锤磨机:锤片式粉碎机机械外文文献翻译、中英文翻译、外文翻译
附录1:
锤磨机:锤片式粉碎机
在饲料加工过程中可能存在的成分需要某种形式的处理方式来完成。这些饲料成分包括粗糙的谷类植物,按要求减小玉米粒度可以提高原料的性能和营养价值。有许多不同的方法可以减小饲料微粒的粒度。在这里我们主要介绍锤磨机和滚子磨机,具体介绍如下:锤片式和滚子式粉碎机都可以加工出满足要求的圆形饲料,但是要选择其他机器来满足同样要求的饲料粒度时就需要再加工前选择合适的加工方式。过度减小饲料粒度将会浪费电能、造成机械设备不必要的磨损和家畜的消化问题。为了深入了解实际加工过程中产生材料粒度减小的原因请参考一下内容:微粒尺寸减小。
锤片式粉碎机
优点:
—可以生产的饲料粒度范围广
—可以用于加工脆性材料和纤维
—操作简单
—相对于滚子式粉碎机来说它的早期投入低
—需要的维护很少
—它粉碎的饲料微粒一般都是圆形的而且表面光滑
缺点:
—相对于滚子粉碎机它的效率较低
—产生热量(能量损失)
—微粒大小不均匀(相差大)
—易产生噪音和灰尘、污染环境
总体设计
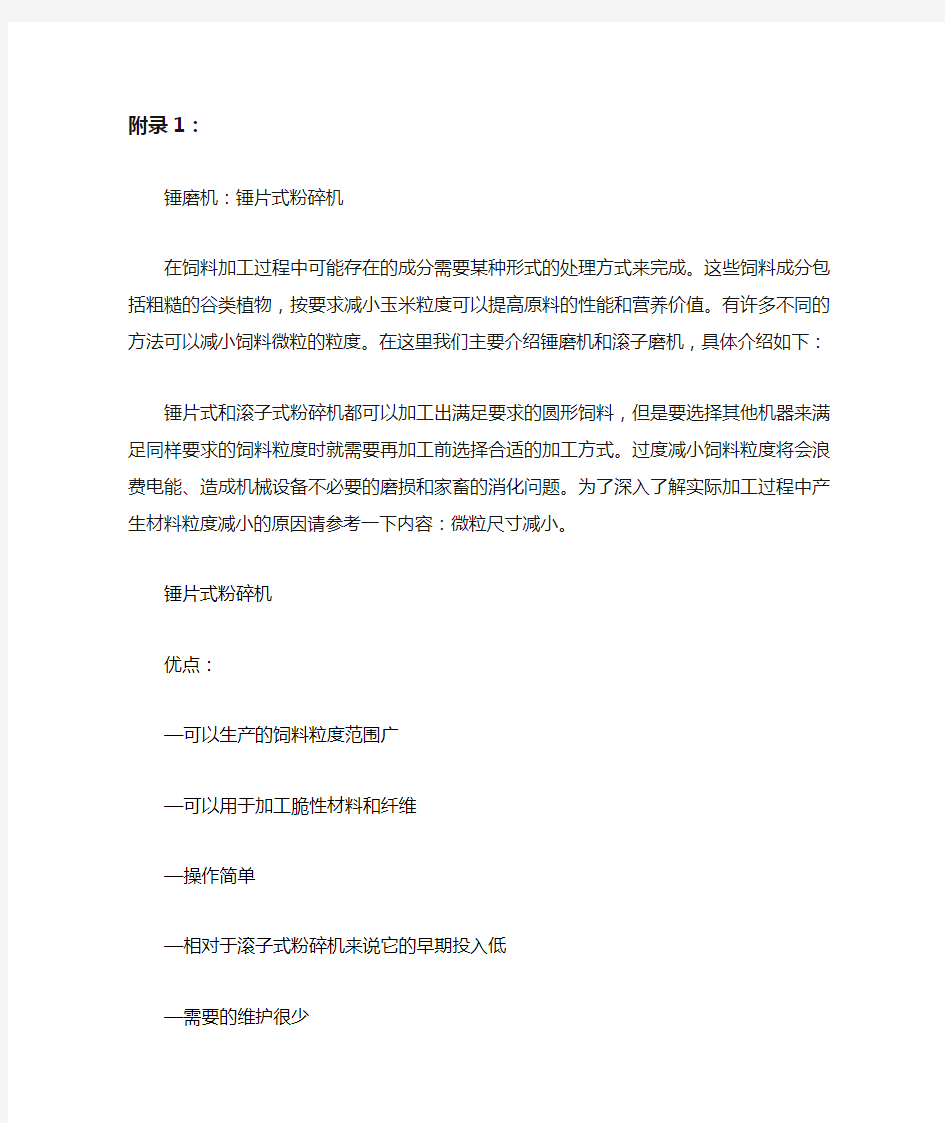
如图所示,锤片粉碎机的主要零件包括:
—传送部分:用于将物料送到粉碎室的通道。
—转子部分:由一系列锤片组成的转子装在水平轴上工作粉碎物料,锤片可以自由转动并悬浮平行于轴杆穿过转子盘。锤片的作用是击碎物料减小它们的粒度。
—筛板:利用重力和空气的辅助来分离饲料微粒。粉碎机筛孔要能确保粉碎粒度最大物料的通过。
粉碎室设计
材料引入到粉碎室的路径由一个变量的速度静脉接驳。这种类型的路径有它自己的发动机由可编程的控制器连接锤片式粉碎机的主传动电机。各线路接驳的速度控制,以保持最佳电量的主电机负载。
锤片的设计和布局
锤片的设计和布局由操作参数,如转子转速、电动机功率和筛板间隙决定。锤片的的最佳设计和布局可以提供最大的饲料原料接触。粉碎机中转子的转速大约为1800转/分时应当用的锤片为25厘米(~10英寸)长,6.35厘米(~2.5英寸)宽,6.4毫米(~0.25英寸)厚。对于转速约为3600转/分的的锤片一般应为15到20厘米(~6-8英寸)长,5厘米(~2英寸)宽,6.4毫米(~0.25英寸)厚。
对于转速为1800转/分的锤片式粉碎机来说,锤片数量应该是2.5~3.5/马力,而对于转速为3600转/分的粉碎机来说锤片的数量为1~2/马力。锤片应该是平衡的,而且它们在轴杆上的排列在运动时不至于相互碰撞。锤片和筛板之间的距离一般应为12~14毫米(~1/2英寸)为了减小谷粒的大小。
锤片末端线速度是微粒粒度的关键,末端线速度是锤片末端或者远离转子边缘的速度,它可以通过轴的转速乘以轴的直径和圆周率再除以12in/ft来求得,详见下面公式:英尺/分= D×n/12
D —转子直径
n —转速
在锤片粉碎机中常见的速度变化范围一般为5000-7000米/分(~16,000-23,000英尺/分)。当末端线速度增大到23000英尺/分时就必须要考虑粉碎机的材料和所有零件结构是否能满足要求。在转速为2.3万英尺/分时改变轴的转速是不值得推荐的方法。
粉碎机中主要的力是冲击力。在锤片和饲料颗粒之间增加的任何距离;增加距离的重要性;或者有利于改善饲料微粒的大小。距离的增大可以通过提高锤片的速度来实现。
筛片设计
粉碎机中筛板的筛孔数量取决于微粒大小和粉碎效率。筛板设计必须保证饲料的最大
微粒通过和提供最大的开放面积。在保证筛板强度的情况下筛孔的最佳排列方式直线排列与开放区域呈60°角交错。这种方法可以设计出的筛片有40﹪的用的是3.2mm(1/8英寸)的筛孔并直线排列两孔中心距为4.8mm(3/16英寸)。
操作者应该特别注意粉碎机筛板有效面积与功率的比值。对于小麦类植物一般推荐使用的比例为55平方厘米/马力(~8-9平方英寸)(Bliss1990)。如果没有足够的功率面积比将产生热量。当温度达到44℃-46℃(120-125F)时粉碎机的生产能力将下降50﹪.
饲料的排出是粉碎机设计的标准。粉碎机的度电产量不仅受生产效率的影响还受物料粒度的影响。当选用正确的有效筛板面积百分比和合适的锤筛间隙是粉碎的物料就能及时的从粉碎室中排出。Anderson(1994)曾声明物料微粒不能全部通过筛片是因为一部分物料流在环流层外层( 靠近筛面)随着转子高速旋转。这些微粒通过与筛片表面和彼此之间的摩擦来减小自身的尺寸。但过度减小微粒的尺寸也会产生反效果:能源都浪费在热量上,产量也会受到限制物料微粒也会变得过小。
多数的新型锤片式粉碎机都有吸风系统,可以将空气吸进粉碎室用于粉碎物料。吸风的目的是造成粉碎室负压, 打破筛片表面的物料流促使室内残留的物料通过筛孔。有些粉碎机设计有两片筛片,这种筛片可以使用大的筛孔便于更多的减少滞留在筛片表面的物料数量。
锤片式粉碎机—锤片
锤片式粉碎机中锤片用来冲击物料使其尺寸变小,使得它更用以与其他物料混合。锤片的布局、形状、材料都是很重要的。锤片有单孔的和双孔之分,双孔的锤片可以使用两次,一端磨损还可以使用另外一端。锤片安装在粉碎机轴杆上转动击打物料。
锤片的外形尺寸
A—厚度
B—宽度
C—轴孔半径
D—锤片伸出长度
E—锤片总长
锤片粉碎机常用筛片
粉碎机中筛片是用来分离物料微粒的。粉碎机可以将物料粉碎的的足够小,通过空气
压缩系统的辅助微粒可以顺利的通过筛孔。
粒度:
粒度大小:谷类植物是从最外层开始被击碎的而后是微粒内部。微粒的大小不仅与筛片表面的微粒数量有关而且还与粉碎速度有关。增加表面积是最重要的。对消化系统来说谷物的内部物质是重要,像淀粉和蛋白质等营养成分。这些营养成分可以改善消化道的吸收作用,增加动物的体能。微粒的成球形、物理性能可以提高物料的混合性便于转载和运输。
锤片式粉碎机
粉碎机是通过高速旋转地锤片不断地打击物料来降低其微粒尺寸的。锤片以4880米/分(~16,000英尺/分)或者7015米/分(~23,000英尺/分)的线速度转动。能量的转移可以将物料达成许多微粒。微粒的大小取决于锤片线速度、锤片设计和布局、筛片的设计和筛孔大小以及吸风系统的共同作用。
因为锤片粉碎机中主要用来粉碎物料的力是冲击力,所以增加锤片与物料间的冲击可以提高物料的卸出,对粒度的减小也是有利的。Anderson(1994)声称当击打速度和筛孔的大小保持不变时,可以通过增加转子直径来增加锤片的末端线速度,进而生产出粒度更小的物料。锤片粉碎的物料一般是圆形的且表面光滑。微粒大小不一也就是说既有大微粒也有小粒度微粒。
粉碎机轴杆
锤片式粉碎机的锤片是固定在轴杆上的,并可以绕轴杆转动。轴杆的大小取决于粉碎机的设计。
辊子粉碎机
辊子粉碎机是通过力和机器特性相结合的方式来实现物料粉碎的。如果辊子以相同的速度旋转则粉碎时用的力主要是压力。若辊子以不同的速度旋转粉碎时主要的力有切应力和压应力。如果是带槽的辊子将会撕裂或粉碎物料,槽宽的辊子粉碎机比细槽的粉碎机粉碎的物料粒度要小。设计合理的辊子粉碎机噪声低且低污染、维护方便。辊子粉碎机的运转速度较低因而不易产生热量而且物料水分损失也较少。
粉碎的微粒大小几乎一样,也就是说物料微粒很均匀。微粒形状不规则大多是长方体或立方体而不是圆形的。相对于锤片式粉碎机来说辊子式粉碎机中小尺寸微粒在辊子上的附着率要低5﹪—15﹪。
辊子粉碎机
优点:
—效率高
—微粒粒度均匀
—低噪声、低污染
缺点:
—几乎不用于粉碎纤维类植物
—粉碎的微粒形状不规则
—前期投入可能要高(取决于系统的设计)
—必要时维护保养费用要高
总体设计
有很多制造公司生产辊子粉碎机,但他们都有共同的设计特点如下所述:
—传送部件将物料连续的送到粉碎室以供粉碎
—一对辊子水平固定在支架上
—一个转子固定不动另一个辊子间歇地靠近或远离它
—辊子大都是以相同的速度反向旋转或者其中一个转动较快,辊子表面也许是光滑的也或许是有许多沟槽。
—轴杆,几对辊子可能是固定在另一个支架的辊子上的
粉碎机中物料通常以连续不变的速度通过辊子以保证粉碎机辊子的最佳运转。最简单的粉碎系统是一个储料器和一个手工操作的卸料门。这种类型的粉碎室最适合于粗糙的加工过程。对于研磨来说辊子粉碎是值得提倡的。这种类型的粉碎机中辊子位于储料器的下方,有一个手工操作或自动控制的可调卸料门。
一对辊子的直径是9~12英寸(23到30.5厘米),它们的长径比可以达到4:1。辊子之间的排列方式是非常重要的,物料粒度取决于辊子之间的间隙。如果间隙不一致其粉碎性能将变坏从而导致维护成本增加、生产率下降,总之生产成本增加。可调节的间距,通过使用自动或手动气动或液压缸通过电脑操作或可编程序控制器来实现。
每对辊子都是反向旋转的。辊子快速旋转可以提高物料的粒度,每对辊子的转速不同粉碎得到的物料粒度也不同。典型的范围是1.2:1到2.0:1(由快到慢),对于一个9英寸
(~23厘米)的辊子典型的速度是1300英尺/分(~395米/分),而对于一个12英寸(~30.5厘米)的辊子来说速度为3140英尺/分(~957米/分)。对于靠单独电机驱动的两个高速旋转地辊子可用皮带或链轮来减小速度。在底部的第三对高速滚子可以有单独的驱动电机,另外辊子表面的凹槽可以改善速度的差异并提高粉碎效率。
辊子粉碎机通过将一对辊子撞到另一对辊子之上,第二对装在第三对之上的方式来提高粉碎效果,这种方式产生的微粒可以降到500微米,其粉碎能力是锤片式粉碎机的两倍。粉碎粗糙类谷物时辊子粉碎机比锤片式粉碎机有优势其度电产量可能要比锤片式粉碎机高85﹪,饲料生产行业中谷类植物的典型粒度为600-900微米,降低了生产成本。
附录2:
Hammer mills: hammer-mills
In the feed processing process there may be a number of ingredients that require some form of processing. These feed ingredients include coarse cereal grains, corns which require particle size reduction which will improve the performance of the ingredient and increase the nutritive value. There are a many ways to achieve this particle size reduction, here we are looking at using hammer-mills, for information on roller mills, see the related links at the bottom of this page.
Both hammering and rolling can achieve the desired result of achieving adequately ground ingredients, but other factors also need to be looked at before choosing the suitable method to grind. Excessive size reduction can lead to wasted electrical energy, unnecessary wear on mechanical equipment and possible digestive problems in livestock and poultry. For more in depth information regarding what actually occurs to the ingredients during size reduction please refer to this link: particle size reduction.
Hammer-mills
Advantages:
- are able to produce a wide range of particle sizes
- Work with any friable material and fiber
- ease of use
-Lower initial investment when compared with a roller mill
- Minimal maintenance needed
- Particles produced using a hammer-mill will generally be spherical, with a surface that appears polished.
Disadvantages:
- Less energy efficient when compared to a roller mill
- may generate heat (source of energy loss)
- produce greater particle size variability (less uniform)
- Hammer-mills are noisy and can generate dust pollution
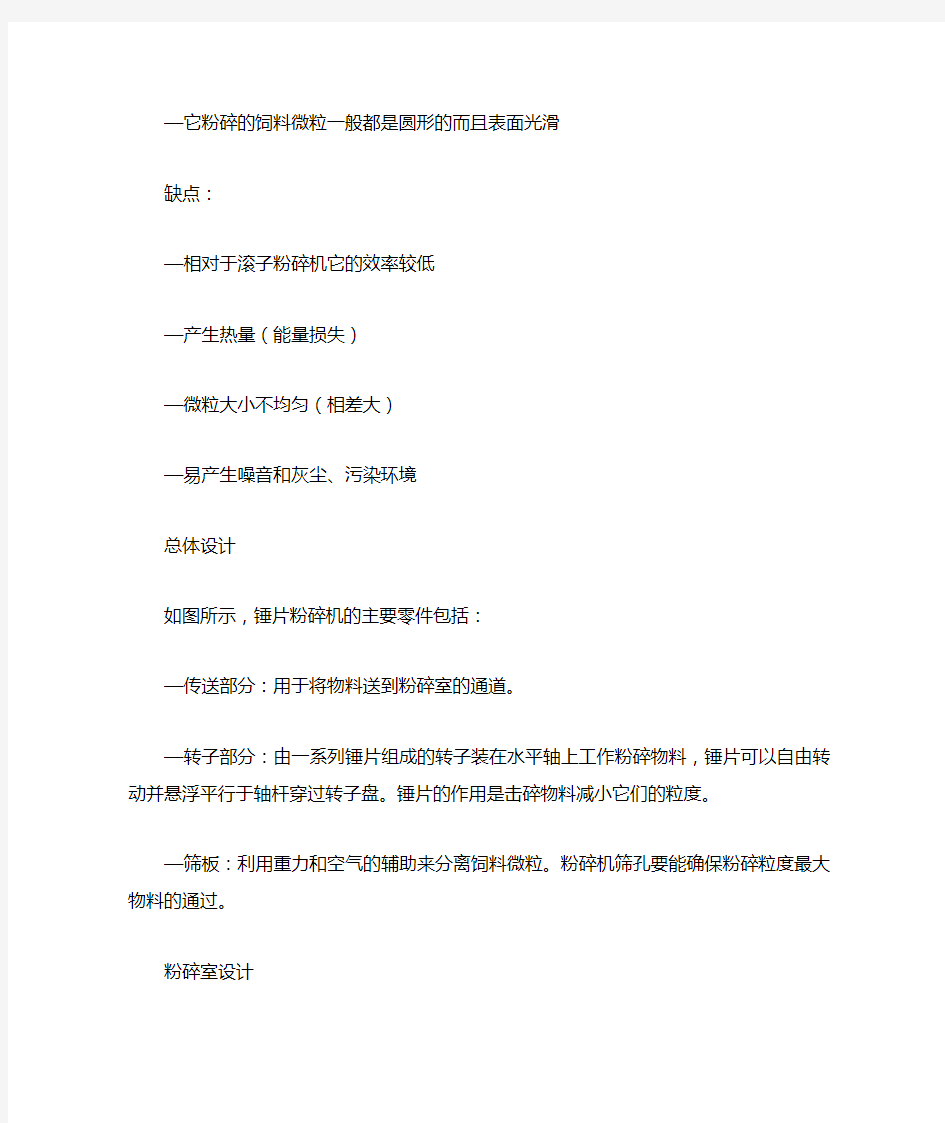
General Design
The major components of these hammer-mills, shown in the picture, include: - a delivery device is used to introduce the material to be ground into the path of the hammers. A rotor comprised of a series of machined disks mounted on the horizontal shaft performs this task. - Free-swinging hammers that are suspended from rods running parallel to the shaft and through the rotor disks. The hammers carry out the function of smashing the ingredients in order to reduce their particle size. - a perforated screen and either gravity- or air-assisted removal of ground product. Acts to screen the particle size of the hammer mill to ensure particles meet a specified maximum mesh size.
Feeder design
Materials are introduced into the paths of the hammers by a variable speed vein feeder. This type of feeder can have its motor slaved by a programmable controller to the main drive motor of the hammer mill. The operational speed of the feeder is controlled to maintain optimum amperage loading of the main motor.
Hammer design and configuration
The design and placement of hammers is determined by operating parameters such as rotor speed, motor horsepower, and open area in the screen. Optimal hammer design and placement will provide maximum contact with the feed ingredient.
Hammer mills in which the rotor speed is approximately 1,800 rpm, should be using hammers which are around 25cm (~ 10 inches) long, 6.35cm (~2.5 inches) wide, and 6.4mm (0.25 inches) thick. For a rotor speed of about 3,600 rpm, hammers should be 15 to 20 cm (~ 6-8 inches long, 5 cm (~ 2 inches) wide, and 6.4 mm (0.25 inches) thick.
The number of hammers used for a hammer mill of 1,800 rpm, should be 1 for every 2.5 to 3.5 horsepower, and for 3,600 rpm, one for every 1 to 2 horsepower. Hammers should be balanced and arranged on the rods so that they do not trail one another. The distance between hammer and screen should be 12 to 14 mm (~ 1/2 inch) for size reduction of cereal grains.
The velocity or tip speed of the hammers is critical for proper size reduction. Tip speed is the speed of the hammer at its tip or edge furthest away from the rotor, and is calculated by multiplying the rotational speed of the drive source (shaft rpm) by the circumference of the hammer tip arc. See the following formula:
A common range of tip speeds seen in hammer-mills is commonly in the range between 5,000 and 7,000 m/min (~ 16,000 and 23,000 feet per minute). When the tip speeds exceed 23,000 feet per minute, careful consideration must be given to the design of the hammer mill, the materials used in its construction, and the fabrication of all the components. Simply changing the rotational speed of the drive source is not a recommended method of increasing hammer speed in excess of 23,000 feet per minute.
Impact is the primary force used in a hammer-mill. Anything which increases the chance of a collision between a hammer and a target; increases the magnitude of the collision; or improves material take-away provides an advantage in particle size reduction. The magnitude of the collisions can be escalated by increasing the speed of the hammers.
Screen Design
The amount of open area in a hammer mill screen determines the particle size and grinding efficiency. The screen must be designed to maintain its integrity and provide the greatest amount of open area. Screen openings (holes) that are aligned in a 60-degree staggered pattern optimize open area while maintaining screen strength. This method will result in a 40 percent open area using 3.2 mm (1/8 inch) holes aligned on 4.8 mm (3/16 inch) centers.
Feed producers need to pay particular attention to the ratio of open screen area to horsepower. Recommended ratio for grains would be 55 cm2 (~ 8-9 inches square) per horsepower (Bliss, 1990). Not enough open area per horsepower results in the generation of heat. When the heat generated exceeds 44C to 46C (120-125F), capacity may be decreased as much as 50 percent.
The removal of sized material from a hammer-mill is a critical design feature. Proper output of material affects not only the efficiency of operation, but also particle size. When the correct ratio of screen area to horsepower is used and proper distance between hammers and screen face is maintained, most of the correctly sized particles will exit the screen in a timely manner. Anderson (1994) stated the particles that do not pass through the screen holes become part of a fluidized bed of material swept along the face of the screen by the high-speed rotation of the hammers. As these particles rub against the screen and each other their size is continually reduced by attrition. This excessive size reduction is counterproductive. Energy is wasted in the production of heat, throughput is restricted, and particles become too small.
Most new hammer mills are equipped with an air-assist system that draws air into the hammer mill with the product to be ground. Systems are designed to provide reduced pressure on the exit side of the screen to disrupt the fluidized bed of material on the face of the screen, thus allowing particles to exit through screen holes. Some full circle hammer mills are designed so the screen is in two pieces. It is possible to use a larger whole size on the upward arc of the hammers to further reduce the amount of material on the face of the screen.
Hammer Mills Hammers
Hammers are used inside the hammer-mill to impact smash ingredients up into smaller particles, making it more suitable for uniform mixing and usage in feed. Hammers are available in a huge range of configurations, shapes, facings and materials. Hammers are available as single holed or with two holes, with two holes allowing the hammers to be used twice as the wear is done to one end of the hammer; the hammer can be rotated and used a second time. The hole fits onto a rod inside the hammer mill and swings to hit the material.
Dimensions of a hammer
A: Thickness
B: Width
C: Diameter to fit rod size
D: Swing Length
E: Total Length
Hammer Mill Perforated Screens
Hammer mills screens are used inside a hammer mill to separate particle sizes. Particle of small enough diameter that has been successfully grinded by the hammer mill passes through the screen and leaves the hammer mill with the aid of the pneumatic system.
Particle Size Reduction
Size Reduction: The initial reduction of cereal grains begins by disrupting the outer protective layer of the seed (hull), exposing the interior, see the picture. Continued size reduction increases both the number of particles and the amount of surface area per unit of volume. It is this increased surface area that is of primary importance. A greater portion of the grain's interior is exposed to digestive enzymes, allowing increased access to nutritional components such as starch and protein. The enhanced breakdown of these nutritional components improves absorption in the digestive tract. The overall effect is increased animal performance. Size reduction is also used to modify the physical characteristics of ingredients resulting in improved mixing, pelleting, and, in some instances, handling or transport.
Hammer mills:Reduce the particle size of materials by impacting a slow moving target, such as a cereal grain, with a rapidly moving hammer. The target has little or no momentum (low kinetic energy), whereas the hammer tip is traveling at a minimum of 4,880 m/min (~16,000 feet per min) and perhaps in excess of 7,015
m/min (~ 23,000 feet per min) (high kinetic energy). The transfer of energy that results from this collision fractures the grain into many pieces. Sizing is a function of hammer-tip speed; hammer design and placement; screen design and hole size; and whether or not air assistance is utilized.
Because impact is the primary force used in a Hammer mill to reduce the size of the particles, anything that; increases the chance of a collision between a hammer and a target, increases the magnitude of the collision, or improves material take-away, would be advantageous to particle size reduction. The magnitude of the collisions can be escalated by increasing the speed of the hammers. Anderson (1994) stated that when drive speed and screen size were kept constant, the increased hammer-tip speed obtained from increased rotor diameter produced particles of smaller mean geometric size.
Particles produced using a hammer mill will generally be spherical in shape with a surface that appears polished. The distribution of particle sizes will vary widely around the geometric mean such that there will be some large-sized and many
small-sized particles.
Hammer Mill Rods
Hammers are attached to rods inside the hammer mill, which are what they are swung on. Dimensions of rods are dependant on brand and style of the hammer mill.
Roller mill
Roller mills accomplish size reduction through a combination of forces and design features. If the rolls rotate at the same speed, compression is the primary force used. If the rolls rotate at different speeds, shearing and compression are the primary forces used. If the rolls are grooved, a tearing or grinding component is introduced. There is little noise or dust pollution associated with properly designed and maintained roller mills. Their slower operating speeds do not generate heat, and there is very little moisture loss. Particles produced tend to be uniform in size; that is, very little fine material is generated. The shape of the particles tends to be irregular, more cubic or rectangular than spherical. The irregular shape of the particles means they do not pack as well. For similar-sized particles, bulk density of material ground on a roller mill will be about 5 to 15 percent less than material ground by a hammer mill.
Roller mills
Advantages:
- energy efficient
- uniform particle-size distribution
- little noise and dust generation
Disadvantages:
- little or no effect on fiber
- particles tend to be irregular in shape and dimension - may have high initial cost (depends on system design) - when required, maintenance can be expensive
General Design
There are many manufacturers of roller mills, but they all share the following design features shown adjacent picture:
- a delivery device to supply a constant and uniform amount of the material to be ground
- a pair of rolls mounted horizontally in a rigid frame
- one roll is fixed in position and the other can be moved closer to or further from the fixed roll
- the rolls counter rotate either at the same speed or one may rotate faster; roll surface may be smooth or have various grooves or corrugations
- bar; pairs of rolls may be placed on top of one another in a frame.
To ensure optimum operation, material must be introduced between the rolls in a uniform and constant manner. The simplest feeder is a bin hopper with an agitator located inside it and a manually set discharge gate. This type of feeder is best suited for coarse processing. For grinding operations, a roll feeder is suggested. In this type of feeder, the roll is located below the bin hopper and has a manually set or automatic adjustable discharge gate. If the gate is adjusted automatically, it will be slaved to the amperage load of the main motor of the roller mill.
The rolls that make up a pair will be 9 to 12 inches (23 to 30.5 cm) in diameter, and their ratio of length to diameter can be as great as 4:1. It is very important to maintain the alignment between the roll pairs. Sizing of the material is dependent upon the gap between the rolls along their length. If this gap is not uniform, mill performance will suffer, leading to increased maintenance costs, reduced throughput, and overall increased operation costs. The gap may be adjusted manually or automatically through the use of pneumatic or hydraulic cylinders operated through a computer or programmable controller.
Each pair of rolls is counter rotating. For improved size reduction one of the rolls rotates faster. This results in a differential in speed between the roll pair. Typical differentials range from 1.2:1 to 2.0:1 (fast to slow). Typical roll speeds would be 1,300 feet per minute (~ 395 m/min) for a 9-inch (~23 cm) roll to 3,140 feet per minute (~957 m/min) for a 12-inch (~30.5 cm) roll. Usually a single motor is used to power a two high roll pair, with either belt or chain reduction supplying the differential. In a three high roll pair, the bottom pair will have a separate drive motor. In addition, the roll faces can be grooved to further take advantage of the speed differential and improve size reduction.
By placing (stacking) pairs of rolls on top of one another, two or three high, it is possible to reduce particle sizes down to 500 microns, duplicating the size-reducing capability of a hammer mill for grain. For coarse reduction of grain, a roller mill may have a significant advantage (perhaps as high as 85 percent) over a hammer mill in
terms of throughput/kwh of energy. For cereal grains processed to typical sizes (600 to 900 microns) for the feed industry, the advantage is about 30 to 50 percent. This translates into reduced operating expense.
冲压模具技术外文翻译(含外文文献)
前言 在目前激烈的市场竞争中,产品投入市场的迟早往往是成败的关键。模具是高质量、高效率的产品生产工具,模具开发周期占整个产品开发周期的主要部分。因此客户对模具开发周期要求越来越短,不少客户把模具的交货期放在第一位置,然后才是质量和价格。因此,如何在保证质量、控制成本的前提下加工模具是值得认真考虑的问题。模具加工工艺是一项先进的制造工艺,已成为重要发展方向,在航空航天、汽车、机械等各行业得到越来越广泛的应用。模具加工技术,可以提高制造业的综合效益和竞争力。研究和建立模具工艺数据库,为生产企业提供迫切需要的高速切削加工数据,对推广高速切削加工技术具有非常重要的意义。本文的主要目标就是构建一个冲压模具工艺过程,将模具制造企业在实际生产中结合刀具、工件、机床与企业自身的实际情况积累得高速切削加工实例、工艺参数和经验等数据有选择地存储到高速切削数据库中,不但可以节省大量的人力、物力、财力,而且可以指导高速加工生产实践,达到提高加工效率,降低刀具费用,获得更高的经济效益。 1.冲压的概念、特点及应用 冲压是利用安装在冲压设备(主要是压力机)上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件(俗称冲压或冲压件)的一种压力加工方法。冲压通常是在常温下对材料进行冷变形加工,且主要采用板料来加工成所需零件,所以也叫冷冲压或板料冲压。冲压是材料压力加工或塑性加工的主要方法之一,隶属于材料成型工程术。 冲压所使用的模具称为冲压模具,简称冲模。冲模是将材料(金属或非金属)批量加工成所需冲件的专用工具。冲模在冲压中至关重要,没有符合要求的冲模,批量冲压生产就难以进行;没有先进的冲模,先进的冲压工艺就无法实现。冲压工艺与模具、冲压设备和冲压材料构成冲压加工的三要素,只有它们相互结合才能得出冲压件。 与机械加工及塑性加工的其它方法相比,冲压加工无论在技术方面还是经济方面都具有许多独特的优点,主要表现如下; (1) 冲压加工的生产效率高,且操作方便,易于实现机械化与自动化。这是
机械手机械设计论文中英文资料对照外文翻译
中英文资料对照外文翻译 机械设计 摘要: 机器由机械和其他元件组成的用来转换和传输能量的装置。比如:发动机、涡轮机、车、起重机、印刷机、洗衣机和摄影机。许多机械方面设计的原则和方法也同样适用于非机械方面。术语中的“构造设计”的含义比“机械设计”更加广泛,构造设计包括机械设计。在进行运动分析和结构设计时要把产品的维护和外形也考虑在机械设计中。在机械工程领域中,以及其它工程领域,都需要机械设备,比如:开关、凸轮、阀门、船舶以及搅拌机等。 关键词:设计流程设计规则机械设计 设计流程 设计开始之前就要想到机器的实用性,现有的机器需要在耐用性、效率、重量、速度,或者成本上得到改善。新的机器必需能够完全或部分代替以前人的功能,比如计算、装配、维修。 在设计的初级阶段,应该充分发挥设计人员的创意,不要受到任何约束。即使有一些不切实际的想法,也可以在设计的早期,即在绘制图纸之前被改正掉。只有这样,才不致于阻断创新的思路。通常,必须提出几套设计方案,然后进行比较。很有可能在这个计划最后指定使用某些不在计划方案内的一些想法的计划。 一般当产品的外型和组件的尺寸特点已经显现出来的时候,就可以进行全面的设计和分析。接着还要客观的分析机器性能、安全、重量、耐用性,并且成本也要考虑在内。每一个至关重要的部分要优化它的比例和尺寸,同时也要保持与其它组成部分的平衡。 选择原材料和工艺的方法。通过力学原理来分析和实现这些重要的特性,如稳定和反应的能量和摩擦力的利用,动力惯性、加速度、能量;包括材料的弹性强度、应力和刚度等物理特性,以及流体的润滑和驱动器的流体力学。设计的过程是一个反复与合作的过程,无论是正式的还是非正式的,对设计者来说每个阶段都很重要。。产品设计需要大量的研究和提升。许多的想法,必须通过努力去研究成为一种理念,然后去使用或放弃。
机器人外文翻译
英文原文出自《Advanced Technology Libraries》2008年第5期 Robot Robot is a type of mechantronics equipment which synthesizes the last research achievement of engine and precision engine, micro-electronics and computer, automation control and drive, sensor and message dispose and artificial intelligence and so on. With the development of economic and the demand for automation control, robot technology is developed quickly and all types of the robots products are come into being. The practicality use of robot products not only solves the problems which are difficult to operate for human being, but also advances the industrial automation program. At present, the research and development of robot involves several kinds of technology and the robot system configuration is so complex that the cost at large is high which to a certain extent limit the robot abroad use. To development economic practicality and high reliability robot system will be value to robot social application and economy development. With the rapid progress with the control economy and expanding of the modern cities, the let of sewage is increasing quickly: With the development of modern technology and the enhancement of consciousness about environment reserve, more and more people realized the importance and urgent of sewage disposal. Active bacteria method is an effective technique for sewage disposal,The lacunaris plastic is an effective basement for active bacteria adhesion for sewage disposal. The abundance requirement for lacunaris plastic makes it is a consequent for the plastic producing with automation and high productivity. Therefore, it is very necessary to design a manipulator that can automatically fulfill the plastic holding. With the analysis of the problems in the design of the plastic holding manipulator and synthesizing the robot research and development condition in recent years, a economic scheme is concluded on the basis of the analysis of mechanical configuration, transform system, drive device and control system and guided by the idea of the characteristic and complex of mechanical configuration,
人工智能专业外文翻译-机器人
译文资料: 机器人 首先我介绍一下机器人产生的背景,机器人技术的发展,它应该说是一个科学技术发展共同的一个综合性的结果,同时,为社会经济发展产生了一个重大影响的一门科学技术,它的发展归功于在第二次世界大战中各国加强了经济的投入,就加强了本国的经济的发展。另一方面它也是生产力发展的需求的必然结果,也是人类自身发展的必然结果,那么随着人类的发展,人们在不断探讨自然过程中,在认识和改造自然过程中,需要能够解放人的一种奴隶。那么这种奴隶就是代替人们去能够从事复杂和繁重的体力劳动,实现人们对不可达世界的认识和改造,这也是人们在科技发展过程中的一个客观需要。 机器人有三个发展阶段,那么也就是说,我们习惯于把机器人分成三类,一种是第一代机器人,那么也叫示教再现型机器人,它是通过一个计算机,来控制一个多自由度的一个机械,通过示教存储程序和信息,工作时把信息读取出来,然后发出指令,这样的话机器人可以重复的根据人当时示教的结果,再现出这种动作,比方说汽车的点焊机器人,它只要把这个点焊的过程示教完以后,它总是重复这样一种工作,它对于外界的环境没有感知,这个力操作力的大小,这个工件存在不存在,焊的好与坏,它并不知道,那么实际上这种从第一代机器人,也就存在它这种缺陷,因此,在20世纪70年代后期,人们开始研究第二代机器人,叫带感觉的机器人,这种带感觉的机器人是类似人在某种功能的感觉,比如说力觉、触觉、滑觉、视觉、听觉和人进行相类比,有了各种各样的感觉,比方说在机器人抓一个物体的时候,它实际上力的大小能感觉出来,它能够通过视觉,能够去感受和识别它的形状、大小、颜色。抓一个鸡蛋,它能通过一个触觉,知道它的力的大小和滑动的情况。第三代机器人,也是我们机器人学中一个理想的所追求的最高级的阶段,叫智能机器人,那么只要告诉它做什么,不用告诉它怎么去做,它就能完成运动,感知思维和人机通讯的这种功能和机能,那么这个目前的发展还是相对的只是在局部有这种智能的概念和含义,但真正完整意义的这种智能机器人实际上并没有存在,而只是随着我们不断的科学技术的发展,智能的概念越来越丰富,它内涵越来越宽。 下面我简单介绍一下我国机器人发展的基本概况。由于我们国家存在很多其
机械设计外文翻译(中英文)
机械设计理论 机械设计是一门通过设计新产品或者改进老产品来满足人类需求的应用技术科学。它涉及工程技术的各个领域,主要研究产品的尺寸、形状和详细结构的基本构思,还要研究产品在制造、销售和使用等方面的问题。 进行各种机械设计工作的人员通常被称为设计人员或者机械设计工程师。机械设计是一项创造性的工作。设计工程师不仅在工作上要有创造性,还必须在机械制图、运动学、工程材料、材料力学和机械制造工艺学等方面具有深厚的基础知识。如前所诉,机械设计的目的是生产能够满足人类需求的产品。发明、发现和科技知识本身并不一定能给人类带来好处,只有当它们被应用在产品上才能产生效益。因而,应该认识到在一个特定的产品进行设计之前,必须先确定人们是否需要这种产品。 应当把机械设计看成是机械设计人员运用创造性的才能进行产品设计、系统分析和制定产品的制造工艺学的一个良机。掌握工程基础知识要比熟记一些数据和公式更为重要。仅仅使用数据和公式是不足以在一个好的设计中做出所需的全部决定的。另一方面,应该认真精确的进行所有运算。例如,即使将一个小数点的位置放错,也会使正确的设计变成错误的。 一个好的设计人员应该勇于提出新的想法,而且愿意承担一定的风险,当新的方法不适用时,就使用原来的方法。因此,设计人员必须要有耐心,因为所花费的时间和努力并不能保证带来成功。一个全新的设计,要求屏弃许多陈旧的,为人们所熟知的方法。由于许多人墨守成规,这样做并不是一件容易的事。一位机械设计师应该不断地探索改进现有的产品的方法,在此过程中应该认真选择原有的、经过验证的设计原理,将其与未经过验证的新观念结合起来。 新设计本身会有许多缺陷和未能预料的问题发生,只有当这些缺陷和问题被解决之后,才能体现出新产品的优越性。因此,一个性能优越的产品诞生的同时,也伴随着较高的风险。应该强调的是,如果设计本身不要求采用全新的方法,就没有必要仅仅为了变革的目的而采用新方法。 在设计的初始阶段,应该允许设计人员充分发挥创造性,不受各种约束。即使产生了许多不切实际的想法,也会在设计的早期,即绘制图纸之前被改正掉。只有这样,才不致于堵塞创新的思路。通常,要提出几套设计方案,然后加以比较。很有可能在最后选定的方案中,采用了某些未被接受的方案中的一些想法。
外文翻译机械手
Hand Column Type Power Machine Follow with our country the rapid development of industrial production, rapidly enhance level of automation, implementation artifacts of handling, steering, transmission or toil for welding gun, spraing gun, spanner and other tools for processing, assembly operations for example automation, should cause the attention of people more and more. Industrial robot is an important branch of industrial robots. It features can be programmed to perform tasks in a variety of expectations, in both structure and performance advantages of their own people and machines, in particular, reflects the people's intelligence and adaptability. The accuracy of robot operations and a variety of environments the ability to complete the work in the field of national economy and there are broad prospects for development. With the development of industrial automation, there has been CNCmachining center, it is in reducing labor intensity, while greatly improved labor productivity. However, the upper and lower commonin CNCmachining processes material, usually still use manual or traditional relay-controlled semi-automatic device. The former time-consuming and labor intensive, inefficient; the latter due to design complexity, require more relays, wiring complexity, vulnerability to body vibration interference, while the existence of poor reliability, fault more maintenance problems and other issues. Programmable Logic Controller PLC-controlled robot control system for materials up and down movement is simple, circuit design is reasonable, with a strong anti-jamming capability, ensuring the system's reliability, reduced maintenance rate, and improve work efficiency. Robot technology related to mechanics, mechanics, electrical hydraulic technology, automatic control technology, sensor technology and computer technology and other fields of science, is a cross-disciplinary integrated technology. Current industrial approaches to robot arm control treat each joint of the robot arm as a simple joint servomechanism. The servomechanism approach models the varying dynamics of a manipulator inadequately because it neglects the motion and configuration of the whole arm mechanism. These changes in the parameters of the controlled system sometimes are significant enough to render conventional feedback control strategies ineffective. The result is reduced servo response speed and damping, limiting the precision and speed of the end-effecter and making it appropriate only for limited-precision tasks. Manipulators controlled in this manner move at slow speeds with unnecessary vibrations. Any significant performance gain in this and other areas of robot arm control require the consideration of more efficient dynamic models, sophisticated control approaches, and the use of dedicated computer architectures and parallel processing techniques. Manipulator institutional form is simple, strong professionalism, only as a loading device for a machine tools, special-purpose manipulator is attached to this machine.
文献综述_人工智能
人工智能的形成及其发展现状分析 冯海东 (长江大学管理学院荆州434023) 摘要:人工智能的历史并不久远,故将从人工智能的出现、形成、发展现 状及前景几个方面对其进行分析,总结其发展过程中所出现的问题,以及发展现状中的不足之处,分析其今后的发展方向。 关键词:人工智能,发展过程,现状分析,前景。 一.引言 人工智能最早是在1936年被英国的科学家图灵提出,并不为多数人所认知。 当时,他编写了一个下象棋的程序,这就是最早期的人工智能的应用。也有著名的“图灵测试”,这也是最初判断是否是人工智能的方案,因此,图灵被尊称为“人工智能之父”。人工智能从产生到发展经历了一个起伏跌宕的过程,直到目前为止,人工智能的应用技术也不是很成熟,而且存在相当的缺陷。 通过搜集的资料,将详细的介绍人工智能这个领域的具体情况,剖析其面临的挑战和未来的前景。 二.人工智能的发展历程 1. 1956年前的孕育期 (1) 从公元前伟大的哲学家亚里斯多德(Aristotle)到16世纪英国哲学家培根(F. Bacon),他们提出的形式逻辑的三段论、归纳法以及“知识就是力量”的警句,都对人类思维过程的研究产生了重要影响。 (2)17世纪德国数学家莱布尼兹(G..Leibniz)提出了万能符号和推理计算思想,为数理逻辑的产生和发展奠定了基础,播下了现代机器思维设计思想的种子。而19世纪的英国逻辑学家布尔(G. Boole)创立的布尔代数,实现了用符号语言描述人类思维活动的基本推理法则。 (3) 20世纪30年代迅速发展的数学逻辑和关于计算的新思想,使人们在计算机出现之前,就建立了计算与智能关系的概念。被誉为人工智能之父的英国天才的数学家图灵(A. Tur-ing)在1936年提出了一种理想计算机的数学模型,即图灵机之后,1946年就由美国数学家莫克利(J. Mauchly)和埃柯特(J. Echert)研制出了世界上第一台数字计算机,它为人工智能的研究奠定了不可缺少的物质基础。1950年图灵又发表了“计算机与智能”的论文,提出了著名的“图灵测试”,形象地指出什么是人工智能以及机器具有智能的标准,对人工智能的发展产生了极其深远的影响。 (4) 1934年美国神经生理学家麦克洛奇(W. McCulloch) 和匹兹(W. Pitts )建立了第一个神经网络模型,为以后的人工神经网络研究奠定了基础。 2. 1956年至1969年的诞生发育期 (1)1956年夏季,麻省理工学院(MIT)的麦卡锡(J.McCarthy)、明斯基(M. Minshy)、塞尔夫里奇(O. Selfridge)与索罗门夫(R. Solomonff)、 IBM的洛
机械类外文翻译
机械类外文翻译 塑料注塑模具浇口优化 摘要:用单注塑模具浇口位置的优化方法,本文论述。该闸门优化设计的目的是最大限度地减少注塑件翘曲变形,翘曲,是因为对大多数注塑成型质量问题的关键,而这是受了很大的部分浇口位置。特征翘曲定义为最大位移的功能表面到表面的特征描述零件翘曲预测长度比。结合的优化与数值模拟技术,以找出最佳浇口位置,其中模拟armealing算法用于搜索最优。最后,通过实例讨论的文件,它可以得出结论,该方法是有效的。 注塑模具、浇口位臵、优化、特征翘曲变形关键词: 简介 塑料注射成型是一种广泛使用的,但非常复杂的生产的塑料产品,尤其是具有高生产的要求,严密性,以及大量的各种复杂形状的有效方法。质量ofinjection 成型零件是塑料材料,零件几何形状,模具结构和工艺条件的函数。注塑模具的一个最重要的部分主要是以下三个组件集:蛀牙,盖茨和亚军,和冷却系统。拉米夫定、Seow(2000)、金和拉米夫定(2002) 通过改变部分的尼斯达到平衡的腔壁厚度。在平衡型腔充填过程提供了一种均匀分布压力和透射电镜,可以极大地减少高温的翘曲变形的部分~但仅仅是腔平衡的一个重要影响因素的一部分。cially Espe,部分有其功能上的要求,其厚度通常不应该变化。 pointview注塑模具设计的重点是一门的大小和位臵,以及流道系统的大小和布局。大门的大小和转轮布局通常被认定为常量。相对而言,浇口位臵与水口大小布局也更加灵活,可以根据不同的零件的质量。 李和吉姆(姚开屏,1996a)称利用优化流道和尺寸来平衡多流道系统为multiple 注射系统。转轮平衡被形容为入口压力的差异为一多型腔模具用相同的蛀牙,也存
机械专业外文翻译中英文翻译
外文翻译 英文原文 Belt Conveying Systems Development of driving system Among the methods of material conveying employed,belt conveyors play a very important part in the reliable carrying of material over long distances at competitive cost.Conveyor systems have become larger and more complex and drive systems have also been going through a process of evolution and will continue to do so.Nowadays,bigger belts require more power and have brought the need for larger individual drives as well as multiple drives such as 3 drives of 750 kW for one belt(this is the case for the conveyor drives in Chengzhuang Mine).The ability to control drive acceleration torque is critical to belt conveyors’ performance.An efficient drive system should be able to provide smooth,soft starts while maintaining belt tensions within the specified safe limits.For load sharing on multiple drives.torque and speed control are also important consideratio ns in the drive system’s design. Due to the advances in conveyor drive control technology,at present many more reliable.Cost-effective and performance-driven conveyor drive systems cov ering a wide range of power are available for customers’ choices[1]. 1 Analysis on conveyor drive technologies 1.1 Direct drives Full-voltage starters.With a full-voltage starter design,the conveyor head shaft is direct-coupled to the motor through the gear drive.Direct full-voltage starters are adequate for relatively low-power, simple-profile conveyors.With direct fu11-voltage starters.no control is provided for various conveyor loads and.depending on the ratio between fu11- and no-1oad power requirements,empty starting times can be three or four times faster than full load.The maintenance-free starting system is simple,low-cost and very reliable.However, they cannot control starting torque and maximum stall torque;therefore.they are
机械手外文翻译 修改版
密级 分类号 编号 成绩 本科生毕业设计 (论文) 外文翻译 原文标题Simple Manipulator And The Control Of It 译文标题简易机械手及控制 作者所在系别机械工程系 作者所在专业xxxxx 作者所在班级xxxxxxxx 作者姓名xxxx 作者学号xxxxxx 指导教师姓名xxxxxx 指导教师职称副教授 完成时间2012 年02 月 北华航天工业学院教务处制
译文标题简易机械手及控制 原文标题 Simple Manipulator And The Control Of It 作者机电之家译名JDZJ国籍中国 原文出处机电之家 中文译文: 简易机械手及控制 随着社会生产不断进步和人们生活节奏不断加快,人们对生产效率也不断提出新要求。由于微电子技术和计算软、硬件技术的迅猛发展和现代控制理论的不断完善,使机械手技术快速发展,其中气动机械手系统由于其介质来源简便以及不污染环境、组件价格低廉、维修方便和系统安全可靠等特点,已渗透到工业领域的各个部门,在工业发展中占有重要地位。本文讲述的气动机械手有气控机械手、XY轴丝杠组、转盘机构、旋转基座等机械部分组成。主要作用是完成机械部件的搬运工作,能放置在各种不同的生产线或物流流水线中,使零件搬运、货物运输更快捷、便利。 一.四轴联动简易机械手的结构及动作过程 机械手结构如下图1所示,有气控机械手(1)、XY轴丝杠组(2)、转盘机构(3)、旋转基座(4)等组成。 图1.机械手结构 其运动控制方式为:(1)由伺服电机驱动可旋转角度为360°的气控机械手(有光电传感器确定起始0点);(2)由步进电机驱动丝杠组件使机械手沿X、Y轴移动(有x、y轴限位开关);(3)可回旋360°的转盘机构能带动机械手及丝杠组自由旋转(其电气拖动部分由直流电动机、光电编码器、接近开关等组成);(4)旋转基座主要支撑以上3部分;(5)气控机械手的张合由气压控制(充气时机械手抓紧,放气时机械手松开)。 其工作过程为:当货物到达时,机械手系统开始动作;步进电机控制开始向下
论文《人工智能》---文献检索结课作业
人工智能 【摘要】:人工智能是一门极富挑战性的科学,但也是一门边沿学科。它属于自然科学和社会科学的交叉。涉及的学科主要有哲学、认知科学、数学、神经生理学、心理学、计算机科学、信息论、控制论、不定性论、仿生学等。人工智能(Artificial Intelligence),英文缩写为AI。它是研究、开发用于模拟、延伸和扩展人的智能的理论、方法、技术及应用系统的一门新的技术科学。人工智能是计算机科学的一个分支,它企图了解智能的实质,并生产出一种新的能以人类智能相似的方式做出反应的智能机器,该领域的研究包括机器人、语言识别、图像识别、自然语言处理和专家系统等1。 【关键词】:人工智能;应用领域;发展方向;人工检索。 1.人工智能描述 人工智能(Artificial Intelligence) ,英文缩写为AI。它是研究、开发用于模拟、延伸和扩展人的智能的理论、方法、技术及应用系统的一门新的技术科学2。人工智能是计 算机科学的一个分支,它企图了解智 能的实质,并生产出一种新的能以人 类智能相似的方式作出反应的智能 机器,该领域的研究包括机器人、语 言识别、图像识别、自然语言处理和 专家系统等。“人工智能”一词最初 是在1956 年Dartmouth学会上提出 的。从那以后,研究者们发展了众多 理论和原理,人工智能的概念也随之扩展。人工智能是一门极富挑战性的科学,从事这项工作的人必须懂得计算机知识,心理学和哲学。人工智能是包括十分广泛的科学,它由不同的领域组成,如机器学习,计算机视觉等等,总的说来,人工智能研究的一个主要目标是使机器能够胜任一些通常需要人类智能才能完成的复杂工作。但不同的时代、不同的人对这种“复杂工作”的理解是不同的。例如繁重的科学和工程计算本来是要人脑来承担的,现在计算机不但能完成这种计算, 而且能够比人脑做得更快、更准确,因之当代人已不再把这种计算看作是“需要人类智能才能完成的复 1.蔡自兴,徐光祐.人工智能及其应用.北京:清华大学出版社,2010 2元慧·议当人工智能的应用领域与发展状态〖J〗.2008
机械图纸中英文翻译汇总
近几年,我厂和英国、西班牙的几个公司有业务往来,外商传真发来的图纸都是英文标注,平时阅看有一定的困难。下面把我们积累的几点看英文图纸的经验与同行们交流。 1标题栏 英文工程图纸的右下边是标题栏(相当于我们的标题栏和部分技术要求),其中有图纸名称(TILE)、设计者(DRAWN)、审查者(CHECKED)、材料(MATERIAL)、日期(DATE)、比例(SCALE)、热处理(HEAT TREATMENT)和其它一些要求,如: 1)TOLERANCES UNLESS OTHERWISE SPECIFIAL 未注公差。 2)DIMS IN mm UNLESS STATED 如不做特殊要求以毫米为单位。 3)ANGULAR TOLERANCE±1°角度公差±1°。 4)DIMS TOLERANCE±0.1未注尺寸公差±0.1。 5)SURFACE FINISH 3.2 UNLESS STATED未注粗糙度3.2。 2常见尺寸的标注及要求 2.1孔(HOLE)如: (1)毛坯孔:3"DIAO+1CORE 芯子3"0+1; (2)加工孔:1"DIA1"; (3)锪孔:锪孔(注C'BORE=COUNTER BORE锪底面孔); (4)铰孔:1"/4 DIA REAM铰孔1"/4; (5)螺纹孔的标注一般要表示出螺纹的直径,每英寸牙数(螺矩)、螺纹种类、精度等级、钻深、攻深,方向等。如: 例1.6 HOLES EQUI-SPACED ON 5"DIA (6孔均布在5圆周上(EQUI-SPACED=EQUALLY SPACED均布) DRILL 1"DIATHRO' 钻1"通孔(THRO'=THROUGH通) C/SINK22×6DEEP 沉孔22×6 例2.TAP7"/8-14UNF-3BTHRO' 攻统一标准细牙螺纹,每英寸14牙,精度等级3B级 (注UNF=UNIFIED FINE THREAD美国标准细牙螺纹) 1"DRILL 1"/4-20 UNC-3 THD7"/8 DEEP 4HOLES NOT BREAK THRO钻 1"孔,攻1"/4美国粗牙螺纹,每英寸20牙,攻深7"/8,4孔不准钻通(UNC=UCIFIED COARSE THREAD 美国标准粗牙螺纹)
机械手设计英文参考文献原文翻译
机械手设计英文参考文 献原文翻译 Company number:【WTUT-WT88Y-W8BBGB-BWYTT-19998】
翻译人:王墨墨山东科技大学 文献题目:Automated Calibration of Robot Coordinates for Reconfigurable Assembly Systems 翻译正文如下: 针对可重构装配系统的机器人协调性的自动校准 T.艾利,Y.米达,H.菊地,M.雪松 日本东京大学,机械研究院,精密工程部 摘要 为了实现流水工作线更高的可重构性,以必要设备如机器人的快速插入插出为研究目的。当一种新的设备被装配到流水工作线时,应使其具备校准系统。该研究使用两台电荷耦合摄像机,基于直接线性变换法,致力于研究一种相对位置/相对方位的自动化校准系统。摄像机被随机放置,然后对每一个机械手执行一组动作。通过摄像机检测机械手动作,就能捕捉到两台机器人的相对位置。最佳的结果精度为均方根值毫米。 关键词: 装配,校准,机器人 1 介绍 21世纪新的制造系统需要具备新的生产能力,如可重用性,可拓展性,敏捷性以及可重构性 [1]。系统配置的低成本转变,能够使系统应对可预见的以及不可预见的市场波动。关于组装系统,许多研究者提出了分散的方法来实现可重构性[2][3]。他们中的大多数都是基于主体的系统,主体逐一协同以建立一种新的
配置。然而,协同只是目的的一部分。在现实生产系统中,例如工作空间这类物理问题应当被有效解决。 为了实现更高的可重构性,一些研究人员不顾昂贵的造价,开发出了特殊的均匀单元[4][5][6]。作者为装配单元提出了一种自律分散型机器人系统,包含多样化的传统设备[7][8]。该系统可以从一个系统添加/删除装配设备,亦或是添加/删除装配设备到另一个系统;它通过协同作用,合理地解决了工作空间的冲突问题。我们可以把该功能称为“插入与生产”。 表1:合作所需的调节和量度 在重构过程中,校准的装配机器人是非常重要的。这是因为,需要用它们来测量相关主体的特征,以便在物理主体之间建立良好的协作关系。这一调整必须要达到表1中所列到的多种标准要求。受力单元和方向的调整是不可避免的,以便使良好的协同控制得以实现。从几何标准上看,位置校准是最基本的部分。一般来说,校准被理解为“绝对”,即,关于特定的领域框架;或者“相对”,即,关于另一个机器人的基本框架。后者被称为“机器人之间的校准”。 个体机器人的校准已被广泛研究过了。例如,运动参数的识别就非常受欢迎。然而,很少有对机器人之间校准的研究。玉木等人是用一种基于标记的方法,在一个可重构的装配单元内,校准机器人桌子和移动机械手之间的相互位置/方向联系。波尼兹和夏发表了一种校准方法。该方法通过两个机械手的机械接触来实现,实验非常耗时,并要求特别小心地操作。
人工智能专家系统_外文翻译原文
附件 毕业生毕业论文(设计)翻译原文 论文题目远程农作物病虫害诊断专家系统的设计与实现系别_____ ______ _ 年级______ _ _ _ _ _ 专业_____ ___ ___ 学生姓名______ _____ 学号 ___ __ _ 指导教师______ ___ _ __ _ 职称______ __ ___ 系主任 _________________ _ _ ___ 2012年 04月22 日
EXPERT SYSTEMS AND ARTIFICIAL INTELLIGENCE Expert Systems are computer programs that are derived from a branch of computer science research called Artificial Intelligence (AI). AI's scientific goal is to understand intelligence by building computer programs that exhibit intelligent behavior. It is concerned with the concepts and methods of symbolic inference, or reasoning, by a computer, and how the knowledge used to make those inferences will be represented inside the machine. Of course, the term intelligence covers many cognitive skills, including the ability to solve problems, learn, and understand language; AI addresses all of those. But most progress to date in AI has been made in the area of problem solving -- concepts and methods for building programs that reason about problems rather than calculate a solution. AI programs that achieve expert-level competence in solving problems in task areas by bringing to bear a body of knowledge about specific tasks are called knowledge-based or expert systems. Often, the term expert systems is reserved for programs whose knowledge base contains the knowledge used by human experts, in contrast to knowledge gathered from textbooks or non-experts. More often than not, the two terms, expert systems (ES) and knowledge-based systems (KBS), are used synonymously. Taken together, they represent the most widespread type of AI application. The area of human intellectual endeavor to be captured in an expert system is called the task domain. Task refers to some goal-oriented, problem-solving activity. Domain refers to the area within which the task is being performed. Typical tasks are diagnosis, planning, scheduling, configuration and design. An example of a task domain is aircraft crew scheduling, discussed in Chapter 2. Building an expert system is known as knowledge engineering and its practitioners are called knowledge engineers. The knowledge engineer must make sure that the computer has all the knowledge needed to solve a problem. The knowledge engineer must choose one or more forms in which to represent the required knowledge as symbol patterns in the memory of the computer -- that is, he (or she) must choose a knowledge representation. He must also ensure that the computer can use the knowledge efficiently by selecting from a handful of reasoning methods. The practice of knowledge engineering is described later. We first describe the components of expert systems. The Building Blocks of Expert Systems Every expert system consists of two principal parts: the knowledge base; and the reasoning, or inference, engine.