螺纹拧紧技术
螺纹拧紧培训资料
一.螺纹副基本知识
1.汽车常用螺纹副类型
2.螺纹强度(等级及标记)
二.螺纹拧紧原理及控制
1.螺纹拧紧原理
2.拧紧力矩控制方法
三.拧紧力矩的管理基础
1.螺纹紧固的四种错误
2.螺纹松弛的分类及防松措施
2.拧紧工具的选择
3.拧紧检具及检测方法
4.拧紧力矩的影响因素
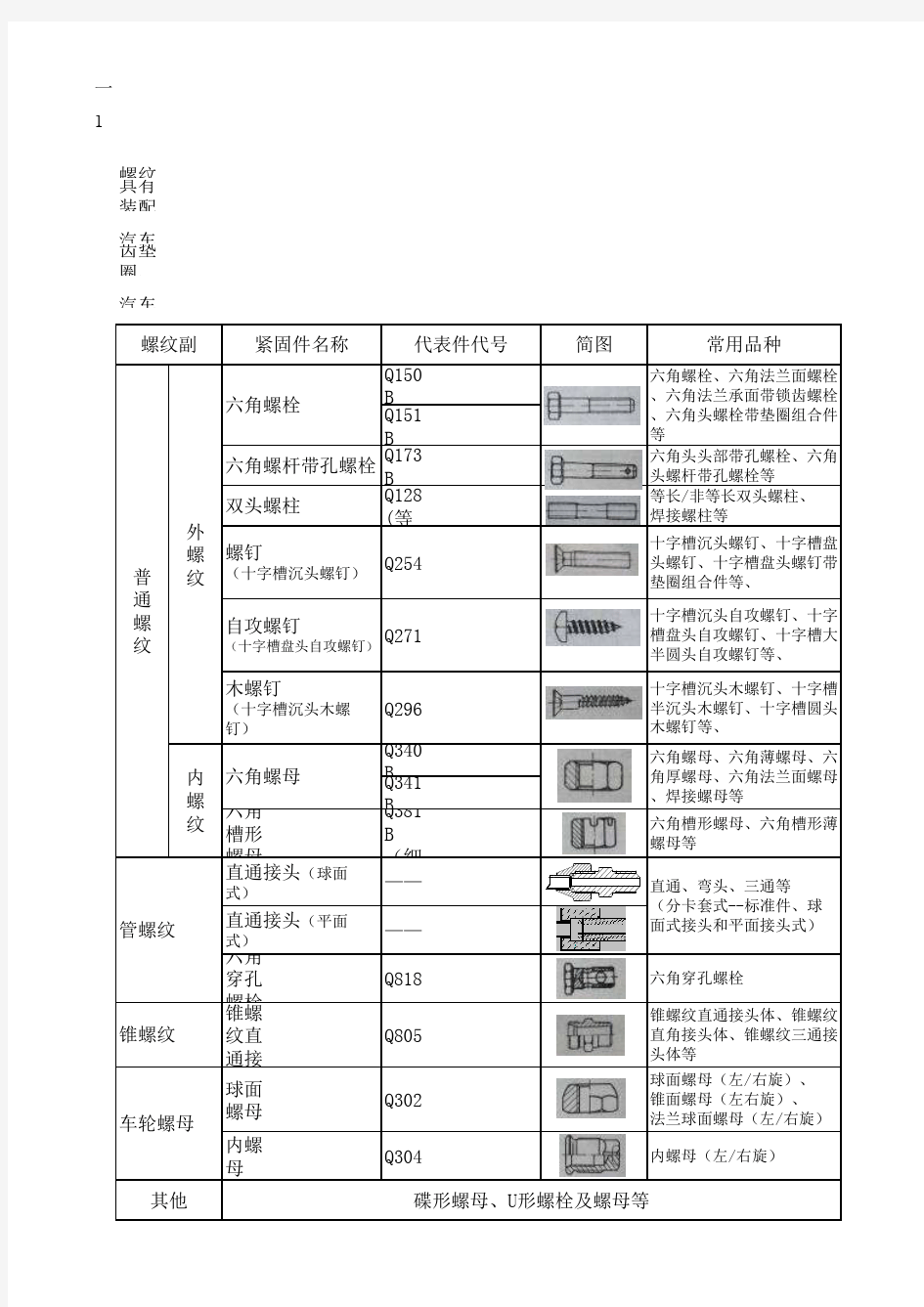
一.螺纹副基本知识1. 汽车常用螺纹副类型
螺纹联接是机械零部件之间结合的最常用方式之一,与铆接、焊接等结合方式相比,具有装配与维修的方便性,也是标准化程度最高的机械零件。
汽车常用螺纹紧固件主要包括:螺栓、螺柱、螺钉、螺母、弹簧垫圈、平垫圈、锯齿垫圈、螺塞、扩口式管接件、卡套式管接头体、锥形管接头体等。 汽车常用螺纹副如表一:Q150B(粗牙)
Q151B(细牙)
Q173B(细牙)Q128(等长)Q254
Q271
Q296
Q340B(粗牙)Q341B(细牙)六角槽形螺母
Q381B(细牙)
——
——六角穿孔螺栓
Q818
锥螺纹直通接头体Q805球面螺母
Q302内螺母
Q304
内螺母(左/右旋)
直通、弯头、三通等
(分卡套式--标准件、球面式接头和平面接头式)六角穿孔螺栓
直通接头(平面式)其他
碟形螺母、U形螺栓及螺母等
锥螺纹
管螺纹
车轮螺母
直通接头(球面式)锥螺纹直通接头体、锥螺纹直角接头体、锥螺纹三通接头体等
球面螺母(左/右旋)、锥面螺母(左右旋)、法兰球面螺母(左/右旋)等长/非等长双头螺柱、焊接螺柱等
内螺纹
普通螺纹
六角头头部带孔螺栓、六角头螺杆带孔螺栓等
十字槽沉头螺钉、十字槽盘头螺钉、十字槽盘头螺钉带垫圈组合件等、
十字槽沉头自攻螺钉、十字槽盘头自攻螺钉、十字槽大半圆头自攻螺钉等、六角槽形螺母、六角槽形薄螺母等
六角螺栓
六角螺杆带孔螺栓六角螺母、六角薄螺母、六角厚螺母、六角法兰面螺母、焊接螺母等
代表件代号螺纹副
外螺纹
六角螺母常用品种
简图十字槽沉头木螺钉、十字槽半沉头木螺钉、十字槽圆头木螺钉等、
自攻螺钉
(十字槽盘头自攻螺钉)
木螺钉
(十字槽沉头木螺钉)
紧固件名称双头螺柱螺钉
(十字槽沉头螺钉)
六角螺栓、六角法兰面螺栓、六角法兰承面带锁齿螺栓、六角头螺栓带垫圈组合件等
2. 螺纹强度(等级及标记)
螺纹的性能等级一般有:3.6、4.6、4.8、5.6、5.8、6.8、8.8、9.8、10.9、12.9。① 螺纹标记的含义:
1)8 8
第一个数:表示公称抗拉强度的 1/100 (即最大抗张应力 N/mm2)
100×8 = 800 N/mm2
第二个数:表示公称屈服强度与公称抗拉强度比值的关系(即屈强比)
0.8 = 80%
两数相乘得出其屈服强度 :
800* 0.8 = 640 N/mm2
2)BUFO:表示生产商 3)M:表示公制螺纹
② 材料标准:表二
P S B min
max max
max
max
min
3.60.2
4.8
5.8
6.8
0.250.550.250.212.90.28
0.5
0.040.04
380
其化学成分规定了含碳量的极限值和杂质硫、磷的上限,各性能等级的材料只要满足上表规定,材料就符合要求。③ 等级性能:表三
回火温度℃0
425
0.20.550.040.04
—
0.040.040.15或中碳钢淬火并回火中碳钢淬火并回火
或低、中碳合金钢(如硼、锰、铬)
淬火并回火10.9
淬火并回火或合金钢淬火并回火
0.4
性能等级化学成分 %
C —
0.050.0600.55
425
08.8材料和热处理
碳 钢
低碳合金钢(如硼、锰、铬)
合金钢淬火并回火
3.6
4.6
4.8
5.6
5.8
6.88.8d≤168.8d>16
9.810.912.9
公称抗拉强度N/mm2
300600
90010001200公称
1802403203004004806406407209001080min 1902403403004204806406607209401100伸长率 %
min
25
22
—20
—
—12
12
109
8
HRB (max)
99.5
HRC (max)32343739
44
HRB (min)52
67
7179
82
89
HRB (in)
2223283239
④ 螺纹强度计算:
P O = σS ×A S
其中:σS — 螺纹紧固件的屈服强度,N/mm2
A S — 螺纹部分有效面积, mm2
螺纹有效面积A S 可查表四:M20222.5M18115157M14M16M27
M22M24459
13
1922453033532.52.531.5M10M6M8M12 1.751.25496
1.51.51.51.51.522
12516721627233338464.511.2561.292.188.11.251.5————20.139.2136.65884.3螺纹直径粗牙螺纹细牙螺纹面积螺距面积螺距500
——
——
——
95
——
800机械物理性能屈服点屈服强度
洛氏硬度HR
400N/mm 2
二.螺纹拧紧原理及控制1. 螺纹拧紧原理① 螺纹原理
以倾斜角β的线,围绕圆柱或圆锥运动时,圆柱或圆锥上就形成了螺旋线。沿着螺旋线产 生的沟漕和突起物就是螺纹。圆柱的外侧螺纹叫外螺纹。圆柱的内侧螺纹叫内螺纹。螺纹是 内、外一组同时使用的。
螺纹主要参数
1)螺距P: 相连两个螺纹顶尖的距离。
2)导距L: 螺纹旋转一周时,螺纹上一点沿轴线方向前进的距离。 注:一条螺旋线产生的螺纹叫单头螺纹,螺距与导距相等。 两条或两条以上的等间隔的螺旋线产生的螺纹叫多头螺纹。
3)螺纹有效直径:
螺距
外螺纹
内螺纹
导距 = n ×螺距
米制螺纹
内螺纹
外螺纹
② 螺纹拧紧
拧紧是用螺栓、螺母把零件连接起来,不能松动。为了不让其松动,必须在螺栓上施加 一个叫“轴向力”的适当拉力(拧紧力)。
实际作业中,因为直接测量轴向力困难,所以螺栓、螺母拧紧时,用“扭矩”代替。
③ 螺纹紧固件中的受力情况
螺纹紧固件在紧固状态下,其受力有三个方面:
1)轴力F:作用在外螺纹件轴向拉力(被连接件夹紧力) 2)支承面摩擦力F W :螺母或螺栓与被连接件表面间摩擦力 3)螺纹副摩擦力F
: 外螺纹侧面与内螺纹侧面间摩擦力
正常情况下,三种受力比率为:
螺纹摩擦力F S
支承面摩擦力F W
轴力F
轴力F
F f
④ 拧紧力矩和紧固轴力的关系
当对螺母施加力时,将产生力矩力矩:
其拧紧力矩由两部分组成: 1)支承面摩擦力矩T W 2)螺纹副摩擦力矩T S
弹性区内,拧紧力矩和紧固轴力(预紧力)的关系式如下:
T = Ts + Tw = K F f d 预紧力:
F f = T / K d
其中,K:扭矩系数,与支承面粗糙度和润滑情况、螺纹副精度和润滑情况等有关。
FS 40
F
F
L
2L T a
T b
其例:T a = F ×2L = 2T b
F max
弹性区
F min
K max
K min
塑性区
紧固扭矩T
紧 固 轴 力 F f
T = F ×L
⑤ 影响预紧力因素
在采用同一扭矩紧固时:
Ⅰ.摩擦系数上升,K值变大,则预紧力F f 不足
Ⅱ.摩擦系数下降,K值变小,则预紧力F f 增大,可导致螺纹连接破坏失效。
⑥ 紧固件拧紧的实质
紧固件用螺纹进行紧固,其拧紧实质为:控制螺纹的紧固轴力(预紧力),保证 被连接件所需的夹紧力。
夹紧力需适中:过小夹不紧,被连接件容易松动;过大夹过紧,被连接件容易损 伤,同时,也容易造成螺纹件的损坏。
Ⅰ.轴向预紧力下限值:由联接结构的功能决定,此值必须保证被联接件在工作过程
中始终可靠贴合;
Ⅱ.轴向预紧力上限值:由螺栓(螺母)和被 联接件的强度决定,此值必须保证螺栓
及被联接件在预紧和服役过程中不发生破坏。
(如:螺栓拉长、拧断、脱扣、被联接件压陷/破裂等) 螺纹件紧固特性如下图:
抗拉
强度应变
摩擦力
2. 拧紧力矩控制方法
① 扭矩直接控制法
利用扭矩值与预紧力的线性关系,只 对紧固扭矩(Tf)进行控制,操作简便。
注:扭矩控制法受扭矩系数影响较大,
90%以上用于克服摩擦力,精度很低,一 般使用在非关键部位。
② 扭矩控制 — 转角监控法(或扭矩+角度控制)
在采用扭矩控制的同时,用紧固转角 θf 作为指标对预紧力进行监控的控制方法。
Ⅰ.20% N扭矩设定转角控制的起始点
Ⅱ.从起始点计算转角,同时记录扭矩
注:该方法装配精度高,可控制在5%以内,
一般用于较高的装配 部位,抗松动、
抗疲劳性能较佳,为拧紧装配工艺的发展方向。
③ 屈服点控制法
Ⅰ.拧紧系统先将螺栓拧至一起始力矩(50%),然后系统不断计 算 扭矩/转角 斜率,当螺栓材料达到屈服点(扭矩不再增加,而角度增加很快)斜率急剧 下降,则系统发出控制信号;
Ⅱ.得到信息后,系统略微停顿,再转10°左右。
注:该方法具有可最大限度地利用螺栓强度的优点,同时,对螺栓自身的屈服强 度及抗拉强度有严格的要求。(适用:塑性区域)
扭矩 角度
起始
扭矩
时间
三.拧紧力矩的管理基础
1.螺纹紧固的四种错误
① 紧固作业者的错误:忘记紧固,或紧固工具使用不当(工具正确);
② 紧固方法的错误:紧固次序不当,或紧固工具选择欠妥(工具不正确);
③ 紧固工具的错误:工具精度不高,性能不好;
④ 紧固连接件的错误:零不见尺寸超差,材质不好,螺纹润滑不良。
2.螺纹松弛的分类、原因及防松措施
① 螺纹松弛的分类与原因
② 防松措施
实际工作中,外载荷有振动、变化、材料高温蠕变等会造成摩擦力减少,螺纹副中正压力在某一瞬间消失、摩擦力为零,从而使螺纹联接松动,如经反复作用,螺纹联接就会松驰而失效。
防松原理
消除(或限制)螺纹副之间的相对运动,或增大相对运动的难度。
防松措施
为防止紧固件松动,除保证有效的轴力(预紧力)外,通常加装防松元件或采用带锁齿螺栓,或直接锁死。
1)摩擦防松 :
采用双螺母、弹簧垫圈、自锁螺母等
注:原则上弹簧垫圈只能用一次,拆后再装则影响防松效果。
2)机械防松:
如:开槽螺母与开口销,圆螺母与止动垫圈/止动垫片等
3)化学防松:粘合(如:螺纹涂密封胶)
4)永久防松:端铆、冲点、点焊
3.拧紧工具的选择
根据使用条件分:主要有手动、气动和电动; 根据拧紧扭矩分:主要有定扭工具和非定扭工具; 根据制造商分:有进口和国产工具。
拧紧工具的选择主要是根据螺栓强度相应的拧紧扭矩而选择的。① 定扭工具(常用见:表五)
手动定扭工具定值咔哒扳手价格便宜、劳动量大
8%扭矩控制油压脉冲
无反作用力、精度不高
10%扭矩控制定扭扳手精度高、有反作用力7%扭矩控制电动枪
方便、但适用扭矩小
5%扭矩控制
电动拧紧机
精度高、价格昂贵3%
扭矩+角度控制
② 非定扭工具
非定扭工具常用的有:冲击扳手、开口扳手、棘轮扳手、螺丝刀等,用力情况如表六:
L=10cm,F≈5Kg L=12cm,F≈20Kg L=15cm,F≈50Kg L=30cm以上,F≈100Kg
B10
B16
施力大小
(开口扳)
主要方法
施力部位螺栓大小
M20以上
气动定扭工具
电动定扭工具
M6以下
B20/B30
紧握住扳手的手柄端部,用臂力旋转。用力叉开双脚,尽全身重量和全力来拧紧。手腕力臂力
用食指、中指和大拇指拿着扳手,仅用手腕力旋转。定扭工具类型优缺点拧紧精度控制方式M6-M10M12-M14
紧紧握住扳手的手柄端部,用臂力旋转。肘力
冲击扳型号(国产)
B6
手腕力
肘力
臂力
③ 拧紧工具的选择
有扭力要求的工具,应选用定扭工具。在选用定扭工具时,应考虑:
1)产品结构——工具使用的方便性(能否加反作用力杆)2)现场环境——工具使用的方便性(能否悬挂)、噪音3)工艺参数——工具型号的扭力范围的适用性及精度等级4)制造厂商——工具的可靠性和服务质量(尽量集中厂商)5)生产效率——工具是否适应装配线速
4.拧紧检具及检测方法① 常用的拧紧检具
指针式力矩检测扳手、表盘式力矩检测扳手、传感器式力矩检测扳手等。 注:检具必须定期标定。
② 检测方法
1)动态扭矩检测:在装配的同时用在线式扭矩传感器测量
※ 动态检测能真实地反映紧固件的拧紧力矩。 2)静态扭矩 : 装配后用扭矩扳手测量
※ 静态检测由于是装配后检测,受到力矩衰减、静摩擦力、检具的精度等影响, 所测的力矩跟实际值有一定误差。
静态检测的方法有:拧紧法、拧松法、复位法(表七)
慢慢拧紧螺栓,螺栓转动且力矩回落后“短暂稳定状态”下的力矩值慢慢松开螺栓,螺栓开始转动时值或松开后的最大扭矩值
先划线、松螺栓、再均匀用力拧至原划线处的力矩值
力矩散差大
需重新拧紧
需均匀用力
备注力矩变化系数主要内容
检测方法拧紧法
拧松法复位法
0.819-1.1770.696-0.8191.004-1.178
5.拧紧力矩的影响因素① 气压
气压的稳定性对拧紧力矩的影响较大,不同的气压,风动工具将输出不同的力矩, 尤其要保证风动工具在运转的过程中有一个稳定的气压。
注:目前公司风动工具的气压稳定值为6.3±0.3Mpa。
② 零部件质量
零部件的质量对拧紧力矩的也有一定的影响,如螺纹烂牙、定位尺寸误差、支撑面变例:轮胎螺栓与钢圈的定位误差,易造成“假扭矩”,即力矩达到要求,在地面滚动 力 矩急剧下降。 ③ 润滑影响
在有润滑的条件下,扭矩系数K变小,同一扭矩将得到不同的轴向预紧力(夹紧力)— 偏 大;或相同的预紧力时,扭矩 — 偏小。
角螺栓和螺母凸缘螺栓和螺母
注:上表中扭矩系数为日本试验结果。
连 接 零 件扭矩系数 K 有润滑无润滑0.23
0.260.31
0.18
④ 工具的影响
1)拧紧工具的精度对拧紧力矩有直接的影响 2)检测工具的精度对力矩检测结果有直接的影响 ⑤ 拧紧方法的影响
拧紧方法对装配质量有较大的影响。常用的方法有: 1)对角拧 2)分组拧(分序) 3)分步拧 4)重复拧 Ⅰ.分步拧紧
单个螺母可直接一次拧紧,但组合螺母(如 U型螺栓、轮胎螺栓、缸盖螺栓等)必须分步拧紧,先定位、再复紧,有的需要多步拧紧。例:缸盖螺栓拧紧要求为
64Nm + 松懈 + 20Nm + 90°+ 90°。 Ⅱ.分序拧紧
主要针对组合螺母需按一定次序进行拧紧,或同时拧紧。例:
注:特别是容易伸展的板件,按照伸展方向来拧紧使用大直径的垫片较好。
6
4
2
3
5
1
圆周分布
附一:标准件屈服与极限紧固轴力值
附二:标准件常用拧紧力矩值