蚀速度,否则就产生短路。在切割过程中保持一定的加工电流,那么工件与电极丝之间的电压也就一定,则火花间隙大小一定,因此,要想提高加工精度,在切割过程中尽量做到变频均匀,加工电流也基本稳定,切割速度也就能保持匀速。 ●火花间隙大小与冷却液的关系 冷却液成份不同,其电阻率不同,排屑和消电离能力不同而影响火花间隙大小。因此,在加工高精度是工件时,一定要实测火花间隙而进行编程或选定间隙补偿量。 7、减少工件材料变形的后措施。 (1)合理的工艺路线。 以线切割加工为主要工序时,钢件的加工路线:下料、锻造、退火、机械精加工、淬火与回火、磨加工、线切割加工、钳式整修。 (2)工件材料的选择, 工件的材料应选择变形量小,淬透性好,屈服极限高的材料,如用作凹凸模具的材料应尽量选用 Cr-WMn、Cr12Mo、GCr15等合金工具钢。
数控加工工艺教案—数控车床的工艺特点、工件的装夹
课时授课教案 / 学年第期课程名称:数控加工工艺 授课班级: 授课时间:第周星期第节 课题:数控车床的工艺特点、工件的装夹 教学目的:掌握数控车削加工对象 理解对刀方法 掌握工件的装夹 重点、难点: 工件的装夹 使用教具:课件 课后作业: 1 课后记录: 年月日 授课主要内容
一、数控车削加工的对象 1.轮廓形状特别复杂或难于控制尺寸的回转体零件因车床数控装置都具有直线和圆弧插补功能,还有部分车床数控装置具有某些非圆曲线插补功能,故能车削由任意直线和平面曲线轮廓组成的形状复杂的回转体零件。 2.精度要求高的零件零件的精度要求主要指尺寸、形状、位置和表面等精度要求,其中的表面精度主要指表面粗糙度。例如:尺寸精度高达0.001mm或更小的零件;圆柱度要求高的圆柱体零件;素线直线度、圆度和倾斜度均要求高的圆锥体零件;以及通过恒线速度切削功能,加工表面精度要求高的各种变径表面类零件等。 3.带特殊螺纹的回转体零件这些零件是指特大螺距、等螺距与变螺距或圆柱与圆锥螺纹面之间作平滑过渡的螺纹零件等。 4.淬硬工件的加工在大型模具加工中,有不少尺寸大而形状复杂的零件。这些零件热处理后的变形量较大,磨削加工有困难,因此可以用陶瓷车刀在数控机床上对淬硬后的零件进行车削加工,以车代磨,提高加工效率。 二、对刀 装刀与对刀是数控机床加工中极其重要并十分棘手的一项基本工作。对刀的好与差,将直接影响到加工程序的编制及零件的尺寸精度。 对刀一般分为手动对刀和自动对刀两大类。目前,绝大多数的数控车床采用手动对刀,其基本方法有:定位对刀法、光学对刀法、ATC对刀法和试切对刀法。在前3种手动对刀方法中,均因可能受到手动和目测等多种误差的影响,其对刀精度十分有限,所以往往通过试切对刀,以得到更加准确和可靠的结果。数控车床常用的试切对刀方法如图所示。 车刀对刀点示意图 (a)X方向对刀;(b)Z方向对刀;(c)两把刀X方向对刀;(d)两把刀Z方向对刀 三、工件的装夹与夹具选择 1.用通用夹具装夹 1)在三爪自定心卡盘上装夹
14-超高分子量聚乙烯的加工特性分析-贾润礼
超高分子量聚乙烯的加工特性分析 贾润礼 (华北工学院塑料研究所) (山西省塑料行业技术中心) 摘要:本文围绕超高分子量聚乙烯(UHMWPE)的性能,结合工作实践,从实用角度深入分析了UHMWPE加工过程中的一些现象和加工特性,并指出了一些特殊性能在特定场合的应用价值和注意事项。 关键词:超高分子量聚乙烯加工特性 超高分子量聚乙烯(UHMWPE)以其优异的性能和广泛的用途,受到国内外广泛重视,成为研究和应用的热点。本文着重讨论UHMWPE加工过程中特有的加工性能和一些现象,并进行了分析。 1 粉末原料特性 目前市场上提供的UHMWPE树脂原料均为粉状料,如北京助剂二厂生产的UHMWPE 粉料粒度大约60目。由于材料的低摩擦系数特性,粉料非常松散且极易流动。常温下的粉料基本没有弹性,将粉料加入压制模在常温下加压,体积没有明显变化,可以认为粉料在常温下基本上不可压缩。上述特性在挤出和注射时会有输送方面的问题,但在压制、压制烧结、传递模塑成型工艺中具有特殊意义,特别是压制成型厚制品和深腔制品时,粉料的松散性和流动性对于物料充满型腔、在模内形成均匀高压从而保证制品密度均匀、减少熔体在模内的流动和取向从而减小制品内应力和收缩变形具有重要意义。 UHMWPE在温度180℃以上时快速熔化,而在140℃到180℃温度范围内,物料的熔融需要很长时间,在正常生产中在这一温度区间看不到物料熔融,然而在这一温度区间粉料呈现出弹性并且粉料的松散性和流动性下降,因此在压制时加料后及早加压是必要的,可保证物料在低温下快速充满型腔并在腔内建立起均匀高压,最终减小制品内应力和保证制品密度均匀。基于上述考虑,我们认为压制前原料不应预热。 2 “料塞”问题 由于传统的单螺杆挤出机及注射机的螺杆加料段设计是基于固体输送机理,依靠固体塞与机筒内表面的摩擦力使固体物料向前推进。当这样的设备用于加工UHMWPE时,由于摩擦系数很小不足以形成足够的摩擦力推进固体物料,物料只能抱在螺杆上随螺杆旋转但不能向前推进。因此国内外用于加工UHMWPE的挤出机和注射机目前主要有两类:一类是往复柱塞式挤出机和注射机,另一类是UHMWPE专用的螺杆式挤出机和注射机,这种挤出机和注射机的螺杆比较特殊能够适应UHMWPE的特性,并且机筒也进行了必要的改造。 UHMWPE在130℃~180℃的温度下短时间内处于弹性固体颗粒状态,类似于高硬度粉末橡胶。根据这一特点,我们提出了“胶塞输送”机理,即在螺杆加料段螺槽中的物料是被压缩的弹性胶塞,而不是压实的固体塞。通过添加少量液体助剂,使UHMWPE在某一温度范围表现出显著的弹性行为(或橡胶特性),使胶塞与机筒间摩擦系数大幅增加,这样就解决了固体塞与料筒间摩擦系数小固体输送困难的问题。据此机理,我们实现了用普通单螺杆挤出机对UHMWPE进行挤出和用普通注射机注塑成型。 3 熔体特性 在180℃以上时,UHMWPE熔体粘度极高并且呈现出较强的粘性和弹性;温度在260℃~340℃区间,随着温度升高,熔体粘度下降速度加快,流动性增加,同时熔体弹性明显降低,这一变化主要是大分子降解的结果,不能认为是熔体粘度随温度的正常变化。UHMWPE熔融时按照其粉料颗粒熔化,形成熔体颗粒,在未施加足够外力时这些熔体颗粒不会流动或移动,但由于熔体颗粒表面粘性较大,颗粒之间会相互粘接,压制、烧结所利用的就是这一特性。由于熔体颗粒的高粘度和高弹性,在未施加外力时熔体颗粒通常不会发生明显变形,而施加外力后外力大小直接影响熔体颗粒变形量的大小,即压力的大小决定了制品的密实程度,因
机械零件的加工工艺和各种特点分析
机械零件的加工工艺和各种特点分析 来源:中国机床商务网 孔作为机械零件上最常见和最常用的特征,起着不同的作用和用途,有定位孔、基准孔、装配孔、工艺孔等等,孔的精度和要求也大不一样,在先进的数控设备应用的同时,孔的传统加工工艺势必受到极大的冲击,孔加工的方式、工艺、刀具等也随之而变,以铣代钻、以铣代铰、以铣代镗也应用而生,在提高产品加工的质量和生产效率的同时,应不断探索孔的加工工艺,寻找新的加工方法,不断提升制造水平。本文是笔者在总结自身对孔加工经验的基础上,试图以此为例,分析和发现孔加工的一般性规律,文章从钻孔、铰孔、镗孔、铣孔的工艺出发,剖析各工艺过程的利弊,意在探索高质量高精度加工的工艺过程,找出浅显可行的技术分析方法。 孔是机械零件上极为常见的特征,在许多类零件上都带有孔。据其使用特性及作用不同,加工时的尺寸精度及表面质量大不一样,然随着三轴联动数控铣床及加工中心的不断应用,孔的加工工艺也发生着重大的变化,孔的加工不再以钻削加工为主了,取而代之的是工艺集中的复合加工工艺,既便如此,也不能说一个高精度要求的孔的加工工艺是固定一尘不变的。北京机床研究所副总工艺师金福吉一针见血地指出:“我国孔加工的工艺跟质量落后发达国家30年一点也不为过,究其原因,就在于孔的加工工艺的落后。”实际上,孔的加工是刀具在工件内部进行,切屑的排除、散热、观察都比较困难,孔的大小又限制了刀具的大小,孔的精度也限制了刀具的精度等级,测量内孔的尺寸又不方便。由此可见,在传统孔加工工艺的基础上,急需新的孔加工工艺,这些均要求加工人员要重视孔的加工工艺和各种特点。 一、钻削加工 1.所用刀具 刀具有普通麻花钻、可转位浅孔钻、扁钻等。在加工中心上钻孔,大多数采用普通麻花钻。麻花钻有高速钢和硬质合金两种。麻花钻的组成,它主要由工作部分和柄部组成。工作部分包括切削部分和导向部分。 麻花钻的切削部分有两个主切削刃、两个副切削刃和一个横刃。两个螺旋槽是切削流经的表面,为前刀面;与工件过渡表面(即孔底)相对的端部两曲面为主后刀面;与工件已加工表面(即孔壁)相对的两条刃带为副后刀面。前刀面与主后刀面的交线为主切削刃,前刀面与副后刀面的交线为副切削刃,两个主后刀面的交线为横刃。横刃与主切削刃在断面上投影间的夹角称为横刃斜角,横刃斜角Ψ=50°—55°;主切削刃上各点的前角、后角是变化的,外缘处前角约30°,钻心处前角接近0°,甚至是负值;两条主切削刃在与其平行的平面内的投影之间的夹角为顶角,标准麻花钻的顶角2ψ=118°。 麻花钻导向部分其导向、修光、排屑和输送切削液作用,也是切削部分的后备。 根据柄部不同,麻花钻有莫氏锥柄和圆柱柄两种。直径为8—80mm的麻花钻多为莫氏锥柄,可直接装在带有莫氏锥孔的刀柄内,刀具长度不能调节。直径0.1—20mm的麻花钻多为圆柱柄,可装在钻夹头刀柄上。中等尺寸麻花钻两种形式均可选用。 2.工艺特性
车削加工的特点和车削工艺介绍
车削加工的特点和车削工艺介绍 内容来源网络,由深圳机械展收集整理! 更多金属加工设备,就在深圳机械展! 车削加工就是在车床上,利用工件的旋转运动和刀具的直线运动或曲线运动来改变毛坯的形状和尺寸,把它加工成符合图纸的要求。车削加工是在车床上利用工件相对于刀具旋转对工件进行切削加工的方法。车削加工的切削能主由工件而不是刀具提供。车削是常见的切削加工方法,在生产中占有地位。车削适于加工回转表面,大部分具有回转表面的工件都可以用车削方法加工,如内外圆柱面、内外圆锥面、端面、沟槽、螺纹和回转成形面等,所用刀具主要是车刀。 在各类金属切削机床中,车床是应用广泛的一类,约占机床总数的50%。车床既可用车刀对工件进行车削加工,又可用钻头、铰刀、丝锥和滚花刀进行钻孔、铰孔、攻螺纹和滚花等操作。按工艺特点、布局形式和结构特性等的不同,车床可以分为卧式车床、落地车床、立式车床、转塔车床以及仿形车床等,其中大部分为卧式车床。 车削的工艺特点 (1)加工精度高.而且易于保各加工面之间的位皿精度。这是因为车 削加工过程连续进行,切削层公称横截面积不变,切削力变化小,切削过程平稳,所以加工精度高。此外,在车床上经一
次装夹能加工出外圆面、内圆面、台阶面及端面.依靠机床的精 度就能够保这些表面之间的位置精度。 (2)生产率高、应用范围广。除了车削断续表面之外,一般情况下 在加工过程中车刀与工件始终接触,基本无冲击现象,可采用 很高的切削速度以及很大的背吃刀最和进给址,所以生产率高。 而且车削加工适应多种材料、多种表而、多种尺寸和多种精度, 应用范围广。 (3)刀具简单、生产成本低。 内容来源网络,由深圳机械展收集整理! 更多金属加工设备,就在深圳机械展!
小型机械零件加工工艺和各种特点分析(二)
小型机械零件加工工艺和各种特点分析(二) 二、铰削加工 1.所用刀具 机用铰刀。通用标准机用铰刀。 铰刀工作部分包括切削部分与校准部分。切削部分为锥形,担负主要切削工作。切削部分的主偏角为5°—15°,前角一般为0°,后角一般为5°—8°。校准部分的作用是校正孔径、修光孔壁和导向。为此,这一部分带有很窄的刃带(γo=0°,αo=0°)。校准部分包括圆柱部分和倒锥部分。圆柱部分保证铰刀直径和便于测量,倒锥部分可减少铰刀与孔壁的摩擦和减少孔径扩大量。 标准铰刀有4—12齿。铰刀的齿数除了与铰刀直径有关外,主要根据加工精度的要求选择。齿数对家工表面粗早读的影响并不大。齿数过多,刀具的制造重磨都比较麻烦,而且会因齿间容屑槽减少,而造成切屑堵塞和划伤孔壁以致使铰刀折断的后果。齿数过少,则铰削时稳定性差,刀齿的切削负荷增大,且容易产生几何形状误差。 2.工艺特性 为提高孔的表面质量,获得较低的粗糙度值,铰削加工是必不可少的。受刀具特性的影响,在该工序中,铰削余量一定要小,不然,损坏铰刀且不说,甚至于会影响孔的最终尺寸和形状。铰削加工对孔的内壁起了修光作用,尺寸精度全部取决于铰刀的精度,铰H7的孔必须用H7的铰刀,铰H6的孔必须用H6的铰刀。尽管如此,铰削有一重大的缺陷,就是该工艺过程不能纠正孔的垂直度,“底孔正,孔铰正;底孔斜,孔铰斜。”显然,通过刀具的精度仅能保证孔的尺寸精度,但不能保证孔的位置精度。由此看来,若用此工序进行精加工,须提前解决好孔的垂直度。 三、镗削加工 1.所用刀具 镗孔所用刀具为镗刀。镗刀种类很多,按切削刃数量可分为单刃镗刀和双刃镗刀。镗削通孔、阶梯孔和不通孔可选用单刃镗刀。 单刃镗刀头结构类似车刀,用螺钉装夹在镗杆上。螺钉1用于调整尺寸,螺钉2起锁紧作用。 单刃镗刀刚性差,切削时易引起振动,所以镗刀的主偏角选的较大,以减小径向力。镗铸铁或精镗孔时,一般取κr=90°;粗镗钢件孔时,取κr=60°—75°,以提高刀具的寿命。 所镗孔径的大小要靠调整刀具的悬伸长度来保证,调整麻烦,效率低,只能用于单件小批量生产。但单刃镗刀结构简单,适用性广,粗、精加工都适用。 2.工艺特性
数控机床加工特点及其应用
数控机床已越来越多的应用于现代制造业,并发挥出普通机床无法比拟的优势,数控机床主要有以下几特点: 1.传动链短,与普通机床相比主轴驱动不再是电机——皮带——齿轮副机构变速,而是采用横向和纵向进给分别由两台伺服电机驱动运动完成,不再使用挂轮、离合器等传统部件,传动链大大缩短。 2.刚性高,为了与数控系统的高精度相匹配,数控机床的刚性高,以便适应高精度的加工要求。 3.轻拖动,刀架(工作台)移动采用滚珠丝杠副,摩擦小,移动轻便。丝杠两端的支承式专用轴承,其压力角比普通轴承大,在出厂时便选配好;数控机床的润滑部分采用油雾自动润滑,这些措施都使得数控机床移动轻便。 二、数控机床加工特点 1.自动化程度高,可以减轻操作者的体力劳动强度。数控加工过程是按输入的程序自动完成的,操作者只需起始对刀、装卸工件、更换刀具,在加工过程中,主要是观察和监督机床运行。但是,由于数控机床的技术含量高,操作者的脑力劳动相应提高。 2.加工零件精度高、质量稳定。数控机床的定位精度和重复定位精度都很高,较容易保证一批零件尺寸的一致性,只要工艺设计和程序正确合理,加之精心操作,就可以保证零件获得较高的加工精度,也便于对加工过程实行质量控制。 3.生产效率高。数控机床加工是能再一次装夹中加工多个加工表面,一般只检测首件,所以可以省区普通机床加工时的不少中间工序,如划线、尺寸检测等,减少了辅助时间,而且由于数控加工出的零件质量稳定,为后续工序带来方便,其综合效率明显提高。 4. 便于新产品研制和改型。数控加工一般不需要很多复杂的工艺装备,通过编制加工程序就可把形状复杂和精度要求较高的零件加工出来,当产品改型,更改设计时,只要改变程序,而不需要重新设计工装。所以,数控加工能大大缩短产品研制周期,为新产品的研制开发、产品的改进、改型提供了捷径。 5.可向更高级的制造系统发展。数控机床及其加工技术是计算机辅助制造的基础。 6.初始投资较大。这是由于数控机床设备费用高,首次加工准备周期较长,维修成本高等因素造成。 7.维修要求高。数控机床是技术密集型的机电一体化的典型产品,需要维修人员既懂机械,又要懂微电子维修方面的知识,同时还要配备较好的维修装备。 三、适合数控机床加工的零件 1.最适合多品种中小批量零件。随着数控机床制造成本的逐步下降,现在不管是国内还
数控车床的工艺特点、工件的装夹
四川工程职业技术学院 课时授课教案 / 学年第期课程名称:数控加工工艺 授课班级:(三专)数控01-1、2 授课时间:第周星期第节 课题:数控车床的工艺特点、工件的装夹 教学目的:掌握数控车削加工对象 理解对刀方法 掌握工件的装夹 重点、难点: 工件的装夹 使用教具:课件 课后作业: 1 课后记录: 年月日
授课主要内容 一、数控车削加工的对象 1.轮廓形状特别复杂或难于控制尺寸的回转体零件因车床数控装置都具有直线和圆弧插补功能,还有部分车床数控装置具有某些非圆曲线插补功能,故能车削由任意直线和平面曲线轮廓组成的形状复杂的回转体零件。 2.精度要求高的零件零件的精度要求主要指尺寸、形状、位置和表面等精度要求,其中的表面精度主要指表面粗糙度。例如:尺寸精度高达0.001mm或更小的零件;圆柱度要求高的圆柱体零件;素线直线度、圆度和倾斜度均要求高的圆锥体零件;以及通过恒线速度切削功能,加工表面精度要求高的各种变径表面类零件等。 3.带特殊螺纹的回转体零件这些零件是指特大螺距、等螺距与变螺距或圆柱与圆锥螺纹面之间作平滑过渡的螺纹零件等。 4.淬硬工件的加工在大型模具加工中,有不少尺寸大而形状复杂的零件。这些零件热处理后的变形量较大,磨削加工有困难,因此可以用陶瓷车刀在数控机床上对淬硬后的零件进行车削加工,以车代磨,提高加工效率。 二、对刀 装刀与对刀是数控机床加工中极其重要并十分棘手的一项基本工作。对刀的好与差,将直接影响到加工程序的编制及零件的尺寸精度。 对刀一般分为手动对刀和自动对刀两大类。目前,绝大多数的数控车床采用手动对刀,其基本方法有:定位对刀法、光学对刀法、ATC对刀法和试切对刀法。在前3种手动对刀方法中,均因可能受到手动和目测等多种误差的影响,其对刀精度十分有限,所以往往通过试切对刀,以得到更加准确和可靠的结果。数控车床常用的试切对刀方法如图所示。 车刀对刀点示意图 (a)X方向对刀;(b)Z方向对刀;(c)两把刀X方向对刀;(d)两把刀Z方向对刀
数控机床及其加工特点
1、数控机床及其加工特点:①自动化程度高:数控机床在加工过程中,能按照数控系统的指令自动进行加工、变速及完成其他辅助功能②高的加工精度及切削效率:数控机床的主轴转速和进给速度比传统机床大为提高,电动机功率也变大,数控机床的定位精度和重复定位精度也相当高③多工序和多功能集成:数控机床上工件一次装夹后能完成多道工序的加工,而且功能集成化还体现在工件自动定位、机内对刀、刀具破损监控、精度检测和补偿上④高的可靠性和精度保持性:数控机床常在高负荷下长时间地连续工作 2、数控机床的特点:①加工零件的适应性强,灵活性好:由于数控机床具有多坐标轴联动的功能并可变换加工程序所以能加工普通机床不可能加工的复杂型面的零件②加工精度高,产品质量稳定:数控机床按照预定的程序自动加工,不受人为因素的影响,其加工精度由机床保证且可利用软件校正和补偿误差③生产率高:数控机床加工能合理选用切削用量,机加工时间短,又且定位精度高,停机检测次数减少,加工准备时间也因采用通用夹具大大缩短④减少工人劳动强度:数控机床是自动加工,其大部分操作不需人工完成改善了劳动条件,由于操作失误减少,也降低了废品率和次品率⑤生产管理水平提高:在数控机床上,能准确地计算零件加工时间,加强零件的计时性便于实现生产计划调度。由于具有通信接口,可实现计算机间的联接,实现生产过程的计算机管理与控制 3、CNC装置工作流程:①输入:输入到CNC控制器的通常有零件的加工程序,机床参数,刀补参数等②译码:以程序段为单位将零件的几何信息,工艺信息等按一定的语法翻译成计算机能够识别的数据形式并且存放在指定的存储器内③刀具补偿:包括刀具半径补偿和刀具长度补偿,将零件轮廓轨迹数据转换为刀具中心轨迹数据④进给速度数据:将合成进给速度(给定的)分解成各进给运动坐标方向的分速度,为插补计算时各进给坐标的行程量作准备。 ⑤插补:CNC在一条已知起点和终点的曲线上自动地进行“数据点的密化”,即“插入中间点,补上中间拟合线段”⑥位置控制:在每个采样周期内,将插补计算的理论位置与实际反馈位置相比较,用差值控制进给电动机,进而控制刀具的位移,加工出所需要的零件⑦I/O 处理:处理CNC装置与机床之间来往信号的输入输出,控制是CNC与机床之间信息传递和变换的通道。⑧显示:CNC系统的显示主要是为操作者提供方便,通常有零件程序,参数,刀具位置,机床状态,报警号等的显示⑨诊断:CNC装置利用内部诊断程序进行自诊断,主要有启动诊断和在线诊断两种 4、数控机床按伺服系统分类:①开环控制的数控机床②闭环控制的③半闭环控制的 5、半闭环与闭环区别:在于检测反馈信号不是来自工作台,而是来自电动机端或丝杠端连接的测量原件。 6、数控机床伺服驱动系统按控制原理分类:1、开环伺服系统:主要由步进电动机及其驱动线路构成。没有检测工作台位置的方式和元件。精度低,价格低,结构简单,易于调整,工作可靠,用于进度要求不高的数控机床。2、闭环伺服系统:由比较环节,驱动线路,伺服电动机,检测反馈单元构成。检测的是机床最末端的位移量,有光栅传感器直接检测位移,将位移信号转换为电信号,经反馈线路与指令信号比较,用差值来控制伺服电动机带动工作台移动,直到差值为零。精度高,调式和维护都有较大的技术难度,价格较贵,用在大型精密数控机床。3、半闭环伺服系统:不在机床末端,而在中间某一部分拾取反馈信号的伺服系统,由光电编码器测量角位移量,间接测量工作台的位移,精度适中,价格适中,调试比较容易,稳定性也好,广泛用于中小型数控机床。伺服系统的重要性:伺服系统是CNC与机床本体之间的一种中间转换环节,CNC通过伺服系统来控制机床运动。 脉冲当量:一个脉冲所产生的进给轴移动量。插补算法:1脉冲增量插补 2数据采样插补。 分辨率:位移检测系统能够检测出的最小位移量。选择测量系统的分辨率应比加工精度搞一个数量级。 数控机床对伺服系统的要求:1、精度高(静态控制进度:定位、重复定位)2、快速响应特性好3、调速范围大4、系统可靠性要好。 伺服驱动系统:指以位置和速度作为控制对象的自动控制系统,又称拖动系统或随动系统。脉冲增量插补有:1、逐点比较法2、数字积分法3、比较积分法。逐点比较法:1、偏差判别2、坐标进给3、偏差计算4、终点判别 刀补原理:1、刀补建立2、刀补执行3、刀补取消。CNC在C刀补时,总是同时存在三个程序段的信息。BS-CS-AS-OS 主要是C功能刀具半径补偿,四种转接形式:圆弧直线,三种过度类型:1、伸长型2、缩短型3、插入型。 CNC装置软件结构特点:1、多任务并行处理2、实时中断处理 CNC装置软件有:1、管理软件(输入,I/O处理,显示,诊断)控制软件(译码,刀补,速度处理,插补,位置控制。插补是核心) CNC硬件结构:1按电路板插接分类:大、小板结构。2按制造方式:1专用型2个人计算机.3按微处理个数:单、多微处理器 现代CNC装置一般都采用夺位处理器模块化结构。 CNC装置的控制功能是指CNC装置能够控制的并且能够同时联动的轴数,他是CNC装置的重要性能指标,也是档次之分重要依据,联动轴数越多,说明CNC装置的功能越强,加工零件越复杂。 单微处理器和多微处理器区别:单微处理器只有一个中央处理器CPU,采用集中控制,分时处理数控每一项任务,有些虽然有2个以上CPU,但只有一个主CPU能控制总线并访问存储器,其他CPU完成某一辅助功能。多微处理器有两个或以上的微处理机构成的处理部件,处理部件之间采用耦合,有集中的操作系统,资源共享,或者有2个以上的微处理机结构的功能模块,功能模块之间耦合,有多重操作系统有效的是实现并行处理。 基点:各元素间的来年节点称节点:将曲线分割成若干个直线段,其相邻二直线的交点。步进电动机加减速特性逐渐上升或下降的加速时间、减速时间不能过小,否则会出现失步或超步。矩频特性与动态转矩动态转矩随连续运行频率的上升而下降。 步距角计算公式:a=360/(mzk) m为相数,k为拍数比相数比值,z齿数步距角越小,加工精度越高,一般为0.5-3度 插补误差主要径向误差,由 r v e r8 2 =可以看出,插补误差取决于仅给速度的大小,进给速度越高,插补进给弦长越长,径向误差越大。 直线:偏差判别函数F>=0,坐标+X e I i y F F- = =1F<0,坐标 +Y e i i x F F+ = +1圆弧:F>=0坐标-X 1 2 1 + - = +i i i x F F F<0,坐标+Y1 2 1 + + = +i i i y F F
机械加工工艺基础教案
华北航天工业学院教案 教研室:机制工艺授课教师:陈明
第四章典型机床工作运动分析 第一节金属切削机床基础知识 一、机床的分类与型号编制 (一)机床的分类 机床主要是按加工性质和所用刀具进行分类的,根据我国制定的机床型号编制方法,目前将机床分为12大类:车床、钻床、镗床、磨床、齿轮加工机床、螺纹加工机床、铣床、刨插床、拉床、特种加工机床、锯床及其他机床。 每一类又按工艺范围、布局型式和结构等,分为若干组,每一组又分为若干系。 在上述基本分类方法的基础上,还可根据机床的其他特征进一步加以区分。 同类型机床,按照它们的通用性程度,可分为 (1)通用机床(2)专门化机床(3)专用机床 同类型机床按工作精度不同,可分为:普通精度机床、精密机床和高精度机床。 机床还可以按自动化程度不同,分为手动的、机动的、半自动的和自动的机床。 机床还可以按质量与尺寸分为:仪表机床、中型机床、大型机床、重型机床和超重型机床。 按照机床主要工作部件的数目,还可分为:单轴的、多轴的或单刀的、多刀的机床。 通常机床是按照加工性质进行分类,再根据某些特点进一步描述,例如多轴自动车床就是以车床为基本类型,再加上“多轴”、“自动”等特征,以区别于其他种
类车床。 现代机床正向数控化方向发展,数控机床的功能越来越多,工序更加集中,一台数控机床集中了多台传统机床的功能。机床的数控化引起了机床传统分类方法发变化,这种变化趋向于综合性描述。 (二)机床型号的编制方法 机床的型号必须反映机床的类型、主要参数、使用和结构特性等。 标准JB1838-85:金属切削机床型号编制方法,适用于各类通用机床和专用机床,由汉语拼音字母和数字按一定规律组合而成。 1、通用机床型号 通用机床型号表示方法如下: (1)机床类、组、系的划分及其代号 机床按其产品的工作原理、结构特性及使用范围划分为十二类,每类机床划分为十个组,每组又划分为十个系。 当需要时,机床的类代号又分为若干分类。分类代号在类代号之前,且第一分类不予表示。 (◎)○(○)◎◎( ◎)(○)(/◎) 分类代号