数控车加工工艺品经典资料(附FANUC系统程序)

数控雕刻 数铣工艺品 中国象棋(全套) 车4个
% O0000(CHE4C) (DATE=DD-MM-YY - 17-03-14 TIME=HH:MM - 20:46) (MCX FILE - T) (NC FILE - C:\DOCUMENTS AND SETTINGS\ADMINISTRATOR\桌面\培训\XIANGQI\CHE4C.NC) (MATERIAL - ALUMINUM MM - 2024) ( T1 | | H1 ) N100 G21 N102 G0G17G40G49G80G90 N104 T1M6 N106 G0G90G54X7.642Y21.36A0.S3500M3 N108 G43 H1 Z50.M8 N110 Z5.
N112 G1Z-1.F80. N114 X-7.64F1000. N116 X-10.92Y19.76 N118 X10.919 N120 X13.28Y18.16 N122 X-13.282 N124 X-15.137Y16.56 N126 X-2.581 N128 X-2.643Y14.96 N130 X-16.652 N132 X-17.91Y13.36 N134 X-2.608 N136 G0Z50. N138 X2.047Y16.56 N140 Z5. N142 G1Z-1.F80. N144 X15.138F1000. N146 X16.651Y14.96 N148 X4.513 N150 X2.897Y13.36 N152 X10.807 N154 G0Z50. N156 X14.261 N158 Z5. N160 G1Z-1.F80. N162 X17.909F1000. N164 X18.956Y11.76 N166 X15.781 N168 X16.708Y10.16 N170 X19.827 N172 X20.542Y8.56 N174 X12.204 N176 X13.802Y6.96 N178 X21.118 N180 X21.564Y5.36 N182 X13.503 N184 X12.654Y3.76 N186 X21.888 N188 X22.097Y2.16 N190 X12.658 N192 X12.661Y.56 N194 X22.193 N196 X22.177Y-1.04 N198 X12.674
《子弹模型数控加工》教学项目
《子弹模型数控加工》教学项目 本项目是子弹头模型工艺品数控加工,子弹模型是由圆柱面、斜面和部分的圆弧面组成。本项目主要是外轮廓的加工。 外轮廓的加工是数控技能等级中主要的考核项目,故学生必须掌握的。 一、项目任务 1. 根据给定样图编制子弹模型工艺品的加工工艺规程 2. 根据工艺方案加工子弹模型工艺品设计并找出所需的刀具 3. 子弹模型工艺品零件质量检验及质量分析 二、重点难点 1. 重点:掌握以零件加工工艺为基础,工艺分段编程法的使用和零件编程加工。 2. 难点:工艺分段编程法在零件编程上的应用。 三、相关知识要点 1. 数控车床G指令格式的运用及编程步骤。 2. 刀具材料、工件材料、加工工艺系统刚性合理选用切削三要素。 3. 分析一般零件的加工工艺路线,正确填写零件加工工艺卡、刀具卡。 3. 灵活运用指令编程加工零件并对零件质量进行综合分析的能力。 一、资源要求 1.普及型数控车床(或经济型数控车床)若干台(根据学生人数按平均两人一台配置)所用机床为CK6140普及型数控车床FANUC Oi MATE-TB,或其它经济型数控车床,根据学生20人,每两人配一台,机床为20台。 2.各种常用数控车刀若干把 根据对薄壁零件特点、刀具的要求进行了分析选择刀具如下:见表1-1 各种常用数控车刀若干把 3.通用量具及工具若干 二、原材料准备
LY12、45钢、黄铜 三、相关资料 《机械加工手册》、《金属切削手册》和《数控编程手册》。 一、项目任务分析 1.本项目的特点 2.本项目中的关键工作 3.预计完成本项目所需时间 二、分工与进度计划 1.分组每组学员为3—4人,应注意强弱组合 2.编写项目计划(包括任务分配及完成时间)如下表5-1 表1-1 项目计划安排表 一、技术要求分析 子弹零件第一要求是合理的尺寸要求,而且表面要求质量要求较高,接合面应平整。要保证该项精度,零件加工后其相应端面必须与外圆中心线有一定垂直度要求,零件加工时垂直度要求为0.05,因此,加工中只要保证零件的加工要求,该项精度就能保证。 项目图纸如下:
数控车加工实例培训教
1 导套零件的加工 导套零件的加工工序的分析、装夹和编制加工程序如下: 1. 分析加工图纸和工艺文件 零件“导套”图形比较简单,尺寸的公差较大,没有位置要求,孔的表面粗糙度为3.2,零件如图1所示。 图1 导套零件图 2. 加工路线和装夹方法的确定 由编制的零件工艺文件(如下页图2)中可见,第2、3、4、5、7、8、9工序由数控车完成,并注意尺寸的一致性。 在车削时,利用三爪卡盘夹零件一端,先车Φ60端面① ,钻Ф35中心孔② ,再粗车Φ60和Φ70外轮廓③ ,再粗车内孔Φ40④ ,粗车部分留一定余量(0.5mm )给精加工,有倒角的地方系统会沿着绘制的轮廓自动完成,不必单独给出加工方法,然后精车Φ60和Φ70外轮廓⑤ 及精车孔Φ40⑥ ,最后后用切刀切断零件⑦ ,保证总长174。
图2 导套机加工艺过程卡片 3. 编制加工程序 (1)绘图:绘制车削加工零件导套轮廓图形,因为车削多为回转体加工,所以造型只需半视的二维图就可以了,注意将坐标原点选在零件的端面中心,用直线命令开始绘制零件轮廓。 单击直线按钮,在左边菜单中选择绘图方式,以坐标原点为起点绘制,如图3所示, 然后修改长度值并结合曲线编辑绘制接下来的轮廓,绘图过程就不再重述了,如图4所示,
图4 轮廓示意图 接下来绘制毛坯,毛坯内外尺寸分别以Φ35,Φ75绘制,端面毛坯左右分别偏移5,2这个尺寸来绘制,如图5所示, 图5 毛坯示意图 为区分和方便拾取轮廓及毛坯,注意在图5中有10处是断点,如图6所示 图6 断点示意图 至此,导套零件在本软件中的造型就完成了,下面进入加工部分。
数控车加工工艺品经典资料
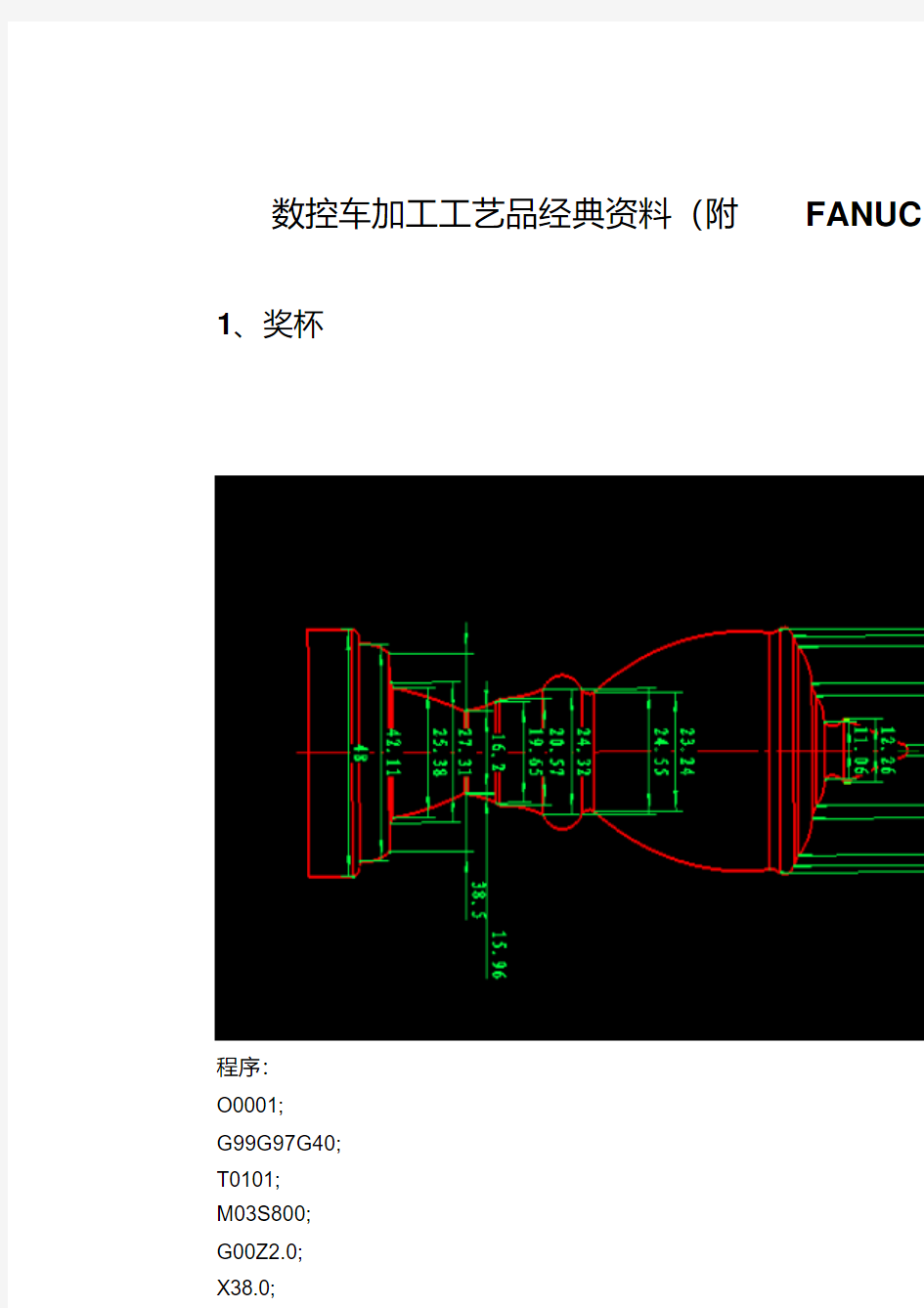
数控车加工工艺品经典资料(附FANUC系统程序)1、奖杯 程序: O0001; G99G97G40; T0101; M03S800; G00Z2.0; X38.0; G73U17R8; G73P1Q2U0.5W0.0F0.3; N1G01X1.32F0.1; Z0.0; X8.64Z-10.99; G02X7.91Z-14.39R2.35F0.1; G03X18.53Z-16.58R5.06F0.1; X30.98Z-19.95R8.04; X33.31Z-22.23R1.62; G02X32.41Z-24.11R2.96; G03X16.37Z-54.96R46.42; G02X17.29Z-57.44R1.55; G03X17.13Z-64.32R4;
G02X14.49Z-71.95R29.59; X11.24Z-77.9R18.02; G03X19.24Z-91.06R72.07; G01X27.09; G03X29.67Z-96.78R7.19; X33.81Z-97.61R1.27; G01X33.81Z-105.36; N2X38.0; G70P1Q2; G00X100.0; Z100.0; M05; M30; 2、葫芦 程序: O0001 G99G97G40 M03S500 T0101 G00 Z2.0 X52.0 G73 U25 R12 G73 P1 Q2 U1.5 W0.5 F0.3 N1 G01 X0.0 F0.1 Z0.0 G03 X5.86 Z-9.38 R5.15 F0.1 G02 X25.02 Z-32.57 R28.57 G03 X27.34Z-49.4 R10.08 G03 X32.66 Z-72.12R12.06 N2 G01 X52.0
数控车-火箭模型工艺品组合件加工1
技术要求: 1. 工件表面不能有磕碰、划痕、毛刺等,曲面光滑 2. 未注公差为 IT9-IT11
名称
火箭模型(件 1)
第 2 页 共 7 页
比例 数量 厂名
1:1 1
图 号 材 料
SKC001 ZL102 标 记
设计 校对
审核 批准
一、火箭模型(件 1)相关知识准备
- 1 -
(二)子弹模型加工工艺编制 1.子弹模型加工的工艺过程见表
子弹模型数控加工工艺过程
数控加工工艺过程综合卡片 厂名(或院校名称) 序 号 01
产品名称 火箭模型 组合件工 艺品
零件名称 子弹模型
零件图号 1
材料 45# 工夹 具 略 三爪 自定 心卡 盘 三爪 自定 心卡 盘 三爪 自定 心卡 盘
工序名称 下料
工序内容及要求 棒料 ?30mm×100mm (留夹持量)
工 序 简 图
设备 锯床
02
加工外圆
粗加工外圆;
HNC-22T
03
加工外圆
精加工外圆至完成图纸 要求。
HNC-22T
04
检验
通用量具检测各部分精 度
略
HNC-22T
05
加工工艺 芯棒
1) 加工芯棒轴 ?44 长 150mm, 在轴上加工 外螺纹; 2) 车垫圈; 3) 加工与芯棒相配的 内螺纹件。
CK6140
三爪 自定 心卡 盘
06
加工外圆
1) 用芯棒装夹内孔; 2) 粗加工外圆; 3) 精 加 工 外 圆 至 ?48mm。
CK6140
三爪 自定 心卡 盘 三爪 自定 心卡 盘
07
检验
通用量具检测各部分精 度
略
CK6140
- 2 -
数控车床加工件零件图及编程程序
数控车床加工件零件图 及编程程序 公司内部编号:(GOOD-TMMT-MMUT-UUPTY-UUYY-DTTI-
加工件1: 根据下图零件,按GSK-980T数控系统要求编制加工程序。刀具装夹位置:粗、精车用1号外圆车刀,切断用4号切断刀。 编程参考 1 O 1001 ;说明: N10G50 X50 Z100 ;以换刀点定位工件坐标系 N20M3 S560 ;启动主轴 N30T0101 ;换1号刀 N40G0 X25 Z2 ;快速移动到加工出发点 N50G71 U0.8 R0.5 ;执行外圆粗加工循环 N60G71 P70 Q140 U0.5 W0.2 F100 ;留余量X0.5 Z0.2,进给量100 mm/min N70G0 X0 ;轮廓加工起始行 N80G1 Z0 F30 ;精加工进给量30 N90G3 X10 Z-5 R5 ; N100G1 Z-15 ; N110X18 W-10 ; N120W-7 ; N130X21 ; N140X23 Z-33 ; N150Z-45 ;轮廓加工结束行 N160G70 P70 Q140 ;执行精加工循环 N170G0 X50 Z100 ;回换刀点 N180T0404 ;换4号切断刀 N190G0 X27 Z-40.1 ;定位切断起点,留0.1mm余量N200G1 X12 F15 ; N210G0 X25 ; N220Z-40 ; N230G1 X0 F10 ;切断,进给量10mm/min N240G0 X50 ; N250Z100 M5 ;回换刀点,停主轴 N260T0100 ;换回基准刀 N270M30 ;结束程序 %
数控车加工工艺品经典资料
数控车加工工艺品经典资料系统程序)FANUC(附1、奖杯 程序: O0001; G99G97G40; T0101; M03S800; G00Z2.0; X38.0; G73U17R8; G73P1Q2U0.5W0.0F0.3; N1G01X1.32F0.1; Z0.0; X8.64Z-10.99; G02X7.91Z-14.39R2.35F0.1; G03X18.53Z-16.58R5.06F0.1; X30.98Z-19.95R8.04; X33.31Z-22.23R1.62; G02X32.41Z-24.11R2.96; G03X16.37Z-54.96R46.42; G02X17.29Z-57.44R1.55; G03X17.13Z-64.32R4;
G02X14.49Z-71.95R29.59; X11.24Z-77.9R18.02; G03X19.24Z-91.06R72.07; G01X27.09; G03X29.67Z-96.78R7.19; X33.81Z-97.61R1.27; G01X33.81Z-105.36; N2X38.0; G70P1Q2; G00X100.0; Z100.0; M05; M30; 2、葫芦 程序: O0001 G99G97G40 M03S500 T0101 G00 Z2.0 X52.0 G73 U25 R12 G73 P1 Q2 U1.5 W0.5 F0.3 N1 G01 X0.0 F0.1 Z0.0 G03 X5.86 Z-9.38 R5.15 F0.1 G02 X25.02 Z-32.57 R28.57 G03 X27.34Z-49.4 R10.08
数控车床加工件零件图及编程程序
加工件1: 根据下图零件,按GSK-980T数控系统要求编制加工程序。刀具装夹位置:粗、精车用1号外圆车刀,切断用4号切断刀。 材料:4)2 5 X 5 Oitirti 铝合金棒料I X 45。 换刀*.(50,100)
编程参考1 O 1001 ;说明: N10 G50 X50 Z100 ;以换刀点定位工件坐标系 N20 M3 S560 ;启动主轴 N30 T0101 ;换1 号刀 N40 G0 X25 Z2 ;快速移动到加工出发点 N50 G71 U0.8 R0.5 ;执行外圆粗加工循环 N60 G71 P70 Q140 U0 .5 W0.2 F100 ;留余量X0.5 Z0.2,进给量100 mm/min N70 G0 X0 ;轮廓加工起始行 N80 G1 Z0 F30 ;精加工进给量30 N90 G3 X10 Z-5 R5 ; N100 G1 Z-15 ; N110 X18 W-10 ; N120 W-7 ; N130 X21 ; N140 X23 Z-33 ; N150 Z-45 ;轮廓加工结束行 N160 G70 P70 Q140 ;执行精加工循环 N170 G0 X50 Z100 ;回换刀点 N180 T0404 ;换4 号切断刀 N190 G0 X27 Z-40 .1 ;定位切断起点,留0.1mm 余量 N200 G1 X12 F15 ; N210 G0 X25 ; N220 Z-40 ; N230 G1 X0 F10 ;切断,进给量10mm/min N240 G0 X50 ; N250 Z100 M5 ;回换刀点,停主轴 N260 T0100 ;换回基准刀 N270 M30 ;结束程序 %
数控车 火箭模型工艺品组合件加工
项目五 火箭模型工艺品组合件加工 项目导入
本项目是火箭模型工艺品制作加工,火箭模型头部是由椭圆线所形成的内外回转曲面 的薄壁件;火箭模型中部为薄壁套;火箭模型尾部为薄壁喇叭口。薄壁在此项目中占重要 位置。
薄壁套筒类零件是机械中常见的一种零件,它的应用范围很广,广泛应用在各工业部 门。如支承旋转轴的各种形式的滑动轴承、夹具上引导刀具的导向套、内燃机气缸套、液 压系统中的液压缸以及一般用途的套筒,由于其功用不同,套筒类零件的结构和尺寸有着 很大的差别,但其结构上仍有共同点,即:零件的主要表面为同轴度要求较高的内外圆表 面;零件壁的厚度较薄且易变形;零件长度一般大于直径等。同时它具有重量轻,节约材 料,结构紧凑等特点。
项目描述
一、项目任务 1. 根据给定样图编制火箭模型工艺品的加工工艺规程 2. 根据工艺方案加工火箭模型工艺品设计并制作所需专用刀具 3. 设计并制作加工火箭模型工艺品所需专用夹具 4. 薄壁件加工的特点,掌握减少薄壁件变形的方法 4. 加工火箭模型工艺品组件 5.火箭模型工艺品零件质量检验及质量分析 二、重点难点 1. 薄壁件技术要求及工艺分析 2. 薄壁件加工精度和配合精度的保证方法 3.宏程序的编制 4. 夹具的制作 三、相关知识要点 1.零件加工精度、装配精度的获得方法及工艺尺寸链的计算 2.软爪的镗削方法
-1-
项目准备
一、资源要求 1.普及型数控车床(或经济型数控车床)若干台(根据学生人数按平均两人一台配置) 所用机床为 CK6140 普及型数控车床 FANUC Oi MATE-TB,或其它经济型数控车床,根 据学生 20 人,每两人配一台,机床为 20 台。 2.各种常用数控车刀若干把 根据对薄壁零件特点、刀具的要求进行了分析选择刀具如下:见表 1-1 各种常用数控车刀若干把 3.通用量具及工具若干 二、原材料准备
LY12、45 钢
三、相关资料 《机械加工手册》、《金属切削手册》和《数控编程手册》。
项目计划
一、项目任务分析
1.本项目的特点
2.本项目中的关键工作
3.预计完成本项目所需时间
二、分工与进度计划
1.分组 每组学员为 3—4 人,应注意强弱组合
2.编写项目计划(包括任务分配及完成时间)如下表 5-1
表 1-1
项目计划安排表
任务
内容
零件
时间 安排
零件 1
8H
任务 1 工艺分析与工艺编制
零件 2
8H
零件 3
8H
人员 安排
备注
1 人 任务可以同时
1 人 进行,人员可以
1 人 交叉执行。
-2-
数控车加工工艺品附fanuc系统程序
数控车加工工艺品附 f a n u c系统程序 Document serial number【KKGB-LBS98YT-BS8CB-BSUT-BST108】
数控车加工工艺品经典资料(附FANUC系统程序)1、奖杯 程序: O0001; G99G97G40; T0101; M03S800; G00Z2.0; X38.0; G73U17R8; G73P1Q2U0.5W0.0F0.3; N1G01X1.32F0.1; Z0.0; X8.64Z-10.99; G02X7.91Z-14.39R2.35F0.1; G03X18.53Z-16.58R5.06F0.1; G02X32 G03X17.13Z-64.32R4; G01X27.09; G01X33.81Z-105.36; N2X38.0; G70P1Q2; G00X100.0; Z100.0; M05; M30; 2、葫芦 程序: O0001 G99G97G40 M03S500 T0101 G00 Z2.0 X52.0 G73 U25 R12 G73 P1 Q2 U1.5 W0.5 F0.3 N1 G01 X0.0 F0.1 Z0.0 G03 X5.86 Z-9.38 R5.15 F0.1 G02 X25.02 Z-32.57 R28.57 G03 X27.34Z-49.4 R10.08
N2 G01 X52.0 G70 P1 Q2 G00 X100.0 Z100.0 M05 M30 3、椭圆(宏程序) 程序: O0001 G99G97G40 T0101 M03S500 G00Z2.0 X52.0 G01X0.0 F0.1 #1=30 #2=20 #3=30 #4=-24 N10 #5=#2*SQRT[1-#3*#3/900] G01 X[2*#5+40] Z[#3-30] #3=#3-0.1 IF[#3 GE #4] GOTO10 G01 Z-60.0 X38.0 X42.0 Z-62.0 X52.0 G00 X100.0 Z100.0 m05 m30 4、子弹 程序: O0002 G99G97G40 T0101 M03S500 G00 Z2.0 X52.0 G71 U2.0 W0.5 G71 P1 Q2 U1.0 W0.0 F0.3 N1 G01 X0.0 F0.1
数控车加工工艺品附FANUC系统程序
数控车加工工艺品经典资料(附F A N U C系统程序)1、奖杯 程序: O0001; G99G97G40; T0101; M03S800; ; ; G73U17R8; 0.0F1G1.32F2.35F5.06F、葫芦
程序: O0001 G99G97G40 M03S500 T0101 G00 G73 U25 R12 G73 P1 Q2 0.5 F N1 G01 0.0 F G03 5.15 F G02 G03 G03 2 G G70 P1 Q2 G00 M05 M30 3、椭圆(宏程序)
程序: O0001 G99G97G40 T0101 M03S500 0.0 F #1=30 #2=20 #3=30 #4=-24 N10 #5=#2*SQRT[1-#3*#3/900] G01 X[2*#5+40] Z[#3-30] #3=# IF[#3 GE #4] GOTO10 G01 G00 m05 m30 4、子弹
程序: O0002 G99G97G40 T0101 M03S500 G00 G71 G71 P1 Q2 0.0 F N1 G01 0.0 F G03 G01 G01 G02 G01 N2 G70 P1 Q2 G00 M05 M30 5、锤头
程序: O0001 G99G97G40 T0101 M03S500 G73U18R17 0.0F1G0.0F1.0F-39.0F10.0F3.0F、酒杯 程序:
酒杯外圆: O0001 G99G97G40 M03S500 T0101 G73U17R16 0.0F1G34.498F酒杯内轮廓: O0001 G99G97G40 M03S500 T0404 0.0F1G34.498F2G宇龙仿真效果演示: 7、国际象棋
数控车床加工件零件图及编程程序
数控车床加工件零件图及 编程程序 Prepared on 22 November 2020
加工件1: 根据下图零件,按GSK-980T数控系统要求编制加工程序。刀具装夹位置:粗、精车用1号外圆车刀,切断用4号切断刀。
编程参考 1 O 1001 ;说明: N10 G50 X50 Z100 ;以换刀点定位工件坐标系 N20 M3 S560 ;启动主轴 N30 T0101 ;换1号刀 N40 G0 X25 Z2 ;快速移动到加工出发点 N50 G71 ;执行外圆粗加工循环 N60 G71 P70 Q140 W0.2 F100 ;留余量,进给量100 mm/min N70 G0 X0 ;轮廓加工起始行 N80 G1 Z0 F30 ;精加工进给量30 N90 G3 X10 Z-5 R5 ; N100 G1 Z-15 ; N110 X18 W-10 ; N120 W-7 ; N130 X21 ; N140 X23 Z-33 ; N150 Z-45 ;轮廓加工结束行 N160 G70 P70 Q140 ;执行精加工循环 N170 G0 X50 Z100 ;回换刀点 N180 T0404 ;换4号切断刀 N190 G0 X27 ;定位切断起点,留0.1mm余量N200 G1 X12 F15 ; N210 G0 X25 ; N220 Z-40 ; N230 G1 X0 F10 ;切断,进给量10mm/min N240 G0 X50 ; N250 Z100 M5 ;回换刀点,停主轴 N260 T0100 ;换回基准刀 N270 M30 ;结束程序 %
加工件2: 下图为待加工零件,材料:φ25铝合金棒料;粗、精车用1号外圆车刀,切断用4号切断刀;换刀点定在X50,Z100,请根据GSK-980T系统要求编制加工程序。
数控工艺品子弹加工
四川什邡职业中专学校 课时授课教案 ______学年第_1_学期 课程名称: 数控加工技术 授课班级: 授课时间:第 4 周星期第 1-7 节 课题:课题四使用程序车削工艺品 教学目的: 1. 学习子弹程序并输入加工 __ 2. 熟练掌握机床操作并加工工件 ___ 3. 学会检测工件的准确性 重点难点:1.程序编写的完整性和准确性___ 2.程序输入熟练性 3.机床操作的熟练性 4.完成测试工件要求 教学方式与程序:讲解、示范、演练(抽1-2名学生现场演练)、巡回指导、考核 使用教具: 教材、常用工、量具,数控机床 课后作业: 见实训手册 课后记录: 年月日 一、实训项目:项目四工艺品加工( 280分钟) 二、技能要点: 1.班前会(安全教育) 2.巩固台阶面的编程 3.工艺品的加工 4. 学会工件测试 三、实训载体:数控机床安全操作规程 四、实训资料:见实训任务书
五、实训人数:人 六、实训设施:卡盘扳手、刀具扳手、加力杆、数控机床,游标卡尺(0.02mm)、外圆车刀、端面刀、螺纹刀、尖刀各9套 七、教学组织与实施
程序: O4441; T0101; M03 S1 G00X45.Z2.; G71U1 R0.5;(u半径)
G71P10Q20U0.2F100;(u直径) N10 G00 X1 S2; G01 Z0 F50; G03 X7.85 Z-15 R50 F50; G01 Z-19.92; X8.76; Z-27.49; X11.54 Z-31; G03 X12.01 Z-32 R3.18 F50; N20 G01 Z-71.09; G70 P10 Q20 G00 X100.Z100.; M05 M30;
数控车床实习心得体会范文
数控车床实习心得体会一 在课堂上学习电子数控专业大部分都是理论知识,所以我很珍惜这次实习机会,认真的听老师的讲解和介绍,观察每一个机械的构造和零件,以及学习它的实用方法,和理论知识相结合,才能理解的更透彻。 实习参观是数控机床。首先我们同学按顺序进去参观,然后上课的老师给我介绍一下参观时应该注意那些要求,不要乱碰机械,也不能乱按开关等。然后我们在老师的教导下通过上机学会了数控车床的程序编写,因为是电脑操作,所以我们首先必须学会电脑能够识别的语言、指令等,这样我们才能正确输入指令操控电脑,得到我们需要的产品。在编写好程序后,我们可以观看仿真模拟,预先知道该程序是否符合要求和标准,最后接触机床,将编好的程序输入数控机床,一切都是自动化的,零件很快就加工好了,符合我们的要求,所以数控机床很具有时代性。据说,数控机床的发展和换代几乎与计算机是同步发展的。 通过这次实习我们了解了现代机械制造工业的生产方式和工艺过程。熟悉工程材料主要成形方法和主要机械加工方法及其所用主要设备的工作原理和典型结构、工夹量具的使用以及安全操作技术。了解机械制造工艺知识和新工艺、新技术、新设备在机械制造中的应用。在工程材料主要成形加工方法和主要机械加工方法上,具有初步的独立操作技能。在了解、熟悉和掌握一定的工程基础知识和操作技能过程中,培养、提高和加强了我们的工程实践能力、创新意识和创新能力。这次实习,让我们明白做事要认真小心细致,不得有半点马虎。同时也培养了我们坚强不屈的本质,不到最后一秒决不放弃的毅力!培养和锻炼了劳动观点、质量和经济观念,强化遵守劳动纪律、遵守安全技术规则和爱护国家财产的自觉性,提高了我们的整体综合素质。在整个实习过程中,老师对我们的纪律要求非常严格,制订了学生实习守则,同时加强清理机床场地、遵守各工种的安全操作规程等要求,对学生的综合工程素质培养起到了较好的促进作用。 生平第一次有种“学以致用”的感觉,内心很有成就感,也真切的体会到真理必须要用实践去检验,不亲自去动手试验一下。有很多东西是书上没有的,只有在实践中才能体会得到,纸上谈兵只会让人走进误区,实践才是永远的老师。它带给我们的不仅仅是经验,它还让我们知道什么叫工作精神和严谨认真的作风。
毕业设计-红酒杯在数控车床上的工艺设计_编程和加工过程
红酒杯设计及加工 摘要 论文通过红酒杯的设计和加工,一方面力求做到按红酒杯的设计理论制定出一套合理的设计方案,所设计的红酒杯要符合经济、实用、精美的原则。产品的造型部分将运用UG 和AutoCAD这两款软件,前者用于实体建模,后者用来绘制二维工程图。在按要求完成产品造型的同时,也进一步了解和熟悉这两款软件的各个功能。 另一方面,产品零件的加工将在数控车床上完成,因工件的形状较规则,编程简单,故可采用手工编程加工。加工前将编写详尽的生产加工程序单和加工工艺流程表。产品的实际加工将作为检验产品设计方案的有效途径,最后再根据加工情况修改和完善产品的设计方案,最终生产出符合要求的红酒杯产品。 关键词:红酒杯;手工编程;数控车削. 目录 1 绪论1 2 红酒杯设计 2 材质选择 (2) 主要品牌 (3) 设计初稿 (5) 3 红酒杯实体造型 5 零件造型思路 (5) 红酒杯实体造型 (6) 新建零件文件 (6) 绘制截面曲线的草图 (6) 利用回旋生成实体 (7) 实体倒圆角 (8) 隐藏实体多余轮廓线 (9) 保存文件 (9)
4 红酒杯编程加工9 加工工艺分析 (9) 分析零件图样,确定加工方案 (10) 零件材料分析 (10) 数控机床的选择 (11) 工件的定位与装夹 (12) 刀具选择与安装 (13) 编制数控加工程序 (13) 数控加工注意事项 (15) 工件验收与质量误差分析 (16) 5 结论18 6 谢辞19 参考文献20 附录A 21 附录B 22
绪论 进入21世纪,制造业已成为推进社会生产力的重要力量,数控技术作为现代制业的先进方式,已得到了广泛的普及。作为数控专业的毕业生,必须达到熟练掌握常用数控机床的操作,了解不同产品的加工工艺并制定出合理的加工方案,还应具备产品设计和利用工具软件造型等技能。因此,本次毕业设计就是要通过设计及加工一款红酒杯产品,加深对数控加工的认识,培养产品设计造型的能力。 毕业设计包括论文誊写和产品数控加工两部分,产品的数控加工将是难点。因红酒杯零件属于薄壁、细长的悬伸件,自身结构刚性和承受切削、加紧能力差,加工过程中易产生多种变形。所以必须首要解决如何采取适当的措施减小和补偿形变,保证加工精度的问题。产品的理论设计将结合实际加工,根据加工情况将修改和完善产品的设计方案,最终生产出符合要求的红酒杯产品。 1红酒杯的基本构造 杯座 平坦的杯座使酒杯可以立着,不会翻到,尤其是倒满酒的时候 杯茎 杯茎的出现是为了让饮酒人的手不需要和杯肚接触,以避免把酒弄花或是让体温提升酒的温度。 杯肚 杯肚可能是酒杯最重要的组成,也是最程式化的。杯肚形状和尺寸影响香气的汇聚和散发、通气的程度和葡萄酒的视觉呈现效果。 最常见的形状是郁金香型,表现为底部稍宽、顶端附近呈锥形。这种形状使得人们可以晃动葡萄酒、进行观察,而香气又会被汇聚在狭窄的开口处,直接朝着鼻子的方向。用来饮用丰满酒体红酒的酒杯通常在底部都是宽阔而圆满的,目的是让葡萄酒与空气有更多的接触,为丰富的味道和香气提供更多的散发空间;而饮用白葡萄酒的酒杯底部相比较窄,为的是帮助保持酒的凉爽,在更小的空间里汇聚较淡的香气。香槟型酒杯是又细又长,以展示升腾的气泡,以及帮助保持低温。 尺寸 酒杯有很多的形状和尺寸,但有一个经验法则是酒杯应该足够大,这样有了足够的空间在晃动酒杯时避免了酒的溢出,香气也可以在杯子里散发并汇聚起来。 颜色 尽管彩色酒杯或者那些突出装饰的酒杯会很漂亮,但是最好的酒杯应该是光滑、平整,而且可以让酒杯中葡萄酒的美丽和精细透过杯壁清楚地展现出来。
车床零件加工工艺
轴类零件的数控加工工艺分析与编制 班级 姓名 学号 综合成绩 项目一轴类零件的数控加工工艺分析与编制 零件图
项目一轴类零件的数控加工工艺分析与编制零件图 任务一、零件图纸的工艺分析 该零件由圆柱、槽、螺纹等表面形成 设计基准径向以轴线为基准,轴向以工件右端面为基准。 未注倒角C1 表面粗糙度为Ra3.2,Ra1.6 工件材料为45钢 任务二、工艺路线的拟定 1、表面加工的方法 粗车---精车 粗车1.5 精车0.5 精度等级 IT7,IT8 表面粗糙度 3.2,1.6 2、毛坯尺寸 ?15mm*145mm 3、工序划分
任务三、机床的选择 零件毛坯尺寸:?35mm*145mm 零件最高精度:IT7,IT8 刀具类型:外圆车刀、螺纹刀 机床:CK6141 机床参数 主电机功率:4000(kw) 刀具数量:4 最大加工长度:1000(mm) 最大加工直径:58(mm) 最大回转直径:224(mm) 精度级:IT6~IT8 卡盘:三爪卡盘 任务四、装夹方案及夹具的选择 通过对刀的方式找基准 径向基准为轴线 轴向基准为工件两端面 夹具为三爪卡盘 任务五、刀具的选择 工件材料:45钢 刀具材料:硬质合金(刀片) P类:精JC215V(黛杰) 粗JC450V 适用加工结构钢、工具钢、耐热钢、铸钢可锻造钢,是钢材连续切削加工首选刀具材料 任务六、刀片规格 外圆车刀 CNMG080404 切槽刀 N123H2-03 50-0004-GF 螺纹刀 R166.0G-16MM01-150 任务五、刀具的选择 工件材料:45钢 刀具材料:硬质合金(刀片) P类:精JC215V(黛杰) 粗JC450V
数控车加工工艺品经典资料(附FANUC系统程序)
数控车加工工艺品经典资料(附FANUC系统程序)
数控车加工工艺品经典资料(附FANUC系统程序) 1、奖杯 程序: O0001; G99G97G40; T0101; M03S800; G00Z2.0; X38.0; 以上资料仅供学习参考,请勿转载,违反必究。 来源于传说中的12数控一
G73P1Q2U0.5W0.0F0.3; N1G01X1.32F0.1; Z0.0; X8.64Z-10.99; G02X7.91Z-14.39R2.35F0.1; G03X18.53Z-16.58R5.06F0.1; X30.98Z-19.95R8.04; X33.31Z-22.23R1.62; G02X32.41Z-24.11R2.96; G03X16.37Z-54.96R46.42; G02X17.29Z-57.44R1.55; G03X17.13Z-64.32R4; G02X14.49Z-71.95R29.59; X11.24Z-77.9R18.02; G03X19.24Z-91.06R72.07; G01X27.09; G03X29.67Z-96.78R7.19; X33.81Z-97.61R1.27; G01X33.81Z-105.36; N2X38.0; 以上资料仅供学习参考,请勿转载,违反必究。 来源于传说中的12数控一
G00X100.0; Z100.0; M05; M30; 2、葫芦 程序: O0001 G99G97G40 M03S500 T0101 G00 Z2.0 X52.0 G73 U25 R12 以上资料仅供学习参考,请勿转载,违反必究。 来源于传说中的12数控一
数控车-火箭模型实用工艺品组合件加工1
实用文档
技术要求: 1. 工件表面不能有磕碰、划痕、毛刺等,曲面光滑 2. 未注公差为 IT9-IT11
图
比例
1:1
SKC001
第2页
号
名称
火箭模型(件 1)
共7页
材
数量
1
ZL102
料
设计 校对
审核 批准
厂名
标记
一、火箭模型(件 1)相关知识准备
标准
实用文档
(二)子弹模型加工工艺编制
1.子弹模型加工的工艺过程见表
子弹模型数控加工工艺过程
数控加工工艺过程综合卡片
产品名称 零件名称 零件图号
材料
火箭模型
厂名(或院校名称)
组合件工 子弹模型
1
45#
艺品
序 工序名称
号
工序容及要求
工序简图
设备
工夹 具
01 下料
棒料 ?30mm×100mm (留夹持量)
锯床 略
三爪
02 加工外圆 粗加工外圆;
自定 HNC-22T
心卡
盘
三爪
精加工外圆至完成图纸 03 加工外圆
要求。
自定 HNC-22T
心卡
盘
三爪
通用量具检测各部分精
自定
04 检验
略
HNC-22T
度
心卡
盘
1) 加工芯棒轴 ?44 长
150mm, 在 轴 上 加 工
05 加工工艺
外螺纹;
芯棒 2) 车垫圈;
3) 加工与芯棒相配的
螺纹件。
CK6140
三爪 自定 心卡
盘
1) 用芯棒装夹孔; 2) 粗加工外圆; 06 加工外圆 3) 精 加 工 外 圆 至
?48mm。
通用量具检测各部分精
07 检验
略
度
标准
CK6140
三爪 自定 心卡
盘
CK6140
三爪 自定 心卡 盘
数控工艺品子弹加工
四川什方E 职业中专学校 课时授课教案 _____ 年第丄学期 课程名称:_______________ 数控加工技术_____________ 授课班级: _________________________________________________ 授课时间: 第 4 周星期第1-7 节 课题: 课题四使用程序车削工艺品________________ 教学目的:1. 学习子弹程序并输入加工__ 2. 熟练掌握机床操作并加工工件 ___________ 3. 学会检测工件的准确性____________________ 重点难点:1.程序编写的完整性和准确性________________________ 2. 程序输入熟练性________________________________ 3. 机床操作的熟练性____________________________ 4. 完成测试工件要求______________________________ 教学方式与程序:讲解、示范、演练(抽1-2名学生现场演练)、 巡回指导、考核使用教具: ________________ 教材、常用工、量具,数控机床 课后作业: ________________ 见实训手册 ______________________ 课后记录: _________________________________________________
一、实训项目:项目四工艺品加工(280分钟) 二、技能要点: 1 ?班前会(安全教育) 2?巩固台阶面的编程 3?工艺品的加工 4.学会工件测试 三、实训载体:数控机床安全操作规程 四、实训资料:见实训任务书 五、实训人数:人 六、实训设施:卡盘扳手、刀具扳手、加力杆、数控机床,游标卡尺(0.02mm)、外圆车刀、端面刀、螺纹刀、尖刀各9套 七、教学组织与实施
宁波东昊汽车部件有限公司年新增模具50套塑料产品330万套
宁波东昊汽车部件有限公司年新增模具50套塑料产品330万套生产项目环境 影响评价审批前公示 一、建设项目概况及污染源分析 项目名称:年新增模具50套塑料产品330万套生产项目 项目性质:新建 建设单位:宁波东昊汽车部件有限公司 建设地点:北仑大浦河北路2号,春晓慈山河路86号 项目概况:宁波东昊汽车部件有限公司成立于2003年,位于北仑大浦河北路2号,主要经营范围:汽车模具、摩托车模具及其它模具、模架、模板、模具材料的制造、加工;机械配件加工;汽车零配件生产;塑料制品加工;工艺品制造;锌铝铸件生产、加工;汽车货运(自用)。 该公司曾于2007年1月委托编制了《模具、塑料件及锌铝铸件生产加工项目环境影响报告表》,同月取得环评批复(仑环建〔2007〕55号),并于2008年12月通过项目竣工验收,取得竣工验收意见单(仑环验〔2008〕167号);2010年3月委托编制了《扩建年产模具200套及塑料制品50万套项目环境影响报告表》,同月月取得环评批复(仑环建〔2010〕82号),并于2012年1月通过项目竣工验收,取得竣工验收意见单(仑环验〔2012〕7号);2014年8月委托编制了《年增产10万套塑料注塑制品技改项目环境影响报告表》,并于同月获北仑环保局的环评批复(仑环建〔2014〕177号),并于2015年8月通过项目竣工验收,取得竣工验收意见单(仑环验〔2015〕182号)。 2017年9月6日经宁波市北仑区人民政府大碶街道办事处立项备案登记(仑大碶技改备〔2017〕077号),宁波东昊汽车部件有限公司拟投资2650万元,利用北仑大浦河北路2号原有厂房(建筑面积15690.03m2)进行塑料生产项目,并拟租用宁波北仑昊鑫机械有限公司位于春晓慈山河路86号的厂房(建筑面积3670m2)进行模具生产项目,建成后预计年新增模具50套塑料产品330万套。 二、项目建设可能对环境造成的影响 1、施工期 本项目使用已建厂房,无施工期污染。 2、营运期 (1)大碶街道大浦河北路厂区 ①废气 本项目生产过程中产生的废气主要为注塑废气、焊接废气、破碎粉尘。 A、注塑废气
数控车火箭模型工艺品组合件加工
项目五火箭模型工艺品组合件加工 项目导入 本项目是火箭模型工艺品制作加工,火箭模型头部是由椭圆线所形成的内外回转曲面的薄壁件;火箭模型中部为薄壁套;火箭模型尾部为薄壁喇叭口。薄壁在此项目中占重要位置。 薄壁套筒类零件是机械中常见的一种零件,它的应用范围很广,广泛应用在各工业部门。如支承旋转轴的各种形式的滑动轴承、夹具上引导刀具的导向套、内燃机气缸套、液压系统中的液压缸以及一般用途的套筒,由于其功用不同,套筒类零件的结构和尺寸有着很大的差别,但其结构上仍有共同点,即:零件的主要表面为同轴度要求较高的内外圆表面;零件壁的厚度较薄且易变形;零件长度一般大于直径等。同时它具有重量轻,节约材料,结构紧凑等特点。 项目描述 一、项目任务 1. 根据给定样图编制火箭模型工艺品的加工工艺规程 2. 根据工艺方案加工火箭模型工艺品设计并制作所需专用刀具 3. 设计并制作加工火箭模型工艺品所需专用夹具 4. 薄壁件加工的特点,掌握减少薄壁件变形的方法 4. 加工火箭模型工艺品组件 5.火箭模型工艺品零件质量检验及质量分析 二、重点难点 1. 薄壁件技术要求及工艺分析 2. 薄壁件加工精度和配合精度的保证方法 3.宏程序的编制 4. 夹具的制作 三、相关知识要点 1.零件加工精度、装配精度的获得方法及工艺尺寸链的计算 2.软爪的镗削方法
项目准备 一、资源要求 1.普及型数控车床(或经济型数控车床)若干台(根据学生人数按平均两人一台配置)所用机床为CK6140普及型数控车床FANUC Oi MATE-TB,或其它经济型数控车床,根据学生20人,每两人配一台,机床为20台。 2.各种常用数控车刀若干把 根据对薄壁零件特点、刀具的要求进行了分析选择刀具如下:见表1-1 各种常用数控车刀若干把 3.通用量具及工具若干 二、原材料准备 LY12、45钢 三、相关资料 《机械加工手册》、《金属切削手册》和《数控编程手册》。 项目计划 一、项目任务分析 1.本项目的特点 2.本项目中的关键工作 3.预计完成本项目所需时间 二、分工与进度计划 1.分组每组学员为3—4人,应注意强弱组合 2.编写项目计划(包括任务分配及完成时间)如下表5-1 表1-1 项目计划安排表 任务内容零件 时间 安排人员 安排 备注 任务1 工艺分析与工艺编制零件1 8 H 1人任务可以同时 进行,人员可以 交叉执行。 零件2 8 H 1人 零件3 8 H 1人