刀具切削进给参数表
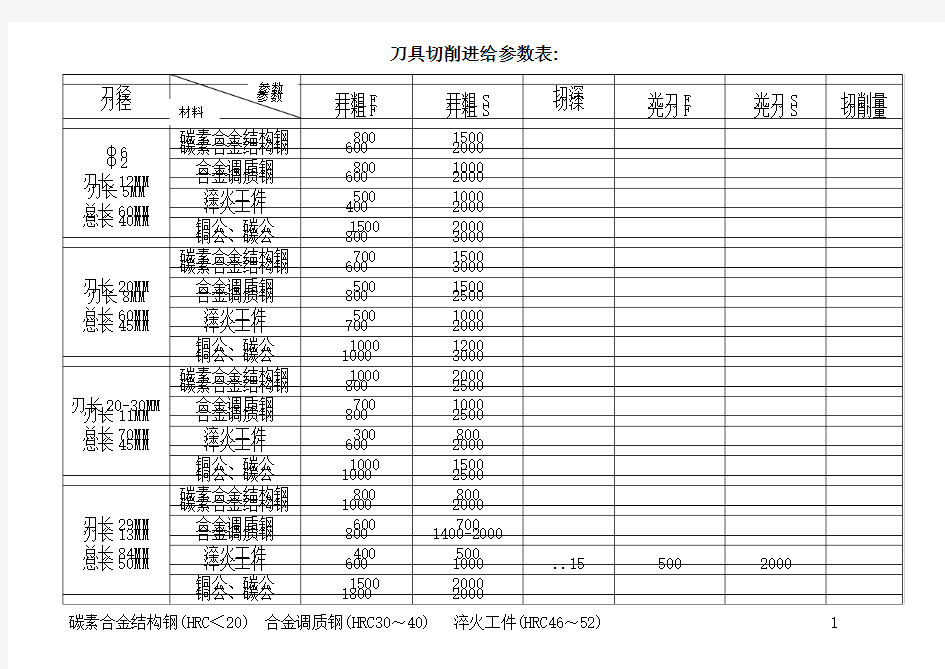

刀具切削进给参数表:
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 1
碳素合金结构钢(HRC <20= 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 2 碳素合金结构钢(HRC <20)
合金调质钢(HRC30~40) 淬火工件(HRC46~52) 3 材料
刀具切削进给参数表: 刀具切削进给参数表:
碳素合金结构钢(HRC<20=合金调质钢(HRC30~40) 淬火工件(HRC46~52) 4
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 5
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 6
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 7
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 8
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 9
碳素合金结构钢(HRC<20=合金调质钢(HRC30~40) 淬火工件(HRC46~52) 10
刀具切削参数
白钢刀 刀具类型 最大加工 深度(mm) 普通长度(mm) 刃长/刀长 普通加长(mm) 刃长/加长 主轴转速 (r/m) 进给速度 (mm/min) 吃刀量 (mm) D32 120 60/125 106/186 300~400 500~1000 0.1~1 D25 120 60/125 90/166 300~400 500~1000 0.1~1 D20 120 50/110 75/141 500~700 500~1000 0.1~1 D16 120 40/95 65/123 500~800 500~1000 0.1~0.8 D12 80 30/80 53/110 500~1000 500~1000 0.1~0.8 D10 80 23/75 45/95 800~1000 500~1000 0.2~0.5 D8 50 20/65 28/82 800~1200 500~1000 0.2~0.5 D6 50 15/60 不存在800~1200 500~1000 0.2~0.4 R8 80 32/92 35/140 800~1000 500~1000 0.2~0.4 R6 80 26/83 26/120 800~1000 500~1000 0.2~0.4 R5 60 20/72 20/110 800~1000 500~1000 0.2~0.4 R3 30 13/57 15/90 1000~1500 500~1000 0.2~0.4 飞刀 刀具类型最大加工深 度(mm) 普通长度 (mm) 普通加长 (mm) 主轴转速 (r/m) 进给速度 (mm/min) 吃刀量 (mm) D63R6 300 150 320 700~1000 2500~4000 0.2~1 D50R5 280 135 300 800~1500 2500~3500 0.1~1 D35R5 150 110 180 1000~1800 2200~3000 0.1~1 D30R5 150 100 165 1500~2200 2000~3000 0.1~0.8 D25R5 130 90 150 1500~2500 2000~3000 0.1~0.8 D20R0.4 110 85 135 1500~2500 2000~2800 0.2~0.5 D17R0.8 105 75 120 1800~2500 1800~2500 0.2~0.5 D13R0.8 90 60 115 1800~2500 1800~2500 0.2~0.4 D12R0.4 90 60 110 1800~2500 1500~2200 0.2~0.4 D16R8 100 80 120 2000~2500 2000~3000 0.1~0.4 D12R6 85 60 105 2000~2800 1800~2500 0.1~0.4 D10R5 78 55 95 2500~3200 1500~2500 0.1~0.4 U G 学习群:1 8 3 9 6 0 8 9 6 欢迎大家的加入!
加工中心常用刀具参数
加工中心常用刀具参数(普通机) 刀具转速进刀切削吃刀量退刀 d32r5 1900 1500 1800 0.6 1300 d25r5 2100 1300 1500 0.6 1200 d20r5 2200 1100 1300 0.5 800 d16r0.5 2400 1000 1100 0.4 800 d12r0.5 2600 800 1000 0.35 600 d10r0.5 2800 700 800 0.35 600 d8r0.5 3000 600 600 0.3 500 d6r0.5 3200 450 500 0.25 400 d12 2800 800 1000 0.35 600 d10 2800 700 800 0.35 600 d8 3000 600 600 0.3 500 d6 3200 450 500 0.25 400 d4 3500 300 400 0.2 400 d12r6 3200 800 1000 0.3 600 d10r5 3600 700 800 0.25 600 d6r3 4000 450 500 0.2 400 d4r2 4800 300 400 0.15 400 d2r1 5600 250 300 0.1 300 d1r0.5 6800 200 200 0.08 250 加工中心常用刀具参数(高速机) 刀具转速进刀切削吃刀量退刀 d16r0.5 6500 1000 1100 0.35 800 d12r0.5 7000 800 1000 0.3 600 d10r0.5 7500 700 800 0.3 600 d8r0.5 8000 600 600 0.3 500 d6r0.5 8500 450 500 0.2 400 d12 7000 800 800 0.35 600 d10 7500 600 650 0.3 600 d8 8000 500 600 0.3 500 d6 10000 350 400 0.25 400 d4 12000 200 300 0.2 300 d2 14000 150 250 0.15 250 d1 16000 150 200 0.1 200 d0.8 21000 100 150 0.06 200 d12r6 8500 600 800 0.25 600 d10r5 8800 500 650 0.2 600 1
数控刀具的种类与特点分析大全
数控刀具的种类与特点分析 数控加工刀具可分为常规刀具和模块化刀具两大类。模块化刀具是发展方向。发展模块化刀具的主要优点:减少换刀停机时间,提高生产加工时间;加快换刀及安装时间,提高小批量生产的经济性;提高刀具的标准化和合理化的程度;提高刀具的管理及柔性加工的水平;扩大刀具的利用率,充分发挥刀具的性能;有效地消除刀具测量工作的中断现象,可采用线外预调。事实上,由于模块刀具的发展,数控刀具已形成了三大系统,即车削刀具系统、钻削刀具系统和镗铣刀具系统。 一、数控刀具的分类 1、从结构上可分为 (1)整体式 (2)镶嵌式可分为焊接式和机夹式。机夹式根据刀体结构不同,分为可转位和不转位; (3)减振式当刀具的工作臂长与直径之比较大时,为了减少刀具的振动,提高加工精度,多采用此类刀具;(4)内冷式切削液通过刀体内部由喷孔喷射到刀具的切削刃部; (5)特殊型式如复合刀具、可逆攻螺纹刀具等。
2、从制造所采用的材料上可分为 (1)高速钢刀具高速钢通常是型坯材料,韧性较硬质合金好,硬度、耐磨性和红硬性较硬质合金差,不适于切削硬度较高的材料,也不适于进行高速切削。高速钢刀具使用前需生产者自行刃磨,且刃磨方便,适于各种特殊需要的非标准刀具。 (2)硬质合金刀具硬质合金刀片切削性能优异,在数控车削中被广泛使用。硬质合金刀片有标准规格系列产品,具体技术参数和切削性能由刀具生产厂家提供。 硬质合金刀片按国际标准分为三大类:P类,M类,K类。 P类--适于加工钢、长屑可锻铸铁(相当于我国的YT 类) M类--适于加工奥氏体不锈钢、铸铁、高锰钢、合金铸铁等(相当于我国的YW类) M-S类--适于加工耐热合金和钛合金 K类--适于加工铸铁、冷硬铸铁、短屑可锻铸铁、非钛合金(相当于我国的YG类) K-N类--适于加工铝、非铁合金 K-H类--适于加工淬硬材料 (3)陶瓷刀具 (4)立方氮化硼刀具
常用刀具参数使用
一.常用刀具参数使用: 1.加工铸铁(球墨铸铁线速度放慢约20-30%,进给放慢约20%): 刀具名称线速度m/分每齿或每转进给mm 切削深度mm 肯纳125M750粗面铣刀188m 0.21 5 肯纳精铣125面铣刀188m 0.28 0.2 粗镗刀300m 0.4 5 半精镗刀300m 0.5 2.5 精镗刀300m 0.17 0.2 CBN刀片精镗刀600m 0.17 0.2 SANDVIK 880U钻200m-300m 0.12 普通U钻140m 0.1 整体硬质合金钻90m-130m 0.3 SE钻90m 0.3 高速钢钻头20-25m 0.2 氮化钛丝锥25m 氮碳化钛丝锥35m 普通无涂层丝锥10m 整体硬质合金铣刀50-80m 0.08 0.5XDc SANDVIK M390方肩铣刀150m-180m 0.05 0.3XDc 高速钢铣刀15-20m 0.06 0.3XDc 整体硬质合金铰刀20-25m 0.1 高速钢铰刀5m 0.08 中心钻倒角刀150m 0.1-0.2 0.3X刀片宽度2.加工钢件(根据毛坯材质硬度线速度和进给应适度调整): 刀具名称线速度m/分每齿或每转进给mm 切削深度mm 肯纳M45 125面铣刀(粗铣)175m 0.22 3 肯纳M45 125面铣刀(精铣)188m 0.25 0.2 粗镗刀250m 0.2 3 半精镗刀280m 0.4 2.5 精镗刀300m 0.17 0.2 SANDVIK 880U钻180m-260m 0.06 普通U钻100m 0.1 整体硬质合金钻80m 0.12 SE钻90m 0.3 高速钢钻头15-20m 0.2 氮化钛丝锥20m 氮碳化钛丝锥25m 普通无涂层丝锥5-8m 整体硬质合金铣刀50-70m 0.08 0.5XDc SANDVIK 方肩M390铣刀130m 0.05 0.3XDc 高速钢铣刀10-15m 0.06 0.3XDc 整体硬质合金铰刀15-20m 0.1 高速钢铰刀5m 0.08 中心钻倒角刀130m 0.1-0.2 0.3X刀片宽度
cnc刀具试用报告表格
cnc刀具试用报告表格 篇一:CNC加工中心程序单 CNC加工中心程序单 篇二:1CNC刀具管理办法 福州有限公司 福州有限公司 篇三:雕刻刀具参数表 刀具工艺参数表 ——黄铜的加工参数 下图为计算刀具路径时的“设定切削用量”对话框,根据当前所用刀具正确查取刀具工艺表格,对应图中的“吃刀深度”即最大单边切深度、“开槽深度”即一次开槽深度、“路径间距”即侧向进给,分别输入加工参数值。 表一:20○系列刀具开粗加工黄铜材料的工艺参数表 表二:20○系列刀具修边加工黄铜材料的工艺参数表表三:20○系列刀具清角加工黄铜材料的工艺参数表表四:10○系列刀具开粗加工黄铜材料的工艺参数表 表五:10○系列刀具修边加工黄铜材料的工艺参数表 表六:10○系列刀具清角加工黄铜材料的工艺参数表 表七:30○系列刀具修边加工黄铜材料的工艺参数表 表八:30○系列刀具清角加工黄铜材料的工艺参数表 表九:使用螺纹铣刀开粗加工黄铜时的工艺参数表
使用螺纹铣刀开粗是充分利用螺纹铣刀的侧向切削能力强的优势,从实际加工的现象来看是:吃刀深度大,侧向进给量小,进给速度大,整体的材料去除量大,加工效率大幅度提高,这种加工方式称为:“大吃深,少吃料,快进给”。螺纹铣刀不但加工效率高,而且刀具比较耐用,加工的底面效果好,尺寸精度容易保证。 紫铜的加工参数 表一:20○系列刀具开粗加工紫铜材料的工艺参数表 表二:20○系列刀具修边加工紫铜材料的工艺参数表 表三:20○系列刀具清角加工紫铜材料的工艺参数表表四:30○系列刀具修边加工紫铜材料的工艺参数表表五:30○系列刀具清角加工紫铜材料的工艺参数表表六:使用螺纹铣刀进行紫铜开粗加工时的工艺参数铬钢的加工参数 表一:20○系列刀具开粗加工铬钢材料的工艺参数表 表二:20系列刀具修边加工铬钢材料的工艺参数表 表三:20○系列刀具清角加工铬钢材料的工艺参数表表四:30○系列刀具修边加工铬钢材料的工艺参数表 表五:30○系列刀具清角加工铬钢材料的工艺参数表表六:使用螺纹铣刀进行铬钢开粗加工时的工艺参数切削线速度 切削线速度计算公式: V=πDN
CNC刀具加工参数及深度能力表.docx
铝料加工参数表 加工方式粗加工 刀具直径转速( S)进给( F)吃刀深度( DP)转速( S)φ0.580003000.058000 φ1.080006000.158000 φ1.580008000.28000 φ2.0800010000.56000 φ2.5800010000.56000 φ3.08000100016000 φ4.080001200 1.56000 φ5.08000150025000 φ6.08000180025000 φ8.080002000 2.55000 φ10.08000300034000 φ12.08000500034000 φ16.08000400032000 φ20.08000400031500 钢件加工参数表 加工方式粗加工 刀具直径转速( S)进给( F)吃刀深度( DP)转速( S)φ0.560001000.015000 φ1.050003000.055000 φ1.550005000.065000 φ2.050005000.085000 φ2.545005000.085000 φ3.040008000.14000 φ4.0400012000.154000 φ5.0400015000.24000 φ6.0350018000.23500 φ8.0300020000.23000 φ10.025*******.22500 φ12.022*******.22200 φ16.022*******.32000 φ20.020*******.31000 以上参数为普通加 工参数,平时编程 参照设定,碰到其 他情况适当调整, 如:
1.批量件首件调试后,加快参数,优化刀刀路,快速优质加工出零件。 2.使用加长刀、加工小槽、精孔,转速、进给做出评估打六折给参数。
FANUC数控参数一览表
FANUC系统参数一览表 系统参数不正确也会使系统报警。另外,工作中常常遇到工作台不能回到零点、位置显 示值不对或是用MDI键盘不能输入刀偏量等数值,这些故障往往和参数值有关,因此维修时若确认PMC信号或连线无误,应检查有关参数。 一.16系统类参数 0:OFF 1:ON 1.SETTING 参数(与设定相关的参数) 参数号符号意义16-T 16-M 0000/0 TVC 代码竖向校验O:不进行1:进行 0000/1 ISO EIA/ISO代码O:EIA代码1:ISO代码 0000/2 INI MDI方式公/英制O:米制1:英制 0000/5 SEQ 自动加顺序号O:不进行1:进行 0002/0 RDG 远程诊断O不进行1进行 0002/7 SJZ 手动参考位置返回0参考位置未确定时,使用减速挡块进行参考位置返回,参考位置已经确定时,与减速挡块无关,用快速移动定位到参考位置。1只用减速挡块进行参考位置返回。 0012/0 MIRx 各轴镜像的设定0关闭1开启 0012/4 AIC 轴命令的移动距离0依照指定的地址1总为增量命令 0012/7 RMVx 各轴的受控轴拆除设定0不拆除受控轴1拆除受控轴 3216 自动加程序段号时程序段号的间隔O 1 2.RS232C口参数 0020 此参数用于设定与连接在哪个接口上的输入输出设备之间进行数据的输入输出。0,1RS-232-C串行端口1 2 RS-232-C串行接口2 3遥控缓冲器 接口4存储卡接口5数据服务器接口10 DNC1/DNC2接口,OSI因 特网12DNC1接口#2 0021 前台输入设备的设定 0022 后台输入设备的设定 0023 后台输出设备的设定(前台与后台同时使用不同的输入输出设备时,作为后台的设备可设定的数值只有0-3。如果使用了正在使用的输入输出设备,将发生报警 P/S 233或BP/S233,同时,注意设定值0和1表示相同的输入输出设备。) 100/3 NCR 程序段结束的输出码O 1 100/5 ND3 DNC运行时:读一段/读至缓冲器满O 1 3.与存储卡接口相关的参数 0300/0 PCM 存储卡接口0:NC端接口1:电脑端接口 4.与FACTOLINK相关的参数(与面板操作相关的参数) 0801/0 SB2 停止位的个数0:一位1:2位 0810/0 BGS 对FACTOLINK报警任务通信,没有显示FACTOLINK屏幕时0:不启动1:启动
刀具习题及答案讲解
《金属切削原理与刀具》试题(1) 一、填空题(每题2分,共20分) 1.刀具材料的种类很多,常用的金属材料有 、 、 ;非金属材料有 、 等。 2.刀具的几何角度中,常用的角度有 、 、 、 、 和 六个。 3.切削用量要素包括 、 、 三个。 4.由于工件材料和切削条件的不同,所以切削类型有 、 、 和 四种。 5.刀具的磨损有正常磨损的非正常磨损两种。其中正常磨损有 、 和 三种。 6.工具钢刀具切削温度超过 时,金相组织发生变化,硬度明显下降,失去切削能力而使刀 具磨损称为 。 7.加工脆性材料时,刀具切削力集中在 附近,宜取 和 。 8.刀具切削部分材料的性能,必须具有 、 、 和 。 9.防止积削瘤形成,切削速度可采用 或 。 10.写出下列材料的常用牌号:碳素工具钢 、 、 ;合金工具钢 、 ;高速 工具钢 、 。 二、判断题:(在题末括号内作记号:“√”表示对,“×”表示错)(每题1分,共20分) √1.钨钴类硬质合金(YG )因其韧性、磨削性能和导热性好,主要用于加工脆性材料,有色金属 及非金属。 √2.刀具寿命的长短、切削效率的高低与刀具材料切削性能的优劣有关。 √3.安装在刀架上的外圆车刀切削刃高于工件中心时,使切削时的前角增大,后角减小。 ×4.刀具磨钝标准VB 表中,高速钢刀具的VB 值均大于硬质合金刀具的VB 值,所以高速钢刀具 是耐磨损的。 √5.刀具几何参数、刀具材料和刀具结构是研究金属切削刀具的三项基本内容。 √6.由于硬质合金的抗弯强度较低,冲击韧度差,所取前角应小于高速钢刀具的合理前角。 √7.切屑形成过程是金属切削层在刀具作用力的挤压下,沿着与待加工面近似成45°夹角滑移 的过程。 ×8.积屑瘤的产生在精加工时要设法避免,但对粗加工有一定的好处。 ×9.切屑在形成过程中往往塑性和韧性提高,脆性降低,使断屑形成了内在的有利条件。 √10.一般在切削脆性金属材料和切削厚度较小的塑性金属材料时,所发生的磨损往往在刀具的 主后刀面上。 √11.刀具主切削刃上磨出分屑槽目的是改善切削条件,提高刀具寿命,可以增加切削用量,提 高生产效率。 √12.进给力f F 是纵向进给方向的力,又称轴向力。 √13.刀具的磨钝出现在切削过程中,是刀具在高温高压下与工件及切屑产生强烈摩擦,失去正 常切削能力的现象。 √14.所谓前刀面磨损就是形成月牙洼的磨损,一般在切削速度较高,切削厚度较大情况下,加 工塑性金属材料时引起的。 √15.刀具材料的硬度越高,强度和韧性越低。 √16.粗加工磨钝标准是按正常磨损阶段终了时的磨损值来制订的。 √17.切削铸铁等脆性材料时,切削层首先产生塑性变形,然后产生崩裂的不规则粒状切屑,称 为崩碎切屑。 √18.立方氮化硼是一种超硬材料,其硬度略低于人造金刚石,但不能以正常的切削速度切削淬 火等硬度较高的材料。
数控加工参数表
一、主轴转速n(r/min) 主轴转速一般根据切削速度V来选定,计算公式为:n=1000V/(π×d) 式中,d为刀具直径(mm),V为刀具切削速度(m/min)。 对于球头铣刀,工作直径要小于刀具直径,故其实际转速应大于计算转速n。表1铣刀的切削速度V 二、进给速度V f (mm/min) V f = f z ×z×n式中n为主轴转速,z为铣刀齿数,f z为每齿进给量(mm/ 齿). 每齿进给量f z 的选取主要取决于工件材料的力学性能、刀具材料、工件 表面粗糙度等因素。工件材料的强度和硬度越高,f z 越小;反之则越大。硬质合 金铣刀的每齿进给量高于同类高速钢铣刀。工件表面粗糙度要求越高,f z 就越小。
1、铣削加工 表2 铣刀每齿进给量f z 铣刀工件材料面铣刀立铣刀成形铣刀 高速钢 镶刃刀 硬质合 金 镶刃刀 铸铁0.20.050.040.30.1可锻铸铁0.150.050.040.30.09低碳钢0.20.050.040.30.09中高碳钢0.150.040.030.20.08铸钢0.10.050.040.20.08镍铬钢0.10.020.020.150.06高镍铬钢0.10.020.020.10.05黄铜0.20.050.040.030.21青铜0.150.050.040.030.1铝0.10.060.040.020.1 Al-Si合金0.10.050.040.180.08 Mg-Al-Zn0.10.050.030.150.08 Al-Cu-Mg 0.10.050.040.020.1 Al-Cu-Si 工序 铸铁钢铝及铝合金 V (m/min) f (mm/r) V (m/min) f (mm/r) V (m/min) f (mm/r) 粗镗高速钢20~25 0.2~0.6 25~30 0.2~0.6 100~150 0.5~1.5 硬质合金30~35 1~1.5 35~55 0.2~0.6 100~250 0.8~1.5 半精镗高速钢20~35 0.15~0.45 25~35 0.1~0.5 100~200 0.2~0.5 硬质合金50~70 0.2~0.5 55~85 0.15~0.55 120~300 0.3~0.6 精镗高速钢22~40 0.08~0.35 25~37 0.1~0.35 120~250 0.1~0.4 硬质合金70~90 0.12~0.35 60~80 0.15~0.35 150~400 0.1~0.4 攻螺纹前底孔直径的确定: 攻米制螺纹螺距P<1mm:d0=d-P P>1mm:d0=d-(1.04~1.06)P 式中P —螺距(mm)
04 切削刀具-飞刀参数表【14表全】
刀具直径种类参数切削参数粗加工半精加工精加工平面加工备注加工材料 E80R8飞刀普通机床Aa(切深) 1.2\\0.5刀长170一般构造用钢S55C,45# E80R8飞刀普通机床Ar(切宽)50\\32刀长170一般构造用钢S55C,45# E80R8飞刀普通机床F(mm/min)1800\\400刀长170一般构造用钢S55C,45# E80R8飞刀普通机床S(转/min)1000\\1000刀长170一般构造用钢S55C,45# E80R8飞刀普通机床寿命(min)480\\480刀长170一般构造用钢S55C,45# E80R8飞刀普通机床金属去除率刀长170一般构造用钢S55C,45# E80R8飞刀普通机床Aa(切深)1\\0.5刀长170调质钢(30 第三章 一、选择题 1.31210111下面是关于常用刀具材料硬度的比较,那个选项的论述是正确的(A) A 金刚石>CBN>硬质合金>高速钢B金刚石>CBN>高速钢>硬质合金 C金刚石>硬质合金>高速钢>CBN D金刚石>高速钢>硬质合金>CBN 2. 31210122下面属于性质脆、工艺性差的刀具材料是(C) A碳素工具钢 B 合金工具钢 C 金刚石D 硬质合金钢 3. 31210113 目前使用最为广泛的刀具材料是(B) A 陶瓷B高速钢和硬质合金 C 碳素工具钢 D CBN 4.31210114 W18Cr4V是:(C) A 碳素钢 B 硬质合金钢 C 普通高速钢 D 高性能高速钢 5.31210125 W18Cr4V比W6Mo5Cr4V2 好的性能是:(D) A 硬度 B 韧性 C 切削性能D可磨性 6.31210116 WC—Co类属于哪一类硬质合金:(A) A YG类 B YT类 C YW类 D YM类 7.31210127 应用于切削一般钢料的硬质合金刀具是(B) A YG类 B YT类 C YW类 D YM类 8.31210128 在加工高温合金(如镍基合金)等难加工材料时,刀具材料可首选:(A) A CBN B 硬质合金 C 金刚石 D 陶瓷 9.31210129 在粗车铸铁时,选用:(B) A YG3 B YG8 C YT5 D YT30 10.3121012A 碳素钢、合金钢的连续精加工,应选用:(D) A YG3 B YG8 C YT15 D YT30 11. 3121012B 在连续粗加工、不连续精加工碳素钢时,应选用:(B) A YT5 B YT15 C YT30 D YW2 12.31310121 在数控机床和自动线上,一般采用:(C) A 整体式刀具 B 装配式刀具 C 复合式刀具D焊接装配式刀具 13. 32210111 增大前角,下面正确的是:(D) A 增大粗糙度 B 增大切削效率 C 切削刃与刀头的强度增大 D 减小切削的变形 14.32210122 对于不同的刀具材料,合理前角(γopt)也不同,硬质合金刀具的γopt 要____ 高速钢刀具的γopt(B) A 大于 B 小于 C 等于 D 都有可能 15 32210113 增大前角可以(B) A减小切削力,导热面积增大B减小切削力,导热面积减小 C增大切削力,导热面积增大D增大切削力,导热面积减小1632210114 下面有关刀具前面的卷屑槽宽度的说法,正确的是:(D) A 愈小愈好 B 愈大愈好 C 无所谓 D 根据工件材料和切削用量决定 17 32310111 增大后角(A ) A 减小摩擦 B 增大摩擦 C 切削刃钝园半径越大 D 刀头强度增强 1832310121 加工下面哪种材料时,应该采用较小的后角(C) A 工件材料塑性较大B工件材料容易产生加工硬化 C 脆性材料 D 硬而脆的材料常用刀具材料硬度的比较