气保焊机操作及简单故障排除
二氧化碳气保焊机操作方法及日常保养第一页
一1.焊接开始:
○1先打开配电盘开关,再打开焊机电源开关。(注意:再打开电源开关时,应侧身操作,避免因电器短路造成烧伤等)。○2缓慢打开储气瓶阀门。○3调节合适的气压。○4调节合适的电流,电压。
2.焊接结束:
○1关闭储气瓶阀门,放出气管残留气体。○2关闭电源。○3把设备整理好放回原处。
3.焊丝盘的安装:
○1选择合适的焊丝直径。○2向焊丝盘轴装焊丝盘,并固定牢固。○3将焊丝插入焊丝插口处。○4用焊丝加压手柄给焊丝施加合适的压力。○5选择合适的导电嘴,并拧紧。
二焊枪操作基础:
1.引弧及焊接完成时的操作:因为引弧及焊接完成时容易出现缺陷,所以操作焊枪时一定要遵守喷嘴-
工件间距离及焊枪角度。在引弧前的间隔,受到焊丝接触时的冲击而回升,注意勿使焊枪因冲击而会升。
2.喷嘴-工件间距离:喷嘴-工件间距离过大时,容易产生缺陷(气孔,坑等)。一般情况下采用焊丝直
径的10倍距离左右(如1.0的焊丝,选用距离为10毫米左右)。
3.导电嘴距离喷嘴外缘5mm最佳。
4.气体保护效果不好的识别:根据电弧声音及熔池状态等就可以很简单地判断正常电弧,异常电弧时
的熔池成沸腾状,需经过经验来掌握正常电弧的状态。
5.焊丝伸出长度的影响:
导电嘴-母材间距离过长时,影响有:产生气孔,引弧不好,电弧不稳,熔池浅。
导电嘴-母材间距离过短时:喷嘴容易被飞溅物堵塞,看不清焊接线,熔深变深。
6.焊枪角度:二氧化碳气体保护焊一般采用向前行进法,这样便于观察焊接,焊缝形状,气体保护效
果等。
7.焊枪移动和作业姿势:○1焊枪由送丝软管,气管,控制电缆等构成,为不影响焊接效果,应采用保
证焊枪弯曲不要过大,焊枪平衡的作业姿势。○2操作者姿势及焊枪操作不好时,均得不到均匀的焊缝,因此,改变姿势,计算电压进行联系,以求得到均匀的焊缝。
8.收弧处理:在弧坑部开闭焊枪开关2~3次,使电弧重复闪灭进行处理。在焊缝还是块状时,每隔0.5-1
秒开1次开关掩埋火口,开3次即可充分埋好火口。
9.焊缝连接方法:在火口前方引弧后,等电弧稳定下来再返回火口部(接点)进行焊接。
三.日常检修项目:
1焊枪:○1清除喷嘴,导电嘴,连接杆等部件上的飞溅物。○2导电嘴的检查-焊丝是否吻合,孔径是否合适,连接是否牢固,导电嘴是否在喷嘴的中间位置。○3检查送丝机的零件是否有损坏或松动,并及时清除送丝部位的灰尘及赃物。○4检查气路是否有漏气现象。○5检查焊枪及焊接一体线是否有破损,如有铜线破损应立即用绝缘胶布包好。
四.气保焊机参数调整方法:
1.最佳焊接规(电流,电压参数)的主要特征
○1焊缝成型好。○2焊接过程稳定,飞溅小。○3焊接时听到沙……沙的声音,(小电流时声音是滋滋声)。焊接时焊机的电流表,电压表的指针稳定,摆动小。
2.最佳规的调整方法:
○1根据焊件厚度,焊缝位置,选择焊丝直径,气体流量,焊接电流。
○2在试板上试焊,根据选择的送丝速度,细心调整焊接电压,最佳的浮动焊接电压一般在1-2V之间。○3根据试板上焊缝成形情况,适当调整送丝速度,焊接电压,达到最佳焊接规。
○4在工件上正式焊接过程中,应注意焊接回路,接触电阻引起的电压降,及时调整(微调)焊接电压,确保焊接过程稳定。
第二页
3.焊接规匹配不良的焊接现象及排除:
○1当焊丝端头始终有滴状金属小球存在,且过度频率偏低,此情况说明焊接电压偏高,此时应加快焊丝速度或降低焊接电压。
○2当焊丝干伸偏短时能正常焊接,稍长就出现顶丝现象,说明焊接电压偏低,此时应通过降低送丝速度或升高焊接电压。
○3调试焊接参数时应注意以下几点:1.先把送丝速度调低点。2.再调焊接电压,焊接电流应根据焊接母材的厚度来控制。3、再调送丝速度,这时把送丝调到正好(电弧能够把焊丝溶解,且溶解的很舒服)。听声音,看飞溅。如果溶解的很舒服,声音是很平稳的,不会乒乓作响,飞溅也少。
○4在保证焊缝熔透(这里不是焊穿的意思)的情况下,尽量选择小电流焊接,因为在电流太大时,易造成熔池翻滚,不仅飞溅大,成形也很差。
○5焊接速度:对焊缝部与外观的质量都有重要影响。焊速过快会使气体保护不好,出现气孔等缺陷,同时焊缝的冷却速度相应提高,因而降低了焊缝金属的塑性的韧性。焊速过慢时,熔池变大,焊缝变宽,易因过热造成焊缝金属组织粗大或烧穿。
○6喷嘴与工件的角度:当喷嘴与工件垂直时,飞溅会很大,电弧不稳。为避免这种情况的出现,可将喷嘴后倾10-15度(焊接位置不同,焊枪角度也不同),即可保证焊缝成形良好,焊接过程稳定。
○7运条方法:1.直线法,直线往复法。(适合小而窄的焊缝)。2.锯齿形(适合宽焊缝),操作要点:在焊缝的两边稍作停顿,中间过度要快。3.月牙形运条法(同锯齿形)。以下几种不宜掌握,知道就可以,三角形(斜三角,正三角),圆图形(斜圆图,正圆图),八字形。
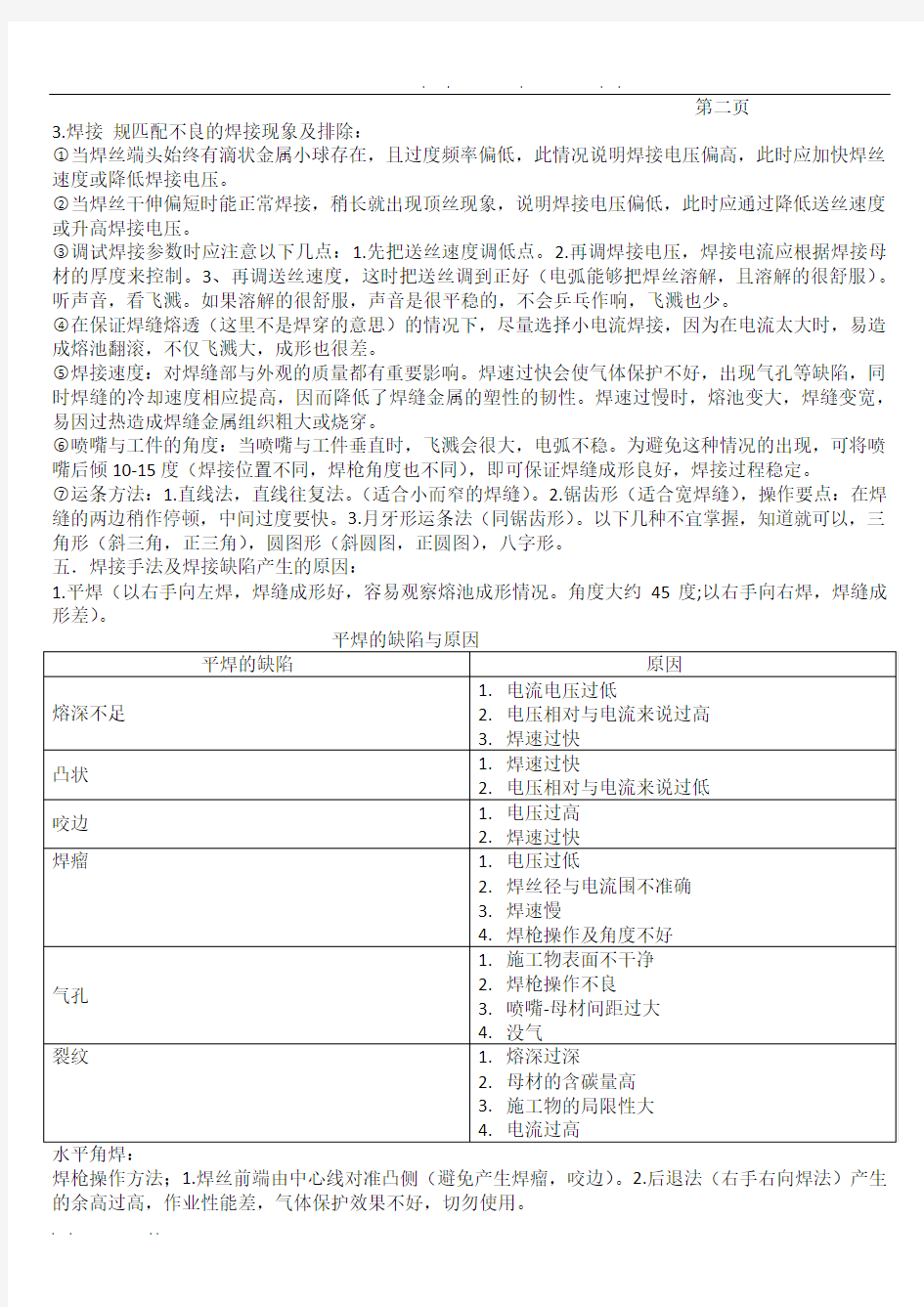
五.焊接手法及焊接缺陷产生的原因:
1.平焊(以右手向左焊,焊缝成形好,容易观察熔池成形情况。角度大约45度;以右手向右焊,焊缝成形差)。
焊枪操作方法;1.焊丝前端由中心线对准凸侧(避免产生焊瘤,咬边)。2.后退法(右手右向焊法)产生的余高过高,作业性能差,气体保护效果不好,切勿使用。
第三页
枪角度45度角(注意摆动时,在焊缝两边应稍作停顿,中间速度要快),焊枪摆动慢时,焊缝两端部易出现融合不良,应在焊缝下垂之前移动焊枪。
适当的方法避免出现焊接缺陷。如果你不思进取,不把技术练好,只想我会焊就行,那么我可以肯定的告诉你,你永远只会时一个初级操作工,原因很简单因为你不想付出努力成为师傅。
师傅和学徒的区别:师傅一个月可以拿5000元工资,学徒一个月可以拿500元工资,请不想当师傅多拿工资的举手说说自己想法。
六.焊接电弧不稳的原因:
温馨提示:请注意阅读以上资料,熟悉焊接操作知识,以便更好的操作机器,达到更好的焊接效果,做出品质优良的产品。