手工焊锡外观标准
作成检讨承认
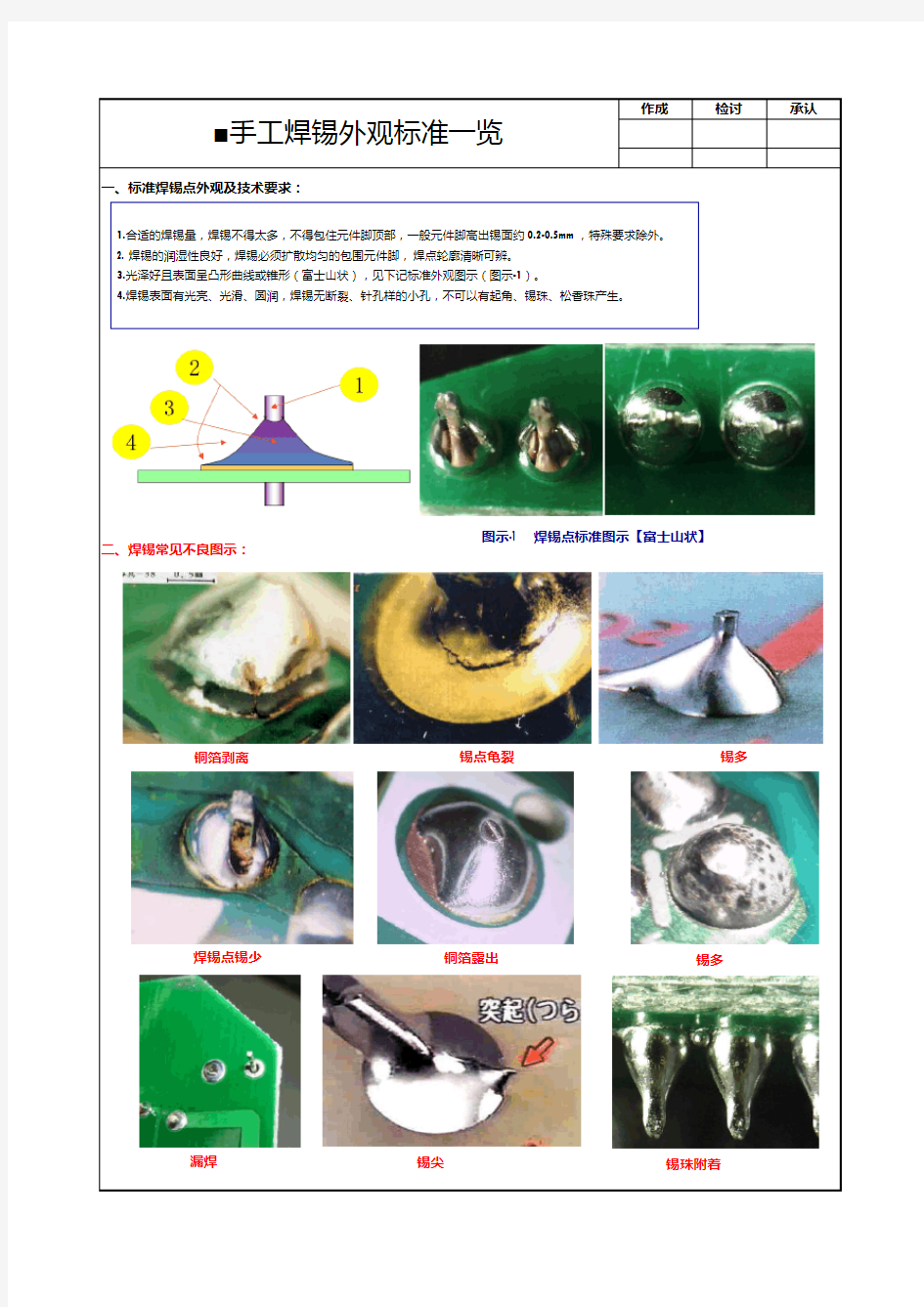
一、标准焊锡点外观及技术要求:二、焊锡常见不良图示:■手工焊锡外观标准一览
1.合适的焊锡量,焊锡不得太多,不得包住元件脚顶部,一般元件脚高出锡面约0.2-0.5mm ,特殊要求除外。
2. 焊锡的润湿性良好,焊锡必须扩散均匀的包围元件脚,焊点轮廓清晰可辨。
3.光泽好且表面呈凸形曲线或锥形(富士山状),见下记标准外观图示(图示-1)。
4.焊锡表面有光亮、光滑、圆润,焊锡无断裂、针孔样的小孔,不可以有起角、锡珠、松香珠产生。
焊锡点锡少锡点龟裂铜箔露出锡多锡尖铜箔剥离锡多漏焊锡珠附着图示-1 焊锡点标准图示【富士山状】
手工锡焊工艺标准
手机装配及测试工艺流程
注:包含于本文件的信息属于深圳市和信通讯技术有限公司的财产,本文件的持有者应保守本文件之所有信息的机密,未经许可,不得向第三方泄漏或发布文件的全部或部分信息. 1目的 2 3 4 4.3焊盘---PCB 表面用于贴装、焊接元件而预留的非绝缘部分,也包括插孔。 4.4电烙铁---利用电能加热并可控制温度,以达到锡焊工艺条件的一种工具;主要由 电源、手柄、烙铁头、温控/调温器、加热器等组成。 4.5空焊/假焊——零件脚或引线脚与焊盘间没有锡或其它因素造成没有连接。
4.6极性反向——MIC/听筒等有极性的元件,极性对应错误。 4.7焊盘损伤——焊盘在制程过程中,受外力作用损坏,表现在划伤、氧化、脱落等。 4.8连锡/短路---焊盘间因锡连接形成通路,造成不良。 5职责 6
手工锡焊作业流程图(一) 6.2 锡焊原理 锡焊是通过扩散、润湿、形成合金层来达到金属间连接的; 扩散---在温度升高时,并达到一定近距离接触的情况下,金属原子在晶格点阵中呈热振动状态,会从一个晶格点陴自动地转移到其他晶格点阵;锡焊时,焊料和工件金属表面的温度较高,焊料与工件金属表面的原子相互扩散,于是在两者界面形成新的合金。 润湿---是发生在固体表面和液体之间的一种物理现象;在焊料和工件金属表 作业区清洁/整理 作业物料准备 烙铁点检 定位/加锡/焊接 修复/重工 焊接后自检 流入下工序 清洁/整理/关风/ 烙铁修复/更换 OK OK NG NG 作业完
面足够清洁的前提下,加热后呈熔融状态的焊料会沿着工件金属的凹凸表面,靠毛细管的作用扩展,焊料原子与工件金属原子靠原子引力互相起作用,就可以接近到能够互相结合的距离。 合金层---润湿后,焊点温度降低到室温,这时就会在焊接处形成由焊料层、 合金层和工件金属表层组成的结构;合金层形成在焊料和工件金属界面之间; 冷却时,合金层首先以适当的合金状态开始凝固,形成金属结晶,而后结晶向未凝固的焊料生长。 手工锡焊原理(二) 手工锡焊原理(三) 6.3电烙铁及烙铁头 烙铁温度每日点检: 将温度设置为作业要求的温度; 待加热指示灯开始闪烁时,将烙铁头放在温度测试头中间部位; 加锡使用烙铁头与测温头接触良好; 读取测出的温度是否与设定温度一致,温差应在±5℃范围内; 烙铁温度每月校准: 当烙铁温度点检出现异常或每月检查时,应对烙铁的实际温度和显示温
P content vs P rich vs solderability磷含量对焊锡能力的影响
Materials Transactions ,V ol.43,No.8(2002)pp.1840to 1846Special Issue on Lead-Free Electronics Packaging c 2002The Japan Institute of Metals In?uence of Phosphorus Concentration in Electroless Plated Ni–P Alloy Film on Interfacial Structures and Strength between Sn–Ag–(–Cu)Solder and Plated Ni–P Alloy Film Yasunori Chonan 1,2,?,Takao Komiyama 1,Jin Onuki 1,Ryoichi Urao 2,Takashi Kimura 3and Takahiro Nagano 4 1 Department of Electronics and Information Systems,Faculty of System Science and Technology,Akita Prefectural University,Honjyo 015-0055,Japan 2 Department of Science and Engineering Ibaraki University,Hitachi 316-8511,Japan 3 Nat’l Inst.for Materials Science,Tsukuba 305-0047,Japan 4 Hitachi Central Research Laboratory,Hitachi Ltd.,Kokubunji 185-8601,Japan One of the critical issues which needs to be solved in the packaging technology of high speed and high density semiconductor devices is the enhancement of micro-solder joint reliability and strength.The reliability and strength of the solder joints depend on the interfacial structures between metallization and lead free solder.Both the interfacial structures and the strengths of the solder joints between plated Ni–P alloy ?lms with various P concentrations and various solder materials have been investigated.The places where intermetallic compounds crystallized were found to vary according to the P concentration in plated Ni–P alloy ?lms and the composition of the solder.Pyramidal intermetallic compounds that formed on plated Ni–P alloy ?lms had the following compositions:Sn–3.5mass%Ag/Ni–2mass%P,Sn–3.5Ag–0.7mass%Cu/Ni–P(2,8mass%)and Sn–50mass%Pb/Ni–P(2,8mass%).Whereas intermetallic compounds were crystallized in the solder of the Sn–3.5mass%Ag/Ni–8mass%P sample.A P-enriched layer was formed between the plated Ni–P alloy ?lms and the intermetallic compounds.The thickness of the P-enriched layers of each sample increased with the reaction time.In experiments using the same solder material,the P-enriched layer of the solder/Ni–8mass%P sample was much thicker than that of the solder/Ni–2mass%P sample.In experiments with plated Ni–8mass%P alloy ?lms,the P-enriched layers became thicker in this order:Sn–50mass%Pb/Ni–8mass%P;Sn–3.5Ag–0.7Cu/Ni–8mass%P;Sn–3.5mass%Ag/Ni–8mass%P.The strengths of the solder joints decreased with the P concentration in plated Ni–P alloy ?lms for all solder materials.However,it was found that the strength degradation ratio varied with the solder materials and they increased in the following order:Sn–50mass%Pb;Sn–3.5Ag–0.7mass%Cu;Sn–3.5mass%Ag.Therefore,it was found that the solder joint strength is very sensitive to the thickness of the P-enriched layer at the solder joint and the solder joint strength decreased with the thickness of the P-enriched layer independent of the solder materials. (Received February 28,2002;Accepted July 15,2002) Keywords :lead free solder,electroless nickel plating,phosphorus concentration,interfacial structure Therefore,research into the interfacial structures between electroless plated Ni–P alloy ?lm and solder is very impor-tant.It has been reported that reliability degradation occurs at the interface between plated electroless Ni–P alloy ?lm and solder,when a P-enriched layer is formed at the inter-face during the soldering process.8)However,no-one has yet con?rmed the relationship between the interfacial structure,including intermetallic compound and the P-enriched layer,and the mechanical behavior of the solder joints. The ?rst purpose of the present paper is to investigate the interfacial structures formed during the soldering of plated Ni–P alloy ?lms having various P concentrations with sol-der materials.Next,solder joint strength was investigated as a function of the solder materials and P concentrations in plated Ni–P alloy ?lms.Finally,the relationship between the inter-facial structure and the solder joint strength was investigated. 1.Introduction In response to the miniaturization of products and the in-creasing speed of semiconductor devices there has been a recent reduction in the size of solder joints.1)Thus reliabil-ity enhancement at the micro solder joints is a critical issue to be solved for future high-performance semiconductor de-vices.The reliability of the joints may depend on the interfa-cial structure.2,3) Figure 1show a schematic illustration of a Ball Grid Array (BGA)package structure.As shown in this diagram,elec-troless plated Ni ?lm is commonly used as the metallization for solder joints and semiconductor devices because of its low cost and high corrosion resistance.Electroless plated Ni ?lm contains phosphorous from several mass%through 10mass%in order to employ hypophosphite as a reducing agent during plating.4)So,Ni plated ?lm will be referred to as Ni–P alloy ?lm in this paper. Recently,lead-free soldering processes have been investi-gated in order to eliminate the lead pollution caused by lead-bearing solder in semiconductor devices.5,6)Sn–Ag based sol-der is one of the best candidates for a lead-free solder,be-cause it has both good resistance to thermal fatigue and high ductility.7) ?Graduate Student, Ibaraki University. Fig.1A schematic representation of the BGA package.
焊接操作规范
焊接操作规范 焊接看似很简单,其实不然,如果抛开质量不谈确实谁都会干,但要制造出高可靠性的电子产品必须了解焊接的操作方法及各种焊接技能。 一、操作姿势: A:焊接时要正立端正,一般烙铁头距鼻子距离不少于30cm最好。 B:一般在操作台上焊电路板或元件时多采用握笔法,撤烙铁时往回收动作要快,熟练,以免形成拉尖。收烙铁的同时轻轻旋转一下,这样就可以吸除多余的焊锡,这是撤烙铁的技巧。电烙铁用后,要稳定地放在铁架上,不要与导线等物接触。 C:焊锡丝地拿法有两种: ①用拇指轻轻地捏住焊锡丝,但锡丝在手心,这种叫连续焊锡地拿法。 ②用拇指和食指轻轻地捏住锡丝,但锡丝在手背上,这种叫断续焊锡地拿法。不 论何种方法,端部留出3-5cm地焊锡丝。借助中指往前送锡丝,这样就能自 由地填充焊锡。 二、手工焊接操作方法: ①准备焊接。左手拿焊丝,右手拿烙铁(烙铁头保持干净)并吃上锡,随时在焊 接状态。 ②加热焊件。应注意加热整个焊件全体,焊件都要均匀受热。 ③送入焊锡。加热焊件达到一定温度后,焊锡丝从烙铁对面接触焊件(而不是烙 铁)。 ④移开焊锡丝。待焊锡丝熔化一定量后,立即移开焊锡丝。 ⑤去焊锡丝移烙铁。焊锡在焊接面上扩散达到预期范围后。立即拿开焊锡丝并移 开烙铁。注意:去锡丝时间不得滞后手移开烙铁时间。掌握焊接的时间是优质 焊接的关键。 对焊点的要求 一、焊锡凝固之前不要使焊件移动或震动,特别是用镊子夹住焊件时一定要等凝固再移去镊子,以免使焊点的内部结构疏松造成焊点强度降低,导电性能差即所谓的“冷焊”。光洁整齐的外观,外表有金属光泽,没有拉尖、桥拉等现象。良好的焊点要求焊锡用量恰到好处。最常使用的焊锡丝是“松香芯焊锡丝”基本上不用使用别的助焊剂。不要用烙铁头作为运载焊的工具。焊锡丝在高温下易分解失效会出现劣质焊点,良好的外表是焊接质量的反应。表面有金属光泽是焊接温度合适生成合金层的标志,而不仅仅是外表美观的要求。 二、保持烙铁头的清洁。 因为焊接时烙铁头长期处于高温状态,又接触焊剂等杂质,其表面很容易氧化并沾上一层黑色杂质,这些杂质几乎形成隔热层,使烙铁头失去加热作用,因此用一块湿布或湿海绵随时擦去烙铁头上的杂质。 三、要靠增加接触面积加快传热,而不是要用烙铁对焊件加力。有的人为了加快焊接,加
手工焊接工艺规范
手工焊接工艺规范 1、目的 规范在制品加工中手工焊接操作,保证产品质量。 2、适用范围 生产车间需进行手工焊接的工序及补焊等操作。 3、手工焊接使用的工具及要求 3.1焊锡丝的选择: 直径为0.8mm或1.0mm的焊锡丝,用于电子或电类焊接; 直径为0.6mm或0.7mm的焊锡丝,用于超小型电子元件焊接。 3.2烙铁的选用及要求: 3.2.1电烙铁的功率选用原则: 1)焊接集成电路、晶体管及其它受热易损件的元器件时,考虑选用20W内热式电烙铁。 2)焊接较粗导线及同轴电缆时,考虑选用50W内热式电烙铁。 3)焊接较大元器件时,如金属底盘接地焊片,应选100W 以上的电烙铁。 3.2.2电烙铁铁温度及焊接时间控制要求: 1)有铅恒温烙铁温度一般控制在280~360℃之间,缺省设置为330±10℃,焊接时间小于3秒。 焊接时烙铁头同时接触在焊盘和元件引脚上,加热后送锡丝焊接。部分元件的特殊焊接要 求: SMD器件:焊接时烙铁头温度为:320±10℃;焊接时间:每个焊点1~3秒。 拆除元件时烙铁头温度:310~350℃(注:根据CHIP件尺寸不同请使用不同的 烙铁嘴。) DIP器件:焊接时烙铁头温度为:330±5℃;焊接时间:2~3秒 注:当焊接大功率(TO-220、TO-247、TO-264等封装)或焊点与大铜箔相连, 上述温度无法焊接时,烙铁温度可升高至360℃,当焊接敏感怕热零件(LED、 CCD、传感器等)温度控制在260~300℃。 2)无铅制程 无铅恒温烙铁温度一般控制在340~380℃之间,缺省设置为360±10℃,焊接时间小于3秒,要求烙铁的回温每秒钟就可将所失的温度拉回至设定温度。 3.2.3电烙铁使用注意事项: 1)电烙铁不宜长时间通电而不使用,这样容易使烙铁芯加速氧化而烧断,缩短其寿命,同时 也会使烙铁头因长时间加热而氧化,甚至被“ 烧死” 不再“ 吃锡” 。 2)手工焊接使用的电烙铁需带防静电接地线,焊接时接地线必须可靠接地,防静电恒温电烙 铁插头的接地端必须可靠接交流电源保护地。电烙铁绝缘电阻应大于10MΩ,电源线绝缘 层不得有破损。 3)将万用表打在电阻档,表笔分别接触烙铁头部和电源插头接地端,接地电阻值稳定显示值 应小于3Ω;否则接地不良。 4)烙铁头不得有氧化、烧蚀、变形等缺陷。烙铁不使用时上锡保护,长时间不用必须关闭电 源防止空烧,下班后必须拔掉电源。
焊接技术要求
焊接技术要求 在电子制作中,元器件的连接处需要焊接。焊接的质量对制作的质量影响极大。所以,学习电于制作技术,必须掌握焊接技术,练好焊接基本功。 一、焊接工具 1、电烙铁 电烙铁是最常用的焊接工具。我们使用20W内热式电烙铁。新烙铁使用前,应用细砂纸将烙铁丝,使烙铁头上均匀地镀上一层锡。这样做,可以便于焊接和防止烙铁头表面氧化。旧的烙铁头如严重氧化而发黑,可用钢挫挫去表层氧化物,使其露出金属光泽后,重新镀锡,才能使用。 电烙铁要用220V交流电源,使用时要特别注意安全。应认真做到以下几点:电烙铁插头最好使用三极插头。 要使外壳妥善接地。使用前,应认真检查电源插头、电源线有无损坏。并检查烙铁头是否松动。 电烙铁使用中,不能用力敲击。要防止跌落。烙铁头上焊锡过多时,可用布擦掉。不可乱甩,以防烫伤他人。 焊接过程中,烙铁不能到处乱放。不焊时,应放在烙铁架上。注意电源线不可搭在烙铁头上,以防烫坏绝缘层而发生事故。 使用结束后,应及时切断电源,拔下电源插头。冷却后,再将电烙铁收回工具箱。 2、焊锡和助焊剂焊接时,还需要焊锡和助焊剂。 (1)焊锡:焊接电子元件,一般采用有松香芯的焊锡丝。这种焊锡丝,熔点较低,而且内含松香助焊剂,使用极为方便。
(2)助焊剂:常用的助焊剂是松香或松香水(将松香溶于酒精中)。使用助焊剂,可以帮助清除金属表面的氧化物,利于焊接,又可保护烙铁头。焊接较大元件或导线时,也可采用焊锡膏。但它有一定腐蚀性,焊接后应及时清除残留物。 3、辅助工具 为了方便焊接操作常采用尖嘴钳、偏口钳、镊子和小刀等做为辅助工具。应学会正确使用这些工具。 二、焊前处理 焊接前,应对元件引脚或电路板的焊接部位进行焊前处理。 1、清除焊接部位的氧化层 可用断锯条制成小刀。刮去金属引线表面的氧化层,使引脚露出金属光泽。 印刷电路板可用细纱纸将铜箔打光后,涂上一层松香酒精溶液。 2、元件镀锡 在刮净的引线上镀锡。可将引线蘸一下松香酒精溶液后,将带锡的热烙铁头压在引线上,并转动引线。即可使引线均匀地镀上一层很薄的锡层。导线焊接前,应将绝缘外皮剥去,再经过上面两项处理,才能正式焊接。若是多股金属丝的导线,打光后应先拧在一起,然后再镀锡。
手工焊接技术要求规范
手工焊接技术要求规范 1、目的 规范在制品加工中手工焊接操作,保证产品质量。 2、适用范围 生产车间需进行手工焊接的工序及补焊等操作。 3、手工焊接使用的工具及要求 3.1焊锡丝的选择: 直径为0.8mm或1.0mm的焊锡丝,用于电子或电类焊接; 直径为0.6mm或0.7mm的焊锡丝,用于超小型电子元件焊接。 3.2烙铁的选用及要求: 3.2.1电烙铁的功率选用原则: 1)焊接集成电路、晶体管及其它受热易损件的元器件时,考虑选用20W 内热式电烙铁。 2)焊接较粗导线及同轴电缆时,考虑选用50W内热式电烙铁。 3)焊接较大元器件时,如金属底盘接地焊片,应选 100W 以上的 电烙铁。 3.2.2电烙铁铁温度及焊接时间控制要求: 1)有铅恒温烙铁温度一般控制在280~360℃之间,缺省设置为330 ±10℃,焊接时间需小于3秒。焊接时烙铁头同时接触在焊盘和元件引 脚上,加热后送锡丝焊接。部分元件的特殊焊接要求:
SMD器件:焊接时烙铁头温度为:320±10℃;焊接时间:每个焊点1~3秒。 拆除元件时烙铁头温度:310~350℃(注:根据CHIP件尺寸不 同请使用不同的烙铁嘴。) DIP器件:焊接时烙铁头温度为:330±5℃;焊接时间:2~3秒 注:当焊接大功率(TO-220、TO-247、TO-264等封装)或焊点与大铜箔 相连,上述温度无法焊接时,烙铁温度可升高至360℃,当焊接敏感怕 热零件(LED、CCD、传感器等)温度控制在260~300℃。 2)无铅制程 无铅恒温烙铁温度一般控制在340~380℃之间,缺省设置为360±10℃,焊接时间小于3秒,要求烙铁的回温每秒钟就可将所失的温度拉回至设定温度。 3.2.3电烙铁使用注意事项: 1)电烙铁不宜长时间通电而不使用,这样容易使烙铁芯加速氧化 而烧断,缩短其寿命,同时也会使烙铁头因长时间加热而氧化,甚至被 严重氧化后很难再上锡。 2)手工焊接使用的电烙铁需带防静电接地线,焊接时接地线必须 可靠接地,防静电恒温电烙铁插头的接地端必须可靠接交流电源保护地。 电烙铁绝缘电阻应大于10MΩ,电源线绝缘层不得有破损。 3)将万用表打在电阻档,表笔分别接触烙铁头部和电源插头接地 端,接地电阻值稳定显示值应小于3Ω;否则接地不良。 4)烙铁头不得有氧化、烧蚀、变形等缺陷。烙铁不使用时上锡保 护,长时间不用必须关闭电源防止空烧,下班后必须拔掉电源。 5)烙铁放入烙铁支架后应能保持稳定、无下垂趋势,护圈能罩住 烙铁的全部发热部位。支架上的清洁海绵加适量清水,使海绵湿润不滴 水为宜。 3.3手工焊接所需的其它工具: 1)镊子:端口闭合良好,镊子尖无扭曲、折断。
钯镀层结晶状态及焊锡能力研究
钯镀层结晶状态及焊锡能力研究 许景翔,郑宙军,吴灯权 (富士康科技集团(昆山)计算机接插件有限公司表面处理部,江苏昆山215300) 摘要:研究了电流密度、镀液温度及镀层厚度对磷青铜上钯镀层的焊锡性与润湿平衡的影响。钯镀层的晶粒尺寸随电流密度的增加或温度的升高而变大,但受膜厚的影响不大。镀态下,不同条件下制得的钯镀层具有良好的沾锡能力。不同活性助焊剂的使用也会影响钯镀层的焊锡性能。对于经蒸汽老化后的钯镀层,采用中等活性的松香助焊剂可获得比采用非活性松香助焊剂更好的焊锡性能。 关键词:磷青铜;钯;电镀;晶粒尺寸;焊锡性;助焊剂;润湿平衡 中图分类号:TQ153.19文献标识码:A 文章编号:1004–227X(2007)06–0004–03 Study on crystal form and solder ability of palladium coating∥XU Jing-xiang,ZHENG Zhou-jun,WU Deng-quan Abstr act:The effects of current density,bath temperature and coating thickness on the solderability and wetting balance of Pd coating electroplated on phosphor-bronze were studied.The grai n size of Pd is increased with increasing current density or bath temperature,but is slightly affected by coating thickness.The solderability of as-plated Pd coatings produced under different process conditions is good.The use of fluxes with different activities affects the solderability and wetting balance of Pd coating.The solderability of steam-aged Pd coating with medium-active rosin flux is better than that with non-active rosin flux. Keywor ds:phosphor-bronze;palladium;electroplating; grain size;surface morphology;solderability;flux;wetting balance First-author’s addr ess:Surface Finish Department, Foxconn(KunShan)Commputer Connector Co.,Ltd., Kunshan215300,China 1前言 钯为银白色金属,熔点1554°C,沸点2970°C,密度12.02g/cm3,质地柔软,有良好的延展性,性质稳定,能耐酸的侵蚀,但高温时易与氧反应[1]。钯镀层因其良好的焊锡性而被广泛应用于电子产品,尤其适用于IC导线架[2-4]及电子连接器。 传统的焊锡材料皆以共晶组成的锡铅合金(Sn-37Pb)为主,但因为铅是一种剧毒物质,既严重危害人体安全又污染环境,于是各种含铅材料纷纷被禁止,如欧盟制定的相关规范WEEE与RoHS[5]。 另外,电子行业对产品的外观与焊锡要求也越来越高,而纯锡和锡合金镀层都有锡须生成[6-12]及镀层变色的隐患存在。本文以纯钯镀层作为焊锡材料,通过改变电镀钯时的电流密度、镀液温度和镀层厚度,研究不同条件下钯镀层的结晶状态与润湿平衡,并选用不同活性的助焊剂对其沾锡性能进行测试。 2实验部分 2.1电镀钯 基体材料选用磷青铜片。电镀钯的工艺流程为:脱脂─清洗─酸洗─清洗─镀底镍─清洗─镀钯─清洗─烘干。 镀底镍采用氨基磺酸盐体系,镀液组成及工艺参数如下: 氨基磺酸镍100g/L 氯化镍15g/L 硼酸45g/L 光亮剂20mL/L 润湿剂2mL/L 电流密度10A/dm2膜厚2m 电镀钯的镀液组成及工艺条件如下: 二氯四氨钯6g/L 开缸剂500mL/L 补充剂根据光泽度要求添加 收稿日期:2006–11–29修回日期:2007–04–09 作者简介:许景翔(1979–),男,台湾基隆人,硕士,研究方向为表面处理、表面化学改质、金属纳米合成。 作者联系方式:()388@y。 4 Email https://www.360docs.net/doc/f6165148.html,
焊接件通常技术要求
焊接件通用技术要求 一、主题内容与适用范围 本标准规定了本公司产品焊接件的技术要求,试验方法和检验规则。本标准适用于本公司生产的各机型农机及其它焊接件的制造和检验。若本标准规定与图纸要求相矛盾时,应以图纸要求为准。本标准适用于手工电弧焊、CO2气体保护焊等焊接方法制造的焊接件。 二、技术要求 1、材料 用于制造组焊件的原材料(钢板、型钢和钢管等)、焊接材料(焊条、焊丝、焊剂、保护气体等) 进厂时,须经检验部门根据制造厂的合格证明书验收后,才准入库。对无牌号、无质证书的原材料和焊材,必须进行检验和鉴定。其成份和性能符合要求时方准使用。 1.1焊接材料: 1)焊条、焊丝应存放于干燥、通风良好的库房内,各类焊条必须分类、分牌号堆放,避免混乱。搬运过程轻拿轻放,不要损伤药皮。焊条码放不可过高 2)仓库内,保持室温在0°C以上,相对湿度小于60%。 3)各类存储时,必须离地面高300mm,离墙壁300mm以上存放,以免受潮。 4)一般焊条一次出库量不能超过两天的用量,已经出库的焊条,必须要保管 好。焊条使用前应按其说明书要求进行烘焙,重复烘焙不得超过两次。 1.2原材料 1.2.1各种钢材在划线前,不能有较大的变形,其形状公差不得超出下列规定:1)钢板的平面度不应超过表1规定 表1 钢板平面度公差值f
2)型材的直线度和垂直度公差不超过表2的规定 表2 3)歪扭不超过表2的规定,当超过规定,本公司无法矫正时,经检验部门同意,可用于次要结构。 1.2.2下料: 1.2.2.1尺寸偏差:钢材可采用机械剪切、气割、等离子切割、火焰切割、激光切割等下料方法,零件切割后的尺寸偏差应符合下列规定: 剪板机下料零件尺寸的极限偏差按表3规定:气割、等离子切割、火焰切割的零件尺寸的极限偏差按表4规定
全自动焊锡机操作规程
1、 范围: 适用于公司全自动焊锡机作业的整个过程。 2、职责: 2.1设备操作者负责对设备进行日常点检与保养。 2.2机修技师负责设备维修与保养。 3、管理内容与要求: 3.1 安装更换焊锡丝 3.1.1 将焊锡丝轴穿在焊锡丝骨架中并安装在焊锡机尾部的焊丝架上; 3.1.2 拉出焊丝头,推动离合杆,将其从引导管中穿出,并固定出锡套管; 3.1.3 将出锡方式设计为“WANU ”(手动),插上电源插头,打开电源开关“POWER ”键,踩住脚踏开关, 直到锡丝送出为止; 3.2 参数设置 3.2.1 出锡速度“SPEED ”:按压拔盘上的“+”“-”进行调节,可调范围:约2.7mm/s-27mm/s 。 3.2.2 出锡量“LENGTH ”:按压拔盘上的“+”“-”进行调节,可调范围:约0-150mm 。 3.2.3 出锡间隔时间“NITERVAL TIME ”: 按压拔盘上的“+”“-”进行调节,可调范围:约0-2.7s 。 3.2.4 出锡方式“MODE ”:0手动出锡,1自动出锡一次,2自动出锡2次,依此类推,数字越大出锡次 数越多。 3.2.5 回锡时间“RETURN ”:按压拔盘上的“+”“-”进行调节,可调范围:约0-0.9s 3.3 温度设置 3.3.1 按下“*”键不放至少1S ,最左边数位(百位)将会闪亮,表示百位可调节; 3.3.2 选择所需数值取代百数位,利用“▲”“▼”键改换显示数值,十位,个位调节方法与此相同。 3.3.3 温度设置好后按下“*”键,将所设定的温度输入内部记忆体,温度达到恒定在设定温度后方可 正常作业。 电源开关口 温度显示窗口 参数设计拔码开关 温度设 计按键 焊丝架 锡丝轴 出锡套管 离合杆 压力调节螺丝
焊锡技能比赛
深圳市赤必成电子有限公司 乐放-----第一届焊锡技能竞赛 为能更好的提高我司员工的挑战性及焊锡技能,公司将对全员工进行一次公开、公正的焊锡技能竞赛,希望各员工踊跃参加,并通过本次竞赛为公司后备人才库,补充新鲜血液! 本次竞赛的评比结果由公司所有的管理人员监督、评比获得竞赛前二名的员工将给予以下现金奖励: 第一名100元2名第二名50元3名 竞赛时间: 2012年6月具体时间以当天通知为准。 竞赛地点: 2楼车间生产部 参赛人员:A、B、C线焊锡员工、PCB板加工组员工) 竞赛焊接实物:焊线控4芯线与5芯线、焊PCB板、焊喇叭 竞赛操作时间完成比赛规定数量即可。 竞赛操作工具:辅料1、烙铁1把2、锡线5厘米 监考兼评委: 佘总、刘总、袁总 计时人员:陈余昌 指挥人员: 考试规定: 1. 竞赛开始后不能交头接耳、大声喧哗、调换工具、物料、辅料等。 2. 吹哨正式开始比赛作业完毕即刻举手计时员同时将秒表停止记录操作时 间。 3. 停止计时后作业员将完成品装入纸箱上交给监考人。
深圳市赤必成电子有限公司 4. 不准有作憋手段不能私自带相关物料及工夹具到现场更换一经发现立即 退出考场并取消考试资格。 5. 评比结果由监考人员根据条款分数评分最终结果由刘总定夺。 6. 比赛结束后获奖名单将在两天内公布。 评比内容:完成的速度、焊点要光滑、焊点大小程度、无锡珠、连锡、锡尖、假焊、冷焊等。 以上在比赛前一天由各拉拉长组织参赛人员讲解考试要求及规则。 想表现自己的才华吗?想知道自己的能力吗?是千里马的都想知道伯乐是谁?在这里能展现你的才华?能实现你的愿望能激发你的热情!请不要再犹豫赶快行动吧!!! 编制:冯业审核:批准: 2012-5-17
手工焊锡作业指导书(标准版)
手工焊锡作业指导书 (标准版)
1.目的: 规范生产线在手工焊接时的使用电烙铁作业及保养的正确性。 2.适用范围: 焊接工站作业人员,在线维修及其他维修人员。 3.规范内容: 3.1烙铁温度设置参数: 序号元件类别烙铁温度(℃)(有 铅) 烙铁温度(℃)(无 铅) 焊接时间 1 电阻、电容、电 感 360±20 380±20 5秒以内 2 铜螺母330±20 350±20 5秒以内 3 PCI插槽360±20 380±20 5秒以内 4 晶振、三极管330±10 350±10 5秒以内 5 排针360±20 380±20 5秒以内 6 电源输出线420±20 440±20 3秒以内 7 转换开关线420±20 440±20 3秒以内 8 跳线360±20 380±20 5秒以内 9 选择开关360±20 380±20 5秒以内 10 IC/QFP 330±10 350±10 5秒以内 11 插座360±20 380±20 5秒以内 12 LED灯260±20 320±20 3秒以内3.2烙铁咀的选型 序号元件类别选用类型烙铁咀示图 1 焊接连接线,插件 元件,IC管脚等 尖咀 2 SMD 小料,如0402 的电阻电容、电感 等 特尖咀
3 镍片,粗的连接线(φ>3mm)等 扁咀 4 软线路板等 平咀 5 屏蔽盖、滑动开 关、排插、排线等 三角咀 3.3 电烙铁使用操作步骤及注意事项: 3.3.1焊接前的准备工作 3.3.1.1 焊接前检查电源插头有无松脱、短路,电源连接线是否完好无损; 3.3.1.2 检查烙铁咀有无氧化; 3.3.1.3 检查烙铁保护套是否失效,如无问题,则将电烙铁电源接通预热; 3.3.1.4 检查海绵是否有水,如无水则要加适量的水; 3.3.1.5 待烙铁咀热后,在清洁的海绵上擦干净附在烙铁咀上的杂物; 3.3.1.6 温度根据材料类型参照3.1中温度设定表值设定温度值。 3.3.2焊接作业步骤及注意事项: 导线上锡要求: 所有导体线在用手焊前应该上锡(线终端是啤线除外)。 A---绝缘体部分 B---无须上锡(1′线的直径φ,绝缘皮切口空隙“G ”小于飞线外径的2 倍或小于1.5mm 中的较小者,且绝缘皮没有遮住焊点.) C---需要上锡部分 镍片上锡要求: 所有镍片在用手焊前浸锡有利于提高焊接质量及控制上锡的宽度A 。 A---一般为1~2mm 。特殊的以技术文件为准。 3.3.2.1焊接步骤: 3.3.2.1.1准备:把烙铁及锡线拿近焊锡材料,做好随时可焊锡的准备好焊锡丝 和烙铁。此时特别强调的是烙铁头部要保持干净,即可以沾上焊锡(俗称吃锡)。见如下示图。
手工焊接标准 工 艺 规 范
: 编号SYD/QP-PD-QTGY-09 手工焊接工艺规范 2.00 版本: 修订页 修订前修订后修订人审核人修订日期编号章节名称修订内容简述批准人版本号版本号蒋灵洁 001 2010-10-13 / 创建V1.00 全文赵科王国胜 2011-06-30 修改全文002 V1.00 郝贵喜 V2.00 赵科
手工焊接工艺规范 1.目的: 规范生产手工焊接作业,保证手工焊接质量. 2.范围: 生产手工焊接人员。 3.内容: 3.1.手工焊接设备及工具 1)恒温电烙铁:恒温烙铁主要由以下部分构成,见下图 2)焊锡丝 丝分有铅焊锡丝与无铅焊锡丝。焊锡常用有铅焊锡丝为:SnPb(Sn63%Pb37%)的焊锡丝,无铅焊锡丝为:SAC(96.5%SN 3.0%AG0.5%CU),其里面是空心的,这个设计是为了存储助焊剂(松香),使
在加焊锡的同时能均匀的加上助焊剂。 焊锡丝的作用:达到元件在电路上的导电要求和元件在PCB板上的固定要求。 3)助焊剂 手焊时使用助焊剂,有以下作用: 去除金属表面的氧化物?. 去掉金属表面的杂质或污垢 ?防止金属表面再次氧化? 3.2 电烙铁 3.2.1电烙铁基本结构:如下圖4个基本部分构成,﹑能量转换部(加热器)﹑手柄﹑电源线电烙铁一般由蓄热部(烙铁头) 所示。 烙铁头的尺寸与焊接点是否合适,是影响焊接品质的一个重要因素。下图是常用烙铁头得形状。B/C型烙铁头为了使短时间内结合部能达到最适合的温度,可以使用 : 3.2.2电烙铁的选用通常条件下电烙铁选用可参照是决定能否达成良好焊接的重要工具. 电烙铁给接合金属供给热量,下表的选择条件,实际选用依据实际作业情况选择。 3.2.3电烙铁的要求: 1)手工焊接使用的电烙铁需带防静电接地线,焊接时接地线必须可靠接地,防静电恒温电烙铁
焊锡焊接技术教程
焊锡焊接技术教程 焊錫是一門技朮,它在我們电子行业生产過程中有著非常重要的作用,直接影響了成品品質(功能)因此,了解并撐握焊錫技朮是非常必要的. 一、目的 提高焊锡技能,提高对PCBA的判定能力。 二、意义 保证公司产品品质。 三、什么是焊锡及条件: 焊锡是指用焊锡可熔化的温度将其加热可熔化在被焊接金属之焊接部位,并使其密切接合的作业。 所需条件为:1、表面的清洁,2、适当的加热,3、适当的加锡量 四、焊锡作业的四个要素: 我們必須認真理解這些因素給焊接結果所帶來的影響,它可讓我們在适當的條件下進行正確的焊接. 四個因素是: A、温度 B、焊锡 焊锡指的是锡丝。 C、焊剂 我們常說的松香,或帶松脂焊錫(內部裝有焊劑的錫絲)內的焊劑, 它受到反應程度及溫度的影響.其作用为:去除金属表面氧化物、在加 热过程中防止锡氧化、起催化剂作用,加强焊锡的焊接效果。 D、母材 是指金屬接頭、平面、線頭等.它受氧化膜、面積、粗細、污垢的 影響. 五、焊锡温度及焊接时间控制(常温下) A:40W烙铁:温度控制在300℃-350℃之间,一般用来补焊各种导线、LED和修正焊点;单点焊接时间控制在2-3秒钟之间。 B:60W烙铁或锡枪:温度控制在380℃-450℃之间;主要用来补焊各种VR、JACK、IC和压扣。单个焊点焊接时间控制在2-3秒之间。 六、焊锡前准备工作 A、烙鐵、烙鐵架、清洁海棉 B、靜電環、排煙器(小風扇) C、出锡枪与烙铁先插上电源预热3-5分钟。 D、烙鐵的接地与使用前溫度的測試和調整 E、工作台面清理 注意:海绵(需湿水:水量以用手指轻按稍微,溢水一点为适当)
七、焊锡操作方法 A、烙铁拿法:像拿铅笔一样,用右手拿住烙铁手柄,以手腕可以自由移动为原则。 B、錫絲的拿法:用左手的拇指和食指輕輕夾住距錫絲頭3-5㎝處,再用中指自由地向前提供錫絲. C、锡枪使用方法(出锡枪内先安装锡丝)右手拿出锡枪,用拇指和食指轻夹着出锡枪柄,左手固 定被焊物品。待焊凝固后,移走出锡枪。 D、焊接方法:將烙鐵(或锡枪)的尖頭部分緊觸被焊點(特別要注意的是,為了迅速傳遞熱量,要使 烙鐵頭或锡枪头與被焊點的接觸面盡可能的大,烙鐵与焊錫面間夾角一般為20~30°具体情況視員工及焊接部品而定.)大概1秒鐘进行预热后向锡枪尖供适量的錫絲(從零件与烙鐵前端之間加焊錫絲),確認錫絲的溶化后,焊錫到達所有部位后,拿幵焊錫絲,再拿幵烙鐵. 錫絲溶化后如長時間對其加熱,會造成刺焊及焊點表面的劣化,不光滑,所以當確认錫絲溶化并擴散后應立即(約0.5-1秒后)以接觸時的相同角度撤回烙鐵(用手輕拉線頭檢查是否焊牢)(從焊錫開始熔化到拿幵烙鐵的一連串的作業要在1~2鐘秒之內完成);用剪鉗修剪長腳焊點,使元件腳距焊錫面為1.5±0.3mm.如下圖所示
焊接技术标准规范汇总
1范围 1.1主题内容 本标准规定了电子电气产品焊接用材料和导线与接线端子、印制电路板组装件等 的焊接要求以及质量保证措施。 1. 2适用范围 本标准适用于电子电气产品的焊接和检验。 2引用文件 GB 3131-88锡铅焊料 GB 9491-88锡焊用液态焊剂(松香基) QJ 3012-98电子电气产品元器件通孔安装技术要求 QJ 165A-95电子电气产品安装通用技术要求 QJ 2711-95静电放电敏感器件安装工艺技术要求 3定义 3. 1 MELF metal electrode leadless face MELF是指焊有金属电极端面,作端面焊接的元器件。 4 一般要求 4. 1环境要求 4.1.1环境条件按QJ 165A中3. 1. 4条要求执行。 4.1.2焊接场所所需工具及设备应保持清洁整齐。在焊接工位上应及时清除多余物(导线断头、焊料球、残留焊料等)。禁止在焊接工位上饮食;禁止在工位上有化妆品以及与生产操作无关的东西。 4. 2工具、设备及人员要求 4. 2. 1工具 电烙铁应为温控型的,烙铁头空焊温度应保持在预选温度的士5. 5℃之内,烙铁头的形状应符合焊接空间要求,并保证良好的接地。 4. 2. 2设备 4. 2. 2. 1波峰焊设备 波峰焊设备(包括焊剂装置、预热装置、焊槽)焊接前应能将印制板组装件预热到120℃以内,在整个焊接过程中,焊料槽焊接温度的控制精度应维持在士5.5℃,并具有排气系统。 4.2.2.2再流焊设备 再流焊设备应可将焊接表面迅速加热,并能在连续焊接操作时,迅速加热到预定温度的士6℃范围内。加热源不应引起印制电路板或元器件的损坏,也不应在加热源与被焊金属直接接触时污染焊料。再流焊设备包括采用平行等距电阻加热、短路棒电阻加热、热风加热、红外线加热、激光加热装置或非电烙铁热传导焊接的设备。 4. 2. 3人员 操作人员应经过专业技术培训,熟悉本标准及相关工艺的规定,具有判别焊点合格或不合格的能力,并经考核合格上岗。 4. 3焊点 4. 3. 1外观 4.3.1.1 焊点表面应无气孔、非晶态,以及有连续良好的润湿。焊点不应露出基底金属、不应有锐边、拉尖、焊剂残渣以及夹杂。与邻近导电通路之间焊料不应出现拉丝、桥接等现象。