模具设计概述
一塑胶模具定义
人们为满足生产及生活的需要,按一定的要求而制造的生产工具。模具即生产工具,一般均可重复使用。工业中常见的有塑胶模、五金冲压模、压铸模、吹塑模、挤塑模等;广义来讲,一些日常生活中的刀模、纸模、石膏模、甚至拍月饼的木板模等都可称为模具。塑胶模具就是注塑成型生产中使用的模具。塑胶模具主要是装在塑胶注塑机上啤塑胶产品时使用的,如无特别注明,以下文章中提到的模具均指塑胶模
二、必备
1、基础知识:三角函数、平面&立体几何、解析几何、工程制图、画法几何、机械基础、五金&化学基础等;
2、基础实践经验;
3、软件知识:AutoCAD、PRO-E、UG、SilodWorks、CATIA、MasterCAM、CIMATRON IT、MOLDFL OW等;
三、塑胶模具结构及分类
1)模具的基本结构及相关概念
1、模胚即模架:MoldBase。
模胚是整套模具的骨架,所有模具的零部件的制作均需考虑模胚的结构。模胚的成本一般占整套模具的30%左右,模胚由专门的大型模胚厂制造,已标准化,各模具制造厂只需根据自身的需要向模胚厂定制即可。模胚分为面板、A板(前模板)、B板(后模板)、C 板(方铁)、底板、顶针面板、顶针底板、司筒、导柱、回针、顶针、撑头、限位钉等。目前珠三角区域规模较大的模胚厂商有龙记模胚(LKM)、鸿丰模胚、中华模胚等,其中又以LKM名气最大,其模胚广大模具制造厂普遍采用,品质、精度均有保障。
2、模仁又称型腔,即嵌入模胚模板内的成型模芯。分为前模仁,后模仁,俗称前模(Cavity),后模(C ore)。为何要在模板内嵌入模仁呢?主要是为节约成本。因为塑胶对模具的钢材特性有很高的要求,如硬度、耐腐蚀性、耐高温(热变形)等;而模胚的模板则无需太高的要求。模仁硬度一般为45~65HRC,模胚的模板硬度30~45HRC;用作模仁的钢料每公斤可达RMB 200,而模胚的钢料一般只需RMB20~30元。
注:HRC为洛氏硬度。
3、唧嘴:Sprue。注塑机炮筒的射胶嘴通过该装置将熔融的塑胶原料注入型腔。
4、滑块又称行位:Slider。为顺利出模而必须使用的结构部件。因为有些产品结构特殊,如有侧边有空,有倒扣(勾)等,需用行位才可出模。
5、斜顶:Angle-Lifter。与行位相似,也是为顺利出模而必须使用的结构部件。
6、还有一些与模具有关的名词:分模线(P/L)、模具基准、缩水率(Shrinkage)、排位(Layout)、钢料、铜公(电极,其材质有铜、石墨等)、倒扣、运水、出模斜度(Draft angle)、冷料井、流道、注塑仿真、分模、出模、开&合模步骤、模号、抛光(省模)、软模、硬模、模具表明处理、试模(TEST MO LD)、改模、装模、交模等。
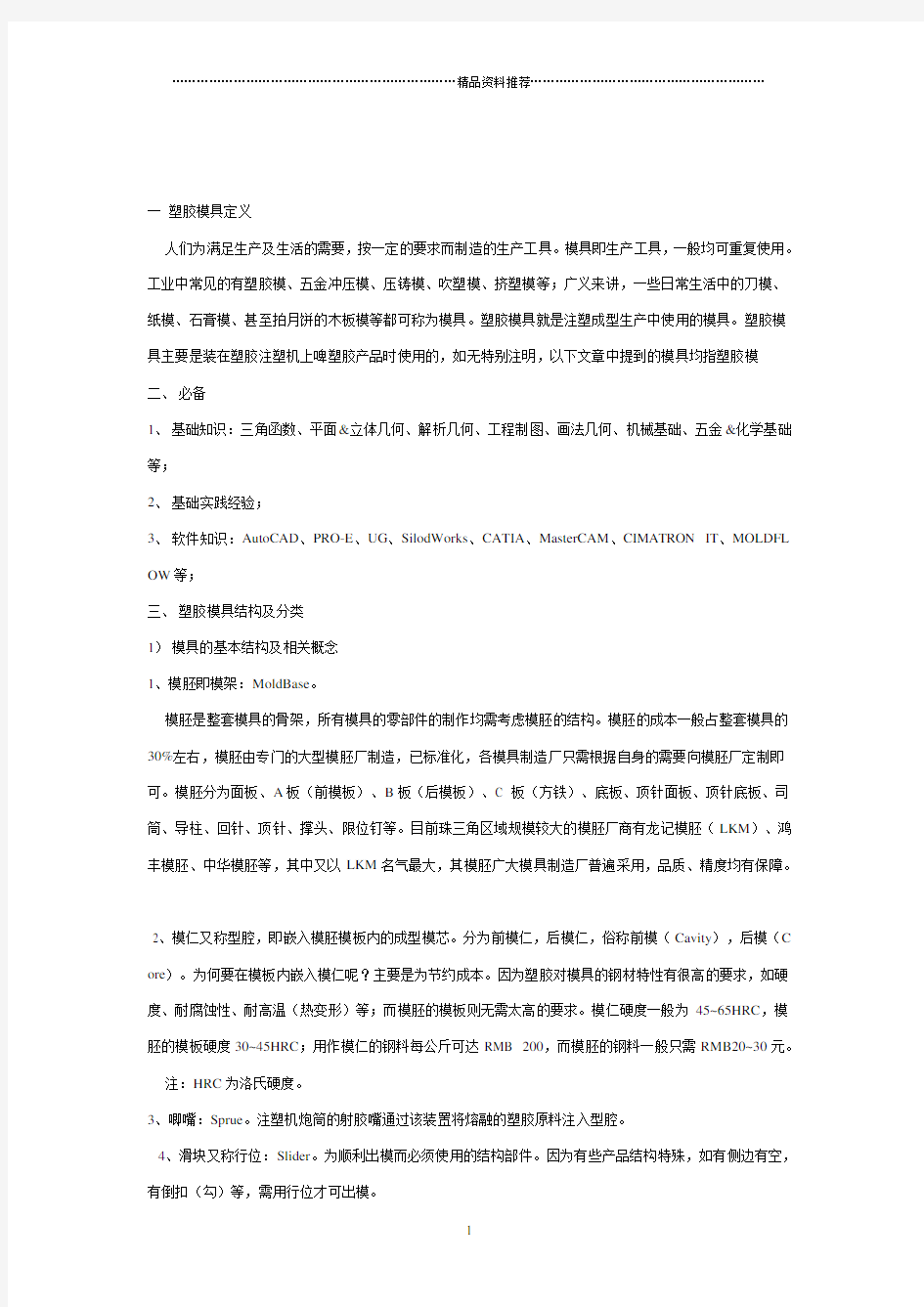
以下为一套有前模行位的模具结构图:
7、从上可看一套模具按其各部件的功能可细分为:流道系统、成型系统、温度调节系统、排气系统、顶出系统、开合模系统、复位系统。
2)分类
1、按结构分为两大类:大水口模具及细水口模具,又称单分型面模具、双(多)分型面模具;
(三)细水口模具
开模步骤说明:a、第一步P/L-1先开约10mm距离,水口勾将把水口从产品拉开;
b、第二步P/L-2开至少约100mm(此距离很重要,订模胚一定要参考它。一般不小于成人拳头或机械手的尺寸,且空间大小能保证顺利取出水口),水口将从此两板间取出;
c、第三步P/L-3开,取出产品,同样,此距离也由产品的尺寸决定。
2、按热流道分为:普通流道模具及热流道模具。热流道模具除能满足有特殊结构、特大型的制品需要外,其还具有生产效率高、无水口产生的特点。从模具造价方面来说虽然贵很多,但从长远生产来讲还是很节约成本的。
图(四)热流道模具
4、按注塑的颜色数量分为:单色模具、双色模具、三色模具。
5、按模具钢料之硬度又可分为软模、硬模。硬模通常用较硬的钢材(如LKM8407#钢材)制成,也有把软模经热处理得到的。一些大公司,一般都会先开一套软模,待模具改好,样板OK后,再开几套相同的硬模。比如NOKIA的手机模具,在开发阶段时就会先开软模,正式生产用的必是硬模。硬模除单价高外,其使用寿命高,啤件质量稳定,外观优良。有些硬模保养好的话,历经二十几年几百万次啤塑后,其啤件仍很漂亮,几乎像新模时刚啤出的一样!!!
五、常用塑胶原料的特性
1)分类
1、定义:
塑胶即塑料是一种以合成的或天然的高分子为主要成分的物质,通常含有添加剂等的辅助成分,广义地说,他是一种在一定温度及压力下可塑造成一定形状的高分子有机材料。在1996年公布的新国标(GB/T 2035
-1996)对塑料重新定义为:以高聚物为主要成分,并在加工为成品的某各阶段可流动成型的材料。
2、塑料的组成:
塑料的主要成分是合成树脂,再加上一些添加剂及填充材料。
a、合成树脂----人工合成的有机高分子化合物,其结构单元主要由碳原子、氢原子、氧原子及其它如硫原子、硅原子等通过化学键等连接组成。
b、填充材料-----常用有玻璃纤维、碳素纤维、碳酸钙(CaCO3)、二氧化硅(SiO2)、金属粉、木粉、棉布、石棉、云母、石粉等。
c、添加剂---------常用有增塑剂、稳定剂、润滑剂、着色剂、抗静电剂、阻燃剂、抗UV剂等。
3、一般而言,塑胶原料可大分为两大类:「热塑性塑胶」(Thermoplastic)及「热固性塑胶」(Thermosett ing)。热塑性塑胶在常温下通常为颗粒状,加热到一定温度后变成熔融的状态,将其冷却后则固化成型,若再次加热则又会变成熔融的状态,而可进行再次的塑化成型。因此,热塑性塑胶可经由加热熔融而反覆固化成型,所以热塑性塑胶的废料通常可回收再利用,亦即有所谓的「二次料」。相反的,热固性塑胶则是加热到一定温度后变成固化状态,即使继续加热也无法改变其状态。因此,热固性塑胶无法经由再加热来反覆成型,所以热固性塑胶的废料通常是不可回收再利用的。其分类方式如下图所示。
4、塑胶按应用的范围也可分为通用塑胶、工程塑胶、特种塑胶;
通用塑胶常见的有:PP、PVC、PE、PS、等;
工程塑胶常见的有:ABS、PC、PMMA、POM、PA6、PA66、PET、PBT、SAN等;
特种塑胶常见的有:PPS、PEI等;
工程塑胶往往由一些通用塑胶改性得到;如改变某些分子结构、添加其它成分如玻璃纤维等;
工程塑胶就是被用做工业零件或外壳材料的工业用塑胶,其强度、耐冲击性、耐热性、硬度及抗老化性均优的塑胶。日本业界的定义为「可以做为构造用及机械零件用之高性能塑胶,耐热性在100℃以上,主要运用在工业上」。其性能包括:
a、热性质:玻璃转移温度(Tg)及熔点(Tm)高、热变形温度(HDT)高、长期使用温度高(UL-746B)、使用温度范围大、热膨胀系数小。
b、机械性质:高强度、高机械模数、潜变性低、耐磨损、耐疲劳性。
c、其他:耐化学药品性、优良的抗电性、耐燃性、耐候性、尺寸安定性佳。
2)常用塑胶原料的特性:
略。
3)常见塑胶原料在实际应用中的经验谈
1、 ABS料:最常用的塑胶料,很多家电产品的外壳均用它。具有较高的机械强度、耐热、耐化学腐蚀性及高光泽。常见的有台湾奇美、国乔产的ABS。如奇美:ABS PA757通用级,良好的高光泽性;ABS PA 727电镀级;ABS PA777D耐热级。通常ABS的热变性温度不会超过88℃。
2、 PC料:俗称百折胶,力学性能优良。有良好的热稳定性(-100~126℃可稳定使用)及透光性。常见有德国拜尔PC-2805、美国通用PC-241R、141R等。
3、尼龙:PA6、PA66。尼龙(Nylon)最大优点是韧性大,耐疲劳性极佳、摩擦系数低。常用于造纤维,牙刷毛,鱼丝,轴套,包装胶膜,齿轮,电动工具外壳,电器配件等。但最大的缺点是吸水性大,而吸水的增加使其拉伸强度急剧下降。如添加玻璃纤维可大大提高其耐温性能,即PA66+GF15%、PA66+GF30%耐温达180~210℃。因此,没有加玻璃纤维的尼龙不得用于有耐高温要求的部件上。胶件啤出来后应尽快使用,以免放置时间过长使得尼龙吸水后发生不良变化。
六、塑胶模具的加工方法及工艺
1)常用加工工具及机器
1、测量工具:卡尺、千分尺、千分表、标准量块、标准角块、转盘、角规、投影仪、抄数机等;
2、加工机器及设备:锣床、车床、磨床、钻床、CNC(电脑锣)、火花机、线切割机等。
2)加工方法及工艺
一般模胚直接从模胚厂订回,其加工方法这里略去。
按模具设计图纸,订回模胚、模仁、行位、斜顶、镶件等钢料即可开始安排加工。按加工工艺大概分为粗加工及精加工两块。模胚开框,由锣床或电脑锣先开粗、后精框(也可由模胚厂代为加工,但要付给相应的费用;一些小型模房为节约成本往往自己加工,但效率低,精度不高),其它部件同样也是先粗加工成粗胚,后经电脑锣、火化机、线切割机精加工的到符合图纸精度要求的零件,最后装配入模胚成为一套完整的模具。其流程大概如下:模胚开框模仁、行位等CNC加工铜公加工
火机加工型腔(EMD)钳工加工(FIT模)抛光(省模)装模试模。
实际制造中,几种加工工艺交织在一起,需要模具设计人员与模具师傅安排好各个环节,一步出错,满盆皆负!返工往往造成对模具的损害,做出来的模就不漂亮了。要补救好的话,只能换料,这将增加时间和成本,而很多时候时间是最重要的。现在模具行业竞争很激烈,客户给模房的时间都很急,不能按时交模,最终将失去客户!
各加工机械设备的功能简介:
1、锣床,用于人工铣、切较形状较简单、规则的工件,如直线、斜线;常用来加工精度不是很高的工件,
模胚开框、模仁、行位开料等。
2、车床,主要用于圆形的工件加工,如唧嘴、定位环、法兰、圆形模呵(CORE)、圆形铜公等;精度可达较高的要求。
3、磨床, 主要用于钢料磨平,磨基准等,可满足大部精度要求。
4、钻床,主要用于钻空、攻牙、打运水孔等。
5、 CNC(电脑锣),已成为现代化模具工业的标志性设备,主要用于复杂、不规则曲面的数控加工。其特点是精度高、可靠性好、效率高,基本上任何模具的加工都离不开它。型腔、铜公等工件的加工都由它完成;它几乎可以加工任何形状的工件。
电脑锣由计算机程式控制,因此,其操控人员——CNC编程员除对电脑锣加工控制软件熟悉以外,还要对模具结构及加工方法有深入的了解。一个光懂加工软件而不懂模具结构及加工方法的编程员只能是纸上谈兵。一名优秀的编程员一般都经过3~5年的实践才可达成,其薪金一般都在RMB5.0K以上!目前,珠三角地区常用的加工控制软件是:MasterCAM、CIMATRON IT、UG、CATIA。近两年,UG以其操作方便、可靠性好、效率高、仿真性能良好而越来越受模具加工厂家的欢迎,其人才变得更抢手。
6、火花机,用于电蚀工件。把电极(铜公)装在机头上,通过机器的内部电路控制电流放电在工件上蚀出和电极形状一样的凹腔。工模术语:EMD加工。
7、线切割机,用于工件外形的切割。它把一根极细的钼丝穿过预先在工件上打的孔,依照电脑内的数据,控制钼丝放电及运行,在工件上割出设定的形状。一般钼丝直径为0.07~0.10mm,因此,它加工的精度也很高。线切割分为快走丝、慢走丝。一般模房的线切割机都属快走丝,
慢走丝顾名思意即加工速度很慢。它以牺牲速度换来的是高精度,基本上精密模具、一些五金端子模具都要用它来加工。单价为快走丝3~5倍。有个细节需提一提,即慢走丝使用的水是纯净水。当然,它也是数控的,需编写计算机程式来控制。
七、塑胶模具设计要点
本章为全书的重点,首先介绍模具公司整体运作程序,如下图:
本章的内容基本围绕上述流程进行讲解。
1)模具报价
在接到客户样板或图纸询价后,应组织相关工程师进行图纸评审及初步报价。
1、客户图纸评审
要注意以下几点:
产品的材质、尺寸、结构,客户对模具材料的要求及热处理工艺。材料越好价格越高。
特别还要从模具角度分析其结构,是否需三板模、模出数、入水形式、抽芯结构(斜顶、行位构造)、冷却系统、开&合模系统、顶出结构等。结构越复杂模具造价越高。另,从简化模具结构,节约成本、提高模具生产效率、模具寿命方面,针对产品的结构,模具设计师有义务建议客户对某些结构细节进行变更。
2、模具报价分析
图纸评审完成后,下一步可进行报价。
a、首先要看客户的要求,因为要求决定材料的选择以及热处理工艺;
b、选择好材料,出一个粗略的模具方案图,从中算出模具的重量(计算出模芯材料和模架材料的价格)和热处理需要的费用。(都是毛胚重量);
c、加工费用,根据模芯的复杂程度,加工费用一般和模芯材料价格是1.5~3 :1,模架的加工费用一般是
1 :1;
d、风险费用是以上总价的10%;
f、税率;
g、设计费用是模具总价的10%;
公式:
模具价格=材料费+设计费+加工费与利润+增值税+试模费+包装运输费
各项比例通常为:
材料费:材料及标准件占模具总费用的15%-30%;
加工费与利润:30%-50%;
设计费:模具总费用的10%-15%;
试模:大中型模具可控制在3%以内,小型精密模具控制在5%以内;
包装运输费:可按实际计算或按3%计;
增值税:17%
现举例说明,如下一个产品“标志盖”,为ABS料,喷油件,有外观要求,月订单量约3000PCS。模具完成后,即可啤货。
手机充电器的模具设计概论
目录 前言 摘要 第一章概论 (5) 第二章设计任务书 (6) 第三章产品零件的工艺分析 (6) 第一节塑件分析 (6) 第二节塑件的成型特性 (7) 第三节工艺参数 (8) 第四节塑件的工艺要求 (9) 第四章设备的选择 (10) 第五章浇注系统的设计 (11) 第一节主流道的设计 (11) 第二节分流道的设计 (12) 第三节冷料穴的设计 (13) 第四节浇口的形状 (13) 第六章成型零部件的设计与计算 (14) 第一节凹模的设计与计算 (14) 第二节凸模的设计与计算 (16) 第三节模具的装配工艺及零件工艺 (19) 第七章脱模机构的设计 (21) 第一节脱模机构的设计 (21)
第二节脱模机构的计算 (21) 第八章合模导向及抽芯的设计 (22) 第九章温度调节系统的设计 (26) 设计小结 致谢 参考资料
前言 为了能够很好地了解本次毕业设计的设计过程,根据几年来的学习,编写了《模具设计说明书》。以满足老师在评审的过程中能够更好地指导、评阅。 本说明书主要介绍了模具设计的一般方法、步骤、模具设计的中常用的公式与数据、模具结构及零部件等重要内容。在塑件原材料转变为塑料制件过程中,塑件原材料的选用、成型设备的选择、成型模具的设计与成型工艺的的制定是塑件生产的四大环节。而主要环节集中在成型工艺的制定和塑料模具的设计这两个方面。 在编写说明书过程中,我参考了《塑料模成型工艺与模具设计》、《实用注塑模设计手册》和《模具制造工艺》等有关教材。引用了有关手册的公式及图表,并得到了老师同学的帮助。但由于本人水平的有限,本说明书存在一些缺点和错误,希望老师多加指正,以达到本次设计的目的。
模具设计概述
一塑胶模具定义 人们为满足生产及生活的需要,按一定的要求而制造的生产工具。模具即生产工具,一般均可重复使用。工业中常见的有塑胶模、五金冲压模、压铸模、吹塑模、挤塑模等;广义来讲,一些日常生活中的刀模、纸模、石膏模、甚至拍月饼的木板模等都可称为模具。塑胶模具就是注塑成型生产中使用的模具。塑胶模具主要是装在塑胶注塑机上啤塑胶产品时使用的,如无特别注明,以下文章中提到的模具均指塑胶模 二、必备 1、基础知识:三角函数、平面&立体几何、解析几何、工程制图、画法几何、机械基础、五金&化学基础等; 2、基础实践经验; 3、软件知识:AutoCAD、PRO-E、UG、SilodWorks、CATIA、MasterCAM、CIMATRON IT、MOLDFL OW等; 三、塑胶模具结构及分类 1)模具的基本结构及相关概念 1、模胚即模架:MoldBase。 模胚是整套模具的骨架,所有模具的零部件的制作均需考虑模胚的结构。模胚的成本一般占整套模具的30%左右,模胚由专门的大型模胚厂制造,已标准化,各模具制造厂只需根据自身的需要向模胚厂定制即可。模胚分为面板、A板(前模板)、B板(后模板)、C 板(方铁)、底板、顶针面板、顶针底板、司筒、导柱、回针、顶针、撑头、限位钉等。目前珠三角区域规模较大的模胚厂商有龙记模胚(LKM)、鸿丰模胚、中华模胚等,其中又以LKM名气最大,其模胚广大模具制造厂普遍采用,品质、精度均有保障。 2、模仁又称型腔,即嵌入模胚模板内的成型模芯。分为前模仁,后模仁,俗称前模(Cavity),后模(C ore)。为何要在模板内嵌入模仁呢?主要是为节约成本。因为塑胶对模具的钢材特性有很高的要求,如硬度、耐腐蚀性、耐高温(热变形)等;而模胚的模板则无需太高的要求。模仁硬度一般为45~65HRC,模胚的模板硬度30~45HRC;用作模仁的钢料每公斤可达RMB 200,而模胚的钢料一般只需RMB20~30元。 注:HRC为洛氏硬度。 3、唧嘴:Sprue。注塑机炮筒的射胶嘴通过该装置将熔融的塑胶原料注入型腔。 4、滑块又称行位:Slider。为顺利出模而必须使用的结构部件。因为有些产品结构特殊,如有侧边有空,有倒扣(勾)等,需用行位才可出模。
模具设计概论精编WORD版
模具设计概论精编 W O R D版 IBM system office room 【A0816H-A0912AAAHH-GX8Q8-GNTHHJ8】
模具设计概论 第一章、冲压加工概述与冲压设备 一、什么是冷冲压?冷冲压分为哪两类? 答:⑴冷冲压是在常温下利用冲模在压力机上对材料施加压力,使其产生分离或变形,从而获得一定形状、尺寸和性能的零件的加工方法。 ⑵冷冲压概括起来可以分为分离工序和变形工序两大类 二、什么是分离工序和变形工序? 答:分离工序是将冲压件或毛坯沿一定的轮廓相互分离;变形工序是在材料不产生破坏的前提下使毛坯发生塑性变形,形成所需的形状及尺寸的制件。 三、常用的冷冲压设备有哪些?曲柄压力机的工作原理是什么? 答:⑴在冷冲压生产中,为了适应不同的冲压工作需要,所采用的设备为各种不同类型的压力机。压力机的类型很多,按传动方式的不同可以分为机械压力机和液压压力机两大类。 ⑵工作原理、详细见课本4—5页。 四、什么是双点压力机?什么是双动压力机? 答:⑴按连杆的数目分,可以分为单点、双点和四点压力机。双点压力机是指有两个连杆的压力机。
⑵按滑块的数目分,可以分为单动压力机、双动压力机三动压力机等,其中有两个 滑块的压力为双动压力机。 五、设计模具需要考虑压力机的哪些技术参数? 答:(压力机的主要技术参数是反映一台压力机的工艺性能、所能加工的零件的尺寸范围以及生产率等的指标,也是模具设计中选择冲压设备、确定模具结构的重要依据) 主要包括:①标称压力(公称压力)②滑块行程③滑块每分钟行程次数④压力机的装模高度⑤压力机工作台面尺寸⑥漏料孔尺寸⑦模柄孔尺寸⑧压力机的电动机功率。 第二章、冲裁工艺 一、冲裁的概念? 答:使板料分离的冲压工艺称为冲裁。 二、冲裁过程可分为哪几个变形过程? 答:①弹性变形过程②塑性变形过程③剪裂阶段。 三、冲裁件的断面有哪几个特征? 答:冲裁件的断面有四个特征区:
模具设计概论
模具设计概论 第一章、冲压加工概述与冲压设备 一、什么是冷冲压冷冲压分为哪两类 答:⑴冷冲压是在常温下利用冲模在压力机上对材料施加压力,使其产生分离或变形,从而获得一定形状、尺寸和性能的零件的加工方法。 ⑵冷冲压概括起来可以分为分离工序和变形工序两大类 二、什么是分离工序和变形工序 答:分离工序是将冲压件或毛坯沿一定的轮廓相互分离;变形工序是在材料不产生破坏的前提下使毛坯发生塑性变形,形成所需的形状及尺寸的制件。 三、常用的冷冲压设备有哪些曲柄压力机的工作原理是什么 答:⑴在冷冲压生产中,为了适应不同的冲压工作需要,所采用的设备为各种不同类型的压力机。压力机的类型很多,按传动方式的不同可以分为机械压力机和液压压力机两大类。 ⑵工作原理、详细见课本4—5页。 四、什么是双点压力机什么是双动压力机 答:⑴按连杆的数目分,可以分为单点、双点和四点压力机。双点压力机是指有两个连杆的压力机。 ⑵按滑块的数目分,可以分为单动压力机、双动压力机三动压力机等, 其中有两个滑块的压力为双动压力机。 五、设计模具需要考虑压力机的哪些技术参数 答:(压力机的主要技术参数是反映一台压力机的工艺性能、所能加工的零件的尺寸范围以及生产率等的指标,也是模具设计中选择冲压设备、确定模具结构的重要依据) 主要包括:①标称压力(公称压力)②滑块行程③滑块每分钟行程次数④压力机的装模高度⑤压力机工作台面尺寸⑥漏料孔尺寸⑦模柄孔尺寸⑧压力机的电动机功率。 第二章、冲裁工艺 一、冲裁的概念 答:使板料分离的冲压工艺称为冲裁。 二、冲裁过程可分为哪几个变形过程 答:①弹性变形过程②塑性变形过程③剪裂阶段。 三、冲裁件的断面有哪几个特征 答:冲裁件的断面有四个特征区: ①圆角带:又称榻角,产生在板料不与凸模或凹模相接触的一面,是由于板 料受弯曲、拉伸作用而形成的。材料塑性越好,凸、凹模之间的间隙越大,形成的榻角也就越大。 ②光亮带:紧挨着榻角,是由于凸模切入板料,板料被挤入凹模而产生塑性 剪切变形所形成的。材料的塑性越好,凸、凹模之间的间隙越小,光亮带的高度就越高。 ③断裂带:紧挨着光亮带,是由冲裁时所产生的裂纹扩张而形成的。断裂带 表面粗糙,并带有4°~6°的斜度。凸、凹模之间的间隙越大则断裂带高度
注塑模具设计概述(doc 16页)
东华理工大学课程设计报告 课程设计题目:注塑模具设计 学生姓名: 班级:083116 学号:13 专业:材料成型 指导教师:
2011年05 月23日 注射模的介绍 塑料注射模具主要用于热塑性塑料制件的成型。注射成型的特点是生产效率高,容易实现自动化生产。由于注射成型的工艺有点显著,所以塑料注射成型的应用最为广泛。近年来,随着成型技术的发展,热固性塑料成型应用也日趋广泛。 注射模具有很多的分类,按注射模具的典型结构特征可分为单分型面注射模具,双分型面注射模具斜导柱侧向分型与抽芯结构磨具,带有活动镶件的注射模具,定模带有退出装置的注射模具,和自动卸螺纹注射模具等,按浇注系统的结构形式分类,可分为普通流道注射模具,热流道注射模具;按注射模具所用注射机类型卧式注射机用模具,立式注射机用模具和角式注射机用模具;按塑料的性质分类,可分为热塑性塑料注射模具,热固性塑料注射模,按注射成型技术可分为,低发泡注射模,精密注射模,气体辅助注射模成型注射模,双色注射模,多色注射模等。注射模具的结构由塑件的复杂程度及注射机的结构形式等因素决定。注射模具可分为动模和定模两大部分,定模部分安装在注射机的固定模板上,动模部分安装在注射机的移动模板上,注射
时动模与定模闭合构成浇注系统和行腔,开模时动模与定模分离,取出塑件。 注射模具的一般结构有以下几部分组成; 1.成型部分 2.浇注系统 3.导向机构 4.侧向分型与抽芯 机构 5.退出机构 6.温度调节系统 7.排气系统 8.支橙零部件。 单分型面注射模 单分型面注射模式注射模中最简单,最常见的一种结构形式,也成为二板式注射模。单分型面注射模只有一个分型面,其结构如下图;
冲模设计概述及流程
冲模设计概述及流程 1.冲模分类 冲模按冲压工艺性质分类,见表。 按模具的导向方式分有:导柱模、导板模、导筒模和无导向模等。 按机械化程度分有:手工操作模、半自动模、自动化模等。 按冲模材料分有:钢模、硬质合金模、铸铁模、低熔点合金模、聚氨酯橡胶模等。
表冲模按冲压工艺性质的分类2.冲模基本结构组成 冲模基本结构由表所示零件组成。
表冲模基本结构组成 3.冲模设计前的准备工作及应具备的技术资料 1)冲压件的图样和技术条件。如果只有样件而没有图样,可将样件进行测绘,但需经有关人员确认后,才可作为模具设计的依据。 2)冲压工艺。有时,冲压工艺由模具设计人员来制订,但必须了解生产的批量和可供选用的压力机型号。
3)压力机的技术参数。主要是与模具安装及工作有关的技术参数。 4)有关技术标准。如:原材料标准、模具标准件等。 5)冲模设计资料和模具结构图等。 4.冲模设计的内容和步骤 1)分析冲压件的工艺性。根据冲压件图,分析其形状特点,尺寸大小、精度要求及所用的材料是否符合冲压工艺要求。良好的冲压工艺性应保证产品质量稳定、工序数目少、材料耗少、模具结构简单、操作安全和方便。如果发现冲压件的工艺性很差,则应会同设计人员,在保证产品使用要求的前提下,对冲压件的形状、尺寸、精度要求及到原材料的选用,进行必要的、合理的修改。 2)确定工艺方案。对于一个冲压件,其冲压工艺方案(包括工序性质、工序数目、工序顺序及组合方式)可能有几个,应从质量、效率、成本和安全等方面进行分析和比较,然后确定一个最适合于所给生产条件的最佳方案。在制订工艺方案时,有的需要进行必要的工艺计算,以确定毛坯形状和尺寸,以及工序间尺寸等。 有的企业将上述两项工作(分析冲压件的工艺性和制订工艺方案)分给专门的工艺人员来做,但模具设计人员在设计模具前应进行确认工作。只有产品(冲压件)的工艺性和工艺方案经确认后,才能进行具体的模具设计工作。3)选择冲模类型和结构形式。 4)计算各工序压力,确定压力中心。
铃木模具设计资料概论
SES - DIE 长安铃木技术标准 冲压设计篇 SES - DIE 此标准从(公历)2005年12月1日起实施 制定日期2005年11月30日 第次大修订日(版本记号) 年月日 对于该标准的意见或疑问,请与主管课(カフ)进行联系. 长安铃木公司主管课发行
目录 ·设计篇 1.加工要领图6页~【在此,确定品质·成本·生产性·交货期!!】 1.加工要领图 2.板材形状 3.基准孔(C/H) 2.送料方案8页~【在此,确定生产性·交货期!!】 1.制作送料线路图时的注意点 2.送料等级 3.使用步骤 3.图纸10页~【在此,确定从模具设计→铸件订货的速度!!】 1.各模具图 2.图纸比例 3.图纸表记 4.模具号码 5.图纸的修正 6.名称·记号·加工内容 7.材料的种类 4.通用项目13页~【在此,确定到模具接收图为止的交货期!!】 1.模具基准 2.模具的定位 3.模具尺寸·铸件构造 4.干涉检查 5.U型槽 6.模具导杆 7.吊钩 8.压板结构 9.压板保持 10.带润滑导板 11.第2工序以后的缓冲销 12.弹簧 13.氮气弹簧 14.聚氨脂弹簧·缓冲橡胶
15.误装配防止 16.起吊螺栓 17.安全区域 18.模具保管用聚氨脂座块 19.侧滑防止机构 20.模具破损防止对策 21.顶升器 22.先行压紧销 23.板材导向块 24.分类 25.对上模的空气供应 26.空气配管 27.板材检测 28.端拾器存放用抱具的安装 29.铸造文字 30.模具涂装色 5.DW模48页~ 1.DW模的概略结构 2.铸件结构 3.缓冲销 4.缓冲销板 5.定距块 6.底板 7.压印标记 8.排气孔 9.压坯料环 10.无顶升器 11.防尘罩 12.安全盖 13.形状避让 14.加强筋形状 15.落料面避让 16.模具表面处理 17.制件夹紧器 18.冲孔内顶升器及导向装置 19.泡沫模型检查 6.TM/PC模 55页~ 1.TM.PC模的概略结构 2.限位块 3.压板压力 4.压板行程
模具设计概论
模具设计概论 Document serial number【KKGB-LBS98YT-BS8CB-BSUT-BST108】
模具设计概论 第一章、冲压加工概述与冲压设备 一、什么是冷冲压冷冲压分为哪两类 答:⑴冷冲压是在常温下利用冲模在压力机上对材料施加压力,使其产生分离或变形,从而获得一定形状、尺寸和性能的零件的加工方法。 ⑵冷冲压概括起来可以分为分离工序和变形工序两大类 二、什么是分离工序和变形工序 答:分离工序是将冲压件或毛坯沿一定的轮廓相互分离;变形工序是在材料不产生破坏的前提下使毛坯发生塑性变形,形成所需的形状及尺寸的制件。 三、常用的冷冲压设备有哪些曲柄压力机的工作原理是什么 答:⑴在冷冲压生产中,为了适应不同的冲压工作需要,所采用的设备为各种不同类型的压力机。压力机的类型很多,按传动方式的不同可以分为机械压力机和液压压力机两大类。 ⑵工作原理、详细见课本4—5页。 四、什么是双点压力机什么是双动压力机 答:⑴按连杆的数目分,可以分为单点、双点和四点压力机。双点压力机是指有两个连杆的压力机。 ⑵按滑块的数目分,可以分为单动压力机、双动压力机三动压力机等,其中有两 个滑块的压力为双动压力机。 五、设计模具需要考虑压力机的哪些技术参数 答:(压力机的主要技术参数是反映一台压力机的工艺性能、所能加工的零件的尺寸范围以及生产率等的指标,也是模具设计中选择冲压设备、确定模具结构的重要依据) 主要包括:①标称压力(公称压力)②滑块行程③滑块每分钟行程次数④压力机的装模高度⑤压力机工作台面尺寸⑥漏料孔尺寸⑦模柄孔尺寸⑧压力机的电动机功率。 第二章、冲裁工艺 一、冲裁的概念 答:使板料分离的冲压工艺称为冲裁。 二、冲裁过程可分为哪几个变形过程 答:①弹性变形过程②塑性变形过程③剪裂阶段。 三、冲裁件的断面有哪几个特征 答:冲裁件的断面有四个特征区: ①圆角带:又称榻角,产生在板料不与凸模或凹模相接触的一面,是由于板料受弯 曲、拉伸作用而形成的。材料塑性越好,凸、凹模之间的间隙越大,形成的榻角也就越大。 ②光亮带:紧挨着榻角,是由于凸模切入板料,板料被挤入凹模而产生塑性剪切变 形所形成的。材料的塑性越好,凸、凹模之间的间隙越小,光亮带的高度就越高。
《模具设计概述》word文档
目录 1 概述 2 设计步骤 3 五金模具设计流程 4 塑料模具设计步骤 5 模具CAD/CAE 1 概述 2 设计步骤 3 五金模具设计流程 4 塑料模具设计步骤 5 模具CAD/CAE 6 模具设计师 模具设计 - 概述 模具设计模具,是以特定的结构形式通过一定方式使材料成型的一种工业产品,同时也是能成批生产出具有一定形状和尺寸要求的工业产品零部件的一种生产工具。大到飞机、汽车,小到茶杯、钉子,几乎所有的工业产品都必须依靠模具成型。用模具生产制件所具备的高精度、高一致性、高生产率是任何其它加工方法所不能比拟的。模具在很大程度上决定着产品的质量、效益和新产品开发能力。所以模具又有“工业之母”的荣誉称号。 什么是模具设计呢?按国家职业定义,模具设计是:从事企业模具的数字化设计,包括型腔模与冷冲模,在传统模具设计的基础上,充分
应用数字化设计工具,提高模具设计质量,缩短模具设计周期的人员。
模具设计 - 设计步骤 模具CAD1、对所设计模具之产品进行可行性分析,以电脑机箱为例,首先将各组件产品图纸利用设计软件进行组立分析,即我们工作中所说的套图,确保在模具设计之前各产品图纸的正确性,另一方面可以熟悉各组件在整个机箱中的重要性,以确定重点尺寸,这样在模具设计中很有好处的,具体的套图方法这里就不做详细的介绍了。 2、在产品分析之后所要进行的工作,对产品进行分析采用什么样的模具结构,并对产品进行排工序,确定各工序冲工内容,并利用设计软件进行产品展开,在产品展开时一般从后续工程向前展开,例如一产品需要量五个工序,冲压完成则在产品展开时从产品图纸开始到四工程、三工程、二工程、一工程,并展开一个图形后复制一份再进行前一工程的展开工作,即完成了五工程的产品展开工作,然后进行细致的工作,注意,这一步很重要,同时需特别细心,这一步完成的好的话,在绘制模具图中将节省很多时间,对每一工程所冲压的内容确定好后,包括在成型模中,产品材料厚度的内外线保留,以确定凸凹模尺寸时使用,对于产品展开的方法在这里不再说明,将在产品展开方法中具体介绍。产品展开图? 3、备料,依产品展开图进行备料,在图纸中确定模板尺寸,包括各固定板、卸料板、凸凹模、镶件等,注意直接在产品展开图中进行备料,这样对画模具图是有很大好处的,
内外缘翻边模具设计概论
2016届分类号: 单位代码:10452 毕业论文(设计) 内外缘翻边模具设计 姓名刘维琢 学号 201203110222 年级 2012 专业机械设计制造及其自动化 系(院)机械工程学院 指导教师刘中奎 2016年4月15日
摘要 随着我国模具技术的迅速发展,模具技术在工厂生产中得到越来越普遍的运用,模具创新设计是模具技术发展的一个必然趋势,模具的设计是模具行业的核心部分,这次设计通过对冲裁工件的工艺的分析,经过调查研究和到工厂实践设计了一套内外缘翻边模具。这个设计逐一介绍了模具成型的各个零件其中包括凹凸模及其他零件如固定板、垫板、紧固零件、模具定位件、模柄等重要零件的计算与设计,以及各个零件之间的相互配合,通过分析计算设计的结果选择最优方案,并且对内外缘翻边模具的冲压部分进行了详细的设计,然后对模具进行了总体设计,而且分析我国模具行业的发展状况及面临的问题以及解决方案。 关键词:翻边模具模具设计冲压模具
ABSTRACT With the rapid development of China's Die & mold technology and die & Mould Technology in factory production are more and more widely applied, the innovation and mold design is an inevitable trend of the development of die and mould technology and die design is the core part of the mold industry, the design through the analysis of the blanking workpiece craft, after investigation and study and the practice factory design a set of internal and external edge flanging die. This design introduced one by one between the various parts of the mold which includes concave convex mold and other components, such as the calculation and design of the important components of fixed plate, plate, fastening parts, mold positioning device, a die shank, and various parts cooperate with each other, through the analysis and calculation of the design of the optimal solution, and detailed design of inner and outer edge flanging die stamping part, and then the mold design, and analysis of the development of industry of our country mould and facing the problems and their solutions. Keywords: Flanging die Mold design Stamping die
模具设计与制造教案
青岛大学教案 学院:机电工程学院 教研室:机电工程系 课程名称:模具设计与制造实训 任课教师:程联军 青岛大学教务处制
教案编写说明 一、教案编写应明确的几个概念 1、教学大纲 教学大纲是根据培养计划,以系统和连贯的形式,提纲挈领地叙述有关教学内容的纲领性文件。 2、教学日历 是教师组织课程教学的具体计划表,应明确规定教学进程、授课内容提要、各种教学环节、方式、课外作业的安排等。教学日历按课程和授课对象(教学班)编写,由任课教师按教学执行计划规定的教学任务、课程教学基本要求及教学大纲的要求,结合授课班级学习情况、课表、校历等编写。 3、教案 教案是为实现教学大纲的具体细化而精心设计的授课框架,也是教师为实施课堂教学而作出以课时为单位的具体行动计划或教学方案。其作用是对课堂教学的总的导向、规划和组织,是课堂教学规划的蓝本。此外,还有三个附带性作用:一是备忘录作用。由文字载体保存的信息可供随时提取或查阅;二是资料库作用。从长远角度看,教案中保存着教师从各种渠道获得的珍贵材料,以及自身的经验与心得,积累多了自然形成一座资料宝库;三是教改课题源作用。教案的丰富案例、精心思索过的问题、教学后的得失体会等往往成为教师选择教改研究课题的源泉。 4、讲稿 讲稿是丰富和细化教案中的具体要求并实现教学设想的实质内容和书面台词,是根据教学内容对教案的具体化。讲稿与教案不同之处主要表现在一是讲稿所承载的是知识信息,教案所承载的是课堂教学的组织管理信息。二是讲稿的思路形成受教学过程的知识逻辑支配,而教案的思路形成受教学过程的管理逻辑支配。三是在内容上,讲稿涉及的是知识性项目,教案涉及的是组织性项目。四是在表现形式上,讲稿篇幅较长,教案则是几百字或千余字即可。 二、教案一般应具备以下几个基本要素 1、教学目的(教学目标):某一堂课学习预期达到的效果。 2、教学内容:某一堂课教学知识信息的总和及其重点、难点。 3、教学方法:是教师把自己的学识传授给学生的手段。在教学中,教师不应仅是传授知识和技能,更重要的是教会学生主动学习和掌握知识的能力和方法。 4、教学进程:是根据教学目的进行教学内容、教学方法、辅助手段(教具及现代教学手段)、师生互动、学时安排、板书设计等的设计或选择。 5、课后总结分析:是对教学中知识的科学性和完整性评价;某个教学环节的设计;教学重、难点的把握;教学方法的应用;师生双边活动的设计;教学效果等课堂教学过程情况的总结与分析,为以后的教学提供经验和素材。 在这五个因素中,教学进程是整个教案的主体部分,既体现出教学活动的逻辑程序,又可划分出若干环节或步骤,并考虑到它们的时间分配、具体方法的应用,相互间的衔接、过渡,以及教学过程与板书的协调等等,充分反映教师教学设计思想,体现教师的教学经验和风格。 三、教案格式推荐 教案格式推荐附后。