康耐视工业机器视觉基础及应用三(In-Sight Explorer基本操作与调试)
康耐视工业机器视觉基础及应用
模块三In-Sight Explorer基本操作与调试
任务一In-Sight Explorer简介、安装与基本操作
【学习目标】
1.熟练完成In-Sight Explorer 的软件安装。
2.熟练完成设备添加到网络与相机调试的基本操作。
【相关知识】
简单易用性是In-Sight 视觉系统的核心,In-Sight 视觉系统和In-Sight 资源管理器软件界面虽简便易用,但却功能强大。电子表格视图让用户感觉对光学检测应用进行最大化控制非常简单。In-Sight 资源管理器软件还包括EasyBuilder? 配置环境,可以在不进行编程的情况下快速部署可靠的应用。
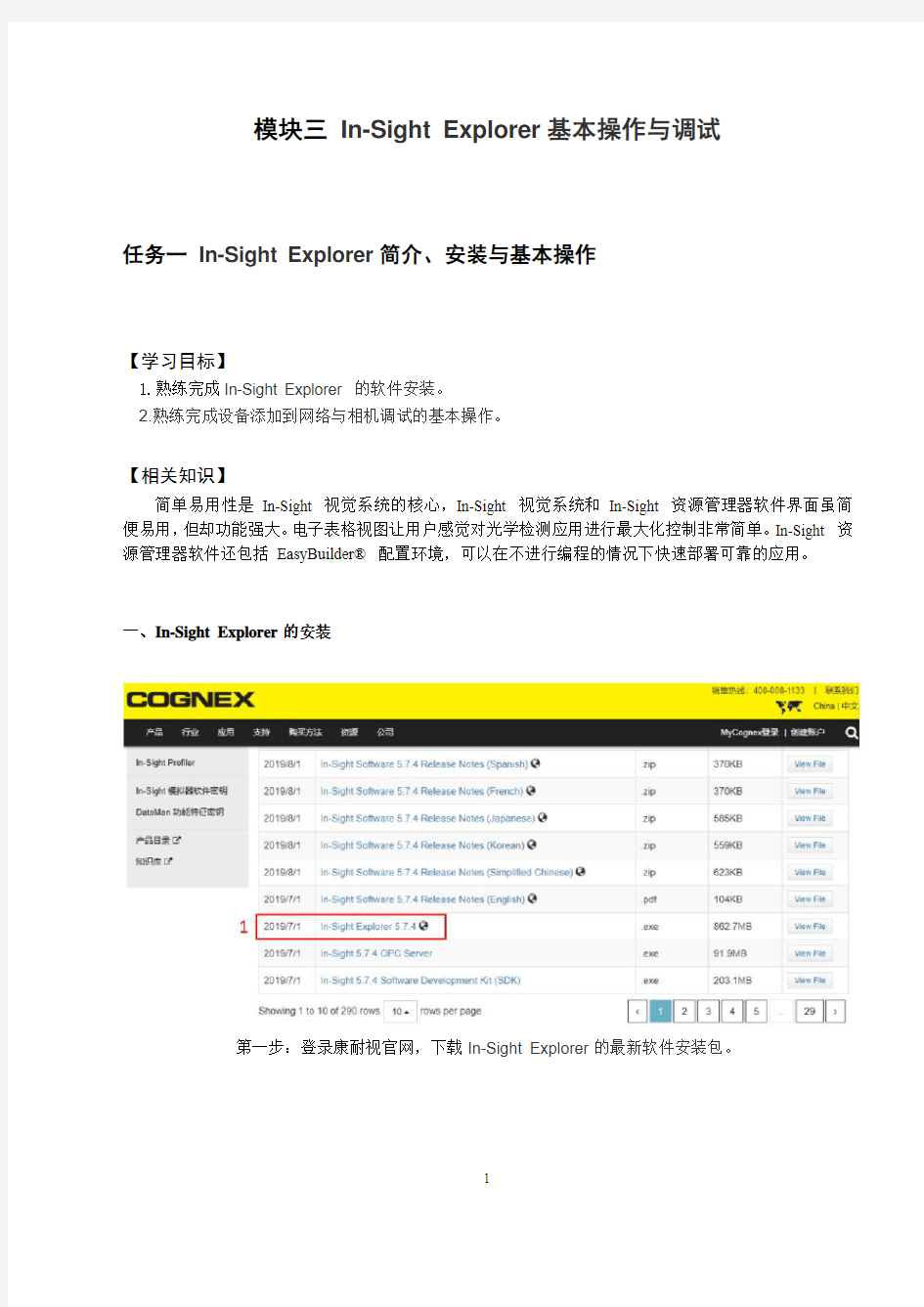
一、In-Sight Explorer的安装
第一步:登录康耐视官网,下载In-Sight Explorer的最新软件安装包。
第二步:双击软件安装包,按照安装向导仔细阅读条款,没问题则选择介绍条款。
第三步:选择软件存放在硬盘位置,确定并进行下一步。
第四步:选择“完整安装”还是“自定义安装”。
第五步:软件安装完成。
二、In-Sight Explorer基本操作
双击桌面上的图标,打开In-Sight Explorer软件。
(一)将设备添加到网络
康耐视智能相机内置中央处理器,无须另外连接工控机,大大增加设备的灵活性与便利性。工程师可以用安装有In-Sight的PC对智能相机进行调试,但前提是必须保证智能相机与PC网络通讯正常。
在硬件上,智能相机网络线缆(蓝色)与PC机建立以太网连接。
打开In-Sight Explorer,选择菜单栏的“系统”项,选择“将传感器/设备添加到网络”。
此时,In-Sight Explorer自动搜索,已连接成功的相机将自动显示在上述的设备列表中。
闪光灯:如果连接多台相机,为了精准快速找到设备列表中的相机是对应实际硬件,可以先选中设备列表的相机,并点击“闪光灯”,此时对应的实际相机会闪烁。
刷新:更新连接的设备列表。
全部显示:在设备列表中显示所有In-Sight所检测并连接的设备。
显示新的:增添新的设备到设备列表中。
设置IP地址:可以选择“自动获取IP地址”或手动设置IP地址,需要遵守IP地址的规范标准。最后,点击“应用”,便可将相机添加到网络上。
(二)相机基本调试
1.作业创建
在相机上创一个作业:选择已经连接成功的相机,点击“新作业”按钮。
选择“菜单栏”上的“文件”,点击“保存文件”,或者点击工具栏上的。
作业命名,点击保存。
2.相机调试
作业创建后,默认打开的是EasyBuilder的编程环境。选择“菜单栏”的“图像”,点击“重
复触发”。
手动调整光圈与聚焦,并观察In-Sight Explorer里图像窗口,直到图像显示清晰为止。
或者切换至“电子表格”编程环境下调试。选择“菜单栏”的“查看”项,点击“电子表格”。
进入“电子表格”环境后,选择“菜单栏”的“图像”选择,点击“重复触发”或“实况视频”,也可以在“工具栏”上直接点击或,开启重复触发模式或实况视频。
如果开启的是“重复触发”模式,需要在“工具栏”上点击“重叠”按钮,切换至“图像”窗口。最后手动调整光圈与聚焦环,直到图像清晰为止。
(一)实训
1.手动将相机添加到In-Sight Explorer 里,完成出厂设置,并将相机的IP地址改为19
2.168.0.2
2.在相机内存里,创建一个作业,命名为“Test_1”。
3.完成相机的基本调试:开启“实况视频”或“重复触发”模式,调整相机的光圈与聚焦,直到图像视图的画面清晰可见。
机器视觉技术发展现状文献综述
机器视觉技术发展现状 人类认识外界信息的80%来自于视觉,而机器视觉就是用机器代替人眼来做 测量和判断,机器视觉的最终目标就是使计算机像人一样,通过视觉观察和理解 世界,具有自主适应环境的能力。作为一个新兴学科,同时也是一个交叉学科,取“信息”的人工智能系统,其特点是可提高生产的柔性和自动化程度。目前机器视觉技术已经在很多工业制造领域得到了应用,并逐渐进入我们的日常生活。 机器视觉是通过对相关的理论和技术进行研究,从而建立由图像或多维数据中获机器视觉简介 机器视觉就是用机器代替人眼来做测量和判断。机器视觉主要利用计算机来模拟人的视觉功能,再现于人类视觉有关的某些智能行为,从客观事物的图像中提取信息进行处理,并加以理解,最终用于实际检测和控制。机器视觉是一项综合技术,其包括数字处理、机械工程技术、控制、光源照明技术、光学成像、传感器技术、模拟与数字视频技术、计算机软硬件技术和人机接口技术等,这些技术相互协调才能构成一个完整的工业机器视觉系统[1]。 机器视觉强调实用性,要能适应工业现场恶劣的环境,并要有合理的性价比、通用的通讯接口、较高的容错能力和安全性、较强的通用性和可移植性。其更强调的是实时性,要求高速度和高精度,且具有非接触性、实时性、自动化和智能 高等优点,有着广泛的应用前景[1]。 一个典型的工业机器人视觉应用系统包括光源、光学成像系统、图像捕捉系统、图像采集与数字化模块、智能图像处理与决策模块以及控制执行模块。通过 CCD或CMOS摄像机将被测目标转换为图像信号,然后通过A/D转换成数字信号传送给专用的图像处理系统,并根据像素分布、亮度和颜色等信息,将其转换成数字化信息。图像系统对这些信号进行各种运算来抽取目标的特征,如面积、 数量、位置和长度等,进而根据判别的结果来控制现场的设备动作[1]。 机器视觉一般都包括下面四个过程:
《机器视觉及其应用》习题
第一章机器视觉系统构成与关键技术 1、机器视觉系统一般由哪几部分组成?机器视觉系统应用的核心目标是什么?主要的分 成几部分实现? 用机器来延伸或代替人眼对事物做测量、定位和判断的装置。组成:光源、场景、摄像机、图像卡、计算机。用机器来延伸或代替人眼对事物做测量、定位和判断。三部分:图像的获取、图像的处理和分析、输出或显示。 2、图像是什么?有那些方法可以得到图像? 图像是人对视觉感知的物质再现。光学设备获取或人为创作。 3、采样和量化是什么含义? 数字化坐标值称为取样,数字化幅度值称为量化。采样指空间上或时域上连续的图像(模拟图像)变换成离散采样点(像素)集合的操作;量化指把采样后所得的各像素的灰度值从模拟量到离散量的转换。采样和量化实现了图像的数字化。 4、图像的灰度变换是什么含义?请阐述图像反色算法原理? 灰度变换指根据某种目标条件按照一定变换关系逐点改变原图像中每一个像素灰度值,从而改善画质,使图像的显示效果更加清晰的方法。对于彩色图像的R、G、B各彩色分量取反。 第二章数字图像处理技术基础 1、对人类而言,颜色是什么?一幅彩色图像使用RGB色彩空间是如何定义的?24位真彩 色,有多少种颜色? 对人类而言,在人类的可见光范围内,人眼对不同波长或频率的光的主观感知称为颜色。 一幅图像的每个像素点由24位编码的RGB 值表示:使用三个8位无符号整数(0 到255)表示红色、绿色和蓝色的强度。256*256*256=16,777,216种颜色。 2、红、绿、蓝三种颜色为互补色,光照在物体上,物体只反射与本身颜色相同的色光而吸 收互补色的光。一束白光照到绿色物体上,人类看到绿色是因为? 该物体吸收了其他颜色的可见光,而主要反射绿光,所以看到绿色。 3、成像系统的动态范围是什么含义? 动态范围最早是信号系统的概念,一个信号系统的动态范围被定义成最大不失真电平和噪声电平的差。而在实际用途中,多用对数和比值来表示一个信号系统的动态范围,比如在音频工程中,一个放大器的动态范围可以表示为: D = lg(Power_max / Power_min)×20; 对于一个底片扫描仪,动态范围是扫描仪能记录原稿的灰度调范围。即原稿最暗点的密度(Dmax)和最亮处密度值(Dmin)的差值。 我们已经知道对于一个胶片的密度公式为D = lg(Io/I)。那么假设有一张胶片,扫描仪向其投射了1000单位的光,最后在共有96%的光通过胶片的明亮(银盐较薄)部分,而在胶片的较厚的部分只通过了大约4%的光。那么前者的密度为: Dmin=lg(1000/960)= 0.02; 后者的密度为: Dmax=lg(1000/40)= 1.40 那么我们说动态范围为:D=Dmax-Dmin=1.40-0.02=1.38。
机器视觉技术的在不同行业的应用-上海映初
机器视觉技术的在不同行业的应用 -上海映初智能科技有限公司工业4.0离不开智能制造,智能制造离不开机器视觉。如果说工业机器人是人类手的延伸、交通工具是人类腿的延伸,那么机器视觉就相当于人类视觉在机器上的延伸,是实现工业自动化和智能化的必要手段。机器视觉具有高度自动化、高效率、高精度和适应较差环境等优点,为我国工业自动化打开“新视界”。 传统工业制造企业在视觉图像技术方面需要构建四大能力: 第一、智能识别 海量信息快速收敛,从大量信息中找到关键特征,准确度和可靠度是关键。 第二、智能测量 测量是工业的基础,要求精准度。 第三、智能检测 在测量的基础上,综合分析判断多信息多指标,关键是基于复杂逻辑的智能化判断。第四、智能互联 图像的海量数据在多节点采集互联,同时将人员、设备、生产物资、环境、工艺等数据互联,衍生出深度学习、智能优化、智能预测等创新能力。 1、简介及分类 机器视觉是指利用相机、摄像机等传感器,配合机器视觉算法赋予智能设备人眼的功能,从而进行物体的识别、检测、测量等功能。机器视觉可以分为工业视觉、计算机视觉两类。
表1:机器视觉分类 a)构成及原理 机器视觉系统一般由光源、镜头、工业相机、图像采集卡、图像处理单元和视觉处理软件构成。 图1:机器视觉系统构成及工作原理 b)优势及特点
机器视觉具有高度自动化、高效率、高精度和适应较差环境的优点。 机器视觉性能优势优势原因 非接触测量对于观测者和被观测者都不会产生任何损伤,从而提高系统的可靠性 光谱响应范围较大具有交款的光谱响应范围,例如使用人眼看不见的红外测量,扩展了人眼的视觉范围 超长待机能够长时间稳定工作,人类难以长时间对同一对象进行观察,而机器视觉则可以长时 间的测量、分析和识别任务 定位功能具备定位功能,能够自动判断物体的位置,并将位置信息通过一定的通信协议输出,此 功能多用于全自动装配和生产 测量功能测量功能,能够自动测量产品的外观尺寸,比如外协轮廓、孔径、高度、面积等尺寸的 测量 缺陷检测功能缺陷检测功能是机器视觉用的最多的一种功能,她可以检测产品表面的一些信息。基 本上需要用人眼来的产品品质,都可以用视觉技术来替代。 表2:机器视觉性能优势原理 是实现智能制造的必要手段 如果说工业机器人是人类手的延伸、交通工具是人类腿的延伸,那么机器视觉就相当于人类视觉在机器上的延伸。机器视觉实现了对工件尺寸、形状、颜色等特征的自动判断和识别,可以让机器代替人眼做测量和判断,是实现工业自动化和智能化的必要手段。 人类视觉机器视觉 精确性差,64灰度级,不能分辨微小的目标强,256灰度级,可观测微米级的目 标 速度性慢,无法看清较快运动的目标快,快门时间可达10微秒
康耐视视觉入门培训.
一、连接相机 1、根据康耐视接线说明书接好相机,通过网线连接上电脑。在PC端打 开in-sight浏览器。 2、打开“系统”菜单栏下的菜单项,或者右键点击In-Sight网络栏弹 出“将网络、设备添加到网络”: 查找出7402相机,如上图,其IP地址与PC不在同一个网段。 3、统一ip网段 点击“复制PC网络设置”, 输入125,点击“应用”,则把相机的ip地址设置为 “192.168.0.125”,让相机、pc都处于192.168.0.xxx网段 上。
4、打开相机 双击“is7402_13ad6e”,则打开相机,之前设置的开机自动加载 的作业(如pinwen.job)也打开。 “传感器”-》“启动”,设置相机上电后是否自动联机,设置自 动加载的作业。 二、新建作业(电子表格下) 1、转到电子表格视图 2、“文件”-》“新作业”,或者点击左上角相应工具
三、设置拍照参数 双击“Image”,如下,设置触发模式和曝光时间等参数,这里设置为 “手动”触发,即点击工具栏的触发图标或者按快捷键F5时,相机拍照。 四、校准 1、calibrateGrid 将坐标变换下的CalibrateGrid函数拖到一空白的电子表格B2: 点击“实况视频“,调整好标定板(或者标定纸,没有的话可以打印)和镜头焦距等,让标定板清晰现实在视野中央,双击鼠标(或者按enter 键):
点击下方“校准”按钮: 2、CalibrateImage 经过如此处理,实现了像素坐标系图像到毫米坐标系图像的映射。
五、训练模版 1、拿走标定板,把要查找的物品放到视野范围,按F5拍照 2、函数栏里,“视觉工具”-》“图案匹配”-》TrainPatMaxPattern 图像框选A0或B4,默认是A0。 3、双击“图案区域”栏: 调整紫色区,双击鼠标(或者点击“确定”图标,或者按“enter”键)。 模版训练完成。 六、查找模版 FindPatMaxPatterns,另外的FindPatterns类似。 1、图像设置为A0,则查找输出的位置坐标值(如上图的705.263,642.798)是 像素单位的;
机器视觉技术的发展及其应用
机器视觉技术的发展及其应用 秦亚航1,苏建欢2,余荣川1 ( 1.广西科技大学电气与信息工程学院,广西柳州545006;2.河池学院,广西宜州643006) 【摘要】机器视觉系统的特点是提高生产的柔性和自动化程度。随着信号处理理论和计算机技术的发展,该技术迅速发展。本文介绍了机器视觉的关键技术的发展现状,其中包括光源照明技术、光学镜头、摄像机及图像采集卡、图像信号处理、执行机构等,并论述了其主要的应用领域以及存在的一些问题。 【关键词】机器视觉;图像采集;图像处理 Development of Machine Vision and Applications QIN Ya-hang1,QIN Wei-nian,SU Jian-huan2,YU Rong-chuan1 (College of Electrical and Information Engineering ,Guangxi University of Science and Technology,Liuzhou 545006,China;He Chi Universiry,Yizhou643006,China) 【Abstract】The characteristics of the machine vision system is to improve the flexibility and automation of production. With the development of signal processing theory and computer technology, the technology is developing rapidly. This paper introduces the development status of the key technology of machine vision, including lighting technology, optical lens, camera and image acquisition card, image signal processing, actuators, etc,and discusses its main application field and some problems. 【Keywords】Machine vision; Image acquisition; The image processing 0前言 机器视觉可以理解为基于视觉技术的机器系统或学科。美国制造工程协会机器视觉分会 和美国机器人工业协会的自动化视觉分会对机器视觉下的定义为:“机器视觉是通过光学装 置和非接触的传感器自动地接受和处理一个真实物体的图像,通过分析图像获得所需信息或 用于控制机器运动的装置”[1]。机器视觉是计算机学科的一个重要分支,它综合了光学、机 械、电子、计算机软硬件等方面的技术,涉及到计算机、图像处理、模式识别、人工智能、 信号处理、光机电一体化等多个领域。图像处理和模式识别等技术的快速发展,也大大地推 动了机器视觉的发展。
机器视觉系统中常用工业相机的种类
机器视觉系统中常用工业相机的分类 根据不同感光芯片划分 我们知道感光芯片是摄像机的核心部件,目前摄像机常用的感光芯片有CCD和CMOS 两种: 1.CCD摄像机,CCD称为电荷耦合器件,CCD实际上只是一个把从图像半导体中出 来的电子有组织地储存起来的方法。 称为互补金属氧化物半导体,CMOS实际上只是将晶体管2.CMOS摄像机,CMOS“” 放在硅块上的技术,没有更多的含义。 表示互补金属氧化物半导体,但是不论CCD 表示电荷耦合器件而CMOS“” 尽管CCD“” 对于图像感应都没有用,真正感应的传感器称做图像半导体,CCD和CMOS 或者CMOS“” 传感器实际使用的都是同一种传感器图像半导体,图像半导体是一个P N结合半导体,能 “” 够转换光线的光子爆炸结合处成为成比例数量的电子。电子的数量被计算信号的电压,光线进入图像半导体得越多,电子产生的也越多,从传感器输出的电压也越高。 1 因为人眼能看到Lux照度(满月的夜晚)以下的目标,CCD传感器通常能看到的照度 传感器感光度的到倍,所以目前一般CCD摄像机的图像质范围在Lux,是CMOS310 0.1~3 量要优于CMOS摄像机。CMOS可以将光敏元件、放大器、A/D转换器、存储器、数字 信号处理器和计算机接口控制电路集成在一块硅片上,具有结构简单、处理功能多、速度快、耗电低、成本低等特点。CMOS摄像机存在成像质量差、像敏单元尺寸小、填充率低等问题,年后出现了有源像敏单元结构,不仅有光敏元件和像敏单元的寻址开关,而且还1989“” 有信号放大和处理等电路,提高了光电灵敏度、减小了噪声,扩大了动态范围,使得一些参数与CCD摄像机相近,而在功能、功耗、尺寸和价格方面要优于CCD,逐步得到广泛的应用。CMOS传感器可以做得非常大并有和CCD传感器同样的感光度,因此非常适用于特殊 应用。CMOS传感器不需要复杂的处理过程,直接将图像半导体产生的电子转变成电压信号,因此就非常快,这个优点使得CMOS传感器对于高帧摄像机非常有用,高帧速度能达 到到帧秒。 400100000/ 按输出图像信号格式划分 模拟摄像机 模拟摄像机所输出的信号形式为标准的模拟量视频信号,需要配专用的图像采集卡才能 转化为计算机可以处理的数字信息。模拟摄像机一般用于电视摄像和监控领域,具有通用性好、成本低的特点,但一般分辨率较低、采集速度慢,而且在图像传输中容易受到噪声干扰,导致图像质量下降,所以只能用于对图像质量要求不高的机器视觉系统。常用的摄像机输出信号格式有: 中国电视标准,行,场 PAL(黑白为CCIR),62550
机器视觉课后心得体会
. ;.. 经过机器视觉技术及应用这门课程的学习,我觉得受益匪浅。可以说这门课 程更偏重于实践,也很好的锻炼了我们,老师讲课很认真,ppT准备的很详细,对于一些关键问题的讲解更是深入浅出。机器视觉技术,即采用机器代替人眼来做测量和判断。机器视觉系统是指通过机器视觉产品即图像摄取装置,分CMOS 和CCD两种把图像抓取到,然后将该图像传送至处理单元,通过数字化处理,根据像素分布和亮度、颜色等信息,来进行尺寸、形状、颜色等的判别,进而根据判别的结果来控制现场的设备动作。机器视觉主要用计算机来模拟人的视觉功能,但并不仅仅是人眼的简单延伸,更重要的是具有人脑的一部分功能一一从客观事物的图像中提取信息,进行处理并加以理解,最终用于实际检测、测量和控制。 机器视觉不同于计算机视觉,它涉及图像处理、人工智能和模式识别,机器视觉是将计算机视觉应用于工业自动化。 目前在机器视觉系统中;CCD 摄像机以其体积小巧、性能可靠、清晰度高等优点得到了广泛使用。机器视觉伴随计算机技术、现场总线技术的发展,技术日臻成熟,已是现代加工制造业不可或缺的产品,广泛应用于食品和饮料、化妆品、制药、建材和化工、金属加工、电子制造、包装、汽车制造等行业。在未来的几年内,随着中国加工制造业的发展,对于机器视觉的需求也逐渐增多;随着机器视觉产品的增多,技术的提高,国内机器视觉的应用状况将由初期的低端转向高端。加之机器视觉的介入,自动化将朝着更智能、更快速的方向发展。 通过本课程的学习,我们掌握了一些机器视觉方面的基本知识。这门课对于我们生活方面有很大的实用性,可以让我们了解到机器视觉的基本构造,对成为技术应用型人才,适应社会和培养实践能力与技能都起到了很大的作用。这样的学习让我们将知识更灵活的运用,更好的将知识和实践结合在一起并转化为技能。 通过这门课程的学习,我们懂得更多,收获更多,提升了自身操作能力的同时又学到了很多东西,我相信在以后的课堂学习和实践学习中可以掌握更多更深入的知识,不断的提高自身的学习与应用能力。
基于机器视觉的工件识别和定位文献综述
基于机器视觉的工件识别和定位文献综述 1.前言 1.1工业机器人的现状与发展趋势 机器人作为一种最典型的应用范围广、技术附加值高的数字控制装备,在现代先进生产制造业中发挥的作用越来越重要,机器人技术的发展将会对未来生产和社会发展起到强有力的推动作用。《2l 世纪日本创建机器人社会技术发展战略报告》指出,“机器人技术与信息技术一样,在强化产业竞争力方面是极为重要的战略高技术领域。培育未来机器人产业是支撑2l 世纪日本产业竞争力的产业战略之一,具有非常重要的意义。” 研发工业机器人的初衷是为了使工人能够从单调重复作业、危险恶劣环境作业中解脱出来,但近些年来,工厂和企业引进工业机器人的主要目的则更多地是为了提高生产效率和保证产品质量。因为机器人的使用寿命很长,大都在10 年以上,并且可以全天后不间断的保持连续、高效地工作状态,因此被广泛应用于各行各业,主要进行焊接、装配、搬运、加工、喷涂、码垛等复杂作业。伴随着工业机器人研究技术的成熟和现代制造业对自动生产的需要,工业机器人越来越被广泛的应用到现代化的生产中。 现在机器人的价格相比过去已经下降很多,并且以后还会继续下降,但目前全世界范围的劳动力成本都有所上涨,个别国家和地区劳动力成本又很高,这就给工业机器人的需求提供了广阔的市场空间,工业机器人销量的保持着较快速度的增长。工业机器人在生产中主要有机器人工作单元和机器人工作生产线这两种应用方式,并且在国外,机器人工作生产线已经成为工业机器人主要的应用方式。以机器人为核心的自动化生产线适应了现代制造业多品种、少批量的柔性生产发展方向,具有广阔的市场发展前景和强劲生命力,已开发出多种面向汽车、电气机械等行业的自动化成套装备和生产线产品。在发达国家,机器人自动化生产线已经应用到了各行各业,并且已经形成一个庞大的产业链。像日本的FANUC、MOTOMAN,瑞典的ABB、德国的KUKA、意大利的COMAU 等都是国际上知名的被广泛用于自动化生产线的工业机器人。这些产品代表着当今世界工业机器人的最高水平。 我国的工业机器人前期发展比较缓慢。当将被研发列入国家有关计划后,发展速度就明显加快。特别是在每次国家的五年规划和“863”计划的重点支持下,我国机器人技术的研究取得了重大发展。在机器人基础技术和关键技术方面都取得了巨大进展,科技成果已经在实际工作中得到转化。以沈阳新松机器人为代表的国内机器人自主品牌已迅速崛起并逐步缩小与国际品牌的技术差距。 机器人涉及到多学科的交叉融合,涉及到机械、电子、计算机、通讯、控制等多个方面。在现代制造业中,伴随着工业机器人应用范围的扩大和机器人技术的发展,机器人的自动化、智能化和网络化的程度也越来越高,所能实现的功能也越来越多,性能越来越好。机器人技术的内涵已变为“灵活应用机器人技术的、具有实在动作功能的智能化系统。”目前,工业机器人技术正在向智能机器和智能系统的方向发展,其发展趋势主要为:结构的模块化和可重构化;控制技术的开放化、PC 化和网络化;伺服驱动技术的数字化和分散化;多传感器融合技术的实用化;工作环境设计的优化和作业的柔性化以及系统的网络化和智能化等方面。 1.2机器视觉在工业机器人中的应用 工业机器人是FMS(柔性加工)加工单元的主要组成部分,它的灵活性和柔性使其成为自动化物流系统中必不可少的设备,主要用于物料、工件的装卸、分捡和贮运。目前在全世界有数以百万的各种类型的工业机器人应用在机械制造、零件加工和装配及运输等领域,
康耐视视觉系统简介
康耐视视觉系统简介 (济南磊硕自动化设备有限公司) 一、关于康耐视 康耐视公司是世界上最受信任的视觉系统公司,产品遍布全球的工厂。从质量检测到批次跟踪,从装配检验到机器人引导,康耐视视觉系统孜孜不倦地通过多种方法优化质量和降低成本。产品广泛应用于医疗和制药、汽车、半导体和电子、食品和饮料、包装、太阳能等各个行业。 二、系统功能 康耐视(COGNEX)视觉系统有四大功能:引导、检测、测量和识别。 1、引导(Guide):导引定位(如零件定位、机器手引导、位置校准等)。 2、检测(Inspect):检测质量及装配(如零件是否存在、表面检测、缺陷检测、产品计数等)。 3、测量(Gauge):尺寸测量(如尺寸标注、确保误差等)。 4、识别(Identify):识别零件(如代码识别、代码验证、颜色识别、模型识别等)。 三、产品系列 康耐视(COGNEX)有四大产品系列:视觉系统、视觉软件、视觉传感器和ID读码器。 1、视觉系统——牢固耐用的多功能优化整合系统,用户界面简单易用,用于配置应用。 2、视觉软件——一套强大的康耐视视觉工具,用于连接照相机、板卡以及您所选择的外设。 3、视觉传感器——简单易用,经济实惠的传感器,取代光电传感器,实现更可靠的检验和零件检测。 4、ID读码器——完成一维、二维代码的读取和验证,用于直接零件标记或高速应用。分手持式和固定式。
四、典型行业和应用举例 1、汽车:检测零件存在与否 2、半导体和电子:检验晶片和模具质量 3、食品和饮料:验证过敏原标签是否正确 4、包装:用自动化系统进行堆垛 5、医疗:验证手术室中器械是否齐备 6、制药:在过度失真的字符上进行字符验证 7、一般制造:为元件级产品追踪提供代码读取 8、太阳能:检查日版上的裂缝、缺口及类似缺陷 9、纸张、塑料、无纺布的纹理检测:进行在线、实时的纹理检测 10、金属和玻璃表面检测:检测、识别和显示缺陷
机器视觉应用案例分析
机器视觉应用案例简析 机器视觉的应用在近年来越加广泛,其中机器视觉检测、机器人视觉两方面的技术成为目前主要的两大技术应用领域,维视图像在此为你介绍机器视觉的部分应用实例,为大家学习提供参考。 一、机器视觉两大主要应用领域 1. 机器视觉检测:机器视觉检测又可分为高精度定量检测(例如显微照片的细胞分类、机械零部件的尺寸和位置测量)和不用量器的定性或半定量检测(例如产品的外观检查、装配线上的零部件识别定位、缺陷性检测与装配完全性检测)。 基于通用视觉系统的角度检测 2. 机器人视觉:用于指引机器人在大范围内的操作和行动,如从料斗送出的杂乱工件堆中拣取工件并按一定的方位放在传输带或其他设备上(即料斗拣取问题)。至于小范围内的操作和行动,还需要借助于触觉传感技术。
基于视觉技术的机器人定位 二、机器视觉10大应用实例分析 1. 基于机器视觉的仪表板总成智能集成测试系统 EQ140-II汽车仪表板总成是我国某汽车公司生产的仪表产品,仪表板上安装有速度里程表、水温表、汽油表、电流表、信号报警灯等,其生产批量大,出厂前需要进行一次质量终检。检测项目包括:检测速度表等五个仪表指针的指示误差;检测24个信号报警灯和若干照明9灯是否损坏或漏装。一般采用人工目测方法检查,误差大、可靠性差,不能满足自动化生产的需要。基于机器视觉的智能集成测试系统,改变了这种现状,实现了对仪表板总成智能化、全自动、高精度、快速化的质量检测,克服了人工检测所造成的各种误差,大大提高了检测效率。 2. 金属板表面自动控伤系统 金属板如大型电力变压器线圈、扁平线收音机朦胧皮等的表面质量都有很高的要求,但原始的采用人工目视或用百分表加控针的检测方法,不仅易受主观因素的影响,而且可能会给被测表面带来新的划伤。金属板表面自动探伤系统利用机器视觉技术对金属表面缺陷进行自动检查,在生产过程中高速、准确地进行检测,同时由于采用非接角式测量,避免了产生新划伤的可能。 3. 汽车车身检测系统 英国ROVER汽车公司800系列汽车车身轮廓尺寸精度的100%在线检测,是机器视觉系
基于机器视觉的产品检测技术研究
基于机器视觉的产品检测技术研究 1、机器视觉 1.1机器视觉的概念 机器视觉被定义为用计算机来模拟人的视觉功能,从客观事物的图像中提取信息,进行处理并加以理解,最终用于实际检测、测量和控制。一个典型的工业机器视觉应用系统包括光源、光学系统、图像采集系统、数字图像处理与智能判断决策模块和机械控制执行模块。系统首先通过CCD相机或其它图像拍摄装置将目标转换成图像信号,然后转变成数字化信号传送给专用的图像处理系统,根据像素分布!亮度和颜色等信息,进行各种运算来抽取目标的特征,根据预设的容许度和其他条件输出判断结果。 值得一提的是,广义的机器视觉的概念与计算机视觉没有多大区别,泛指使用计算机和数字图像处理技术达到对客观事物图像的识别、理解。而工业应用中的机器视觉概念与普通计算机视觉、模式识别、数字图像处理有着明显区别,其特点是: 1、机器视觉是一项综合技术,其中包括数字图像处理技术、机械工程技术、控制技术、电光源照明技术,光学成像技术、传感器技术、模拟与数字视频技术、计算机软硬件技术、人机接口技术等。这些技术在机器视觉中是并列关系。相互协调应用才能构成一个成功的工业机器视觉应用系统。 2、机器视觉更强调实用性,要求能够适应工业生产中恶劣的环境,要有合理的性价比,要有通用的工业接口,能够由普通工作者来操作,有较高的容错能力和安全性,不会破坏工业产品,必须有较强的通用性和可移植性。 3、对机器视觉工程师来说,不仅要具有研究数学理论和编制计算机软件的能力,更需要光、机、电一体化的综合能力。 4、机器视觉更强调实时性,要求高速度和高精度,因而计算机视觉和数字图像处理中的许多技术目前还难以应用于机器视觉,它们的发展速度远远超过其在工业生产中的实际应用速度。 1.2机器视觉的研究范畴 从应用的层面看,机器视觉研究包括工件的自动检测与识别、产品质量的自动检测、食品的自动分类、智能车的自主导航与辅助驾驶、签字的自动验证、目标跟踪与制导、交通流的监测、关键地域的保安监视等等。从处理过程看,机器视觉分为低层视觉和高层视觉两阶段。低层视觉包括边缘检测、特征提取、图像分割等,高层视觉包括特征匹配、三维建模、形状分析与识别、景物分析与理解等。从方法层面看,有被动视觉与主动视觉之,又有基于特征的方法与基于模型的方法之分。从总体上来看,也称作计算机视觉。可以说,计算机视觉侧重于学术研究方面,而机器视觉则侧重于应用方面。 机器人视觉是机器视觉研究的一个重要方向,它的任务是为机器人建立视觉系统,使得机器人能更灵活、更自主地适应所处的环境,以满足诸如航天、军事、工业生产中日益增长的需要(例如,在航天及军事领域对于局部自主性的需要,在柔性生产方式中对于自动定位与装配的需要,在微电子工业中对于显微结构的检测及精密加工的需要等)。机器视觉作为一门工程学科,正如其它工程学科一样,是建立在对基本过程的科学理解之上的。机器视觉系统的设计依赖于具体的问题,必须考虑一系列诸如噪声、照明、遮掩、背景等复杂因素,折中地处理信噪比、分辨率、精度、计算量等关键问题。 1.3机器视觉的研究现状 机器视觉研究出现于60年代初期,电视摄像技术的成熟与计算机技术的发展使得机器视觉研究成为可能。它作为早期人工智能研究的一部分,由于技术条件的限制,进展缓慢。80年代初,在D·Marr提出的计算视觉理论指导下,机器视觉研究得到了迅速发展,成为
机器视觉测量技术
机器视觉测量技术 杨永跃 合肥工业大学 2007.3
目录第一章绪论 1.1 概述 1.2 机器视觉的研究内容 1.3 机器视觉的应用 1.4 人类视觉简介 1.5 颜色和知觉 1.6 光度学 1.7 视觉的空间知觉 1.8 几何基础 第二章图像的采集和量化 2.1 采集装置的性能指标 2.2 电荷藕合摄像器件 2.3 CCD相机类 2.4 彩色数码相机 2.5 常用的图像文件格式 2.6 照明系统设计 第三章光学图样的测量 3.1 全息技术 3.2 散斑测量技术 3.3 莫尔条纹测量技术 3.4 微图像测量技术 第四章标定方法的研究 4.1 干涉条纹图数学形成与特征 4.2 图像预处理方法 4.3 条纹倍增法 4.4 条纹图的旋滤波算法 第五章立体视觉 5.1 立体成像
5.2 基本约束 5.3 边缘匹配 5.4 匹域相关性 5.5 从x恢复形状的方法 5.6 测距成像 第六章标定 6.1 传统标定 6.2 Tsais万能摄像机标定法 6.3 Weng’s标定法 6.4 几何映射变换 6.5 重采样算法 第七章目标图像亚像素定位技术 第八章图像测量软件 (多媒体介绍) 第九章典型测量系统设计分析9.1 光源设计 9.2 图像传感器设计 9.3 图像处理分析 9.4 图像识别分析 附:教学实验 1、视觉坐标测量标定实验 2、视觉坐标测量的标定方法。 3、视觉坐标测量应用实验 4、典型零件测量方法等。
第一章绪论 1.1 概述 人类在征服自然、改造自然和推动社会进步的过程中,面临着自身能力、能量的局限性,因而发明和创造了许多机器来辅助或代替人类完成任务。智能机器或智能机器人是这种机器最理想的模式。 智能机器能模拟人类的功能、能感知外部世界,有效解决问题。 人类感知外部世界:视觉、听觉、嗅觉、味觉、触觉 眼耳鼻舌身 所以对于智能机器,赋予人类视觉功能极其重要。 机器视觉:用计算机来模拟生物(外显或宏观)视觉功能的科学和技术。 机器视觉目标:用图像创建或恢复现实世界模型,然后认知现实世界。 1.2 机器视觉的研究内容 1 输入设备成像设备:摄像机、红外线、激光、超声波、X射线、CCD、数字扫描仪、 超声成像、CT等 数字化设备 2 低层视觉(预处理):对输入的原始图像进行处理(滤波、增强、边缘检测),提取角 点、边缘、线条色彩等特征。 3 中层视觉:恢复场景的深度、表面法线,通过立体视觉、运动估计、明暗特征、纹理 分析。系统标定 4 高层视觉:在以物体为中心的坐标系中,恢复物体的完整三维图,识别三维物体,并 确定物体的位置和方向。 5 体系结构:根据系统模型(非具体的事例)来研究系统的结构。(某时期的建筑风格— 据此风格设计的具体建筑) 1.3 机器视觉的应用 工业检测—文件处理,毫微米技术—多媒体数据库。 许多人类视觉无法感知的场合,精确定量感知,危险场景,不可见物感知等机器视觉更显其优越十足。 1 零件识别与定位
Cognex康耐视相机操作使用说明书
康耐视相机操作使用说明书 文件状态: ■草稿□修改□定稿文档密级□不保密■内部□机密 项目名称 版本号 1.0 描述康耐视相机操作使用说明书 编写人余国鹰编写日期2015/9/10 审核人审核日期
目录 一、康耐视相机具体设置 (3) 1.1软件安装 ...................................................................................................... 错误!未定义书签。 1.2流程编辑 (3) 1.3C ODESYS通信注意事项 (6) 二、相机标定 (7) 2.1相机校准 (7) 2.2绝对坐标实现 (9) 2.3相对坐标实现 (10) 三、示教器示例程序 (11) 3.1绝对坐标实现范例 (11) 3.2相对坐标实现范例 (11) 四、CODESYS逻辑开发 (13) 4.1S OCKET通信开发 (13) 4.2外部点数据处理 (14) 五、细节说明 (17)
康耐视相机操作使用说明书 一、 康耐视相机具体设置 1.1 软件安装 双击康耐视相机软件Cognex_In-Sight_Software_4.8.1,按照步骤一步步安装即可。 1.2 流程编辑 1. 设置电脑本地连接IPV4地址为19 2.168.39.12(设置为39段即可)。 2. 双击康耐视In-Sight 浏览器软件进入相机设置界面,软件会自动搜索连接的相机设备,如下图1.1所示。 图 1.1 3. 双击相机设备(红色椭圆内设备图标),进入相机编辑界面,如下图1.2所示。 图1.2
概述机器视觉工业五大典型应用.
概述机器视觉工业五大典型应用如今,自动化技术在我国发展迅猛,人们对于机器视觉的认识更加深刻,对于它的看法也发生了很大的转变。机器视觉系统提高了生产的自动化程度,让不适合人工作业的危险工作环境变成了可能,让大批量、持续生产变成了现实,大大提高了生产效率和产品精度。快速获取信息并自动处理的性能,也同时为工业生产的信息集成提供了方便。随着机器视觉技术成熟与发展,我们不难发现其应用范围越加的广泛,根据这些领域,我们大致可以概括出机器视觉工业的五大典型应用,这五大典型应用也基本可以概括出机器视觉技术在工业生产中能够起到的作用。 图像识别应用 图像识别,是利用机器视觉对图像进行处理、分析和理解,以识别各种不同模式的目标和对象。图像识别在机器视觉工业领域中最典型的应用就是二维码的识别了,二维码就是我们平时常见的条形码中最为普遍的一种。将大量的数据信息存储在这小小的二维码中,通过条码对产品进行跟踪管理,通过机器视觉系统,可以方便的对各种材质表面的条码进行识别读取,大大提高了现代化生产的效率。 图像检测应用 检测是机器视觉工业领域最主要的应用之一,几乎所有产品都需要检测,而人工检测存在着较多的弊端,人工检测准确性低,长时间工作的话,准确性更是无法保证,而且检测速度慢,容易影响整个生产过程的效率。因此,机器视觉在图像检测的应用方面也非常的广泛,例如:硬币边缘字符的检测。2000 年10月新发行的第五套人民币中,壹圆硬币的侧边增强了防伪功能,鉴于生产过程的严格控制要求,在造币的最后一道工序上安装了视觉检测系统;印刷过程中的套色定位以及较色检查、包装过程中的饮料瓶盖的印刷质量检查,产品包装上的条码和字符识别等;玻璃瓶的缺陷检测。机器视觉系统对玻璃瓶的缺陷检测,也包括了药用玻璃瓶范畴,也就是说机器视觉也涉及到了医药领域,其主要检测包括尺寸检测、瓶身外观缺陷检测、瓶肩部缺陷检测、瓶口检测等。
概述机器视觉工业五大典型应用.
概述机器视觉工业五大典型应用 如今,自动化技术在我国发展迅猛,人们对于机器视觉的认识更加深刻,对于它的看法也发生了很大的转变。机器视觉系统提高了生产的自动化程度,让不适合人工作业的危险工作环境变成了可能,让大批量、持续生产变成了现实,大大提高了生产效率和产品精度。快速获取信息并自动处理的性能,也同时为工业生产的信息集成提供了方便。随着机器视觉技术成熟与发展,我们不难发现其应用范围越加的广泛,根据这些领域,我们大致可以概括出机器视觉工业的五大典型应用,这五大典型应用也基本可以概括出机器视觉技术在工业生产中能够起到的作用。 图像识别应用。 图像识别,是利用机器视觉对图像进行处理、分析和理解,以识别各种不同模式的目标和对象。图像识别在机器视觉工业领域中最典型的应用就是二维码的识别了,二维码就是我们平时常见的条形码中最为普遍的一种。将大量的数据信息存储在这小小的二维码中,通过条码对产品进行跟踪管理,通过机器视觉系统,可以方便的对各种材质表面的条码进行识别读取,大大提高了现代化生产的效率。 图像检测应用 检测是机器视觉工业领域最主要的应用之一,几乎所有产品都需要检测,而人工检测存在着较多的弊端,人工检测准确性低,长时间工作的话,准确性更是无法保证,而且检测速度慢,容易影响整个生产过程的效率。因此,机器视觉在图像检测的应用方面也非常的广泛,例如:硬币边缘字符的检测。2000年10月新发行的第五套人民币中,壹圆硬币的侧边增强了防伪功能,鉴于生产过程的严格控制要求,在造币的最后一道工序上安装了视觉检测系统;印刷过程中的套色定位以及较色检查、包装过程中的饮料瓶盖的印刷质量检查,产品包装上的条码和字符识别等;玻璃瓶的缺陷检测。机器视觉系统对玻璃瓶的缺陷检测,也包括了药用玻璃瓶范畴,也就是说机器视觉也涉及到了医药领域,其主要检测包括尺寸检测、瓶身外观缺陷检测、瓶肩部缺陷检测、瓶口检测等。 视觉定位应用
机器视觉的现状及其应用
河北工业大学 院系:河北工业大学机械工程学院 班级:机研155班 姓名:翟云飞 学号: 201531204037 题目:机器视觉技术及其应用
目录 1.机器视觉的发展现状 2.机器视觉系统组成 2.1机器视觉系统的工作原理 3.机器视觉的应用 3.1基于机器视觉的FPC嵌入式检测系统检测系统 3.2基于机器视觉的柔性制造岛在线零件识别系统 3.3基于机器视觉的PCB光板缺陷检测技术 3.4新兴行业 4.机器视觉发展趋势 5.中国机器视觉产业的发展现状 5.1、随着产业化的发展对机器视觉的需求将呈上升趋势 5.2、统一开放的标准是机器视觉发展的原动力 5.3、基于嵌入式的产品将取代板卡式产品 5.4、标准化、一体化解决方案也将是机器视觉的必经之路 6.参考文献
1.中国机器视觉的发展趋势 近年来,机器视觉已经发展成为光电子的一个应用分支,广泛应用于微电子、PCB生产、自动驾驶、印刷、科学研究和军事等领域。机器视觉在中国的蓬勃发展,使从事机器视觉的公司和人员大量涌现。首先概述了机器视觉技术的基本原理并分析了机器视觉系统的构建;接着论述了机器视觉技术的当前主要应用领域与情况;最后分析了现阶段机器视觉技术存在的问题。 2.机器视觉系统组成及其工作原理 简言之,机器视觉就是用机器代替人眼来做测量和判断。机器视觉系统是指通过机器视觉产品(即图像摄取装置,分CMOS和CCD两种)将被摄取目标转换成图像信号,传送给专用的图像处理系统,根据像素分布和亮度、颜色等信息,转变成数字化信号;图像系统对这些信号进行各种运算来抽取目标的特征,进而根据判别的结果来控制现场的设备动作。 从原理上机器视觉系统主要由三部分组成:图像的采集、图像的处理和分析、输出或显示。—个典型的机器视觉系统应该包括光源、光学系统、图像捕捉系统、图像数字化模块、数字图像处理模块、智能判断决策模块和机械控制执行模块,如图1所示。
机器视觉课后心得体会
经过机器视觉技术及应用这门课程的学习,我觉得受益匪浅。可以说这门课程更偏重于实践,也很好的锻炼了我们,老师讲课很认真,ppT准备的很详细,对于一些关键问题的讲解更是深入浅出。机器视觉技术,即采用机器代替人眼来做测量和判断。机器视觉系统是指通过机器视觉产品即图像摄取装置,分CMOS 和CCD两种把图像抓取到,然后将该图像传送至处理单元,通过数字化处理,根据像素分布和亮度、颜色等信息,来进行尺寸、形状、颜色等的判别,进而根据判别的结果来控制现场的设备动作。机器视觉主要用计算机来模拟人的视觉功能,但并不仅仅是人眼的简单延伸,更重要的是具有人脑的一部分功能一一从客观事物的图像中提取信息,进行处理并加以理解,最终用于实际检测、测量和控制。 机器视觉不同于计算机视觉,它涉及图像处理、人工智能和模式识别,机器视觉是将计算机视觉应用于工业自动化。 目前在机器视觉系统中;CCD 摄像机以其体积小巧、性能可靠、清晰度高等优点得到了广泛使用。机器视觉伴随计算机技术、现场总线技术的发展,技术日臻成熟,已是现代加工制造业不可或缺的产品,广泛应用于食品和饮料、化妆品、制药、建材和化工、金属加工、电子制造、包装、汽车制造等行业。在未来的几年内,随着中国加工制造业的发展,对于机器视觉的需求也逐渐增多;随着机器视觉产品的增多,技术的提高,国内机器视觉的应用状况将由初期的低端转向高端。加之机器视觉的介入,自动化将朝着更智能、更快速的方向发展。 通过本课程的学习,我们掌握了一些机器视觉方面的基本知识。这门课对于我们生活方面有很大的实用性,可以让我们了解到机器视觉的基本构造,对成为技术应用型人才,适应社会和培养实践能力与技能都起到了很大的作用。这样的学习让我们将知识更灵活的运用,更好的将知识和实践结合在一起并转化为技能。 通过这门课程的学习,我们懂得更多,收获更多,提升了自身操作能力的同时又学到了很多东西,我相信在以后的课堂学习和实践学习中可以掌握更多更深入的知识,不断的提高自身的学习与应用能力。
机器视觉技术及其应用概述
机器视觉技术及其应用概述 姓名: 班级:机械0904班学号: 摘要:近年来,机器视觉已经发展成为光电子的一个应用分支,广泛应用于微 电子、PCB生产、自动驾驶、印刷、科学研究和军事等领域。机器视觉在中国的蓬勃发展,使从事机器视觉的公司和人员大量涌现。首先概述了机器视觉技术的基本原理并分析了机器视觉系统的构建;接着论述了机器视觉技术的当前主要应用领域与情况;最后分析了现阶段机器视觉技术存在的问题。 关键词:器视觉;技术;应用 机器视觉系统组成及其工作原理 机器视觉即用机器代替人眼来做测量和判断。机器视觉系统的工作流程大致为:被摄取目标——经图像摄取装臵——图像信号——经图像处理系统——数字信号——经抽取目标特征——判断结果并控制设备。该流程的实现需相应的硬件作为基础,典型的工业机器视觉系统构成有照明、镜头、相机、图像采集卡、视觉处理器等。下面将对机器视觉系统组成和工作原理进一步具体说明。 机器视觉系统组成 从原理上机器视觉系统主要由三部分组成:图像的采集、图像的处理和分析、输出或显示。—个典型的机器视觉系统应该包括光源、光学系统、图像捕捉系统、图像数字化模块、数字图像处理模块、智能判断决策模块和机械控制执行模块,如图1所示。 从中我们可以看出机器视觉是一项综合技术。其中包括数字图像处理技术、机械工程技术、控制技术、光源照明技术、光学成像技术、传感器技术、模拟与数字视频技术、计算机软硬件技术、人机接口技术等。只有这些技术的相互协调应用才能构成一个完整的机器视觉应用系统。机器视觉应用系统的关键技术主要体现在光源照明、光学镜头、摄像机(CCD)、图像采集卡、图像信号处理以及执行机构等。以下分别就各方面展开论述。
机器视觉技术及其在包装印刷质量检测中的应用
机器视觉技术及其在包装印刷质量检测中的应用 机器视觉就是用机器代替人眼来做测量和判断。机器视觉系统是指通过机器视觉产品(即图像摄取装置,分CMOS和CCD两种)将被摄取目标转换成图像信号,传送给专用的图像处理系统,根据像素分布和亮度、颜色等信息,转变成数字化信号;图像系统对这些信号进行各种运算来抽取目标的特征,进而根据判别的结果来控制现场的设备动作。机器视觉系统的特点是提高生产的柔性和自动化程度。在一些不适合于人工作业的危险工作环境或人工视觉难以 机器视觉就是用机器代替人眼来做测量和判断。机器视觉系统是指通过机器视觉产品(即图像摄取装置,分CMOS和CCD两种)将被摄取目标转换成图像信号,传送给专用的图像处理系统,根据像素分布和亮度、颜色等信息,转变成数字化信号;图像系统对这些信号进行各种运算来抽取目标的特征,进而根据判别的结果来控制现场的设备动作。 机器视觉系统的特点是提高生产的柔性和自动化程度。在一些不适合于人工作业的危险工作环境或人工视觉难以满足要求的场合,常用机器视觉来替代人工视觉;同时在大批量工业生产过程中,用人工视觉检查产品质量效率低且精度不高,用机器视觉检测方法可以大大提高生产效率和生产的自动化程度。而且机器视觉易于实现信息集成,是实现计算机集成制造的基础技术。 一个典型的工业机器视觉应用系统包括如下部分:光源,镜头,CCD照相机,图像处理单元(或图像捕获卡),图像处理软件,监视器,通讯/输入输出单元等。首先采用摄像机获得被测目标的图像信号,然后通过A/ D 转换变成数字信号传送给专用的图像处理系统,根据像素分布、亮度和颜色等信息,进行各种运算来抽取目标的特征,然后再根据预设的判别准则输出判断结果,去控制驱动执行机构进行相应处理。机器视觉是一项综合技术,其中包括数字图像处理技术、机械工程技术、控制技术、光源照明技术,光学成像技术、传感器技术、模拟与数字视频技术、计算机软硬件技术、人机接口技术等。机器视觉强调实用性,要求能够适应工业现场恶劣的环境,要有合理的性价比、通用的工业接口、较高的容错能力和安全性,并具有较强的通用性和可移植 性。它更强调实时性,要求高速度和高精度。 视觉系统的输出并非图像视频信号,而是经过运算处理之后的检测结果,如尺寸数据。上位机如PC和PLC实时获得检测结果后,指挥运动系统或I/O系统执行相应的控制动作,如定位和分选。从视觉系统的运行环境分类,可分为PC-BASED系统和PLC-BASED系统。基于PC的系统利用了其开放性,高度的编程灵活性和良好的Windows界面,同时系统总体成本较低。以美国 DATA TRANSLATION公司为例,系统内含高性能图像捕获卡,一般可接多个镜头,配套软件方面,从低到高有几个层次,如Windows95/98/NT环境下C/C++编程用DLL,可视化控件activeX提供VB和VC++下的图形化编程环境,甚至Windows下的面向对象的机器视觉组态软件,用户可用它快速开发复杂高级的应用。在基于PLC的系统中,视觉的作用更像一个智能化的传感器,图像处理单元独立于系统,通过串行总线和I/O与PLC交换数据。系统硬件一般利用高