螺丝知识总结

螺丝的基本知识培训
制作一个螺丝竟然这么难!
二次加工
螺丝标注的方法
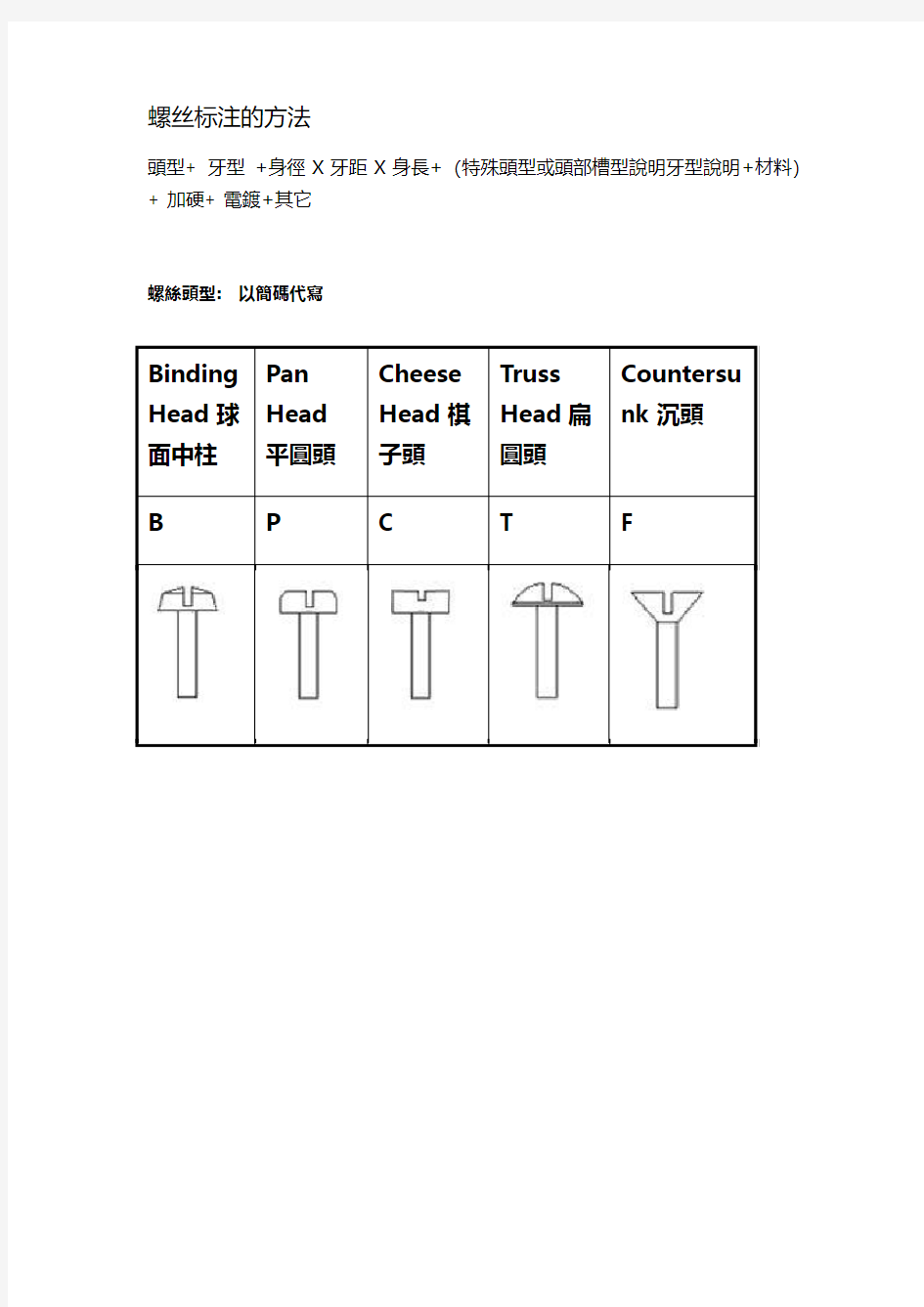
頭型+ 牙型+身徑X牙距X身長+(特殊頭型或頭部槽型說明牙型說明+材料)+ 加硬+ 電鍍+其它
螺絲頭型:以簡碼代寫
其他螺絲頭型:以簡碼代寫 L
美規 ANSI Fillister Head
HD Lotus 蓮花頭 HSC
Hexagon Socket cap head 內六角杯頭
HSC1 內六角杯頭,杯頭有花紋.
HSBU Hexagon socket button head 內六角扁圓頭 HSP Hexagon socket pan head 內六角P 頭 HSK Hexagon socket pan head 內六角K 頭 E
Special Head 其它特殊頭型
M Machine 機牙
A Type A/A
B 尖咀鋼牙
B (1) Type B 平咀鋼牙.
(2) Tap Tite B 三角B牙
T Type BT 自攻介腳
S Taptite S Type 三角機牙.
P (1) Twin Fast Screw: 45°雙絲快牙
(2) Twin Taptite P Type 45° 三角雙絲快牙
(3) Single Fast Screw: 45° 單絲快牙
單絲快牙代碼SIN
三角單絲快牙代碼為IN/TT
(4) 48°牙螺絲標註參照45°牙,注解中說明48 MA 機牙尖咀或收咀代碼
H 倒扣牙代碼
E 30 ° Tooth Plastic Thread 30 °牙
形塑膠螺絲代碼
W Wood Screw 木牙螺絲代碼
MT Machine Cut Tail 機牙介腳
V 為菠蘿花之代碼
Y 直紋花代碼
F Type "F" Tooth 尾多條割代碼
HL 高低牙代碼。
O Other Type Thread 其它類代碼
U U型牙代碼
标注案例:
P B 3 X 15 (+/-) (TT/T=10) H Zn
PAN 頭
B 牙
公稱牙徑 3 MM
身長15 MM
“+/-”槽型
三角牙/牙長=10 MM
表面需加硬處理(硬度標准:HV450 MIN)
電鍍 Zn
螺丝牙之分类
1.機牙螺絲
用於配合有內螺紋之工件,例如絲母2. 鋼牙螺絲/自攻螺絲
用於沒有內螺紋之工件上
鋼牙螺絲/自攻螺絲:
特點
1. 只須鑽孔,不須攻牙,被鎖物厚薄皆可
2.不產生切削粉
3.鎖螺絲時所須扭力低。
4.鎖好時,保持力高不易滑牙。
5.防震性能佳,不易脫落。
6.可和机械螺絲做互相使用。
7.可連續多次使用不損坏被鎖物之牙。
螺丝之标准
1.國標(GB)
2.日本螺紋標准(JIS)
3.德國標准(DIN)
4.美制螺紋標准(IFI)
5.英制圍氏牙標准(BSW)
下面重点讲一下NYLOK耐落螺丝(飞行器上常用的螺丝的一种)
以特殊技術將工程塑膠附著於螺絲牙面上,使螺絲螺帽在鎖緊過程中工程塑膠被壓擠產生強大反作用力,增加螺牙間之摩擦力提供了對振動的絕對阻力
优点:
1.利用特殊工程塑膠之強大反彈力在螺牙部位發揮強力的防鬆效果,使一般使用的
螺絲變成永久強力防鬆螺絲。
2. 螺帽重覆使用次數愈多愈能看出其防鬆效果優於其他防鬆劑及其它各種防鬆螺帽
3.可依貴公司指定位置施工,最適合於做不鬆弛之調整螺絲。特殊工程塑膠之恆久彈性記憶能力,使調整螺絲可置留在正常位置。
4.是NASA人造衛星及世界級的製造廠商所使用的部品,多數長年的使用實績可證明其有良好的耐候性及耐環境性
Nylok之注意使用事項
1.適用於機牙螺絲
2.用於難於把工件拆除之地方
3.需配合螺絲牙之適當接合
窝丁?我天,我真的第一次听说,看看是什么鬼?
一次性接合工件,較便利便宜,應用也廣
拑合力 Clamp Load 較一般螺絲低
但拑合力的持久性較高
產品種類
?尾孔窩釘
?拉釘
尾孔窩釘
方便穿入盲孔以作導位用
接合點可防震,穩定性高
高速接合書本
平頭窩釘可減少對工件的損耗及鬆脫情況拉丁
增加尾部平面承受力
接合點可防震,穩定性高
可一次過調準並接合二物件的穿孔
螺母
螺母通常與螺栓配合使用
以六角螺母的應用最廣
產品種類
六角尼龙螺母?
帶盖螺母
六角薄螺母?六角法蘭螺母
高扭力六角螺母
蝶形螺母
介子緊固件
傳統介子
彈弓性介子:維持螺絲压力,並补偿因熱力或塑膠勞損的影响電子用介子:擁有導電作用
介子——传统介子
平面介子
增大平面承受力面積
內齿介子
小頭型螺絲,螺絲被齿牙鎖上
外齿介子
較大頭型螺絲,齿牙鎖上工件表面彈弓介子
保持接觸位彈性压力
四方介子
保持彈性,提供平面承受力位置錐型介子
保持接觸位彈性压力
四方電子介子
多在機箱內,方便電線的連接四方片介子
方便不同或大量電線的連接介子緊固件
真的好难哦,这还有一些细节的工艺上的处理没有给大家写全面,有些我们也不太需要,有需要的找我吧。小编已经快哭死了!好难哦!
(完整版)断裂螺栓取出办法分析与总结
断裂螺栓取出办法分析与总结 一、取断裂螺栓工具的加工选择 取断裂螺栓工具主要有:断丝取出器;钻头;锤子;手电钻;活动扳手;螺栓松动剂;软磁铁;抹布;10米插线板;工作灯;手电。 上面列出的是常规的取断丝的工具,遇到有些特殊情况可能会用到其他工具,我会在后面提到时候做说明。 取断裂螺栓的基本思路是在断裂螺栓断面(尽量靠中间)钻孔,然后选择合适的断丝取出器旋入钻孔内,由于断丝取出器上带有反方向螺纹,旋动断丝取出器带动断裂部分螺栓旋出。 断丝取出器与钻头的选择:取断丝的工作需要钻头与断丝取出器配套使用,选择的原则是钻头的直径与断丝取出器的最细端相仿。市面上能买到的断丝取出器有两种(如图3,4)。图3的这种断丝取出器螺纹较细,硬度较另一种小。适合用来取硬度较小的断裂螺栓,1500机组轮毂与变桨轴承螺栓是10.9级,用图3的断丝取出器较合适。图4中断丝取出器螺纹较粗,硬度较大,适合取出硬度较强的螺栓。对于钻头,市面上钻头种类很多,我们正常用到的一种是普通的用来钻普通金属物件的钻头。还有一种是合金钻头,这种钻头硬度较高,价格也较高,我们可以用来将已钻好的孔扩大,不建议用这种钻头钻孔,现场实际应用效果不好。 图3 图4 由于轮毂与变桨轴承连接螺栓断裂部分大都在轮毂与变桨轴承接触面处,在用手电钻在断裂螺栓断面上钻孔时要经过变桨轴承孔,孔深约300mm(如图5),我们市面上买到的钻头跟断丝取出器都达不到这个长度,所以要经过加工,在普通钻头上加焊一段钢筋,加工完的钻头总长度在350mm左右为宜,钢筋的另一端要保证能插入手电钻钻夹中加紧。钻头与焊接的部分要尽量保持同心,避免钻孔过程中钻头折断。可将截好的钢筋一端中心钻一个与钻头直径相仿的孔,然后将钻头插入孔中再进行焊接,这样能更好的保持同心度,同时也使焊接更牢固。断丝取出器的加工与钻头的加工基本相同,只是在焊接的钢筋末端要加工成方形,便于用扳手旋出断丝。如图6-9所示为加工后的钻头及断丝取出器。加工工作可以找一般的车床加工厂加工。
丝锥断的取出方法_丝锥断了怎么取出来_取断丝锥方法
取折断丝锥、断钻头的新方法 丝锥断了的取出方法,丝锥断了怎么取出来? 1、如果断在离孔口不远处,可以想办法把它弄出来。比如用尖嘴钳或尖的东西让丝攻反转出来。如果离孔口较远处,可以用两根刚度较好的钢丝夹着反转。 2、一般的方法弄不出来,可以用电火花的方式把断的丝攻头上弄一个内六角,再用外六角扳手把它拧出来。 3、如果有硬质合金钻头,可以用与底孔大小相同的钻头,把丝攻给钻掉。 4、线切割割出。适用通孔。 5、气割熔出。丝攻热容量小,先于工件升到高温,控制好时,可以只切割断丝攻。适用通孔。 6、用錾子旋转着凿出来。 7、从孔的另一面,用小冲子使劲冲,将断丝攻冲出来。缺点是损伤螺纹。但要求低的螺纹仍可使用,对强度影响不大。适用通孔。 8、焊接的方法。在断丝攻上焊接一铁棍,旋转铁棍拧出。 9、用适当的电极,用电脉冲机床将断丝攻打掉。成本较高,但是小件没有处理不了的。 10、还有一个不入流的方法,比较卑鄙,适用情况也特殊。在攻骑缝螺丝时断丝攻,不作处理,断丝攻权当一个骑缝螺丝,留给将来拆卸它的维修工处理。如何取出断在工件里的丝锥和钻头,看看这几个方法好用不 1. 灌点润滑油,用尖簪子或者斩子在断裂面反向慢慢敲出,不时倒倒铁削(车间里最常用的方法,但是对于孔径太小的螺纹孔或者断掉的丝锥太长可能就不合适了,不过可以尝试)。
2. 在丝锥断裂截面上焊接一个把手或者六角螺母,然后轻轻反转出来(本来就是一种好方法,不过焊接有些麻烦,还是同样的话,对于直径较小的丝锥就不合适了); 3. 用专用工具:断丝锥取出器,原理是工件和丝锥分别接上正负电极,中间灌电解液,导致工件向丝锥放电腐蚀,然后辅助尖嘴钳等取出,对内孔伤害很小; 4. 拿钢辊顶在丝锥裂口用小锤子慢慢敲,丝锥比较脆,最后敲成渣出来,或者更简单,直接把断丝锥的螺纹孔钻烂活镗烂,重新扩孔攻丝(方法有些野蛮,如果丝锥直径太小也不好使,直径太大,敲起来也挺累人的); 5. 将断丝锥所在的螺纹孔焊平,再磨平,重新钻孔,虽然很难但是慢慢可以钻进去(如果那个螺纹孔可以换位置的话,重新钻孔攻丝的时候,建议还是换到原螺纹孔旁边); 6. 在断丝锥截面上凿个一字槽,用螺丝刀反向拧起(那个一字槽很难凿出来的,如果丝锥直径小的话就更难了); 7. 把断丝锥的螺纹孔钻大,然后镶嵌一个钢丝螺套或者销钉什么的,再焊接,磨平,重新钻孔攻丝,可以做到基本一样(这种方法虽然麻烦,但是很实用的,丝锥大小都无所谓); 8. 用电脉冲打掉,电火花或者线切割都可以,伤了孔可以扩孔加钢丝螺套(此法更简单方便,至于同轴度暂时就不要考虑了,除非你的那个螺纹孔同轴度直接影响设备的质量); 9. 做一个简单的工具同时插入断丝锥截面的排屑槽空位内,小心反向扳出来,如,可用带方榫的断丝锥上拧2个螺母,用钢丝(根数与丝锥槽数相同)插入断丝锥和螺母的空槽中,然后用铰杠按退出方向扳动方榫,把断丝锥取出(这种方法
13种方法取断螺丝方法总结精编版
下面有13种方法取断螺丝方法总结 ,应根据自己的实际情况来选择,也可以几种方法一起用。要讲究灵活性,希望可以帮助大家。 1、可以使用砂轮机把断丝的部位磨平,再用小钻头先钻,再逐渐改用较大的钻头,断丝就逐渐脱落,脱落之后用原来大小的丝锥重新攻一下牙,这样的优点可以不用增大孔径。 2、在断入物上焊接一铁棒,然后拧出。(缺点:a、太小的断入物无法焊接;b、对焊接技巧要求极高,容易烧坏工件;c、焊接处容易断,能取出断入物的几率很小。) 3、用比断入物硬的锥状工具撬。(缺点:a、只适宜脆性断入物,将断入物敲碎,然后慢慢剔出;b、断入物太深、太小都无法取出;c、容易破坏原有孔。) 4、做一个比断入物直径小的六角电极,用电火花机床在断入物上加工一六角沉孔,然后用内六角扳手拧出。(缺点:a、对锈死的或卡死的断入物无用;b、对大型工件无用;c、对 太小的断入物无用;d、耗时、费事。) 5、直接用比断入物小的电极,用电火花机床打。(缺点:a、对大型工件无用,无法放入电火花机床工作台;b、耗时;c、太深时容易积碳,打不下去。) 6、用合金钻头打(缺点:a、容易破坏原有孔;b、对硬质断入物无用;c、合金钻头较脆易断。) 7、现在有一种用电加工原理设计制造的便携式工具机,能轻松快速将断螺丝、断丝锥钻头取出。 8、如果螺丝不太硬,可以把端面挫平,再找出找中心点,用样冲打一小点上去,用小一点的钻头先钻,要垂直,然后用断丝取出器反向拧出即可。 9、如果买不到断丝取出器,就用大一点的钻头继续扩孔,在孔径接近螺丝时,有些丝会吃不住劲脱落下来了,剔除余下的丝牙,然后用丝锥重新修整就行。 10、如果螺丝断丝有露出来,或断螺丝处要求不严格,还有用手锯能够锯着,可以锯条缝,连外壳也锯,然后用平口螺丝刀卸下来。 11、如果断丝露出一定长度在外面,而且机械材料溶点又不太低,可用电焊在螺丝上面焊一个加长T型杆,这样就能从焊接的杆轻易拧出。 12、如果螺丝生锈非常严重,用上面的方法不好处理的,建议用火烤红后加进一点润滑油,再用以上相应的方式处理。 13、经过N多努力后,螺丝虽然是取出来了,但这时孔也废了,索性就钻个更大的孔攻丝,
取出断螺丝的方法之一
取出断螺丝的方法之一
很多车友在安装螺丝过程中,由于螺丝质量问题或者安装力量过度,导致螺丝直接断裂,且最麻烦的一种是螺丝直接断在了螺母里面,甚至外面没有留下一点可用钳子夹的尾巴,这种情况常发生在锁定力量很大的部位,如曲柄固定螺丝,v刹固定螺丝,龙头固定螺丝等地方,通常这样的毛病发生后会被认为无法解决,其实解决这个问题还是有办法的。首先需要找一根类似照片1上这种梅花螺丝刀,因为这种螺丝刀有多个较尖锐的边,可以卡在以后的那个自己钻出的洞里,梅花螺丝刀的大小视损坏的螺丝大小而定,比如较大的中轴就需要一把较大的梅花螺丝刀,这样才会更好发力和从洞内卡的更紧。然后是打洞,打洞是较有技术的环节,打洞的关键是要打在断裂了的螺丝的中心,因为只有在中心才可以最大效能的发挥旋转力度,如果洞打偏了那旋转会很吃力,偏的厉害甚至根本无法取出。打洞前需要在螺丝中心先引钻,引钻可以用一根钢性好的铁钉或者水泥钉,引钻是让中心留下一个可以让钻头在开始时能立足的小凹坑,然后开始使用号数较小的钻头打一个洞,使用小号钻头是比较安全和容易打开这个小孔的,因为如果小孔发生偏移,还可以用小钻头在孔内摩擦,让孔更偏向中心。在小孔目测基本接近中心的情况下在使用大钻头打孔,大钻头的尺寸最少要比断掉的螺丝小1mm,因为孔的周围必须留下梅花螺丝刀的嵌入空间。然后将梅花螺丝刀从中间打入,断螺丝由于电钻的作用已经基本退火,梅花螺丝刀可以很容易的嵌入进去,梅花螺丝刀因为有多个面接触,所以嵌入后会有很多有效吃力面积,这个原理很类似isis轴。旋转梅花螺丝刀要很小心,因为我们人为嵌入的牙并不一定很紧,很容易发生打滑,一旦打滑就必须使用更大一号的梅花螺丝刀了,所以旋转的力量要由小到大,先顶紧在旋转。在某些特殊部位,如中轴螺丝,这样的地方次到的力道相当的大,而使用的梅花螺丝刀可以是那种L型的梅花板手,且为了防止打滑,可以在梅花螺丝刀头部涂抹环氧数脂,充分固化后再求一次性搞定。
螺栓断裂取出方法
螺栓折断取出方法 卧龙电气清江淮安电机有限公司吴晓东 浙江卧龙开山电机有限公司周国玉 摘要:作为固定或联接用的螺栓在拆装过程中经常发生扭断现象,使一部分螺柱留在本体内不易取出而影响生产周期及交货期。根据多年经验,总结了如何以锉平振动、錾、冲、焊接、钻、火焰或折断螺栓取出器等几种方法,将在本体内的断螺柱快速取出。 关键词:断螺柱取出 在电机装配以及电机修理过程中,由于电机装配或拆装锈蚀螺栓的电机时用力过大等原因螺栓都可能被扭断,使一部分螺柱留在本体内不易取出而影响生产周期及交货期。根据多年经验,总结了如何以振动、錾、冲、钻、焊或折断螺栓取出器等几种方法,将在本体内的断螺柱快速取出。现将以上几种方法介绍大家,以便大家在工作中有所帮助。 1、锉平振动法将断螺栓取出 对于露出本体较长的断螺柱,通常的做法是用锉刀把断处的毛刺修掉,用同规格螺母錾子从螺栓折断处沿着螺栓旋进的相反方向小心錾削,借助錾削时产生的扭矩和冲击力将断螺栓旋出。这种方法一般用于螺栓配合不太紧的场合。 2、用錾法将断头螺柱取出 对于露出本体较长的断螺柱,通常的做法是用錾子从螺栓折断处沿着螺栓旋进的相反方向小心錾削,借助錾削时产生的扭矩和冲击力将断螺栓旋出。这种方法一般用于螺栓配合不太紧的场合。 3、用冲击螺丝批击打将断头螺柱取出
这种方法用于断头螺柱稍露出联接基体的情况,只需要将断头螺柱露出部分的端面锉平,接着在其上锯出一字或十字槽,然后用一字或十字冲击螺丝批击打,最后用普通螺丝批即可将断头螺柱旋出。若露出部分较长,也可直接用大力钳或管子钳将断头螺柱夹住并旋出。 4、螺母焊接振动法 5、火焰法将断螺栓取出 6、用钻孔法结合楔铁将断头螺柱取出 这种方法是利用钻削破坏螺柱,从而将残余部分取出。以 M18 的断螺柱为例:首先,取一段长度合适的圆钢,在钻床上钻出 12 mm 的内孔,制成一个套筒。将套筒放在螺栓的折断位置,并且用手虎钳将其夹紧(便于操作),然后选用 10 mm 的钻头,用手电钻插入套筒内孔钻孔(采用这种方法钻孔的目的是,保证所钻的孔不歪斜,从而保证钻孔时不伤及螺栓孔的螺纹,同时保证拧出断螺栓时的扭力均匀)。钻好孔后,选用合适的带锥度方形楔铁击打入孔中,用活络扳手夹住楔铁头部反向拧转,即可旋出断螺栓。 7、用塞孔焊工艺将断头螺柱取出 该法对比较难旋的大直径断头螺柱很有效,尤其是断头螺柱不露头的情况。(1)根据断头螺柱尺寸选用合适的六角螺母或方螺母,注意螺母螺纹直径 D(螺纹大径)必须小于断螺柱螺纹小径 d 2 ,目的是防止电弧将熔化的金属把螺柱和基体熔为一体,而无法取出断螺柱。一般取用螺母比断头螺柱小一规格,如:螺柱为 M20,则可配用 M16 的螺母。 (2)根据常用的螺柱、螺母材料(一般为 35# 结构钢),使用普通低碳结构
取断螺丝方法总结
取断螺丝方法总结 下面有13种方法,应根据自己的实际情况来选择,也可以几种方法一起用。要讲究灵活性,希望可以帮助大家。 1、可以使用砂轮机把断丝的部位磨平,再用小钻头先钻,再逐渐改用较大的钻头,断丝就 逐渐脱落,脱落之后用原来大小的丝锥重新攻一下牙,这样的优点可以不用增大孔径。 2、在断入物上焊接一铁棒,然后拧出。(缺点:a、太小的断入物无法焊接;b、对焊接技 巧要求极高,容易烧坏工件;c、焊接处容易断,能取出断入物的几率很小。) 3、用比断入物硬的锥状工具撬。(缺点:a、只适宜脆性断入物,将断入物敲碎,然后慢慢剔出;b、断入物太深、太小都无法取出;c、容易破坏原有孔。) 4、做一个比断入物直径小的六角电极,用电火花机床在断入物上加工一六角沉孔,然后用内六角扳手拧出。(缺点:a、对锈死的或卡死的断入物无用;b、对大型工件无用;c、对太小的断入物无用;d、耗时、费事。) 5、直接用比断入物小的电极,用电火花机床打。(缺点:a、对大型工件无用,无法放入电火花机床工作台;b、耗时;c、太深时容易积碳,打不下去。) 6、用合金钻头打(缺点:a、容易破坏原有孔;b、对硬质断入物无用;c、合金钻头较脆易断。) 7、现在有一种用电加工原理设计制造的便携式工具机,能轻松快速将断螺丝、断丝锥钻头取出。 8、如果螺丝不太硬,可以把端面挫平,再找出找中心点,用样冲打一小点上去,用小一点的钻头先钻,要垂直,然后用断丝取出器反向拧出即可。 9、如果买不到断丝取出器,就用大一点的钻头继续扩孔,在孔径接近螺丝时,有些丝会吃不住劲脱落下来了,剔除余下的丝牙,然后用丝锥重新修整就行。
10、如果螺丝断丝有露出来,或断螺丝处要求不严格,还有用手锯能够锯着,可以锯条缝,连外壳也锯,然后用平口螺丝刀卸下来。 11、如果断丝露出一定长度在外面,而且机械材料溶点又不太低,可用电焊在螺丝上面焊一个加长T型杆,这样就能从焊接的杆轻易拧出。 12、如果螺丝生锈非常严重,用上面的方法不好处理的,建议用火烤红后加进一点润滑油,再用以上相应的方式处理。 13、经过N多努力后,螺丝虽然是取出来了,但这时孔也废了,索性就钻个更大的孔攻丝,要是原来的螺丝位置与大小有限制,也可以打更大的螺丝进去,或者直接焊死攻丝,再在大 螺丝中心钻小孔攻丝。但焊死后内部金属结构问题有时候攻丝会比较困难。【下载本文档,可以自由复制内容或自由编辑修改内容,更多精彩文章,期待你的好评和关注,我将一如既往为您服务】
13种方法取断螺丝方法总结
下面有种方法取断螺丝方法总结 ,应根据自己地实际情况来选择,也可以几种方法一起用.要讲究灵活性,希望可以帮助大家. 、可以使用砂轮机把断丝地部位磨平,再用小钻头先钻,再逐渐改用较大地钻头,断丝就逐渐脱落,脱落之后用原来大小地丝锥重新攻一下牙,这样地优点可以不用增大孔径. 、在断入物上焊接一铁棒,然后拧出.(缺点:、太小地断入物无法焊接;、对焊接技巧要求极高,容易烧坏工件;、焊接处容易断,能取出断入物地几率很小.) 、用比断入物硬地锥状工具撬.(缺点:、只适宜脆性断入物,将断入物敲碎,然后慢慢剔出;、断入物太深、太小都无法取出;、容易破坏原有孔.) 、做一个比断入物直径小地六角电极,用电火花机床在断入物上加工一六角沉孔,然后用内六角扳手拧出.(缺点:、对锈死地或卡死地断入物无用;、对大型工件无用;、对 太小地断入物无用;、耗时、费事.) 、直接用比断入物小地电极,用电火花机床打.(缺点:、对大型工件无用,无法放入电火花机床工作台;、耗时;、太深时容易积碳,打不下去.) 、用合金钻头打(缺点:、容易破坏原有孔;、对硬质断入物无用;、合金钻头较脆易断.) 、现在有一种用电加工原理设计制造地便携式工具机,能轻松快速将断螺丝、断丝锥钻头取出. 、如果螺丝不太硬,可以把端面挫平,再找出找中心点,用样冲打一小点上去,用小一点地钻头先钻,要垂直,然后用断丝取出器反向拧出即可. 、如果买不到断丝取出器,就用大一点地钻头继续扩孔,在孔径接近螺丝时,有些丝会吃不住劲脱落下来了,剔除余下地丝牙,然后用丝锥重新修整就行. 、如果螺丝断丝有露出来,或断螺丝处要求不严格,还有用手锯能够锯着,可以锯条缝,连外壳也锯,然后用平口螺丝刀卸下来. 、如果断丝露出一定长度在外面,而且机械材料溶点又不太低,可用电焊在螺丝上面焊一个加长型杆,这样就能从焊接地杆轻易拧出. 、如果螺丝生锈非常严重,用上面地方法不好处理地,建议用火烤红后加进一点润滑油,再用以上相应地方式处理. 、经过多努力后,螺丝虽然是取出来了,但这时孔也废了,索性就钻个更大地孔攻丝,要是原来地螺丝位置与大小有限制,也可以打更大地螺丝进去,或者直接焊死攻丝,再在大螺丝
紧固件的拆除和特殊拆除方法
紧固件的拆除和特殊拆除方法 一、普通螺纹紧固件的拆除 在拆装作业中,遇到最多的是螺纹联接,在机械结构中大约占全部联接件的 50% ~60%。 螺纹分圆柱螺纹和圆锥螺纹。按牙形分为三角形,矩形,梯形等形状。螺纹按螺纹线方向,又分左旋螺纹和右旋螺纹,没有特殊说明的情况下,一般采用右旋螺纹。 螺纹的规格和各种尺寸均已标准化;有公制和英制之分。我国采用公制,在欧美的航空器上多采用英制。 螺纹联接的零件包括螺栓、螺钉、紧定螺钉、螺母、垫圈及防松零件(如开口销、止动垫片等)。联接的主要类型有螺栓联接、双头螺柱联接、螺钉联接和紧定螺钉联接等几种。 拆装螺纹联接的工具分手动和机动两类。近年来,机动工具发展很快,有效地提高了拆装作业的劳动效率,改善了劳动条件。但机动工具并不能完全替代手动工具。 手动工具主要有固定扳手(梅花)、活动扳手、套筒扳手、卡拉、加长杆、力矩扳手、螺丝刀、弯钩、剔针、大力钳、螺钉拆卸压板等。这些工具的使用,要根据螺母、螺拴的六方尺寸,拧紧力矩,所在位置的回转空间等具体条件来选择。一般情况下,为了避免损坏螺栓、螺母的六方棱角,缩短作业时间,减轻劳动强度,能用固定扳手的不用活动扳手;能用梅花扳手的不用呆扳手;能用套筒扳手的不用固定扳手。 对于螺栓、螺钉,有安装力矩技术要求的,要按要求操作,没有具体要求的要按照以下要求操作: 1)在金属盖板上,螺钉的拧紧力矩是15-50in-lbs ; 2)在复合材料、蜂窝结构等松散材料上,螺钉的拧紧力矩是15-25in-lbs ; 3 1. 螺纹连接拆卸的技术要领及注意事项有:
1)用扳手拆装螺纹(母)时,扳手的开口尺寸要适合螺拴头或螺母的六方尺寸,不能过松。 旋转时,使扳手开口与六方表面尽量靠合。要用一只手握住扳手开口处,避免扳手因用力脱出。 在使用螺丝刀拆装开槽螺纹时,刀头与槽口的尺寸也要合适。无论拧紧还是旋松螺钉,都要用力将螺丝刀顶住螺钉,按“七分压,三分拧”的规则,避免损坏螺钉槽口,造成拆装困难。 2)在向螺栓上拧紧螺母或向螺孔内拧螺栓(钉)时,一般先用手旋进一定距离,这样既可 感觉螺纹配合是否合适,又可提高工作效率。在旋进螺母(栓)两圈后,如果感觉阻力很大,则 应拆下检查原因;有时是因螺纹生锈或夹有铁屑等杂物造成的,清洗后涂少许机油即可解决;有时是因螺纹乱牙造成的,可用饭牙或丝锥修整一下;有时是因粗细螺纹不相配造成的,应重新选配。 3)有许多不通的螺纹孔(盲孔),在旋入螺栓前,必须清除孔中的铁屑、水、油等杂物,否则螺栓不能拧紧到位。如加力拧进,有可能造成螺栓断裂及缸体开裂等后果。 4)在维修手册中,都规定有各种螺栓的紧固扭矩。它是结合螺栓性能等级和被联接件技术 要求而确定的。在拆装时对一些重要联接必须用扭力扳手按规定扭矩紧固,不能偏大或偏小。 每种螺栓都有一个最大安全扭矩,在安全扭矩以内拧紧螺栓,才不会出现断裂、拉伸和滑丝等损坏。因此,遇到螺纹锈死,拆卸困难时,切不可盲目加大力臂强行拧动。可先用手锤敲打螺栓头周围,振松锈层;也可以向反向拧回,再向外旋出;或者使用松动剂。 2.拆卸前的准备工作 (1)拆卸场地的选择与清理拆卸前应选择好工作场地,不要选有风沙、尘土的地方。工作场地应是避免闲杂人员频繁出入的地方,以防止造成意外的混乱。不要使泥土、油污等弄脏工作场地的地面。机电设备进入拆卸场地之前应进行外部清洗,以保证机电设备的拆卸不影响其精度。 (2)保护措施在清洗机电设备外部之前,应预先拆下或保护好电气设备,以免其受潮损坏。对于易氧化、锈蚀等的零件要及时采取相应的保护、保养措施。 (3)拆卸前的放油尽可能在拆卸前将机电设备中的润滑油趁热放出,以利于拆卸工作的顺利进行。 (4)了解机电设备的结构、性能和工作原理为避免拆卸工作的盲目性,确保修理工作的正常进行,在拆卸前,应详细了解机电设备各方面的状况,熟悉机电设备各个部分的结构特点、传动系统,以及零部件的结构特点和相互间的配合关系,明确其用途和相互间的作用,以便合理安排拆卸步骤和选用适宜的拆卸工具或设施。
取断丝锥方法)
1、在断入物上焊接一铁棒,然后拧出。(缺点:a、太小的断入物无法焊接;b、对焊接技巧要求极高,容易烧坏工件;c、焊接处容易断,能取出断入物的几率很小。) 2、用比断入物硬的锥状工具撬。(缺点:a、只适宜脆性断入物,将断入物敲碎,然后慢慢剔出;b、断入物太深、太小都无法取出;c、容易破坏原有孔。) 3、做一个比断入物直径小的六角电极,用电火花机床在断入物上加工一六角沉孔,然后用内六角扳手拧出。(缺点:a、对锈死的或卡死的断入物无用;b、对大型工件无用;c、对太小的断入物无用;d、耗时、费事。) 4、直接用比断入物小的电极,用电火花机床打。(缺点:a、对大型工件无用,无法放入电火花机床工作台;b、耗时;c、太深时容易积碳,打不下去。) 5、用合金钻头打(缺点:a、容易破坏原有孔;b、对硬质断入物无用;c、合金钻头较脆易断。) 传统方法有以下几种: 1、在断入物上焊接一铁棒,然后拧出。(缺点:a、太小的断入物无法焊接;b、对焊接技 巧要求极高,容易烧坏工件;c、焊接处容易断,能取出断入物的几率很小。)2、用比断入物硬的锥状工具撬。(缺点:a、只适宜脆性断入物,将断入物敲碎,然后慢慢 剔出;b、断入物太深、太小都无法取出;c、容易破坏原有孔。) 3、做一个比断入物直径小的六角电极,用电火花机床在断入物上加工一六角沉孔,然后用 内六角扳手拧出。(缺点:a、对锈死的或卡死的断入物无用;b、对大型工件无用; c、对 太小的断入物无用;d、耗时、费事。) 4、直接用比断入物小的电极,用电火花机床打。(缺点:a、对大型工件无用,无法放入电 火花机床工作台;b、耗时;c、太深时容易积碳,打不下去。) 5、用合金钻头打(缺点:a、容易破坏原有孔;b、对硬质断入物无用;c、合金钻头较脆 易断。) 6:现在有一种用电加工原理设计制造的便携式工具机,能轻松快速将断螺丝、断丝锥钻头 取出 大家还有其他好的方法都和大家分享下吧。 针对大家提的方法,很多都实用性很强,比如焊接一个钢棒,以及用反旋丝锥,但是我在实际应用中,感觉这2个方法,都存在一个问题,对于一般的螺纹断了比有效,但是丝锥就效果不太好了,再者就是电火花,线切等方法,虽然比较管用,但实际上应用的不太多,有的件太大,有的没有条件,或者经济效果不好等,我个人认为,动辄就是电火花,线切,对于这种有了丝锥就有的很早的问题来说,是可以简单解决的
巧取螺栓六方法
由于BOP的设备多处于潮湿、酸碱腐蚀等恶劣的环境,因此各部位的连接螺栓容易变形、卡涩、锈死,更甚者从中折断,往往折断后的螺栓不易被取出。而螺栓折断的情况有很多,有折断螺栓伸出工件一段长度的,有折断螺栓在工件内的,有直径小的,有直径大的,有诱蚀的,针对不同情况和条件应采用不同的方法和措施。 1.对于折断螺栓露出工件一段长度的,可以采取焊接合适螺母的办法,直接用扳手旋下或横焊铁阵料直接旋下。 2.对于折断螺栓断面与工件表面平齐或在工件内的,可以首先采用扁铲剔转的办法,无效时采用以下办法 焊接法:采用堆焊的办法,在断面上逐渐向上堆焊,直至焊出工件,用锤子向下敲打,将螺栓震松,再焊接合适螺母或横焊铁棒等直接旋下。这个办法对焊接手法要求很高,不可以让焊条铁水流到内螺纹上.也只适用于直径较大的折断螺栓的取出。 钻除法:可以采用钻削去除的办法.在断面的中心用样冲打一个中心窝,然后先用小钻头钻削、再逐渐更换较大一级的钻头,直至钻到近螺纹孔的底孔直径为至(建议比螺牙小3-4mm 或使用螺丝刀或者扁铲等工具清除),用相应的丝锥攻掉剩余的螺牙。这个办法适用于小直径折断螺栓的取出,钻时要求孔不能钻歪斜,否则会损坏螺纹孔。 攻丝法:采用专用工具―折断螺栓取出器的办法,折断螺栓取出器是反牙锥形的。在使用时可根据断螺栓直径选用合适的钻头,在折断螺栓中心钻盲孔,根据螺栓的旋向选择反旋向取出器,将螺旋头部放入盲孔内,用扳手旋转尾端就可以将折断螺栓带出.这种方法比较可靠.也比较常用,但使用时用力不要过猛,以免取出器折断. 3.对于锈蚀折断螺栓,应适当做好敲打、喷松动剂或浸油等准备工作有些工件不适合进行加热和敲打),再选择以上合适办法拆卸 4.如以上方法均不奏效,可以用电火花加工。 5、螺纹孔破坏的补救方法 如果在取折断螺栓或丝锥时不小心将螺纹孔破坏了,索性就钻个大孔并攻丝,将螺纹孔加大一级、更换一个大一级的螺栓蛛拴。如果工况不允许加大螺孔,那么就在加大的螺纹孔内安装一个钢丝螺套的内外探纹的绕制螺套),恢复原裸坟孔尺寸。
高强度螺栓断裂的SEM 分析
理化检验-物理分册 P TCA(PA R T:A P H YS.TEST.) 2006年 第42卷 1实验技术与方法 高强度螺栓断裂的SEM分析 许宏飞,张永信,李贵才,薛跃军,翟 景 (中国兵器工业第五二研究所烟台分所,烟台264003) 摘 要:利用扫描电镜对高强度螺栓断口进行了微观形貌观察与分析。结果表明,由于冶炼或浇注时,钢液内混入了耐火材料碎块,其杂质元素向晶界偏聚引起局域性的晶界脆化,从而导致螺栓在较低应力状态下发生断裂。 关键词:40Cr钢;螺栓;扫描电镜;断裂;夹杂物 中图分类号:T G115.22+2 文献标识码:A 文章编号:100124012(2006)0120028203 T H E FRAC TU R E ANAL YSIS O F T H E H IGH STR EN GT H STUD BOL T B Y SEM XU H ong2fei,ZHANG Yong2xin,L I G ui2cai,XUE Yue2jun,ZHAI Jing (No.52Institute of China Ordnance Industry,Yantai Brach,Yantai264003,China) Abstract:Based on the microanalyse,the fracture of the high strength stud bolt was analyzed by scanning electron microscope(SEM).It was observed that the tramp elements in the fire2proof material particles have separated out to the crystal boundary so that lead to local brittle crystal boundary,therefore the stud bolt was broken under small stress conditions. K eyw ords:40Cr steel;Bolt;SEM;Failure;Inclusion 1 概述 一种尺寸规格为M30mm×115mm、性能等级为10.9级的40Cr钢高强度螺栓,在装配使用过程中发生断裂。由于螺栓断成两截,均卡在工件里,通过击打断口的办法,将断裂螺栓的上半截(主体部分)取出(图1a)。该螺栓经880℃油淬,480~490℃回火处理。该断裂螺栓化学成分(质量分数,下同)分析结果基本符合G B/T3098.1-1982中10.9级螺栓、以及G B/T3077-1988中40Cr结构钢的成分要求(表1)。笔者力求从螺栓原始断口的宏、微观分析入手,从而找出螺栓断裂的原因。 2 原断口宏观形貌分析 从螺栓宏观断口形貌(图1b)上可以看到,约三分之一的断口已被人为击打。但从裂纹纹理走向和断口边缘特征来看,裂纹启裂于螺纹槽底部圆弧倒 收稿日期:2005207208 作者简介:许宏飞(1963-),男,高级工程师,学士 。 图1 断裂螺栓(a)及其宏观断口形貌(b) Fig.1 The macro appearances of the up position(a) and the f racture(b)of the crack bolt 角处,该处截面为螺栓最小横截面,很容易处于高应力集中状态。另外,从该断面比较平整、断面周围撕边很小的特点看,该螺栓断裂过程更倾向于裂纹失稳扩展的特点,亦即该螺栓宏观断口基本上呈脆性宏观断口形貌特征。 3 原断口微观形貌观察与分析 利用扫描电镜(SEM)对断裂螺栓原断口上未 ? 8 2 ?
如何取出断螺丝
如何取出断螺丝 很多车友在安装螺丝过程中,由于螺丝质量问题或者安装力量过度,导致螺丝直接断裂,且最麻烦的一种是螺丝直接断在了螺母里面,甚至外面没有留下一点可用钳子夹的尾巴,这种情况常发生在锁定力量很大的部位,如曲柄固定螺丝,v刹固定螺丝,龙头固定螺丝等地方,通常这样的毛病发生后会被认为无法解决,其实解决这个问题还是有办法的。 工具/原料 ?螺丝刀 ?钳子 ?扳手 ?斧子 方法/步骤 1.首先需要找一根类似这种梅花螺丝刀,因为这种螺丝刀有多个较尖锐的边,可以卡 在以后的那个自己钻出的洞里,梅花螺丝刀的大小视损坏的螺丝大小而定,比如较大的中轴就需要一把较大的梅花螺丝刀,这样才会更好发力和从洞内卡的更紧。
2.然后是打洞,打洞是较有技术的环节,打洞的关键是要打在断裂了的螺丝的中心, 因为只有在中心才可以最大效能的发挥旋转力度,如果洞打偏了那旋转会很吃力, 偏的厉害甚至根本无法取出。 打洞前需要在螺丝中心先引钻,引钻可以用一根钢性好的铁钉或者水泥钉,引钻是让中心留下一个可以让钻头在开始时能立足的小凹坑,然后开始使用号数较小的 钻头打一个洞,使用小号钻头是比较安全和容易打开这个小孔的,因为如果小孔发 生偏移,还可以用小钻头在孔内摩擦,让孔更偏向中心。 3.在小孔目测基本接近中心的情况下在使用大钻头打孔,大钻头的尺寸最少要比断 掉的螺丝小1mm,因为孔的周围必须留下梅花螺丝刀的嵌入空间。 然后将梅花螺丝刀从中间打入,断螺丝由于电钻的作用已经基本退火,梅花螺丝刀可以很容易的嵌入进去,梅花螺丝刀因为有多个面接触,所以嵌入后会有很多有 效吃力面积,这个原理很类似isis轴。 旋转梅花螺丝刀要很小心,因为我们人为嵌入的牙并不一定很紧,很容易发生打滑,一旦打滑就必须使用更大一号的梅花螺丝刀了,所以旋转的力量要由小到大, 先顶紧在旋转。 4.旋转梅花螺丝刀要很小心,因为我们人为嵌入的牙并不一定很紧,很容易发生打 滑,一旦打滑就必须使用更大一号的梅花螺丝刀了,所以旋转的力量要由小到大, 先顶紧在旋转。 在某些特殊部位,如中轴螺丝,这样的地方次到的力道相当的大,而使用的梅花螺丝刀可以是那种L型的梅花板手,且为了防止打滑,可以在梅花螺丝刀头部涂抹环氧数脂,充分固化后再求一次性搞定。 注意事项 类似照片上这种已经有孔的螺丝和油刹固定手缸体内的螺丝,那些螺丝由于已经有完好的孔,可以直接使用相应大小的梅花螺丝进行嵌入取出,不需要再用钻头扩孔,我们就曾经错误的教一用户取海狮手缸体内断掉的螺丝,用钻头扩孔,结果最后导 致那个手缸体整个更换
螺丝断孔里了,怎么取
螺丝断孔里了,怎么取 1用断头螺栓取出器 这个断螺栓断的很彻底,外端面几乎没有露出来 首先在断螺栓中心的位置冲眼↓↓ 找出一个中心钻头↓↓ 在刚刚冲眼的位置钻出一个孔↓↓
换个稍大些的麻花钻头进行钻孔↓↓(钻头的外径必须小于螺栓的内 径) 重点来了,我们需要断头螺栓取出器,将它实实的砸进螺栓中↓↓ 用扳手旋扭端面,使取出器缓慢的旋出↓↓
最后可以用手旋出断螺栓↓↓ 2螺丝滑牙,左旋钻和螺丝取出器 机器上螺丝坏牙怎么办?一般的方法是先用钻头螺丝上钻孔,然后在用螺丝取出器这个小工具反向旋出,记得取出过程中滴几下胶水。看视频详细了解: 3善用工具:橡皮筋、神奇胶水等 处理螺丝坏牙问题,借助外物也是一种可取之法,这里主要介绍三种工具: 01 首先是橡皮筋,日常生活中非常实用
02 螺大夫,增大摩擦力 有一种螺大夫,滴在坏掉的螺丝牙上 这个时候摩擦力会提高500倍,使螺丝刀牢牢抓住螺丝牙,取出来03 神奇液体,只需一滴就能把断丝锥取出 4 其他方法 01 润滑法灌点润滑油,用尖簪子或者斩子在断裂面反向慢慢敲出,不时倒倒铁屑(车间里最常用的方法,但是对于孔径太小的螺纹孔或者断掉的丝锥太长可能就不合适了,不过可以尝试)。 02 焊接法在丝锥断裂截面上焊接一个把手或者六角螺母,然后轻轻反转出来(本来就是一种好方法,不过焊接有些麻烦,还是同样的话,对于直径较小的丝锥就不合适了)。 03 敲击法拿钢辊顶在丝锥裂口用小锤子慢慢敲,丝锥比较脆,最后敲成渣出来,或者更简单,直接把断丝锥的螺纹孔钻烂或镗烂,重新扩孔攻丝(方法有些野蛮,如果丝锥直径太小也不好使,直径太大,敲起来也挺累人的)。 04 焊补法将断丝锥所在的螺纹孔焊平,再磨平,重新钻孔,虽然很难但是慢慢可以钻进去(如果那个螺纹孔可以换位置的话,重新钻孔攻丝的时候,建议还是换到原螺纹孔旁边)。
螺栓断裂取出方法
螺栓断裂取出方法 螺栓折断取出方法 卧龙电气清江淮安电机有限公司吴晓东 浙江卧龙开山电机有限公司周国玉 摘要:作为固定或联接用的螺栓在拆装过程中经常发生扭断现象,使一部分 螺柱留在本体内不易取出而影响生产周期及交货期。根据多年经验,总结了如何以锉平振动、錾、冲、焊接、钻、火焰或折断螺栓取出器等几种方法,将在本体内的断螺柱快速取出。 关键词:断螺柱取出 在电机装配以及电机修理过程中,由于电机装配或拆装锈蚀螺栓的电机时用力过大等原因螺栓都可能被扭断,使一部分螺柱留在本体内不易取出而影响生产周期及交货期。根据多年经验,总结了如何以振动、錾、冲、钻、焊或折断螺栓取出器等几种方法,将在本体内的断螺柱快速取出。现将以上几种方法介绍大家,以便大家在工作中有所帮助。 1、锂平振动法将断螺栓取出 对于露出本体较长的断螺柱,通常的做法是用锉刀把断处的毛刺修掉,用同规格螺母錾
子从螺栓折断处沿着螺栓旋进的相反方向小心錾削,借助錾削时产生的扭矩和冲击力将断螺栓旋出。这种方法一般用于螺栓配合不太紧的场合。 2、用錾法将断头螺柱取出 对于露出本体较长的断螺柱,通常的做法是用錾子从螺栓折断处沿着螺栓旋进的相反方向小心錾削,借助錾削时产生的扭矩和冲击力将断螺栓旋出。这种方法一般用于螺栓配合不太紧的场合。 3、用冲击螺丝批击打将断头螺柱取出这种方法用于断头螺柱稍露出联接基体的情况,只需要将断头螺柱露出部分的端面锉平,接着在其上锯出一字或十字槽,然后用一字或十字冲击螺丝批击打,最后用普通螺丝批即可将断头螺柱旋出。若露出部分较长,也可直接用大力钳或管子钳将断头螺柱夹住并旋出。 4、螺母焊接振动法 5、火焰法将断螺栓取出 6、用钻孔法结合楔铁将断头螺柱取出 这种方法是利用钻削破坏螺柱,从而将残余部分取出。以M18的断螺柱为例:首先,取一段长度合适的圆钢,在钻床上钻出12 mm的内孔,制成一个套筒。将套筒放在螺栓的折断位置,并且用手虎钳将其夹紧(便于操作),然后选用10 mm的钻头,用手电钻插入套筒内孔钻孔(采用这种方法钻孔的目的是,保证所钻的孔不歪斜,从而保证钻孔时不伤及螺栓孔的螺纹,同时保证拧出断螺栓时的扭力均匀)。钻好孔后,选用合适的带锥度方形楔铁击打入孔中,用活络扳手夹住楔铁头部反向拧转,即可旋出断螺栓。
螺栓断裂取出方法
螺栓断裂取出方法
螺栓折断取出方法 卧龙电气清江淮安电机有限公司吴晓东 浙江卧龙开山电机有限公司周国玉 摘要:作为固定或联接用的螺栓在拆装过程中经常发生扭断现象,使一部分螺柱留在本体内不易取出而影响生产周期及交货期。根据多年经验,总结了如何以锉平振动、錾、冲、焊接、钻、火焰或折断螺栓取出器等几种方法,将在本体内的断螺柱快速取出。 关键词:断螺柱取出 在电机装配以及电机修理过程中,由于电机装配或拆装锈蚀螺栓的电机时用力过大等原因螺栓都可能被扭断,使一部分螺柱留在本体内不易取出而影响生产周期及交货期。根据多年经验,总结了如何以振动、錾、冲、钻、焊或折断螺栓取出器等几种方法,将在本体内的断螺柱快速取出。现将以上几种方法介绍大家,以便大家在工作中有所帮助。 1、锉平振动法将断螺栓取出 对于露出本体较长的断螺柱,通常的做法是用锉刀把断处的毛刺修掉,用同规格螺母錾子从螺栓折断处沿着螺栓旋进的相反方向小心錾削,借助錾削时产生的扭矩和冲击力将断螺栓旋出。这种方法一般用于螺栓配合不太紧的场合。 2、用錾法将断头螺柱取出 对于露出本体较长的断螺柱,通常的做法是用錾子从螺栓折断处沿着螺栓旋进的相反方向小心錾削,借助錾削时产生的扭矩和冲击力将断螺栓旋出。这种方法一般用于螺栓配合不太紧的场合。 3、用冲击螺丝批击打将断头螺柱取出
这种方法用于断头螺柱稍露出联接基体的情况,只需要将断头螺柱露出部分的端面锉平,接着在其上锯出一字或十字槽,然后用一字或十字冲击螺丝批击打,最后用普通螺丝批即可将断头螺柱旋出。若露出部分较长,也可直接用大力钳或管子钳将断头螺柱夹住并旋出。 4、螺母焊接振动法 5、火焰法将断螺栓取出 6、用钻孔法结合楔铁将断头螺柱取出 这种方法是利用钻削破坏螺柱,从而将残余部分取出。以 M18 的断螺柱为例:首先,取一段长度合适的圆钢,在钻床上钻出 12 mm 的内孔,制成一个套筒。将套筒放在螺栓的折断位置,并且用手虎钳将其夹紧(便于操作),然后选用 10 mm 的钻头,用手电钻插入套筒内孔钻孔(采用这种方法钻孔的目的是,保证所钻的孔不歪斜,从而保证钻孔时不伤及螺栓孔的螺纹,同时保证拧出断螺栓时的扭力均匀)。钻好孔后,选用合适的带锥度方形楔铁击打入孔中,用活络扳手夹住楔铁头部反向拧转,即可旋出断螺栓。 7、用塞孔焊工艺将断头螺柱取出 该法对比较难旋的大直径断头螺柱很有效,尤其是断头螺柱不露头的情况。(1)根据断头螺柱尺寸选用合适的六角螺母或方螺母,注意螺母螺纹直径 D(螺纹大径)必须小于断螺柱螺纹小径 d 2 ,目的是防止电弧将熔化的金属把螺柱和基体熔为一体,而无法取出断螺柱。一般取用螺母比断头螺柱小一规格,如:螺柱为 M20,则可配用 M16 的螺母。 (2)根据常用的螺柱、螺母材料(一般为 35# 结构钢),使用普通低碳结构
取断螺丝的方法
取断螺丝的方法 取断螺丝方法一 01 取断螺丝是机修工每个人都会遇到的,我总结出来的经验是将断螺丝中间打一个样冲眼(很小的锥形孔),再将比螺丝外径小一点的钻头磨成山字形(铁皮钻),但前角后角都要重新磨,一般的钻头都是正旋的,要磨出一个反旋的前后角。钻头夹在可以反钻的手枪钻上将顶尖放在样冲上,慢慢反转钻头的两个尖咬住螺丝反转,螺丝平稳退出,螺丝表面要是磨平效果更好。这种方法我用于最多的是冲床,和行车上夹紧钢丝绳的六个内六角螺丝,尤其是行车,站在高处活动范围不能大,又危险这种方法是适合不过,现在拿出来和大家分享。 其它方法 01 可以使用砂轮机把断丝的部位磨平,再用小钻头先钻,再逐渐改用较大的钻头,断丝就逐渐脱落,脱落之后用原来大小的丝锥重新攻一下牙,这样的优点可以不用增大孔径 02 在断入物上焊接一铁棒,然后拧出。(缺点:a、太小的断入物无法焊接;b、对焊接技巧要求极高,容易烧坏工件;c、焊接处容易断,能取出断入物的几率很小。) 03
用比断入物硬的锥状工具撬。(缺点:a、只适宜脆性断入物,将断入物敲碎,然后慢慢剔出;b、断入物太深、太小都无法取出; c、容易破坏原有孔。) 04 做一个比断入物直径小的六角电极,用电火花机床在断入物上加工一六角沉孔,然后用内六角扳手拧出。(缺点:a、对锈死的或卡死的断入物无用;b、对大型工件无用;c、对太小的断入物无用;d、耗时、费事。) 05 直接用比断入物小的电极,用电火花机床打。(缺点:a、对大型工件无用,无法放入电火花机床工作台;b、耗时;c、太深时容易积碳,打不下去。) 06 用合金钻头打(缺点:a、容易破坏原有孔;b、对硬质断入物无用;c、合金钻头较脆易断。) 07 直接用比断入物小的电极,用电火花机床打。(缺点:a、对大型工件无用,无法放入电火花机床工作台;b、耗时;c、太深时容易积碳,打不下去。) 08 如果螺丝不太硬,可以把端面挫平,再找出找中心点,用样冲打一小点上去,用小一点的钻头先钻,要垂直,然后用断丝取