制动盘铸造工艺设计

1.结合所学知识,查找相应资料,对所给零件或铸件原铸造工艺
进行分析(工艺图设计,参数选取,砂芯设计,冒口设计,模板设计等)谈谈你的体会,及对教材、课堂教学的建议。
2.查资料,完成所指定锻件的生产过程,锻件图设计、相应的计
算过程、下料、加热、锻造及热处理工艺进行分析。
3.结合汽车零件生产。阐述埋弧焊原理、工艺特点、质量保证措
施。
1.结合所学知识,查找相应资料,对所给零件或铸件原铸造工艺进行分析(工艺图设计,参数选取,砂芯设计,冒口设计,模板设计等)。
1.1制动盘铸造要求及现状
一、生产技术状况:制动盘种类繁多,特点是壁薄,盘片及中心处由砂芯形成。不同种类制动盘,在盘径、盘片厚度及两片间隙尺寸上存在差异,盘毂的厚度和高度也各不相同。单层盘片的制动盘结构比较简单。铸件重量多为
6-18kg。
二、技术要求:铸件外轮廓全部加工,精加工后不得有任何缩松、气孔、砂眼等铸造缺陷。金相组织为中等片状型,石墨型,组织均匀,断面敏感性小(特别是硬度差小)。
三、力学性能:(T b >250MPa , HB180?240,相当于国际HT250牌号。
四、有些外商对铸件的化学成分也作要求,本设计不作详细介绍。
1.2设计内容
用金属型覆砂技术克服上述局限性,解决当前所遇到的铸造问题,保证工艺出品率。即在金属型与铸件外形间覆薄砂层,形成砂型胶。优点是同时具备金属型和砂型铸造的特点,金属型与熔体不直接接触,冷却速度和金相组织易于控制,同时提高金属型寿命,铸件形状可较复杂。铸件可保证致密无气孔、缩孔、缩松等缺陷,工艺出口率咼。
2.1设计任务要求
名称:制动盘
材料:HT220
类型:成批生产
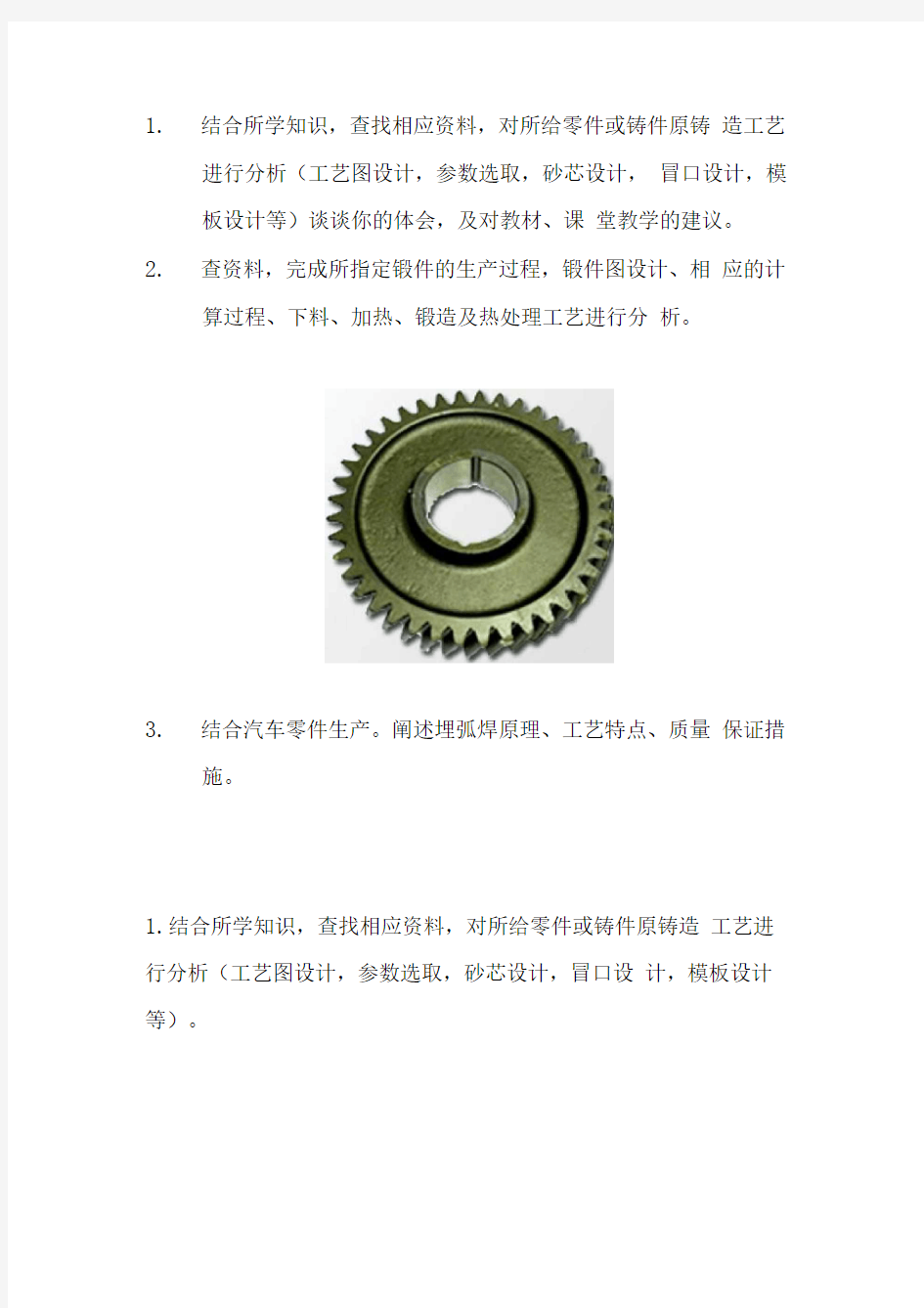
本铸件属于盘状薄壁件,盘面上的风道利于空气对流,达到散热的目的。如下图所示。采用金属型覆砂工艺,需考虑金属型材料及芯砂材料。
2.2金属型材料选择
根据以往金属型设计经验,选择常用的HT200作为金属型材料,参数如下:
牌号:HT200
标准:GB 9439-88
特性:珠光体类型的灰铸铁。其强度、耐磨性、耐热性均较好,减振性良好, 铸造性能较优,需进行人工时效处理,其原理是把铸件重新加热到530-620 C, 目的在于消除铸件内应力,减少变形、开裂的缺陷。
化学成分:碳C : 3.16?3.30
硅Si : 1.79 ?1.93
锰Mn:0.89 ?1.04
硫S : 0.094 ?0.125
磷P : 0.120 ?0.170
力学性能:抗拉强度(T b (MPa): 200
硬度:(RH=1时)209HB
试样尺寸:试棒直径:30mm 金相组织:片状石墨+珠光体
2.3铁型覆砂工艺介绍
覆膜砂:在造型、制芯前砂粒表面上已覆盖有一层固态树脂膜的型砂、芯砂称为覆膜砂。他是最早的一种热固性树脂砂,由德国克罗宁博士于1944年发明。其基本工艺过程是利用射芯在加热的铁型上填上一层覆膜砂,以形成精密的型腔来生产铸件。本设计覆膜砂厚度为5mm
覆膜砂基本配比
2.4芯砂选择
造型材料性能的基本要求:
1、具有一定强度,保证在合型、搬运和浇注过程中不变形、不损坏
2、良好的透气性。
3、对铸件收缩的可退让性。
4、一定的耐火度和化学稳定性。
树脂自硬砂是指原砂(或再生砂)以合成树脂为粘结剂,在相应的固化剂作用下,在室温下自行硬化成形的一类芯砂,其基本特点是:
1)型砂加热无需加热烘干,更节省资源,同时可以采用木质或塑料芯盒和模板。
2)铸件质量高,铸铁件的尺寸精度可达CT8-CT10铸铁件的表面粗糙度为R a=25?50卩m 比粘土砂、水玻璃砂好。
3)型砂容易紧实,易溃散,好清理,旧砂容易再生回用,因而大大减轻劳动强度,改善车间劳动环境,使单间小批量生产实现机械化。
4)树脂价格较高,同时要求使用优质原砂,因而型砂成本比粘土砂水玻璃砂高。
5)混砂、造型、浇注时,有刺激性的气味,应注意劳动保护。
树脂自硬砂用原砂的技术指标(%
树脂自硬砂配比
2.0 2.0 5 1.0 0.2 0.2 0.1 6)砂芯如下图:
图2.3砂芯结构尺寸示意图
3.1零件结构的铸造工艺性分析
制动盘产品图
(1)产品质量要求较高,不仅需要较高的精度,还要有足够的强度、硬度,尤其是上、下制动盘面不允许出现任何铸造缺陷,更不允许使用焊补等方法进行修复。
(2)产品表面积相对较大,且结构造成的铸造热节,容易形成缩孔、缩松缺陷。
(3)产品平面较大且较厚,在保证有足够的强度、硬度等性能外,还要防止气孔、缩松、夹渣等铸造缺陷的产生。
3.1.1铸造工艺分析
覆砂金属型铸造工艺是一种新型的铸造方法,它是在粗成形的金属型(铁型) 内腔上覆上一层5?8mm的覆砂层而形成铸型的一种先进铸造工艺。该工艺克
服了金属型铸造无退让性的缺点,使冷却条件得到很好的改善;该工艺不仅提高了铸件的成品率和工艺出品率,对铸件的表面质量和力学性能也有了很大的
3.1.2实际生产工艺
大批量生产中的铁型覆砂铸造,其覆砂造型方法如图3所示。覆砂造型是铁型背面的一组射砂孔,经铁型和模样合模后形成的间隙(缝隙宽度等于覆砂层厚度)射入流动性较好的型砂,再经固化,起模后即形成铁型覆砂的铸型(即覆砂铁型)。一般铁型覆砂铸造的生产流程如图4所示。
射砂头
別板
图3机械造型
蒔割清理k- <
Qi com co
M U I IU V v
图4铁型覆砂铸造铸造生产流程图
3.1.3拟定铸造工艺
从铸件凝固技术的角度看,水平造型生产盘类铸件较垂直造型更易获得致密无缺陷的优质铸件。制动盘是一种径向尺寸大于纵向高度的均匀盘类铸件,采用
水平造型分型面处于水平方向,分型面设置在刹车面处,即产品的径向处于水平位置,而铸件其他部位大部分处在下型腔,在此处设置浇注系统向型腔填充铁液,浇注完成后,铸件上部铁液温度高于下部温度,符合铸件凝固从下到上,从外到中心的凝固顺序,浇注系统能够形成对
铸件最后凝固部位液体收缩的补给,有利于消除铸件的缩松缺陷,提高了铸件的致密度。同时,采用水平造型,顺应了制动盘这种铸件径向尺寸大,纵向高度小的特点,在同样浇注温度下,易使铁液中的气体夹杂物和由浇注系统卷入型腔的气体渣子,在铸件凝固前向上漂浮到铸件的顶部,通过设计铸件顶部稍大的加工余量加工掉,减少废品的产生。故本设计采用水平分型如下图: