回转式烟气换热器安装工艺
回转式烟气换热器安装工艺
1 项目简介
回转式烟气换热器(Gas Gas Heater,以下简称GGH)是电厂湿法脱硫装置中常用的关键设备,尤其在景观要求和环境质量等要求高的地区,火电厂脱硫均须加装烟气换热器设备,进一步改善烟气扩散排放的条件,具有安装检修方便、耐磨损、腐蚀、易于清灰防堵、寿命长、运行费用低等优点。
GGH的制作、安装一般都引用国外专利商成熟的、可靠的技术,设备体积、重量较大,采用的是典型的大壳体、内置回转换热仓格现场组合、安装的工艺,我单位在兰州铝业股份有限公司自备电厂3*300MW脱硫工程中成功实施了回转式烟气换热器的安装,取得了较好的应用效果,形成了有特色的安装施工技术,就我公司在脱硫工程或类似现场拼装回转体设备的施工,具有积极的推广意义。
该工程提升了我们在环保脱硫业内的影响,增加了社会效益和经济效益。
其具体施工技术在应用实际情况中介绍。
1.1 开发研制情况
结合在****湿法脱硫装置安装工程GGH安装中成功实施的范例,通过立项、课题公关、研发、QC活动实施、工艺总结,于*年*月*日成文,形成了回转式烟气换热器安装施工技术成果,达到了国内同业同类施工工艺先进水平。
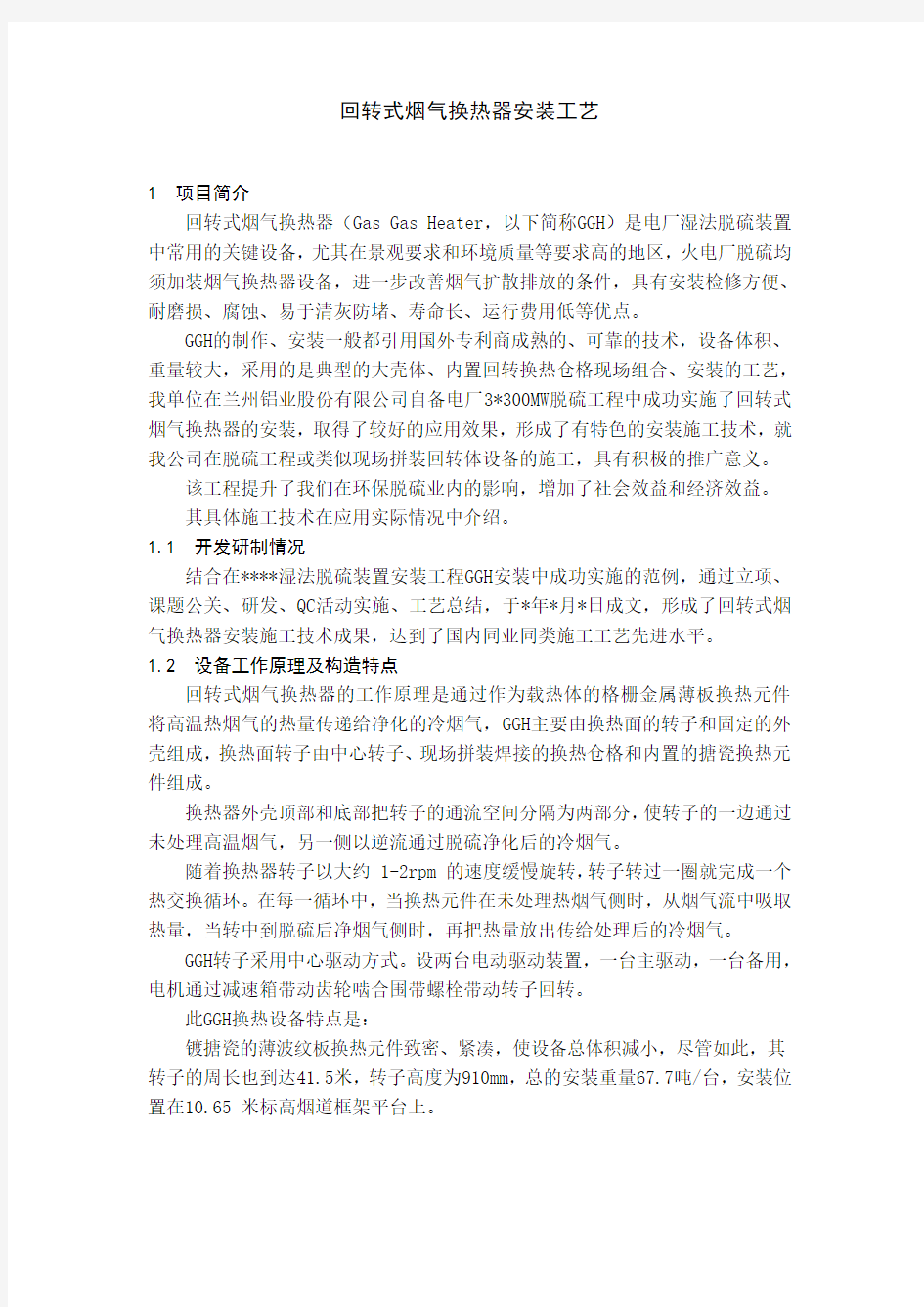
1.2 设备工作原理及构造特点
回转式烟气换热器的工作原理是通过作为载热体的格栅金属薄板换热元件将高温热烟气的热量传递给净化的冷烟气,GGH主要由换热面的转子和固定的外壳组成,换热面转子由中心转子、现场拼装焊接的换热仓格和内置的搪瓷换热元件组成。
换热器外壳顶部和底部把转子的通流空间分隔为两部分,使转子的一边通过未处理高温烟气,另一侧以逆流通过脱硫净化后的冷烟气。
随着换热器转子以大约 1-2rpm 的速度缓慢旋转,转子转过一圈就完成一个热交换循环。在每一循环中,当换热元件在未处理热烟气侧时,从烟气流中吸取热量,当转中到脱硫后净烟气侧时,再把热量放出传给处理后的冷烟气。
GGH转子采用中心驱动方式。设两台电动驱动装置,一台主驱动,一台备用,电机通过减速箱带动齿轮啮合围带螺栓带动转子回转。
此GGH换热设备特点是:
镀搪瓷的薄波纹板换热元件致密、紧凑,使设备总体积减小,尽管如此,其转子的周长也到达41.5米,转子高度为910mm,总的安装重量67.7吨/台,安装位置在10.65 米标高烟道框架平台上。
回转式烟器换热器热交换示意图
1.3 主要技术指标
本回转式烟气换热器安装施工工艺主要包括:
框架、壳体安装技术、转子及仓格拼装技术、转子法兰现场车削工艺、转子密封措施、GGH转子焊接工艺
拟定实施的GGH安装技术,控制了施工质量,加快了施工进度,节约了成本,增加了社会效益和经济效益,达到了预期的质量、工期目标,体现在:(1)转子的焊接变形得到了有效的控制。
(3)加快了施工进度,安装工艺实施中3台GGH的施工工期从120天缩短为78天,提前42天,脱硫装置总体工期提前28天,赢得了业主的好评。
(4)实现了静部件安装偏差不大于2mm,中心转子垂直度偏差不大于
0.2/1000mm,烟气泄露率不大于5.5~6.6%的技术指标。
1.4 主要优势及特点
中心转子拼装焊接点多,采用双人对称焊接的工艺,减小了焊接变形,加快了后续工序的施工进度;现场车削工艺对保证回转式转子体的施工质量提供一个可以借鉴的后加工方式。
2 应用实际情况
2.1 施工顺序
GGH主要由以下部件组成:转子主轴(上、下)、传热元件、密封框架上下部、高低温膨胀节、密封框架及调节装置、转子仓格、导向轴承系统、推力轴承系统、轴封(上、下)、壳体(上、中、下)、围带、驱动装置、检修平台、清洗装置、低泄露风机及阀门站等,概括的GGH施工安装工序为:
框架、下部壳体安装→转子及仓格拼装→框架、中上壳体安装→传热元件安
装→转子法兰现场车削→辅助装置安装
应用的设备安装施工工序为:
2.2 框架、壳体安装技术
2.2.1 梁体支座的安装
根据框架支座总图,在GGH支撑钢结构主平台上刻划中心线,将各支座点位置定位,在钢平台上安装滑动垫块,调整中心位置尺寸,并与支座点点焊。
梁体支座高度之间的超差可用设备供货的薄钢垫片来调整。用经纬仪、水准仪检查各支座点的水平度和相互标高差,调整水平误差在3mm 以内,中心线偏差和对角线偏差在±3mm。
2.2.2 推力轴承、转子起顶装置及下轴封的装配
在安装推力轴承(圆锥向心推力滚子轴承)之前,推力轴承支撑板的平坦度要检查,可允许的最大偏差为1mm,高度之间的超差可用和外壳支撑一起供货的薄钢垫片来调整。
推力轴承安装前需要解体清洗,清洗后需妥善保管。
推力轴承和转子起顶装置安装在钢结构平台的中心位置,具体标高为GL+10.65 m,调整水平标高,水平度0.3/1000。安装后对轴承座加油,盖上轴承盖,做好防护措施,防水防尘。
将下轴封装置预放在起顶装置上,并进行临时固定。
如下图:
推力轴承支撑安装图
2.2.3 壳体及密封框架安装
(1)壳体及密封框架下部安装:
按顺序安装的壳体部件有:中部下梁体,连接外壳的底部,左、右部下梁体,下部密封框架,其中较重的部件中部下梁体单重14吨,下部密封框架的密封鞋重13吨。均用50吨吊车吊装。
将中部下梁体、连接外壳底部连接到中心支座上,保证对中、水平,将下梁体连接螺丝拧紧,并点焊固定;在焊接之前,所有支撑点的高度必须要重新检查,在基板上拧紧外壳下部,通过焊接把它们连接在一起;下部密封框架装配时拧紧密封框架,调整密封框架水平度在±3毫米以内,框架连接处错边1毫米以内,安装密封板;每个密封框架有一个圆环段可拆卸,因为后面工序转子法兰要进行机加工。螺栓拧紧力60N/m,拧紧前螺栓涂锁固密封剂。
部件吊装过程中注意平坦,防止吊装变形。
后续上部密封框架的装配参照下部密封框架的安装。
如下面的图示:
中部下体梁安装图
右部下体梁安装图
壳体及密封框架下部现场安装图
(2)外壳中部上部的安装
中部壳体安装时分别从两侧安装,中部壳体需要留一块不焊接同下部密封框架在同一方位,中部壳体连接处不要焊接,只要用螺丝拧紧,待上部梁体安装完
后同时焊接,上部密封框架的安装同下部密封架相同,留一块不焊接。
安装上梁体中部时,先安装上梁体中心定位哈夫盘,定位后临时固定。
再安装左侧上梁,右侧上梁,检验上梁高度,水平度,对中测量合格后焊接。
上部壳体安装示意图
2.3 转子及换热仓格拼装技术
2.3.1 转子中心的安装
吊装中心转子前须安装下部壳体中心法兰盘,可起到中心定位专用。吊起中心转子,沿着中心法兰盘用支承枢轴引导中心转子插入开孔,在最上方导向枢轴顶部放置框式水平仪,校正中心转子的垂直度,并用临时支撑进行固定,转子安装时受力在起顶装置上,液压缸上顶后将罗母锁紧,上顶的行程不可超过总行程的三分之二,心转子垂直度偏差不大于0.2/1000mm,中心转子中部水平度可允许偏差最大为1mm。
如下图:
中心转子安装示意图
安装注意事项
转子在安装过程中推力轴承不可以受力,在所有焊接过程中推力轴承及导向轴承绝不可以有电流通过。转子安装时的受力可在起顶装置上,液压缸上顶后必须用锁紧螺母锁紧,上顶的行程不可超过总行程的三分之二。
2.3.2 转子仓格的拼装
GGH转子的周长为41.5米,直径13.2米,转子高度为910mm,整个转子由开形仓(即沿转子的周长方向布置成开形的钢板带)与闭形仓(即沿转子的半径方向布置成封闭的钢板带)组成,转子设计为6个开形仓,6个闭形仓。
先安装闭型转子仓格,把它们对准转子中心排列,检查每一组边缘的排列是否整齐,然后敲入定位销临时固定,用螺栓连接。
将6组闭型转子仓格全部吊装并临时就位,在吊装中要注意对称吊装,保持分布均匀,以免转子不平衡,用千斤顶调整每组仓格上平面的水平度,整体水平度3mm以内,水平度调节好后,在仓格与中心转子连接的2块板之间的上下部分点焊一定长度后以便固定,然后进行外圆找正,找正完毕后进行6片闭型转子仓格的焊接打底工作,外圆再次找正,完成所有焊接工作。
闭型转子仓格安装好后,再安装6组开型转子仓格,先安装临时的固定角钢,然后安装内部的连接板,与闭型仓之间用连接板连接形成一个转子整体。
转子现场整体组对拼装焊接好之后,在满焊转子之前对转子进行一次360度的全面检查,保证各仓格径向隔板、轴向隔板与转子平面的垂直度小于等于3mm,且各仓格内部尺寸一致,以保证传热元件的顺利安装。
2.3.3 转子仓格的焊接
GGH转子平面分布示意图
注:在GGH转子平面分布示意图中,黑色部分为闭形仓,其余均为开形仓,ABCDEFG表示为焊接位置,此GGH设计为6个开形仓,6个闭形仓。
采用双人对称焊工艺
在安装过程中,闭形仓先安装固定于中心转子(注意安装时应对称就位,即对称安装,防止转子安装完后水平度偏差较大),然后再安装开形仓。
开形仓与闭形仓的连接为焊接,连接钢板的厚度为30mm,焊缝数量多,根据焊缝焊接道数多、板厚的特点,开形仓与闭形仓板采用双人对称手工电弧焊工艺,即:在GGH转子平面分布示意图中,以D点为中心,向两边C和E点同时焊接,一个仓格焊接好后,再焊接对称的仓格,并用螺栓夹板严格控制焊接变形,下图中中间竖向焊缝为D点,前面竖向焊缝为C点,后面竖向焊缝为E点。
转子仓格拼装对接现场图
转子材质为考登钢,考登钢又名Corten钢,是美国Cu-P系列钢的代表钢种,属于低合金高强耐大气腐蚀结构钢,其对应美标是A871-03 ,标准里面的牌号是Grad65和Grad60。焊条采用TAC-16或S-7018.W,此焊条焊接性能非常优良,适于全位置焊接。
转子焊接检测:转子仓格格板角焊缝须100%着色探伤,对接焊缝100%UT探伤,出具焊接检验报告。
2.3.4 推力、导向轴承的安装及转子调整
认真安装工艺说明进行推力、导向轴承的安装:调整推力轴承的中心对准下轴承,并用液压系统顶起,再安装导向轴承并且固定在上轴承和上部壳体上。
在起顶转子的过程中,上部转子的表面和密封框架的缝隙要特别留意,在任何情况下两者表面的接触要避免。
用液压油缸把转子小心的安置在钢结构中,移开转子中心板上部使轴封放置至座架上,轴封和壳体不要拧紧。
用水平仪调整转子核对垂直度,并且调整到最佳,将推力-导向轴承调整螺丝调整好,用可调整的支架在钢构件中安置和固定推力轴承。
2.4 围带及驱动装置安装
2.4.1 围带的安装及调整
完成转子及仓格拼装及框架、中上壳体后,安装围带。
围带是由围带销和圆弧钢板的许多独立的段组成的,场后按照钢印编号组装成整体,围带相当于转子的齿轮,在驱动齿轮的咬合下带动围带使转子转动。
用安装钳把围带段在预先安装的辅助板位置一个接一个的用螺栓连接起来,支撑条安装在转子外壳板上并焊接,必须确保轴向偏差在“2mm”偏差范围内,对每个围带段,有2mm之外偏差的径向段用两个压力螺钉去调整。
围带轴向和径向偏差最大为:2mm,每个围带段都要测量,在轴向和径向首先围带螺栓(F)最后(L)。测量后做好记录。
2.4.2 驱动装置的安装
GGH转子采用中心驱动方式。设两台电动驱动装置,一台主驱动,一台备用。
驱动装置是个整体设备,参考驱动装配图进行安装,在驱动装置上用调节螺栓来调整啮合处(E)对于在围带和啮合处的距离达到要求。
2.5 传热元件及转子密封安装
2.5.1 传热元件的安装
涂搪瓷换热元件是普通碳钢(换热片)上外涂一层耐酸搪瓷,对传热影响小,且搪瓷表面光滑,不易结垢和积灰,其实际传热效果优于不锈钢,根据传热元件的钢印编号按顺序放置以便安装,使用电动葫芦吊具将传热元件小心吊入转子仓格内,手动调整传热元件将其定位,安装过程中严禁杂物掉入传热元件内,确保传热元件和转子之间的间隙达到规定的公差要求。
2.5.2 密封装置的安装
严格按照设备设计及使用要求,采取三向密封措施:在转子上、下端半径方向,外侧轴线方向以及圆周方向分别安装径向、轴向及旁路密封装置,密封装置分径向密封、环向密封和轴向密封,控制漏风率在5.5%-6.6之内%。
2.6 转子法兰现场车削工艺
转子仓格的分体制造、现场拼装方式,对转子的精确度和平整度有一定的影响,在传热元件安装以后,通过对转子法兰的精加工—现场车削的方式来提高转子的安装精度,在加工转子法兰之前,确保法兰表面平行于外壳顶部和底部,转子垂直度要检查并记录。
采用设备厂家提供的硬质合金切削刀片及车削加工装置进行车削,设计GGH 转子原高度为910mm,经车削加工后高度为900 mm,转子上、下法兰面各车削4-5mm,车削误差控制在1mm之内。
现场车削图
车削过程是利用电动机带动驱动装置内的小齿轮,由小齿轮带动转子上的围带,围带相当于转子齿轮,使转子转动,用固定的切割装置削割外周长钢板的上、下表面板,使之达到设计要求,使转子加工后的高度为900mm。
转子车削时,应做如下工作:
○1安装固定专用加工装置的支架,该支架距转子约20mm;
○2安装好车削设备,设备伸入转子外周长钢板的表面;
○3安装车削的刀片,注意一定要检查四块刀片要安装固定好;
○4先车削转子外周长钢板的上表面板,工作人员根据刀片切割钢板的均匀度进行调节车削设备,使之往前进,逐渐切削钢板。
控制车削的进刀量,用游标卡尺测量厚度,车削出来的铁皮厚度为0.1mm 左右,以此来控制调整刀片与转子法兰表面的接触高度,观察转子法兰表面的车削磨光度,表面有新的生铁痕迹,则表明此部位已经车削,可调节手柄调整刀片往里深入车削,达到验收要求。
○5转子外周长钢板的上表面板车削完后,转入下表面板车削,控制车削的进刀量,直到钢板切割4-5 mm为止。
在加工前用模拟加工程序检查精确位置,确认达到加工精度后进行加工。
安排专人记录每小时、每天上、下表面板车削量。
实施“24小时”车削制,同时使用2台转子加工设备,2副刀具,一般在10天左右时间完成1台换热器转子的车削。
3 推广前景及应用实例
GGH的现场安装采用了大壳体、内置回转换热仓格现场组合、安装的工艺,
对于脱硫工程或类似现场拼装回转体设备的施工,具有积极的推广意义。
我单位在****脱硫工程中成功实施了回转式烟气换热器的安装,取得了较好的应用效果,形成了有特色的安装施工工艺。
4 效益分析
采用本设备安装工艺,控制了施工质量,加快了施工进度,节约了成本,同时创造了良好的社会效益和经济效益,达到了预期的目标。
蒸汽冷凝器设计概要
本科毕业设计 (论文) 蒸汽冷凝器设计 Design of Steam Condenser 学院:机械工程学院 专业班级:过程装备与控制工程装备092 学生姓名:戴晓伟学号:050916105 指导教师:张志文(副教授) 2013 年6 月
目录 1 绪论 (1) 1.1 换热设备冷凝器过内外研究现状水平和发展趋势 (1) 1.2 冷凝器的类型及特点 (1) 2换热器的结构计算与强度校核 (3) 2.1 已知条件 (3) 2.2 确定管子数 (3) 2.3 壳体的内径和厚度 (4) 2.4拉杆的确定 (5) 2.5 确定折流板 (5) 2.6右端管箱的设计 (6) 2.7接管和管法兰的设计 (7) 2.8后端管板的设计 (10) 2.9浮头盖的设计 (15) 2.10右端管箱的设计 (22) 2.11侧法兰的设计 (23) 2.12支座的设计与选择 (27) 2.13吊环螺钉的设计 (27) 2.14防冲板的设计 (28) 2.15滑道的设计 (28) 3设备的维护与检修 (29) 3.1设备的检查 (29) 3.2换热器的清理和维护 (29) 结论 (30) 致谢 (31) 参考文献 (32)
1 绪论 1.1换热设备冷凝器国内外发展现状 冷凝器是一种用于冷却流体的换热设备。把压缩机排出的高温高压制冷剂蒸汽,通过散热冷凝为液体制冷剂,制冷剂从蒸发器中吸收的热量,被冷凝器周围的介质所吸收。有蒸汽冷凝器,锅炉用冷凝器等。冷凝器常被用于空调系统,工业化工程序,发电厂及其他热交换系统中。 早期的换热器只能采用简单的结构,而且传热面积小、体积大和笨重,如蛇管式换热器等。随着制造工艺的发展,逐步形成一种管壳式换热器;二十世纪20年代出现板式换热器,并应用于食品工业;30年代初,瑞典首次制成螺旋板换热器。接着英国用钎焊法制造出一种由铜及其合金材料制成的板翅式换热器,用于飞机发动机的散热;30年代末,瑞典又制造出第一台板壳式换热器,用于纸浆工厂;60年代左右,为了适应高温和高压条件下的换热和节能的需要,典型的管壳式换热器也得到了进一步的发展;70年代中期,在研究和发展热管的基础上又创制出热管式换热器。尽管我国在部分重要换热器产品领域获得了突破,但我国换热器技术基础研究仍然薄弱。与国外先进水平相比较,我国换热器产业最大的技术差距在于换热器产品的基础研究和原理研究,尤其是缺乏介质物性数据,对于流场、温度场、流动状态等工作原理研究不足。近年来,随着我国石化、钢铁等行业的快速发展,换热器的需求水平大幅上涨,但国内企业的供给能力有限,导致换热器行业呈现供不应求的市场状态,巨大的供给缺口需要进口来弥补。目前我国在换热器设计过程中还不能实现虚拟制造、仿真制造,缺乏自主知识产权的大型专业计算软件。根据中华人民共和国国民经济和社会发展第十一个五年规划纲要,“十一五”期间我国经济增长将保持年均7.5%的速度。而石化及钢铁作为支柱型产业,将继续保持快速发展的势头,预计2010年钢铁工业总产值将超过5000亿元,化工行业总产值将突破4000亿元。这些行业的发展都将为换热器行业提供更加广阔的发展空间。国内经济发展带来的良好机遇,以及进口产品巨大的可转化性共同预示着我国换热器行业良好的发展前景。 1.2冷凝器的类型和特点 冷凝器有蒸汽冷凝器和锅炉用冷凝器。 蒸汽冷凝器这种冷凝常应用于多效蒸发器末效二次蒸汽的冷凝,保证末效蒸发器的真空度。 喷淋式冷凝器,冷水从上部喷嘴喷入,蒸汽从侧面入口进入,蒸汽与冷水充分接触后被冷凝为水,同时沿管下流,部分不凝汽体也可能被带出。 充填式冷凝器,蒸汽从侧管进入后一上面喷下的冷水相接触冷凝器里面装了满了瓷环填料,填料被水淋湿后,增大了冷水与蒸汽的接触面积,蒸汽冷凝成水
管壳式换热器工艺设计说明书
管壳式换热器工艺设计说明书 1.设计方案简介 1.1工艺流程概述 由于循环冷却水较易结垢,为便于水垢清洗,应使循环水走管程,甲苯走壳程。如图1,苯经泵抽上来,经管道从接管A进入换热器壳程;冷却水则由泵抽上来经管道从接管C进入换热器管程。两物质在换热器中进行交换,苯从80℃被冷却至55℃之后,由接管B流出;循环冷却水则从30℃升至50℃,由接管D流出。 图1 工艺流程草图 1.2选择列管式换热器的类型 列管式换热器,又称管壳式换热器,是目前化工生产中应用最广泛
的传热设备。其主要优点是:单位体积所具有的传热面积大以及窜热效果较好;此外,结构简单,制造的材料围广,操作弹性也较大等。因此在高温、高压和大型装置上多采用列壳式换热器。如下图所示。 1.2.1列管式换热器的分类 根据列管式换热器结构特点的不同,主要分为以下几种: ⑴固定管板式换热器 固定管板式换热器,结构比较简单,造价较低。两管板由管子互相支承,因而在各种列管式换热器中,其管板最薄。其缺点是管外清洗困难,管壳间有温差应力存在,当两种介质温差较大时,必须设置膨胀节。 固定管板式换热器适用于壳程介质清洁,不易结垢,管程需清洗及温差不大或温差虽大但壳程压力不高的场合。 固定板式换热器 ⑵浮头式换热器 浮头式换热器,一端管板式固定的,另一端管板可在壳体移动,因
而管、壳间不产生温差应力。管束可以抽出,便于清洗。但这类换热器结构较复杂,金属耗量较大;浮头处发生漏时不便检查;管束与壳体间隙较大,影响传热。 浮头式换热器适用于管、壳温差较大及介质易结垢的场合。 ⑶填料函式换热器 填料函式换热器,管束一端可以自由膨胀,造价也比浮头式换热器低,检修、清洗容易,填函处泄漏能及时发现。但壳程介质有外漏的可能,壳程中不宜处理易挥发、易燃、易爆、有毒的介质。 ⑷U形管式换热器 U形管式换热器,只有一个管板,管程至少为两程,管束可以抽出清洗,管子可以自由膨胀。其缺点是管不便清洗,管板上布管少,结垢不紧凑,管外介质易短路,影响传热效果,层管子损坏后不易更换。 U形管式换热器适用于管、壳壁温差较大的场合,尤其是管介质清洁,不易结垢的高温、高压、腐蚀性较强的场合。
板翅式换热器
板翅式换热器 同组人:张弘达18、张来超14 薛业成06、张太平02
引言: 板翅式换热器:通常由隔板、翅片、封条、导流片组成。在相邻两隔板间放置翅片、导流片以及封条组成一夹层,称为通道,将这样的夹层根据流体的不同方式叠置起来,钎焊成一整体便组成板束,板束是板翅式换热器的核心。 --------张弘达 一、板翅式换热器的发展 二十世纪三十年代,板翅式换热器首先在航空工业上被采用,它结构紧凑、轻巧、传热效率高等特点引起了研究人员和设计工作者的兴趣。随后在制冷、石油化工、空气分离、航空航天、动力机械、超导等工业部门得到广泛应用,被公认是高效新型换热器之一。 1942年,美国的诺利斯首先进行了平直翅片、锯齿翅片、波纹翅片、钉状翅片的传热机理研究,找出几种主要翅片的摩擦因子(f),传热因子(j)与雷诺数(Re)的关系,为以后的研究与设计奠定了基础。1947年美国海军研究署、船舶局、航空局合作在斯坦福大学拟定了系统的研究计划并扩大了研究范围。 板翅式换热器发展中另一方面是制造工艺,对于结构复杂、隔板和翅片又很薄的铝合金钎焊工艺掌握是在经历了一段相当漫长又曲折过程,在突破许多关键技术后才达到今天的水平。 现在国外板翅式换热器最高设计压力可达10MPa以上,最大
芯体尺寸(L×W×H)6000~7000×1200×1200mm,重达10吨以上,可以有十多种流体同时换热。我国是从20世纪60年代中期开始板翅式换热器试验研究,70年代初期自行开发成功,并首先在空分设备上得到应用。90年代初,杭氧厂引进美国S.W公司大型真空钎焊炉和板翅式换热器制造技术,板翅式换热器生产在我国得到飞速发展。现在已在空气分离、石油化工(乙烯、合成氨、天然气分离与液化)、动力机械及航天(神舟号飞船)等工业部门得到广泛应用。并有部分出口国外(美国、加拿大等国)。 我国板翅式换热器目前的生产水平相当于国际上20世纪90年代中期水平。杭氧现已开发有近50种不同型式和尺寸规格的翅片,可满足各种换热要求。 二、板翅式换热器特点 (1)传热效率高。 (2)结构紧凑,单位体积换热面积为管壳式换热器5倍以上,最大可达几十倍。管壳式换热器一般为150~200m2/m3,而板翅式换热器因翅片具有扩展二次表面,使传热面积可达到1500~2500 m2/m3。 (3)轻巧、牢固。铝材密度ρ为2.7g/cm3,而钢材为7.8g/cm3,铜材为8.9g/cm3。 (4)适应性大,可适用多种介质热交换。在同一设备内可允许多达十多种介质之间热交换,可作气—气、气—液、液—液之间换热,亦可作冷凝和蒸发。 (5)经济性好。由于结构紧凑、铝材又轻,降低了设备投资费。
高温烟气换热器
换热器的分类 适用于不同介质、不同工况、不同温度、不同压力的换热器,结构型式也不同,换热器的具体分类如下: 一、换热器按传热原理分类 1、表面式换热器 表面式换热器是温度不同的两种流体在被壁面分开的空间里流动,通过壁面的导热和流体在壁表面对流,两种流体之间进行换热。表面式换热器有管壳式、套管式和其他型式的换热器。 2、蓄热式换热器 蓄热式换热器通过固体物质构成的蓄热体,把热量从高温流体传递给低温流体,热介质先通过加热固体物质达到一定温度后,冷介质再通过固体物质被加热,使之达到热量传递的目的。蓄热式换热器有旋转式、阀门切换式等。 3、流体连接间接式换热器 流体连接间接式换热器,是把两个表面式换热器由在其中循环的热载体连接起来的换热器,热载体在高温流体换热器和低温流体之间循环,在高温流体接受热量,在低温流体换热器把热量释放给低温流体。 4、直接接触式换热器 直接接触式换热器是两种流体直接接触进行换热的设备,例如,冷水塔、气体冷凝器等。 二、换热器按用途分类 1、加热器 加热器是把流体加热到必要的温度,但加热流体没有发生相的变化。 2、预热器 预热器预先加热流体,为工序操作提供标准的工艺参数。 3、过热器 过热器用于把流体(工艺气或蒸汽)加热到过热状态。 4、蒸发器 蒸发器用于加热流体,达到沸点以上温度,使其流体蒸发,一般有相的变化。 三、按换热器的结构分类
可分为:浮头式换热器、固定管板式换热器、U形管板换热器、板式换热器等。 泰州市远望换热设备有限公司 退火炉烟气余热回收用烟气换热器 1.工况说明 烟气量:7950m3/h 烟气进、出口温度:880℃/400℃ 烟气侧压力损失:≤50pa 预热空气量:6750m3/h 空气进、出口温度:常温/400℃ 空气侧压力损失:≤850pa 换热面积:80m3 根据换热器的温度工况条件(高温侧880℃),换热器的材质选择不锈钢2520,低温侧(400℃)材质选用不锈钢304。 2.简单示意图
装配工艺规程
装配工艺规程 基本概念 装配 按照一定的技术要求,将若干个零件装成一个组件或部件,或将若干个零件,部件装成一个机器的工艺过程,称为装配 部件装配 凡是将两个以上的零件结合在一起或将零件与几个组件结合在一起,成为一个装配单位的装配工作叫部件装配 装配工序 由一个或一组工人在不更换设备或地点的情况下完成的装配工作叫装配工序 装配方法: 完全互换装配法:在装配时各配合零件不经修配、选择或调整即可达到装配精度的方法。 选择装配法:将组成环的公差放大到经济加工精度,通过选择合适的零件进行装配,以保 证达到规定的安装精度。 调整装配法:装配时,根据装配实际的需要,改变产品中可调整的零件的相对位置或选用 合适的调整件以达到装配精度的方法。 修配装配法:装配时,根据装配的实际需要,在某一零件上除去少量预留修配量,以达到 装配精度的方法。 装配工作的要点:零件的清理和清洗工作。 清理工作包括去除残留的型砂、铁锈、切削等。 相配表面在配合或连接前的润滑。 相配零件的配合尺寸要准确。试车时的事前检查。 边装配边检查 试车时的事前检查。 装配尺寸链:指把影响某一装配精度的有关尺寸彼此按顺序地连接起来形成一个封闭图形,这些相互关联的封闭尺寸图形,称为装配尺寸链。全部组成尺寸为不同零件设计尺寸。 组成装配尺寸链至少有增环,减环和封闭环 装配尺寸链的计算: 根据装配方法,尺寸链的解法有完全互换法,选择法,修配法和调整法 封闭环基本尺寸,等于增环的基本尺寸之和减去减环的基本尺寸之和 封闭环的公差,等于所有组成环的公差之和 装配工艺规程 装配工艺过程及内容 组成:Ⅰ)装配前的准备工作:对零件进行清理和清洗;对某些零件进行修配,密封性实验或旋 转件的平衡实验 Ⅱ)装配工作:装配工作包括部件装配和总装配。把零件和部件结合成一台完整产品的过 程称为总装配。产品在进入总装以前的装配工作称为部件装配。部件装配 是从蕨零件开始的,装配蕨件可以是一个精简也可以是低一级的装配单位Ⅲ)调整,精度检查和试车:调整是指调节零件或机构的相对位置;装配精度检验包括工作精度检验和几何精度检验;试车是机器装配后,按设计要求进行运转实验;喷漆,涂 油和装箱 制定装配工艺规程内容 原则:1.保证产品装配质量;2.合理安排装配工序;3.尽可能少占车间的生产面积 方法:1.要对产品进行分析;2.确定组织形式;3.制定装配工艺卡片 内容:1.确定装配技术要求;2.制定检验方法;3.选择装配所需设备,工具;4.制定时间定额.
板翅式换热器及FLUENT软件的初步认识
前期报告 1.选题的目的和意义: 板翅式换热器由于其体积小、重量轻、效率高、结构紧凑等优点,在石油化工、航空航天、电子、原子能、机械和空调等领域得到了越来越广泛的应用。波纹翅片作为板翅式热交换器的一种常见翅片类型,研究其传热和流动特性对板翅式热交换器的设计具有指导作用,也对以后的工程计算有很大的帮助作用。 2.传热,流动及防结垢研究 关于传热,流动及防结垢的研究涉及范围宽广的许多问题。其最终目的有二:一是强化传热并尽量减少流动阻力,二是为更精确的设计计算提供理论基础和方法.强化传热同时避免过大的流动阻力的主要途径有两个方面,一方面开发出新的更高效的传热表面,另一方面更合理地选择有关参数和更合理地设计流体分配结构,使流动在流道中得以更均匀地分配。 1.2板翅换热器翅片的类型、特点及应用场合 1.2.1翅片类型 板翅换热器的传热面由平板和翅片表面组成,平板部分的传热面叫一次传热面,由翅片组成的叫二次传热面。二次传热面积占总传热面积的绝大部分,一般达70~90%。 (1)平直翅片:它是最基本的一种翅片,由金属薄片制成的一种最简单的翅片形式。其特点是有很长的带光滑壁的长方形翅片,其传热特性和流体流动特性与流体在长的圆形管道中的传热和流动特性
相似。翅片的主要作用是扩大传热面,而对于促进流体湍动的作用很小,但流道长度对传热效果有明显的影响。. (2)锯齿形翅片:结构特点是流体的流道被冲制成凹凸不平,其目的是增加流体湍动程度,并破坏传热边界层,从而强化传热过程使传热效率提高。 (3)多孔翅片:它是在平直翅片上冲出许多孔洞而成的.由于翅片上这些孔使传热边界层不断被破坏,不仅能提前向湍流过渡,而且能明显地增强过渡区和湍流区的传热,但在高雷诺数范围会出现噪音和振动. (4)波纹翅片:肋片纵向里波纹(或人字)状,可使流体的流向不断改变以促进湍流形成,弯曲处边界层可有微小破裂.流体在通道中流动时,由于不断改变流向而产生二次流及边界层分离而使传热效果得以增强。波纹越密,波幅越大,其增强效果也越大。 (5)错位翅片:在沿流体流动方向看是间断的而且是错位排列的。从传热和流动的角度来看,可以认为是由一系列相错排列的短的平直翅片组成的。传热系数高的主要原因是因为流体在流动中,其边界层在一个翅片段上还未及充分发展就被下一个错位的翅片段破坏了.从2整个流道长度来看,可以认为传热和流动都始终处于发展段. (6)百叶窗式翅片:其特点是翅片上冲有等距离的百叶窗式的栅格,向流道内凸出,其目的是破坏熟边界层,从而强化传热过程.在翅片尺寸相同条件下,栅格愈多传热效果愈好,但阻力亦愈大。1.2.2板翅换热器的优缺点
电子产品螺钉装配工艺规范
电子产品螺钉装配工艺规范 1 目的 本规范为了更好地保证产品生产过程装配质量及装配一致性、规范螺钉的使用规程而制定。 2范围 本规范适用于装配车间成品装配工艺。 3 螺钉的具体操作规范 3.1 紧固螺钉的工艺要求 紧固螺钉的基本要求:上紧不打滑。用工具可正常拆卸。 3.2 紧固螺钉对工具的要求 3.2.1 生产线上常使用装配螺钉的工具为风批、电批和十字螺丝刀。 3.2.2 风批和电批使用的动力要求风批使用的气源为洁净干燥的压缩空气,气源压力为0.36 MPa?0.05MPa 22 (3.6 kgf/cm?0.5 kgf/cm),风批接管无泄漏;电批使用时必须与配套的专用电源配套使用。 3.3 用螺钉对钣金件进行紧固时,正常情况下生产线选用风批作为操作工具,风批的档位要控制在二档(中档),如出现钣金件变形或错位造成连接孔对不正等的特殊情况时才允许使用一档,整批螺钉中有少量螺钉紧固时发生断裂现象时不允许用一档进行紧固。 3.4 用螺钉把塑料件紧固到钣金件上时,正常情况下生产线选用风批作为操作工具,风批档位要严格控制在二、三(中、小档)档,通常不允许使用一档进行紧固。 3.5 用螺钉对塑料件之间进行紧固或将钣金件紧固在塑料件上时,
原则上不允许使用冲击式风批作为固定螺钉的操作工具,要求使用电批(或较小扭力的紧固工具)作为操作工具,以免因塑料件开裂导致紧固螺钉打滑。 4 操作要求 4.1 在使用螺钉进行紧固操作之前,需选用正确的操作工具,并将工具调节至正确档位,再根据工艺文件的要求选用螺钉种类,并观察螺钉的外观是否合格。 4.2在紧固螺钉时必须按照工艺文件要求在关键的零件部位加弹性垫圈。当同一个零件有2个(含2个)以上紧固螺钉时,第一颗螺钉不能一步锁紧,只能预锁紧(螺钉头到紧固面约预留2mm,见图1-图4),要求紧固顺序为采用对角交互紧固其他螺钉逐步依次紧固(见图5)。 正确错误 打第1 个螺钉预留约2mm的距离 打第1个螺钉不能一步打紧 图1 图2 正确错误 打第1个螺钉预留约2mm的距离 打第1个螺钉不能一步打紧 图3 图4 紧固类似结构零部件的螺钉时,要按1、4、2、3的对角顺序交互紧 固 图5 4.3 用螺钉紧固零部件前,原则上待安装零部件的装配孔位需尽量对齐。当两个零部件之间的个别装配孔位出现错位,两个装配孔位的对齐度小于3/4孔径时
列管式换热器的设计
化工原理课程设计 学院: 化学化工学院 班级: | 姓名学号: 指导教师: $
目录§一.列管式换热器 ! .列管式换热器简介 设计任务 .列管式换热器设计内容 .操作条件 .主要设备结构图 §二.概述及设计要求 .换热器概述 .设计要求 ~ §三.设计条件及主要物理参数 . 初选换热器的类型 . 确定物性参数 .计算热流量及平均温差 壳程结构与相关计算公式 管程安排(流动空间的选择)及流速确定 计算传热系数k 计算传热面积 ^ §四.工艺设计计算 §五.换热器核算 §六.设计结果汇总 §七.设计评述 §八.工艺流程图 §九.主要符号说明 §十.参考资料
: §一 .列管式换热器 . 列管式换热器简介 列管式换热器又称为管壳式换热器,是最典型的间壁式换热器,历史悠久,占据主导作用,主要有壳体、管束、管板、折流挡板和封头等组成。一种流体在关内流动,其行程称为管程;另一种流体在管外流动,其行程称为壳程。管束的壁面即为传热面。 其主要优点是单位体积所具有的传热面积大,传热效果好,结构坚固,可选用的结构材料范围宽广,操作弹性大,因此在高温、高压和大型装置上多采用列管式换热器。为提高壳程流体流速,往往在壳体内安装一定数目与管束相互垂直的折流挡板。折流挡板不仅可防止流体短路、增加流体流速,还迫使流体按规定路径多次错流通过管束,使湍流程度大为增加。 列管式换热器中,由于两流体的温度不同,使管束和壳体的温度也不相同,因此它们的热膨胀程度也有差别。若两流体温差较大(50℃以上)时,就可能由于热应力而引起设备的变形,甚至弯曲或破裂,因此必须考虑这种热膨胀的影响。 设计任务 ¥ 1.任务 处理能力:3×105t/年煤油(每年按300天计算,每天24小时运行) 设备形式:列管式换热器 2.操作条件 (1)煤油:入口温度150℃,出口温度50℃ (2)冷却介质:循环水,入口温度20℃,出口温度30℃ (3)允许压强降:不大于一个大气压。 备注:此设计任务书(包括纸板和电子版)1月15日前由学委统一收齐上交,两人一组,自由组合。延迟上交的同学将没有成绩。 [ .列管式换热器设计内容 1.3.1、确定设计方案 (1)选择换热器的类型;(2)流程安排 1.3.2、确定物性参数 (1)定性温度;(2)定性温度下的物性参数 1.3.3、估算传热面积 (1)热负荷;(2)平均传热温度差;(3)传热面积;(4)冷却水用量 % 1.3.4、工艺结构尺寸 (1)管径和管内流速;(2)管程数;(3)平均传热温度差校正及壳程数;(4)
电控柜设计规范
电控柜设计规范 1 元器件安装 1.1 前提:所有元器件应按制造厂规定的安装条件进行安装。 适用条件 需要的灭弧距离 拆卸灭弧栅需要的空间等,对于手动开关的安装,必须保证开关的电弧对操作者不产生危险 1.2 组装前首先看明图纸及技术要求 1.3 检查产品型号、元器件型号、规格、数量等与图纸是否相符 1.4 检查元器件有无损坏 1.5 必须按图安装 (如果有图) 1.6 元器件组装顺序应从板前视,由左至右,由上至下 1.7 同一型号产品应保证组装一致性 1.8 面板、门板上的元件中心线的高度应符合规定 元件名称安装高度(m) 指示仪表、指示灯 0.6-2.0 电能计量仪表 0.6-1.8 控制开关、按钮 0.6-2.0 紧急操作件 0.8-1.6 组装产品应符合以下条件: 操作方便。元器件在操作时,不应受到空间的防碍,不应有触及带电体的可能。 维修容易。能够较方便地更换元器件及维修连线。 各种电气元件和装置的电气间隙、爬电距离应符合4.4 条的规定。 保证一、二次线的安装距离。 1.9 组装所用紧固件及金属零部件均应有防护层,对螺钉过孔、边缘及表面的毛刺、尖锋应打磨平整后再涂敷导电膏。 1.10 对于螺栓的紧固应选择适当的工具,不得破坏紧固件的防护层,并注意相应的扭距。 1.11 主回路上面的元器件,一般电抗器,变压器需要接地,断路器不需要接地,下图中为电抗器接地。
1.12 对于发热元件 (例如管形电阻、散热片等) 的安装应考虑其散热情况,安装距离应符合元件规定。额定功率为75W 及以上的管形电阻器应横装,不得垂直地面竖向安装。下图为错误接法
1.13 所有电器元件及附件,均应固定安装在支架或底板上,不得悬吊在电器及连线上。 1.14 接线面每个元件的附近有标牌,标注应与图纸相符。除元件本身附有供填写的标志牌外,标志牌不得固定在元件本体上。 a) 端子的标识
燃气锅炉冷凝器
当前形势: 1 近二十年来,世界能源结构发生了巨大的变化,由于燃料煤的使用,对地球环境造成了巨大的环境灾难,节能减排成为当前中国乃至世界能源工作的中心议题,随着新能源的开发使用,煤炭已经逐渐退出了民用供热领域,石油、天然气、电能已经成为民用供热的主要能源。 2 天然气售价再次上调; 节能由倡导转向指令; 能耗成本正在日益吞噬企业利润; 企业节能,势在必行,迫在眉睫。作为能源主体的锅炉能耗,是评测企业运行绩效的主要标志。无论是城镇集中供热的季节性运行,还是企业生产过程的连续运行,对能耗成本控制已经到了刻不容缓的时刻,因为高能耗每天在吞噬着经营利润。同时,高能耗产生的高污染,在破坏着我们赖以生存的环境,环境保护需要降耗减排,重要的途径就是节能。 燃气锅炉烟气热量损失分析 1.1燃气锅炉的热损失 1.。对于燃气(油)锅炉,余热回收是节能降耗、减排环保的最有效方法。普通的燃气锅炉,烟温排放温度在160-260℃。大量的显热和潜热被排放到大气层,不仅破坏生态,而且造成高能耗,降低锅炉的热效率,提高运行费用。 2. 天燃气中含有大量氢元素,经过燃烧产生大量水蒸汽。每1NM3天然气燃烧后可以产生1.55KG水蒸汽,具有可观的汽化潜热,大约为3700KJ,占天然气的低位发热量的10%左右。在排烟温度较高时,水蒸汽不能冷凝放出热量,随烟气排放,热量被浪费。同时,高温烟气也带走大量显热,一起形成较大的排烟损失。 3. 燃烧排烟是非冷凝式燃气锅炉和其他燃烧设备的主要热损失之一回收利用排烟余热、降低排烟温度是提高锅炉热效率的重要途径之一。由于天然气与空气混合燃烧后产生约占锅炉排烟总量28%的水蒸汽,为防止水蒸汽凝结对烟道及设备的腐蚀,现行锅炉标准要求燃气锅炉排烟温度必须高于烟气露点,以保证水蒸汽不凝结。因此,燃气锅炉的排烟温度较高,高温烟气中不但带走了可观的汽化潜热和物理显热,形成近15%的热损失,而且还含有一定数量的氮氧化物(NOX)和二氧化硫(SO2)等污染物污染大气环境。 1.2 减少热损失的途径 1.0为了减少燃气锅炉热损失、提高燃料利用率、节约能源,在燃气锅炉尾部设置烟气冷凝换热器,将锅炉排烟温度降到足够低的水平,烟气中呈过热状态的水蒸汽就会凝结,通过热交换吸收排烟中的物理显热和水蒸汽凝结所释放的潜热加以利用,按燃料低位热值为基准计算的锅炉热效率可达到或超过100%,此种加装了尾部换热器的锅炉称为冷凝式锅炉。 2.0 在普通燃气(燃油)锅炉的排烟系统中,加装“冷凝型燃气锅炉节能器”,可以有效回收烟气中的显热和潜热(冷凝水回收)。通过节能器,在降低排烟温度的同时,提升锅炉循环水(补水)的温度,使锅炉始终处在高温水运行,燃料的节省率可达8-15%。气化潜热得到的冷凝水回收后,经过简单处理,可以作为中水使用,是由于节能而得到的新能源,经济性可观。“冷凝型燃气锅炉节能器”,采用全新的制作工艺和换热技术,拥有自主知识产权的“纯铜换热本体”,是优于其他形式的换热部件,如换热表面积比其他光管、鳍片管、热管要
列管式换热器课程设计(含有CAD格式流程图和换热器图)
X X X X 大学 《材料工程原理B》课程设计 设计题目: 5.5×104t/y热水冷却换热器设计 专业: ----------------------------- 班级: ------------- 学号: ----------- 姓名: ---- 日期: --------------- 指导教师: ---------- 设计成绩:日期:
换热器设计任务书
目录 1.设计方案简介 2.工艺流程简介 3.工艺计算和主体设备设计 4.设计结果概要 5.附图 6.参考文献
1.设计方案简介 1.1列管式换热器的类型 根据列管式换热器的结构特点,主要分为以下四种。以下根据本次的设计要求,介绍几种常见的列管式换热器。 (1)固定管板式换热器 这类换热器如图1-1所示。固定管板式换热器的两端和壳体连为一体,管子则固定于管板上,它的结余构简单;在相同的壳体直径内,排管最多,比较紧凑;由于这种结构式壳测清洗困难,所以壳程宜用于不易结垢和清洁的流体。当管束和壳体之间的温差太大而产生不同的热膨胀时,用使用管子于管板的接口脱开,从而发生介质的泄漏。 (2)U型管换热器 U型管换热器结构特点是只有一块管板,换热管为U型,管子的两端固定在同一块管板上,其管程至少为两程。管束可以自由伸缩,当壳体与U型环热管由温差时,不会产生温差应力。U型管式换热器的优点是结构简单,只有一块管板,密封面少,运行可靠;管束可以抽出,管间清洗方便。其缺点是管内清洗困难;哟由于管子需要一定的弯曲半径,故管板的利用率较低;管束最内程管间距大,壳程易短路;内程管子坏了不能更换,因而报废率较高。此外,其造价比管定管板式高10%左右。 (3)浮头式换热器 浮头式换热器的结构如下图1-3所示。其结构特点是两端管板之一不与外科固定连接,可在壳体内沿轴向自由伸缩,该端称为浮头。浮头式换热器的优点是党环热管与壳体间有温差存在,壳体或环热管膨胀时,互不约束,不会产生温差应力;管束可以从壳体内抽搐,便与管内管间的清洗。其缺点是结构较复杂,用材量大,造价高;浮头盖与浮动管板间若密封不严,易发生泄漏,造成两种介质的混合。
配电柜接线工艺规范教程
1、元器件安装 1)前提:所有元器件应按制造厂规定的安装条件进行安装。适用条件需要的灭弧距离 拆卸灭弧栅需要的空间等,对于手动开关的安装,必须保证开关的电弧对操作者不产生危险 2)组装前首先看明图纸及技术要求 3)检查产品型号、元器件型号、规格、数量等与图纸是否相符 4)检查元器件有无损坏 5)必须按图安装(如果有图) 6)元器件组装顺序应从板前视,由左至右,由上至下 7)同一型号产品应保证组装一致性 8)面板、门板上的元件中心线的高度应符合规定: 组装产品应符合以下条件: ①作方便。元器件在操作时,不应受到空间的妨碍,不应有触及带电体的可能。 ②维修容易。能够较方便地更换元器件及维修连线。 ③各种电气元件和装置的电气间隙、爬电距离应符合4.4 条的规定。保证一、二次线的安装距离。 9)组装所用紧固件及金属零部件均应有防护层,对螺钉过孔、边缘及表面的毛刺、尖锋应打磨平整后再涂敷导电膏。 10)对于螺栓的紧固应选择适当的工具,不得破坏紧固件的防护层,并注意相应的扭距。 11)主回路上面的元器件,一般电抗器,变压器需要接地,断路器不需要接地,下图中为电抗器接地。 12)对于发热元件(例如管形电阻、散热片等) 的安装应考虑其散热情况,安装距离应符合元件规定。额定功率为75W 及以上的管形电阻器应横装,不得垂直地面竖向安装。下图为错误 接法 13) 所有电器元件及附件,均应固定安装在支架或底板上,不得悬吊在电器及连线上。 14)接线面每个元件的附近有标牌,标注应与图纸相符。除元件
本身附有供填写的标志牌外,标志牌不得固定在元件本体上。 15)标号应完整、清晰、牢固。标号粘贴位置应明确、醒目 16) 安装于面板、门板上的元件、其标号应粘贴于面板及门板背面元件下方,如下方无位置时可贴于左方,但粘贴位置尽可能一致。 17)保护接地连续性保护接地连续性利用有效接线来保证。 柜内任意两个金属部件通过螺钉连接时如有绝缘层均应采用相 应规格的接地垫圈并注意将垫圈齿面接触零部件表面(红圈处),或者破坏绝缘层。门上的接地处(红圈处)要加“抓垫”,防止因为油漆的问题而接触不好,而且连接线尽量短。 18)安装因振动易损坏的元件时,应在元件和安装板之间加装橡胶垫减震。 19) 对于有操作手柄的元件应将其调整到位,不得有卡阻现象。将母线、元件上预留给顾客接线用得螺栓拧紧。 2、二次回路布线 1)基本要求:按图施工、连线正确。二次线的连接(包括螺栓连接、插接、焊接等)均应牢固可靠,线束应横平竖直,配置坚牢,层次分明,整齐美观。同一合同的相同元件走线方式应一致。 2)二次线截面积要求: 单股导线不小于1.5㎜2 多股导线不小于1.0㎜2 弱电回路不小于0.5㎜2 电流回路不小于2.5㎜2 保护接地线不小于2.5㎜2 3)所有连接导线中间不应有接头。 4)每个电器元件的接点最多允许接2根线。 5)每个端子的接线点一般不宜接二根导线,特殊情况时如果必须接两根导线,则连接必须可靠。 6)二次线应远离飞弧元件,并不得防碍电器的操作。 7)电流表与分流器的连线之间不得经过端子,其线长不得超过3米 8)电流表与电流互感器之间的连线必须经过试验端子。 9)二次线不得从母线相间穿过。 10)带电阻的ProfibusBus 插头的连接(适用于一根电缆的连接),仅一根电缆连接时,则导线与第一个接口连接动开关置“ON”位置编织的屏蔽带准确的放置在金属导向装置上
板翅式换热器新技术及应用_凌祥
第31卷 第2期2002年3月 石 油 化 工 设 备 PET RO-CHEM ICAL EQ U IPM EN T V o l.31 N o.2 M ar. 2002 试验研究 文章编号:1000-7466(2002)02-0001-04 板翅式换热器新技术及应用 凌 祥,周帼彦,邹群彩,涂善东 (南京工业大学过程装备先进制造技术重点实验室,江苏南京 210009) 摘要:介绍了作者近年来在板翅式换热器研究与开发方面所做的工作:①为提高铝板翅式换热器翅片和隔板表面的耐蚀性和亲水性,开发了一种表面处理技术。②开发的板翅式换热器快速创型系统,具有优化设计、参数化绘图和快速报价等功能,能降低产品成本,提高设计效率十几倍。③通过应用先进制造工艺和引进新材料开发了一系列具有抗强腐蚀、抗结垢、耐高温和耐高压能力的板翅式换热器系列新产品。④应用大型有限元分析系统对高压板翅式换热器的结构特性进行了初步分析,得出了一些提高产品可靠性的设计准则。 关 键 词:板翅式换热器;快速创型;表面处理;先进制造工艺;有限元分析 中图分类号:TQ051.51 文献标识码:A N ew techniques of plate-fin heat exchangers and its application LIN G Xiang,ZHO U Guo-ya n,ZO U Qun-cai,T U Sha n-do ng (Adv anced M a nufacturing Technolog y Lab.o f Process Equipment, N anjing Univ ersity o f Techno lo g y,N anjing210009,China) Abstract:The resear ches made o n plat e-fin heat exchang ers by author s w ere intro duced.Fir stly,a surface tr eatment me tho d for fins and pa rting sheet is propo sed in o rder to enha nce their resistance to co rr osio n and hydro philic ca pability.Secondly,a rapid innov ation sy stem which inv o lv ed a lo t of functio ns such a s optima l ther mal desig n,pa ramet ric dr awing and r apid quo tatio n is dev eloped.The practice applicatio n o f this sy stem sho ws the desig n efficiency increases8to10tim es and the cost decr ease va stly.Thir dly,sev eral new type o f pla te-fin heat ex cha ng ers with specia l perfo rma nce,such as co rro sio n-proo f,anti-fo uling a nd high temper ature resistant etc,w er e dev eloped th ro ug h ado pting new adva nced ma terials and new a dv anced manufac turing techno log y. Fina lly,the st reng th ana ly sis fo r plate-fin heat exchang ers subjected to hig h pr essur e w as car ried out.So me design criteria to ensure the reliability of pla te-fin heat ex chang er s a re o btained. Key words:pla te-fin heat ex chang er;r apid innov ation;sur face t reatme nt;adv anced manufac turing techno log y; finite element a naly sis 板翅式换热器具有结构紧凑、传热效率高等特点,与传统的管壳式换热器相比,其传热效率提高20%~30%,成本可降低50%,现已广泛应用于石油化工、航空航天、电子、原子能和机械等领域。目前板翅式换热器的制造材料主要使用铝合金,因此存在耐腐蚀性差、承压低等缺点。另外,板翅式换热器结构比较复杂,人工进行热力设计困难,特别是有相变、多股流体换热的情况,用手工进行精确热力设计计算几乎不可能。为了进一步拓宽其应用范围,近年来板翅式换热器的设计理论、试验研究、制造工艺及开拓应用的研究方兴未艾[1],特别是一些新技术的渗透,使板翅式换热器的应用范围更加广泛,下面将 收稿日期:2001-09-22 基金项目:江苏省教委自然科学研究项目(99K JB460005) 作者简介:凌 祥(1967-),男(汉族),江苏东台人,副教授,主要从事过程装备先进再制造技术、新型高效过程设备和计算机辅助工程(CA E)的研究与开发。
注汽锅炉烟气冷凝技术方案
注汽锅炉烟气冷凝节能工 程技术方案 一.前言
在热能工程领域中计算锅炉的热效率都是用燃料的低位发热量来进行计算的,国外也是如此,如果按燃料的高位发位量来计算锅炉的热效率,则100%的热效率是不可能达到的(能量守恒)。一般来说,热效率100%以上的锅炉在常识上虽然难以理解,但如果将烟气中的水蒸汽凝结潜热利用起来,并且排烟温度降低得足够低,排烟损失很低的情况下,锅炉的热效率会提高到100%,甚至超过100%。 现在国外出现的利用高效的冷凝换热器和空气预热器来吸收锅炉尾部排烟中的显热和水蒸汽凝结所释放的潜热,从而达到提高锅炉热效率的冷凝余热回收锅炉。冷凝式锅炉发轫于欧洲。德国、荷兰、英国、奥地利等国家于上世纪70年代,开发家用冷凝式锅炉,到80年代末期90年代初期,韩国率先将冷凝式锅炉应用在大中型工业锅炉上,冷凝式锅炉除了具有传统锅炉的共性之外,更是制热机理的大胆革命与突破。在一些能源利用率较高的欧美国家,燃气冷凝式余热回收的热水锅炉其热效率高达103%以上,此外在烟气中的CO2和NOx等有害成份也大大降低,这对环保来说是非常有利的。在欧美等国,由于政府鼓励使用冷凝锅炉,所以需求量不断增加,冷凝锅炉的使用率瑞士60%、荷兰50%、德国20%、奥地利(20%)、英国(15%)。 国内通过特殊的换热器结构形式,吸收尾部排烟中的显热和水蒸汽凝结所释放的潜热的冷凝式燃气热水器,其热效率已提高到105%,达到了当今国际水平。冷凝式燃气热水器在国内的推广刚刚起步,但是他的市场潜力是非常大的。而在发达国家冷凝式燃气热水器约占热水器(炉)总产量的15%以上(个别国家达到95%)。
装配工艺规范(20210130024917)
本技术规范适合于公司从事机械装配作业之员工或技术人员一、作业前准备 1、作业资料:包括总装配图、部件装配图、零件图、物料BOM 表等,直至项目结束,必须保证图纸的完整性、整洁性、过程信息记录的完整性。 2、作业场所:零件摆放、部件装配必须在规定作业场所内进行,整机摆放与装配的场地必须规划清晰,直至整个项目结束,所有作业场所必须保持整齐、规范、有序。 3、装配物料:作业前,按照装配流程规定的装配物料必须按时到位,如果有部分非决定性材料没有到位,可以改变作业顺序,然后填写材料催工单交采购部。 4、装配前应了解设备的结构、装配技术和工艺要求。 二、基本规范 1、机械装配应严格按照设计部提供的装配图纸及工艺要求进行装配,严禁私自修改作业内容或以非正常的方式更改零件。 2、装配的零件必须是质检部验收合格的零件,装配过程中若发现漏检的不合格零件,应及时上报。 3、装配环境要求清洁,不得有粉尘或其它污染,零件应存放在干燥、无尘、有防护垫的场所。 4、装配过程中零件不得磕碰、切伤,不得损伤零件表面,或使零件明显弯、扭、变形,零件的配合表面不得有损伤。 5、相对运动的零件,装配时接触面间应加润滑油(脂)。 6、相配零件的配合尺寸要准确。 7、装配时,零件、工具应有专门的摆放设施,原则上零件、工具不允许摆放在机器上或直接放在地上,如果需要的话,应在摆放处铺设防护垫或地毯。 8、装配时原则上不允许踩踏机械,如果需要踩踏作业,必须在机械上铺设防护垫或地毯,重要部件及非金属强度较低部位严禁踩踏。 三、联接方法 1、螺栓联接 A ?螺栓紧固时,不得采用活动扳手,每个螺母下面不得使用1个以上相同的垫圈,沉 头螺钉拧紧后,钉头应埋入机件内,不得外露。 B?—般情况下,螺纹连接应有防松弹簧垫圈,对称多个螺栓拧紧方法应采用对称顺序逐步拧紧,条形连接件应从中间向两方向对称逐步拧紧。 C?螺栓与螺母拧紧后,螺栓应露出螺母1-2个螺距;螺钉在紧固运动装置或维护时无须拆卸部件的场合,装配前螺丝上应加涂螺纹胶。 D ?有规定拧紧力矩要求的紧固件,应采用力矩扳手,按规定拧紧力矩紧固。未规定拧 紧力矩的螺栓,其拧紧力矩可参考《附表》的规定。 2、销连接 A ?定位销的端面一般应略高出零件表面,带螺尾的锥销装入相关零件后,其大端应沉入孔内。 B ?开口销装入相关零件后,其尾部应分开60°-90° 3、键联接 A. 平键与固定键的键槽两侧面应均匀接触,其配合面间不得有间隙。 B. 间隙配合的键(或花键)装配后,相对运动的零件沿着轴向移动时,不得有松紧不均现象。C?钩头键、锲键装配后其接触面积应不小于工作面积的70%,且不接触部分不得集中于一处;外露部分的长度应为斜面长度的10%-15%。 4、铆接
装配工艺的编制规范
装配工艺的编制规范 一、产品装配概述 装配是整个机械制造过程的后期工作。机器设备的各种零部件只有经过正确的装配,才能完成符合要求的产品。怎样将零件装配成产品,零件精度与产品精度的关系,以及达到装配精度的方法,是装配工艺所要解决的问题。 二、装配的概念 装配是把不同的零件、部(组)件按设计要求组合成一个可以操作的整体的过程。 零件是构成及其(或产品)的最小单元。将若干个零件结合在一起组成及其的一部分,称为部件。直接进入产品装配的部件成为组件。任何产品都是由许多零件、组件和部件组成。根据规定的技术要求,将若干零件结合成组件和部件,并进一步将零件、组件和部件结合成产品的过程称为装配。前者称为部件装配;后者称为总装配。装配是产品制造过程中的最后一个阶段。为了使产品达到规定的技术要求,装配不仅是指零、部件的结合过程,还应包括调整、检验、试验、油漆和包装等工作。 三、装配方法及顺序 1 1、装配方法: 在生产过程中,保证产品精度的具体装配方法有:互换法、选配法、修配法和调整法四种。
⑴、为了保证产品精度,根据公司目前生产具体情况,装配方法可从修配法和调整法做起,逐步扩展到互换法和选配法装配。 ⑵、工艺人员要经常深入生产一线,了解一线工人的工作情况,虚心学习请教生产中容易出现的问题及解决方法和意见,从中找出更合理的、切实可行的装配工艺和装配方法。 2、划分装配单元: 零件 合件不可拆卸 装配单元分五级组件可拆卸 部件单独功能 总成机器 3、确定装配顺序: ⑴装配前工件要先安排预处理,如倒角、去毛刺、清洗、涂漆等。 ⑵装配时应先下后上,先内后外,先难后易,先重(大)后轻(小),先精密后一般, 以保证装配顺利进行。 2 ⑶还应考虑位于基准件同一方位的装配工作和使用同一 工艺装备的工作要尽量集中进行。 ⑷易燃、易爆等有危险性的工作,尽量放在最后进行。 ⑸根据本公司生产情况,最终达到发运状态。 四、装配程度: