注塑模具设计中浇口位置和结构形式的选用
注塑模具设计中浇口位置和结构形式的选用
发表时间:2018-12-04T21:28:35.820Z 来源:《基层建设》2018年第29期作者:黄灿洪
[导读] 摘要:注塑模具的浇口对于制件的外型以及产品质量的影响是较为直接的。
珠海格力电器股份有限公司广东珠海 519070
摘要:注塑模具的浇口对于制件的外型以及产品质量的影响是较为直接的。如果浇口的位置选择不合理,必然会成为制件的一种缺陷,同时海水出现缩孔甚至是降解等问题。严重影响到制件的使用寿命。在实际的浇口位置以及形式的选择过程中,技术人员需要根据制品的特点,选择浇口的科学位置,提升注塑模具设计的高效性和科学性。本文中,笔者主要从浇口位置以及结构形式等方面进行深入研究,希望能够给相关的研究人员提供借鉴和参考。
关键词:注塑模具;浇口位置;结构形式;选用
浇口位置的重要性不言而喻,无论是对于保压压力还是流动前沿都会产生直接地影响。浇口位置选择合理必然会提升注塑制件的整体强度和性能。一般来说,影响浇口位置的主要方面包括注塑制品的形状、壁厚以及尺寸等等。除此之外,还包括对浇口的加工以及清理等方面。如果浇口位置选择正确,就会降低不稳定影响因素出现的几率。
1 浇口的类型和位置
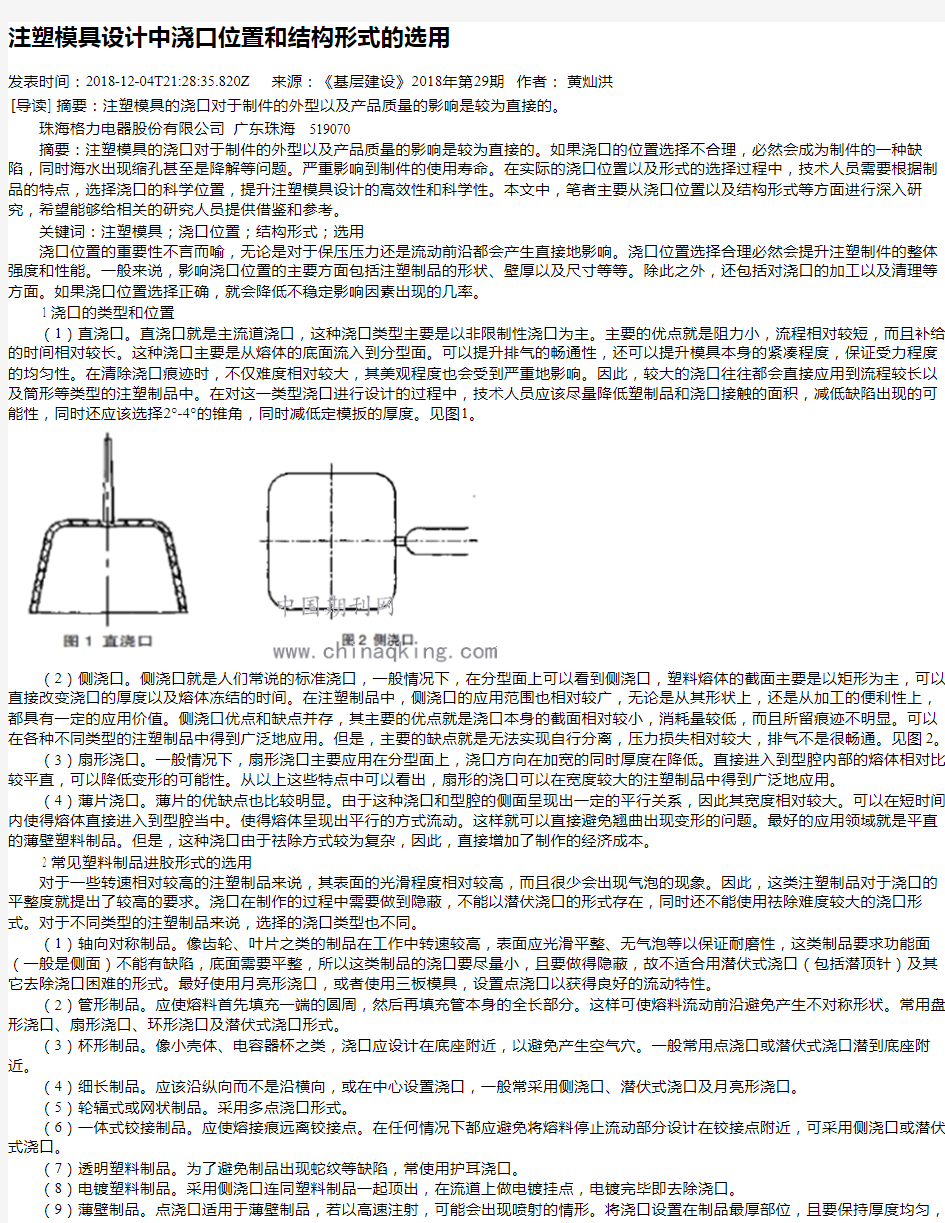
(1)直浇口。直浇口就是主流道浇口,这种浇口类型主要是以非限制性浇口为主。主要的优点就是阻力小,流程相对较短,而且补给的时间相对较长。这种浇口主要是从熔体的底面流入到分型面。可以提升排气的畅通性,还可以提升模具本身的紧凑程度,保证受力程度的均匀性。在清除浇口痕迹时,不仅难度相对较大,其美观程度也会受到严重地影响。因此,较大的浇口往往都会直接应用到流程较长以及筒形等类型的注塑制品中。在对这一类型浇口进行设计的过程中,技术人员应该尽量降低塑制品和浇口接触的面积,减低缺陷出现的可能性,同时还应该选择2°-4°的锥角,同时减低定模扳的厚度。见图1。
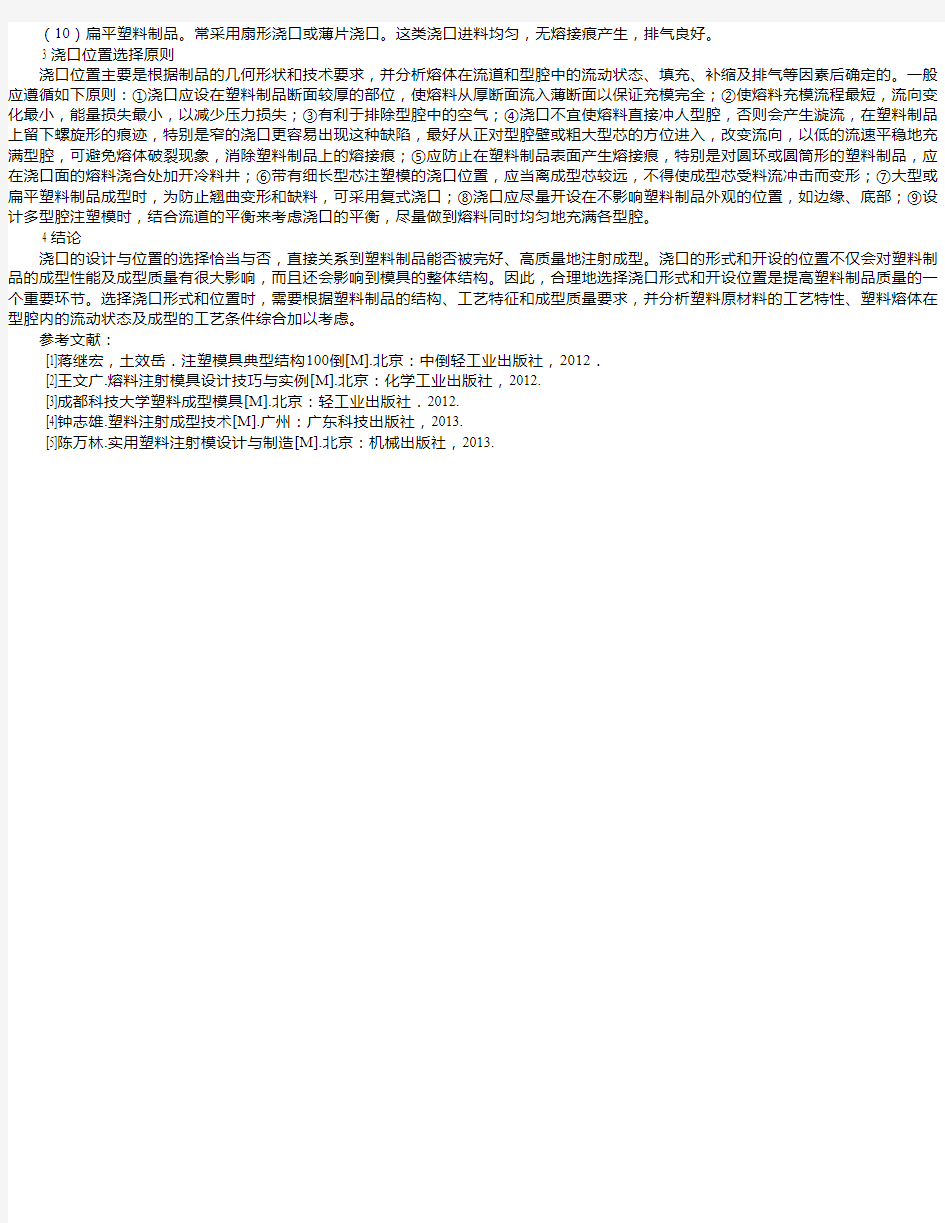
(2)侧浇口。侧浇口就是人们常说的标准浇口,一般情况下,在分型面上可以看到侧浇口,塑料熔体的截面主要是以矩形为主,可以直接改变浇口的厚度以及熔体冻结的时间。在注塑制品中,侧浇口的应用范围也相对较广,无论是从其形状上,还是从加工的便利性上,都具有一定的应用价值。侧浇口优点和缺点并存,其主要的优点就是浇口本身的截面相对较小,消耗量较低,而且所留痕迹不明显。可以在各种不同类型的注塑制品中得到广泛地应用。但是,主要的缺点就是无法实现自行分离,压力损失相对较大,排气不是很畅通。见图2。(3)扇形浇口。一般情况下,扇形浇口主要应用在分型面上,浇口方向在加宽的同时厚度在降低。直接进入到型腔内部的熔体相对比较平直,可以降低变形的可能性。从以上这些特点中可以看出,扇形的浇口可以在宽度较大的注塑制品中得到广泛地应用。
(4)薄片浇口。薄片的优缺点也比较明显。由于这种浇口和型腔的侧面呈现出一定的平行关系,因此其宽度相对较大。可以在短时间内使得熔体直接进入到型腔当中。使得熔体呈现出平行的方式流动。这样就可以直接避免翘曲出现变形的问题。最好的应用领域就是平直的薄壁塑料制品。但是,这种浇口由于祛除方式较为复杂,因此,直接增加了制作的经济成本。
2 常见塑料制品进胶形式的选用
对于一些转速相对较高的注塑制品来说,其表面的光滑程度相对较高,而且很少会出现气泡的现象。因此,这类注塑制品对于浇口的平整度就提出了较高的要求。浇口在制作的过程中需要做到隐蔽,不能以潜伏浇口的形式存在,同时还不能使用祛除难度较大的浇口形式。对于不同类型的注塑制品来说,选择的浇口类型也不同。
(1)轴向对称制品。像齿轮、叶片之类的制品在工作中转速较高,表面应光滑平整、无气泡等以保证耐磨性,这类制品要求功能面(一般是侧面)不能有缺陷,底面需要平整,所以这类制品的浇口要尽量小,且要做得隐蔽,故不适合用潜伏式浇口(包括潜顶针)及其它去除浇口困难的形式。最好使用月亮形浇口,或者使用三板模具,设置点浇口以获得良好的流动特性。
(2)管形制品。应使熔料首先填充一端的圆周,然后再填充管本身的全长部分。这样可使熔料流动前沿避免产生不对称形状。常用盘形浇口、扇形浇口、环形浇口及潜伏式浇口形式。
(3)杯形制品。像小壳体、电容器杯之类,浇口应设计在底座附近,以避免产生空气穴。一般常用点浇口或潜伏式浇口潜到底座附近。
(4)细长制品。应该沿纵向而不是沿横向,或在中心设置浇口,一般常采用侧浇口、潜伏式浇口及月亮形浇口。
(5)轮辐式或网状制品。采用多点浇口形式。
(6)一体式铰接制品。应使熔接痕远离铰接点。在任何情况下都应避免将熔料停止流动部分设计在铰接点附近,可采用侧浇口或潜伏式浇口。
(7)透明塑料制品。为了避免制品出现蛇纹等缺陷,常使用护耳浇口。
(8)电镀塑料制品。采用侧浇口连同塑料制品一起顶出,在流道上做电镀挂点,电镀完毕即去除浇口。
(9)薄壁制品。点浇口适用于薄壁制品,若以高速注射,可能会出现喷射的情形。将浇口设置在制品最厚部位,且要保持厚度均匀,
注塑模具浇口型式及选择
注塑模具浇口型式及选择 塑料模具的浇口是指连接分流道和性强之间的一段细短流道,是树脂注入型腔的入口。在模具中浇口的形状、数量和尺寸和位置等会对塑料件的质量产生很大影响。所以浇口的选择是塑料模具设计的关键点之一,下面通过几个方面对于浇口进行介绍。 一、浇口的主要作用有: 1、型腔充满后,熔体在浇口处首先凝结,防止其倒流。 2、易于切除浇口尾料。 3、对于多腔模具,用以控制熔接痕的位置。 二、浇口的型式 浇口一般分为非限制性浇口和限制性浇口两种型式。限制性浇口又分为侧浇口、点浇口和盘环形浇口等3个系列。 2.1非限制性浇口。 非限制性浇口又叫直浇口(如图1所示)。其特点是塑料熔体直接流入型腔,压力损失小进料速度快成型较容易,对各种塑料都适用。具有传递压力好,保压补缩作用强,模具结构简单紧凑,制造方便等优点。但去除浇口困难,浇口痕迹明显;浇口附近热量集中冷凝迟缓容易产生较大的内应力,也易于产生缩坑或表面凹缩。适用于大型塑件、厚壁塑件等。
图1直浇口型式 2.2限制浇口。 型腔与分流道之间采用一端距离很短、截面很小的通道相连接,此通道称为限制性浇口,它对浇口的厚度及快速凝固等可以进行限制。限制浇口的主要类型有: 2.2.1 点浇口。 点浇口是一种截面尺寸特小的圆形浇口(如图2所示)。点浇口的特点有:1、浇口位置限制小;2、去除浇口后残留痕迹小,不影响塑件外观;3、开模时浇口可自动拉断,有利于自动化操作;4、浇口附件补料造成的应力小。缺点是:1、压力损失大,模具必须采用三板模结构,模具结构复杂,并且要有顺序分模机构,也可应用于无流道的两板模具结构。 图2 点浇口的型式 2.2.2潜伏式浇口。 潜伏式浇口是由点浇口演变而来,其分流道开设在分型面上,浇口潜入分型
注塑模具设计
注塑模具设计 模具设计 1、塑件制品分析 (1)明确设计要求 图1—1为塑件的二维工程图 图1—1 图1—1 该产品精度及表面粗糙度要求不高,有一定的配合精度要求。(2)明确产品的批量 该产品批量不大,模具采用一模两腔结构,浇口形式采用侧浇口, (3)计算产品的体积和质量 使用UG软件画出三维实体图,软件自动机算出所画图形的体
积。 通过计算得塑件的体积V塑=13.85cm3 塑件的质量M塑=ρV塑=1.04×13.85=14.4g 式中ρ---塑料的密度,g/cm3. 流道凝料的质量m2还是个未知数,可按塑件质量的0.6倍来估算。 浇注系统的质量M浇=ρV浇=8.6g 浇注系统的体积V浇=8.30cm3. 故V总= 2×V塑+V浇= 2×13.85cm3 +8.30cm3.= 36cm3 M总=2×M塑+M浇=2×14.4g+8.6g= 43g 2.注塑机的确定 选择注射机型号 XS—ZY—250 主要技术规格如下: 螺杆直径:65mm 注射容量:250cm3 注射压力:1300MPa 锁模力:1800kN 最大注射面积:500cm3 模具厚度:最大350mm 最小250mm 模板行程:350mm 喷嘴:球半径 18mm 孔直径4m 定位孔直径:125mm 顶出:两侧孔径 40mm 两侧孔距 280mm 3.浇注系统的设计
(1)主流道形式 浇注系统是指模具从接触注射机喷嘴开始到型腔未知的塑料流动通道,起作用是使塑料熔体平稳且有顺序的填充到型腔中,并在填充和凝固过程中把注射压力充分传递到各个部位,已获得组织机密、外形清晰地塑件。浇注系统可分为普通浇注系统和无流道凝料系统。考虑浇注系统设计的基本原则:适应塑料的成型工艺性、利于型腔内气体的排出、尽量减少塑料熔体的热量和压力损失、避免熔料直冲细小型芯、便于修正和不影响塑件外观质量、便于减少塑料损失和减小模具尺寸等。 根据模具主流道与喷嘴的关系: R 2= R 1+(1~2)㎜ D=d+(0.5~1)㎜. 取主流道球面半径R=20㎜, 取主流道小端直径D=Φ5㎜, 球面配合高度h=3-5mm 取h=4 mm 主流道长度 有标准模架结合该模具的结构,取L=85mm 为了便于将凝料从主流道中拔出,将主流道设计成圆锥形,其斜度为1°~3° d —喷嘴直径 1~5.00+=d d 40=d 5=d 2o =α R=10 (2)分流道的设计 分流道在多型腔模具中是必不可少的,它起连接主浇道和浇口的作用。 分流道的形状和尺寸应根据塑件的体积,壁厚,形状的复杂程度,注射速度,分流道长度,等因素来确定。塑件外形不算太复杂,熔料填充比较容易,为了加工起见,选用截面形状为圆形分流道。由于型腔的布置关系,需要设置二级分流道。一级分流道直径R=5㎜.二级分流道R=3.5mm. 4 侧抽芯机构的设计 由于塑件有侧方孔,模具采用侧向分型机构。 .4.1 确定抽芯距: 抽芯距一般应大于成型孔(或凸台)深度,塑件孔深为30㎜,另加
注塑浇口设计
浇口设计 浇口是连接分流道与型腔之间的一段细短通道,是浇注系统的最后部分,其作用是使塑料以较快速度进入并充满型腔。它能很快冷却封闭,防止型腔内还未冷却的熔体倒流。设计时须考虑产品的尺寸、截面积尺寸、模具结构、成型条件及塑料性能。浇口应尽量小,与产品分离容易,不造成明显痕迹。其类型多种多样。 浇口的作用 (1)防止倒流。当注射压力消失后,封锁型腔,使尚未冷却固化的塑料不会倒流回分流道。 (2)升高熔体温度。熔体经过浇口时,会因剪切及挤压而升温,有利于熔体的填充型腔。 (3)调节及控制进料量,使各腔能在差不多相同的时间内同时充满。这叫做人工平衡进料。 (4)提高成型质量。浇口设计不合理时,易产生填充不足、收缩凹陷、蛇纹、震纹、熔接痕及翘曲变形等缺陷。 浇口的分类 浇口形式很多,包括侧浇口、潜伏式浇口、点浇口、直接浇口、扇形浇口、薄片浇口、爪形浇口、环形浇口、伞形浇口及二次浇口等。 其中点浇口又称细水口,常用于三板模的浇注系统,熔体可由型腔任何位置一点或多点地进入型腔。适合PE、PP、PC、PS、PA、POM、AS、ABS等多种塑料。 点浇口优点: (1)位置有较大的自由度,方便多点进料。 (2)浇口可自行脱落,留痕小。 (3)浇口附近残余应力小。 (4)本浇口对桶形,壳形,盒形制品及面积较大的平板类制品的成型非常适用。 本塑件属于小型塑件,为盒盖形,用一模多腔,其表面要求较高,要求从中心进浇。结合上述对浇口的介绍本次应选用点浇口。 浇口位置的选择: (1)浇口位置尽量选择在分型面上,以便于清除及模具加工,因此能用侧浇口时不用点浇口。 (2)浇口位置距型腔各部位距离相等,并使流程最短,使熔体能在最短的时间内同时填满型腔的各部位。 (3)浇口位置应选择对型腔宽畅、厚壁部位,便于补缩,不致形成气泡和
注塑模具设计毕业答辩内容
一、首先是开场白:班的学生,我的毕业论文题目是对讲机注3各位老师,上午好!我叫金函绪,是08级机制在这里我向我的导师表示深深论文是在李章东导师的悉心指点下完成的,塑模具毕业设计。并对四年来我有机会聆听向各位老师不辞辛苦参加我的论文答辩表示衷心的感谢,的谢意,下面我将本论文设计的目的和主要内容向各位老师作一汇教诲的各位老师表示由衷的敬意。报,恳请各位老师批评指导。二、内容首先,我想陈述这个毕业论文设计的目的及意义。熟悉拟定塑料成型工艺和模具设计原则、)设计对讲机注塑模具,是基于一下几个目的:(1锻炼自己对步骤和方法。增加对注塑模具的认识,对塑料模具制作过程有一个大概的了解。未曾接触过的事物的分析问题和解决问题的能力。其次,我想谈谈这篇论文的结构和主要内容。. 本文分成10个部分第一部分是前言。这部分主要阐明了我国注塑模具的现状以及未来的发展方向并确定脱模斜第二部分是塑件工艺分析。这部分主要进行了塑料结构和材料成型工艺分析,度和模具的结构形式,同时完成浇注系统的设计。塑件和流道凝料在分型面上的投影第三部分是注射机型号的确定。这部分需要进行注射量、面积及锁模力的计算,并校核注射剂的工艺参数,确定注射机的型号。第四部分是模架的确定。主要确定模架的型号以及各板的尺寸。第五部分是合模导向及定位机构的设计。包括了导柱、导套以及斜导柱侧抽芯机构的设计。脱模阻力的计第六部分是脱模机构的设计和计算。主要囊括了脱模机构的设计原则及分类,算和脱模机构的选用。第七部分内侧抽芯机构的设计。主要完成内抽芯距的计算。第八部分是模具温度调节系统的设计和计算。包括了冷却系统的设计及冷却装置的设计要点,计算冷却参数和冷却时间。第九部分模具零件的选材和制造工艺。主要包括了模具各零件的选材及制造工艺。第十部分是模具的装配和工作过程。主要包括模具装配的步骤和模具工作过程校验和修改。不足之处:不能根据实没有实践经验,本次设计的不足之处是我对模具设计过程中思考问题有些简单,以及对塑料模具知识的缺乏,使该设计中有不足之处,请各位老师批评指正。际情况来修改,老师提问:掌握了塑料模具成本论文的优缺点:对塑料模具在成型过程中有了更深一层的理解,(10)解决对独立设计模具具有一次新的锻炼,学会了分析问题、型的机构特点及设计计算办法,模具中斜顶杆不能准问题的方法。本设计的不足之处在于:大量生产后,由于顶针板变形,确复位,并对型腔造成损害,使塑件上有磨伤,且侧凹位置发生变化,无法满足装配要求。)写作毕业论文的体会(9对我在大学阶段所学习的模具设计方面的知识做了一个很好的总结通过本次毕业设计,也发现了自己在学科内的和巩固,也对平时所学习的比较零散的知识做到了系统化的运用。对模具的设计和加工有了通过本次设计,做到了很好的复习和理解。某些方面知识的欠缺,但在李章东老师的热心指导下,.一个比较系统全面的认识和了解,同时也遇到了很多问题,终于圆满完成了设计任务,在此对给予我帮助的老师们及同学们表示真挚的感谢。 8()还有那些问题自己还没有搞清楚,在论文中论述的不够透彻?对于斜导柱的侧抽芯机构不甚了解,对斜导柱和滑块、导槽的配合过程中的整个动作过程 不太明白。对斜导柱的在模架上的安装位置还不太明白。 (7)论文虽未论及,但与其较密切相关的问题还有那些? 我对塑料的基本情况进行了了解。首先是塑料的组成和特性,塑料由合成树脂和添加剂组成,添加剂包括填充剂、稳定剂、增塑剂、润滑剂、固化剂、着色剂。其次是塑料的特性,包括质量轻、电气绝缘性好,强度刚度高、化学稳定性好。热导率低,耐磨性能优良。最后是塑料的分类,按合成树脂受热的状态可以分为热塑性塑料和热固性塑料,按应用范围分为通用塑料、工程塑料、特种塑料。 (6)在研究本课题的过程中发现了那些不同的见解?对这些不同的见解,自己是怎么逐步认识的?又是如何处理的? 对分流道设计过程中,由于分流道的截面有圆形、梯形、U型、矩形等,为了减少分流道内的压力损失,希望分流道的截面面积要大,同时,为了减小散热,又希望分流到表面积要小,对选用
注塑模具浇口设计说明
浇口类型 选择浇口类型和选择最佳的浇口尺寸以及浇口位置一样重要。浇口类型可分为人工和自动去除式浇口。 人工去除式浇口 人工去除式浇口主要是指那些要求操作者在进行制件再加工时将其与流道分离。使用人工去除式浇口的原因有: ?浇口体积过大,以至于当模具打开时无法从制件处剪切。 ?一些剪切敏感的材料(如PVC)不能存在高剪切率,从而不能应用自动去除式浇口设计。 ?在穿过较宽处的时候,为了保证流动分布的同时性,以达到特定的分子纤维排列,通常不使用自动浇口去除方式。 型腔的人工去除式浇口类型包括: ?注道式浇口 ?边缘浇口 ?凸片浇口 ?重叠式浇口 ?扇形浇口 ?薄膜浇口 ?隔膜浇口 ?外环浇口 ?轮辐或多点浇口 自动去除式浇口 自动去除式浇口的特点是,在打开制模模具顶出制件的过程中,可以切断或剪切浇口。自动去除式浇口应用于: ?避免在再加工时去除浇口 ?保持所有顶出的周期时间一致 ?浇口残留最小化 自动去除式浇口包括: ?针点浇口 ?潜入式(隧道式)浇口 ?热流道浇口 ?阀门浇口 注道浇口
推荐这种浇口应用于单型腔模具或要求对称充填的制件。这种类型的浇口适合于较大壁厚处,这样保压压力将更为有效。较短的浇口最好,这样模具充填更为快速,且压力损失较低。浇口另一侧需配备一个冷料井。使用这种浇口的劣势在于,流道(或注道)被修整之后,制件表面会产生浇口痕迹。可以通过制件厚度来控制凝固,但凝固并不取决于制件厚度。一般而言,在注道浇口附近的收缩率较低,而注道浇口处的收缩率较大。这会导致浇口附近具有较高的拉伸应力。 尺寸 起初,注道直径由机器射嘴来控制。该注道直径必须比射嘴口直径大 0.5mm左右。标准注道衬套的锥度为2.4度,开口面向制件。因此可以通过注道长度来控制制件处附近的浇口直径,该直径应当比该处壁厚至少大 1.5mm或约为该处壁厚的两倍。注道和制件的连结点应为放射状的,以避免应力裂化。 ?锥角较小(最小为1度),可能导致在喷射过程中注道无法与注道衬套脱离。 ?锥度较大,造成材料浪费且冷却时间延长。 ?非标准注道锥度,更昂贵而收益很少。 注道浇口 边缘浇口 边缘浇口或侧边浇口适用于具有中等厚度和较厚的部分,也可用于多型腔双板模具中。浇口位于分型面处,制件从侧边、顶部或底部进行充填。 尺寸 浇口尺寸一般为制件厚度的80%至100%,最大为3.5mm,宽度为1.0至12mm。浇口段长度不超过1.0, 0.5mm 最佳。 边缘浇口 凸片浇口 凸片浇口一般用于扁平的薄制件,以减少型腔内的剪切应力。应用凸片浇口,在注塑成型后进行修剪,可以将浇口附近的高剪切应力限制在辅力片上。凸片浇口通常用于精密注塑成型。 尺寸
注塑模设计说明书样本
罩盖塑料注射模具设计说明书 设计题目: 罩盖塑料注射模具设计 专业班级: 模具1531 小组成员: XXXXXXX 指导教师: XXXXXXXXXXXXXX 完成时间: 6月30日 目录 1. 塑件的工艺分析.......................... 错误!未定义书签。
1.1塑件的成型工艺性分析 ................ 错误!未定义书签。 1.1.1 塑件材料PC的使用性能.......... 错误!未定义书签。 1.1.2 塑件材料PC的加工特性.......... 错误!未定义书签。 1.2 塑件的成型工艺参数确定.............. 错误!未定义书签。 2 模具的基本结构及模架选择................. 错误!未定义书签。 2.1 模具的基本结构...................... 错误!未定义书签。 2.1.1 确定成型方法................... 错误!未定义书签。 2.1.2 型腔布置....................... 错误!未定义书签。 2.1.3 确定分型面..................... 错误!未定义书签。 2.1.4 选择浇注系统................... 错误!未定义书签。 2.1.5 确定推出方式................... 错误!未定义书签。 2.1.7 模具的结构形式................. 错误!未定义书签。 2.2 选择模架............................ 错误!未定义书签。 2.2.1 模架的结构..................... 错误!未定义书签。 2.2.2 模架安装尺寸校核............... 错误!未定义书签。 3 模具结构、尺寸的设计计算................ 错误!未定义书签。 3.1 模具结构设计计算.................... 错误!未定义书签。 3.1.1 型腔结构....................... 错误!未定义书签。 3.1.2 型芯结构....................... 错误!未定义书签。 3.1.4 模具的导向结构................. 错误!未定义书签。 3.1.5 结构强度计算 ( 略) ........... 错误!未定义书签。 3.2 模具成型尺寸设计计算................ 错误!未定义书签。
注塑模具的设计过程
注塑模具的设计过程 注塑模具的设计过程 注塑模具是一种生产塑胶制品的工具;也是赋予塑胶制品完整结构和精确尺寸的工具。下面yjbys为大家分享的是注塑模具的设计过程,仅供参考! 一.浇注系统的组成 普通的流道系统(Runner System),也称作浇道系统,或是浇注系统,是熔融塑料自射出机射嘴(Nozzle)到模穴的必经通道。流道系统包括主流道(Primary Runner)、分流道(Sub-Runner)以及浇口(Gate)等。 1.主流道 也称作主浇道、注道(Sprue)或竖浇道,是指自射出机射嘴与模具主流道衬套接触的部分起算,至分流道为止的流道。此部分是熔融塑料进入模具后最先流经的部分。 2.分流道 也称作分浇道或次浇道。随模具设计,可再区分为第一分流道(First Runner)以及第二分流道(Secondary Runner)。分流道是主流道至浇口间的过渡区域,能使熔融塑料的流向获得平缓转换;对于多模穴模具,同时具有均匀分配塑料到各模穴的功能。 3.浇口 也称为进料口,是分流道和模穴间的狭小通口,也是最为短小肉薄的部分。其作用在于利用紧缩流动面而使塑料达到加速的效果,高剪切率可使塑料流动性良好(由于塑料的切变致稀特性);黏滞加热的升温效果也有提升料温、降低黏度的作用。 在成型完毕后,浇口最先固化封口,有防止塑料回流,以及避免模穴压力下降过快,使成型品产生收缩凹陷的功能。成型后,则方便剪除,以分离流道系统及塑件。 4.冷料井
也称作冷料穴。目的'在于储存补集充填初始阶段较冷的塑料波前,防止冷料直接进入模穴,影响充填品质或堵塞浇口。冷料井通常设置在主流道末端,当分流道长度较长时,在末端也应开设冷料井。 二.浇注系统设计的基本原则 1.模穴布置(Cavity Layout)的考虑 1)尽量采用平衡式布置(Balances Layout); 2)模穴布置与浇口开设力求对称,以防止模具受力不均产生偏载,而发生撑模溢料的问题; 3)模穴布置尽可能紧凑,以缩小模具尺寸。 2.流动导引的考虑 1)能顺利地引导熔融塑料填满模穴,不产生涡流,且能顺利排气; 2)尽量避免塑料熔胶正面冲击直径较小的型芯和金属嵌件,以防止型芯位移(Core Shift)或变形。 3.热量散失及压力降的考虑 1)热量损耗及压力降越小越好; 2)流程要短; 3)流道截面积要够大;
课程设计 手机壳注塑模具设计
主要阐述手机壳的注塑模设计,提供了使用 PRO/E软件进行整个注塑模设计 的流程,以及塑件的CAE分析。 手机壳、塑料、注塑模、PRO/E模具设计 该同学在手机外壳的注射模具设计中,经过认真调研和方案论证,确定了具体设计方案, 在产品造型上有较强的创新意识,深入钻研每个重要环节,对产品的可行性和工艺进行了详细分析。采 用Pro/E+EMX建立模型并进行模型的受力分析,模拟模型在现实情况下的使用情况,并得出模型检验 结果,以认真负责的工作态度出色的完成了整个注塑模设计的全过程,具备了设计人员应有的基本素质 和能力。 一.调研报告 1.手机壳的造型结构发展状况 移动电话的普及速度大大超越了专家的预测与想象。它已从最初的模拟系统发展到目前 的数字系统。在此期间,移动电话的功能越来越丰富,体积越来越小,造型越来越美观,充 分体现了技术与艺术结合。除了最基本的实用功能外,移动电话还要考虑美观和舒适,在设 计上必须充分考虑使用对象、使用场合、功能要求、人机工效学等因素。2.材料确定 PC/ABS合金在汽车、机械、家电、计算机、通讯器材、办公设备等方面获得了广泛应
用,如移动电话的机壳、手提式电脑的外壳、以及汽车仪表盘〔板)等。资料显示:PC/ABS 已广泛应用于制造手机外壳。 3.薄壳制品与模具设计 薄壳制品成型时模具设计是至关重要的一步。成型薄壳制品时需要特别设计的薄壳件专 用模具。与常规制品的标准化模具相比,薄壳制品模具从模具结构、浇注系统、冷却系统、 排气系统、脱模系统都发生了重大变化,成本也增加了30%---40% 4.塑件选择 据调查,东亚尤其是中国的用户对于翻盖手机却相当青睐,在中国市场销售的全部手机 中,翻盖手机的数量超过了一半。国产手机厂商了解本土消费者的心理,摒弃欧美崇尚的直 板机而主推折叠机,开发出符合东方人审美趣味的机型,款式漂亮,内容丰富,得到了广大 消费者的喜爱。针对以上情况,选用翻盖式手机壳注塑模设计。 二、产品工艺分析 1 .产品造型设计 塑件的选择:女性翻盖手机 本人负责的部分是翻盖部分,翻盖部分的特点是上盖采用复杂曲面设计,上下盖的分型 面都比较复杂,而且下盖需要侧向抽芯。见图1: a)
注塑模具浇口型式及选择
注塑模具浇口型式及选择 塑料模具的浇口就是指连接分流道与性强之间的一段细短流道,就是树脂注入型腔的入口。在模具中浇口的形状、数量与尺寸与位置等会对塑料件的质量产生很大影响。所以浇口的选择就是塑料模具设计的关键点之一,下面通过几个方面对于浇口进行介绍。 一、浇口的主要作用有: 1、型腔充满后,熔体在浇口处首先凝结,防止其倒流。 2、易于切除浇口尾料。 3、对于多腔模具,用以控制熔接痕的位置。 二、浇口的型式 浇口一般分为非限制性浇口与限制性浇口两种型式。限制性浇口又分为侧浇口、点浇口与盘环形浇口等3个系列。 2、1非限制性浇口。 非限制性浇口又叫直浇口(如图1所示)。其特点就是塑料熔体直接流入型腔,压力损失小进料速度快成型较容易,对各种塑料都适用。具有传递压力好,保压补缩作用强,模具结构简单紧凑,制造方便等优点。但去除浇口困难,浇口痕迹明显;浇口附近热量集中冷凝迟缓容易产生较大的内应力,也易于产生缩坑或表面凹缩。适用于大型塑件、厚壁塑件等。 图1直浇口型式 2、2限制浇口。 型腔与分流道之间采用一端距离很短、截面很小的通道相连接,此通道称为限制性浇口,它对浇口的厚度及快速凝固等可以进行限制。限制浇口的主要类型有: 2、2、1 点浇口。 点浇口就是一种截面尺寸特小的圆形浇口(如图2所示)。点浇口的特点有:1、浇口位置限制小;2、去除浇口后残留痕迹小,不影响塑件外观;3、开模时浇口可自动拉断,有利于自动化操作;4、浇口附件补料造成的应力小。缺点就是:1、压力损失大,模具必须采用三板模结构,模具结构复杂,并且要有顺序分模
机构,也可应用于无流道的两板模具结构。 图2 点浇口的型式 2、2、2潜伏式浇口。 潜伏式浇口就是由点浇口演变而来,其分流道开设在分型面上,浇口潜入分型面下面,沿斜向进入型腔,潜伏式浇口除了具有点浇口的特点外,其进料浇口一般都在塑件的内表面或侧面隐蔽处,因此不影响塑件外观,塑件与流道分别设置推出机构,开模时浇口即被自动切断,流道凝料自动脱落。 图3 外侧潜伏式浇口 图4 内侧潜伏式浇口 2、2、3侧浇口 侧浇口又叫边缘浇口,一般开设在分型面上,从型腔(塑件)外侧面进料(如图5所示)。侧浇口就是典型的矩形截面浇口,能方便的调整充模时的剪切速率与浇口封闭时间,因而也称之为标准浇口。侧浇口的特点就是浇口截面形状简单,加工方便,能对浇口尺寸进行精密加工;浇口位置选择灵活,以便改善充模状况;不必从注塑机上卸模就能进行修正;去除浇口方便,痕迹小。侧浇口特别适用于两板式多腔模具。但就是塑件容易形成熔接痕、锁孔、凹陷等缺陷,注塑压力损失大、对于壳体形塑件排气不良。 图5 侧浇口基本型式 2、2、4重叠式浇口 重叠式浇口又叫搭接浇口,基本上与侧浇口相同,但浇口不就是在型腔侧面边,而就是在型腔的一个侧面(如图6所示)。就是典型的冲击型浇口,可有效的防止塑料熔体的喷射流动。如成形条件不当,会在浇口处产生表面凹坑。切除浇口比较困难,会在塑件表面留下明显的浇口痕迹。 图8重叠式浇口基本型式
注塑模具浇口位置的选择
注塑模具浇口位置的选择 浇口位置与数目对注塑加工件质盈有极大影响,在选择浇口位景时应遵循如下原则: (1)避免制件上产生喷射等缺陷浇口的尺寸比较小,如果正对着一个宽度和厚度都比较大的充填空间,则高速的塑料熔体通过浇口注人型腔时,将受到很高的剪切应力,会产生喷射和蠕动(蛇形流)等现象,形成塑料制品内部和表面的缺陷。同时喷射还会使型腔内空气难以排除,造成注塑加工件内有空气泡,甚至在某角落出现焦痕。避免喷射有两种方法,一是加大浇口截面尺寸,降低熔体流速;二是采用冲击型浇口,改善塑料熔体流动状况。 (2)浇口应开设在注塑加工件截面最厚处当注塑加工件壁厚相差较大时,在避免喷射的前提下,浇口开设在注塑加工件截面最厚处,以利于熔体流动、排气和补料,避免产生缩孔或表面凹陷。 (3)有利于塑料熔体流动当注塑加工件上有加强筋时,可利用加强筋作为改普流动的通道(沿加强筋方向流动),防止注不满。 (4)有利于型腔排气在浇口位置确定后,应在型腔最后充填处或远离浇口的部位,开设排气槽;或利用分型面、推杆间隙等模内的活动部分排气。图6-19为一盖形注塑加工件,四周壁厚,顶部壁薄,若采用侧浇口,则顶部最后填完,易形成封闭气囊,如图6-19 (a)所示,留下明显的熔接痕或焦痕,改进的办法有增加制品顶部的厚度图6-19 (b),改变浇口的位v图6-19 (c)。 (5)考虑塑件使用时的载荷状况(受力状况)通常浇口位置不能设置在塑件承受弯曲载荷或受冲击力的部位,原因在于塑件浇口附近残余应力大、强度差,一般能承受拉应力,不能承受弯曲应力和冲击力。 (6)减少或避免塑件的熔接痕,增加熔接牢度塑料熔体流动前沿的汇合处常会形成熔接痕,导致该处强度降低。浇口位置和数量决定着熔接痕的数量及位置,一般说来,浇口数增多,熔接痕增多。当流程不长时,不必开设多个浇口。将轮辐式浇口改为盘形浇口,可以消除熔接痕。此外.还应重视熔接痕的方位,图6-20 (a)中,熔接线与小孔在一个方位,大大降低了制品的强度,相比之下,图6-20 (b)浇口位置较为合理。 (7)考虑分子取向对塑件性能的影响塑料熔体在型腔内流动产生流动取向,并有一部分保留在塑件内,使塑件具有各向异性,设计时应考虑分子取向的影响。图6-21是一个口部带有金属嵌件的聚苯乙烯杯子。当浇口开设在A处时,分子取向方向与周向应力方向垂直,杯子容易产生应力裂纹;当浇口开设在B处时,分子定向方向与周向应力方向一致,则应力开裂现象大大减少。在特殊悄况下,如聚丙烯铰链盒,铰链处要经受住几千万次的弯折.则要求该处要充分利用分子取向。 (8)考虑浇口位里和数目.对塑件成型尺寸的影响平板形塑件翘曲变形的原因在于垂直和平形于流动方向上的收缩率不同而致。如改用多点浇口或平缝式浇口,则可有效地克服这种翘曲变形。 对于大型圆盘形或箱式壳体塑件,通常采用多点浇口,以减少翘曲变形。如用30%玻璃纤维增强的PBTP
_《注塑模具设计实用手册》出版发行
模具工业2011年第37卷第11期 证其使用寿命在10万次以上。2.5 模具温度调节系统设计 超薄塑件在成型过程中对模具的温度要求很 高。该注射模是依靠设在定模板8上的两条水道,用模温控制机使模具温度控制在55~60℃,以保证生产过程中熔料保持较高的流动性,便于快速充满型腔。2.6 定位系统设计 模具定位系统有粗定位和精定位。合模时先 由导柱16进行导向,保证动、定模初步找正,再由2个定位锥套22和定位圆锥23进行精确定位,如图3所示。通过粗、精定位,保证模具型腔与型芯有较高的同轴度,塑件壁厚差控制在0~0.02mm ,使塑件壁厚均匀,满足使用要求。 图3模具精定位系统 6.动模板 7.推件板 8.定模板 22.定位锥套 23.定位圆锥24.调整块 25.螺钉3 模具工作过程 生产前用模温控制机将模具温度调整在55~ 60℃。合模时,先由导柱16进行粗定位,再由2个 定位锥套22和定位圆锥23进行精定位,保证准确合模。由注塑机将熔料通过主流道、分流道高速注入各型腔,产生的气体通过排气系统排出,保证塑件顺利成型。注塑机自动完成保压、冷却后,开启模具,通过拉料杆15、17和型芯13将主流道、分流道的凝料及塑件带出动模。在注塑机推杆作用下,推板20推动固定在垫块2上的行程开关,电磁阀动作,压缩空气通过排气通道进入型芯13和塑件之间,抵消负压。与此同时,塑件在推件板7的作用下顺利从型芯上脱出。4 结束语 在实际生产中,利用该模具顺利生产出了外形 完整、无变形和无飞边的塑件,完全满足使用要求。实践证明:模具结构紧凑,动作可靠,操作简单,生产效率高,有效地解决了精密超薄塑件成型中的难题,可为同类塑件的成型提供参考。参考文献: [1]林红旗.高精外观薄壁塑件模具设计[J].模具工业,2008, 34(12):47-50. [2]肖运海,刘斌.内嵌支承件圆筒形薄壁塑件注射模设计 [J].模具工业,2008,34(4):55-57. [3]张维合.饮料瓶盖注射模设计[J].模具工业,2010,36(9):49-51. 《注塑模具设计实用手册》出版发行 张维合主编的《注塑模具设计实用手册》已由化学工业出版社出版,手册以科学性、先进性和实用性为指导思想,兼顾理论基础和设计实践2个方面,根据设计人员在注塑模具设计过程中的需要,系统 介绍了注塑模具设计标准、原则及设计步骤与方法,并列举了大量先进、实用、全面、可靠的结构范例。 手册主要内容包括:注塑模具设计制图标准,塑料、塑件和注塑机,注塑模具成型零件设计,注塑模具侧向分型与抽芯结构设计,注塑模具排气系统设计,注塑模具结构件设计,注塑模具浇注系统设计,热流道注塑模具设计,注塑模具温度控制系统设计,注塑模具脱模系统设计,注塑模具导向定位系统设计和注塑模具材料选用等。 手册内容全面、通俗易懂、实用性强,图、文、表结合,查阅方便,是张维合继《注塑模具设计实用教程》、《注塑模具复杂结构100例》之后又一本模具力作。 52
模具浇口设计
模具浇口设计 1、从流道来的熔融塑料以最快的速度进入充满型腔。 2、型腔充满后,浇口能迅速冷却封闭,防止型腔能还未冷却的塑料回流。浇口的设计和塑件的尺寸、形状模具结构,注射工艺条件及塑件性能等因素有关、但是根据上述两句基本作用来说,浇口截面小,长度要短,因为只有这样才能满足增大流料速度,快速冷却封闭,便于塑件分离以及浇口残痕最小等要求、「浇口」(Gate)对於成形性及内部应力有较大的影响,通常依据成形品的形状来决定适当形式,可分为「限制浇口」与「非限制浇口」两大类、限制性浇口是整个浇注系统中截面尺寸最小的部位,通过截面尺寸的突然变化使分流道送来的塑料熔体产生突变的流速增加,提高剪切速率,降低粘度,使其成为理想的流动状态,从而迅速均均衡的充满型腔、对于多型腔模具,调节浇口的尺寸,还可以使非平衡布置的型腔达到同时进料的目的,提高塑件质量、另外限制性浇口还起着较早固化防止型腔中的熔体倒流的作用, 加工容易,易从浇道切断成形品,可减少残留应力、又可分为「侧状浇口」(Side Gate)、「重叠浇口」(Overlap Gate)、「凸片浇口」(Tab Gate)、「扇形浇口」(Fan Gate)、「膜状浇口」(Film Gate)、「环形浇口」(Ring Gate)、「盘状浇口」(Disk Gate)、「点状浇口」(Point Gate)及「潜状浇口」(Submarine Gate)等非限制性浇口是由竖浇道直接将塑料注入模穴的浇口,整个浇注系统中
截面尺寸最大的部位,它主要是对中大型筒类,壳类塑件型腔起引 料和进料后的施压作用、浇口的种类、位置、大小、数目等,直 接影响成形品的外观、变形、成形收缩率及强度,所以在设计上 应考虑下列事项: 在注塑模设计中, 按浇口的结构形式和特点,常用的浇口形式有如下几种: 1、直接浇口既是主流道浇口,属于非限制性浇口、塑料熔 体由主流道的大端直接进入型腔,因儿具有流动阻力小,流动流程 短及补给时间长等特点、但是也有一定的缺点如进料处有较大的 残余应力而导致塑件翘曲变形,由于浇口较大驱除浇口痕迹较困难,而且痕迹较大,影响美观、所以这类浇口多用于注射成型大,中型 长流程深型腔筒型或翘型塑件,尤其适合与如聚碳酸脂,聚砜等高 粘度塑料、另外,这种形式的浇口只适合于单型腔模具、在设计 浇口时,为了减小与塑件接触处的浇口面积,防止该处产生缩口,变形等缺陷,一方面应尽量选用较小锥度的主流道锥角a(a=2~4度),另一方面尽量减小定模板和定模座的厚度、这样的浇口有良好的 熔体流动状态,塑料熔体从型腔底面中心部位流向分型面,有利于 排气;这样的形式使塑件和浇注系统在分型面上的投影面积最小,模具结构紧凑,注射机受力均匀、直接澆口(Direct Gate)或大水口(Sprue Gate)、澆道直接供應塑料到制成品、澆道黏附在制成品上、在兩板的工模、大水口通常是一出一隻,但在三板模或熱流道工模的設計上,可以一啤多隻。缺點:在制成品表面形成水口
塑胶模具进胶方式
1、盘形浇口: 沿产品外圆周而扩展进料,其进料点对称,充模均匀,能消除结合线.有利于排气.水口 常用冲切方式去除,设计时注意冲切工艺. 2.扇形浇口: 从分流道到模腔方向逐渐放大呈扇形,适用于长条或扁平而薄之产品,可减少流纹和定向 应力.扇形角度由产品形状决定,浇口横面积不可大于流道断面积. 3.环形浇口:沿产品整个外圆周扩展进胶,它能使塑料绕型芯均匀充模,排气良好,减少结合线.但浇 口切除困难,它适用于薄壁长管状产品. 4.点浇口: 是一种截面积小如针状之浇口,一般用于流动较好之塑料,其浇口长度一般不超过其直 径,所以脱模后浇口自动切断,不须再修正.而浇口残痕不明显.在箱罩,盒壳体及大面 积产品中应用相当广泛,它可以使模具增加一个分模面,便于水口脱模.其缺点是因进浇 口较小易造成压力损耗,成型时产生一些不良(流痕,烧焦,黑点)其形状有菱形,单点 形,双点形,多点形等. 5.侧浇口: 一般开设在模具一边,分模面上由内侧或外侧进胶,截面多为矩形,适用于一模多穴.6.直接浇口: 直接由主流道进入模腔,适用于单穴深腔壳形,箱形模具.其流道流程短,压力损失少, 有利于排气,但浇口去除不便,会留明显痕迹 7.潜伏浇口: 其浇口呈倾斜状潜伏在分模面一方,在产品侧面或里面进胶脱模时可自动切断针点浇口, 适用自动化生产. 设计要点: 1. 进胶口应开设在产品肉厚部分,保证充模顺利和完全. 2. 其位置应选在使塑料充模流程最短处,以减少压力损失,有利于模具排气. 3. 可通过模流分析或经验,判断产品因浇口位置而产生之结合线处,是否影响产品外观和功能,可加设冷料穴加以解决. 4. 在细长型芯附近避免开设浇口,以免料流直接冲击型芯,产生变形错位或弯曲. 5. 大型或扁平产品,建议采用多点进浇,可防止产品翘曲变形和缺料. 6. 尽量开设在不影响产品外观和功能处,可在边缘或底部处. 7. 浇口尺寸由产品大小,几何形状,结构和塑料种类决定,可先取小尺寸再根据试模状况进行修正. 8. 一模多穴时,相同的产品采用对称进浇方式,对于不\同产品在同一模具中成型时,优先将最大产品 放在靠近主流道的位置 9. 在浇口附近之冷料穴,尽端常设置拉料杆,以利于浇道脱模
方便饭盒上盖注塑模具的设计(模板)
东莞理工学院设计题目:方便饭盒上盖注塑模具的设计院系:机械工程学院 专业:机械设计制造及其自动化 班级:2008级(3)班 学号: 学生姓名: 指导教师: 课程设计日期:2011/3/21~2011/4/11
目录 1、模具设计任务书 (1) 2、塑件制品及说明 (2) 3、设计计算内容及步骤 (3) 1)塑件设计 (3) A、塑料品种 (3) B、外观要求 (3) C、壁厚及制件体积计算 (3) D、脱模斜度 (4) 2)成型工艺设计 (4) 3)模具结构设计 ..................................................... .. (4) 4)设计计算 ............................................................ .. (4) A、成型零件的工作尺寸计算 .............................................. (4) B、型腔及模板的刚度及强度计算 ....................................... (5) C、浇注系统设计计算 (6) D、脱模阻力计算 (6) E、模具冷却水道设计计算 (7) 5)注射机的选择 (7) A、最大注射量校核 (7) B、注射压力校核 (8) C、锁模力校核 (8) D、流动比校核 (8) E、开模行程及顶出行程校核 (8) 6)模具与注射机安装模具部分相关尺寸的校核 (8) A、喷嘴尺寸 (9) B、定位圈尺寸 (9) C、最大及最小模厚 (9) D、模板螺孔尺寸 (9) E、拉杆内间距 (9) 7) 模具材料的选择 . (9) 8) 编制模具零件机械加工及装配工艺方案 .................... .. (9) 4、参考书目及文献 (9)
塑料注射模具设计说明书
引言 本说明书为机械塑料注射模具设计说明书,是根据塑料模具手册上的设计过程及相关工艺编写的。本说明书的内容包括:目录、课程设计指导书、课程设计说明书、参考文献等。 编写本说明书时,力求符合设计步骤,详细说明了塑料注射模具设计方法,以及各种参数的具体计算方法,如塑件的成型工艺、塑料脱模机构的设计。 本说明书在编写过程中,得到….老师和同学的大力支持和热情帮助,在此谨表谢意。 由于本人设计水平有限,在设计过程中难免有错误之处,敬请各位老师批评指正。 设计者:朱海 2009年11月11日
课程设计指导书 一、题目: 塑料套筒材料:ABS 二、明确设计任务,收集有关资料: 1、了解设计的任务、内容、要求和步骤,制定设计工作进度计划 2、将Pro/E零件图转化为CAD平面图,并标好尺寸 3、查阅、收集有关的设计参考资料 4、了解所设计零件的用途、结构、性能,在整个产品中装配关系、技术要求、生产批量 5、塑胶厂车间的设备资料 6、模具制造技能和设备条件及可采用的模具标准情况 三、工艺性分析 分析塑胶件的工艺性包括技术和经济两方面,在技术方面,根据产品图纸,只要分析塑胶件的形状特点、尺寸大小、尺寸标注方法、精度要求、表面质量和材料性能等因素,是否符合模塑工艺要求;在经济方面,主要根据塑胶件的生产批量分析产品成本,阐明采用注射生产可取得的经济效益。 1、塑胶件的形状和尺寸: 塑胶件的形状和尺寸不同,对模塑工艺要求也不同。 2、塑胶件的尺寸精度和外观要求: 塑胶件的尺寸精度和外观要求与模塑工艺方法、模具结构型式及制造精度等有关。 3、生产批量 生产批量的大小,直接影响模具的结构型式,一般大批量生产时,可选用一模多腔来提高生产率;小批量生产时,可采用单型腔模具等进行生产来降低模具的制造费用。 4、其它方面 在对塑胶件进行工艺分析时,除了考虑上诉因素外,还应分析塑胶件的厚度、塑料成型性能及模塑生产常见的制品缺陷问题对模塑工艺的影响。 四、确定成型方案及模具型式:
注塑模具毕业设计
哈理工荣成学院 塑料模课程设计说明书 题目:玩具积木注塑模设计 院、系:荣成学院材料工程系 专业:模具11-1 姓名:孙中银 学号: 1130330123 指导教师: 完成时间: 2013 年 08 月 30 日
哈理工荣成学院 塑料模课程设计任务书
目录 第1章塑件工艺分析 (1) 1.1 设计任务 (1) 1.2 塑件工艺分析 (2) 1.2.1 材料工艺性分析 (2) 1.2.2 尺寸精度工艺性分析 (3) 第2章模具结构设计 (4) 2.1模具总体方案确定 (4) 2.1 成型设备的选择 (9) 第3章模具材料及其热处理方案设计 (9) 3.1 模具型芯型腔材料 (10) 3.2 模具材料热处理方案 (10) 第4章模具及注塑机的校核 (12) 4.1注塑机工艺参数的校核 (12) 第5章模具总装图图5-1 (13) 结论 (14) 参考文献 (15)
第1章塑件工艺分析 1.1设计任务 根据任务设计玩具积木三视图如下图1-1 1-1玩具积木三视图 1-2玩具积木实物图 已知技术参数: 材料:ABS 生产批量:大批量生产
1.2塑件工艺分析 1.2.1材料工艺性分析 ABS是丙烯腈、丁二烯和苯乙烯三种单体聚合而成的非结晶型的高聚物。它是在聚丙乙烯基础上改性而发展起来的一种热塑性工程塑料。由于聚苯乙烯的突出缺点是耐冲击性能较差,耐热性不够高,因而限制了它的应用范围。而三种单体合成的ABS塑料是一种综合性能优良的在工程技术中广泛应用的新型塑料。 1.ABS塑料的使用性能:由于ABS是三种单体聚合而成的,因此它具有三种组成物的综合性能。丙烯腈可使ABS具有较高的强度、硬度、耐热性及耐化学稳定性;丁二烯可使ABS具有弹性和较高的冲击强度;苯乙烯可使ABS具有优良的介电性能和成型加工性能。由此可见,还可以通过改变组成物的比例,生产出不同品种的ABS塑料。 ABS塑料在一定的温度范围内具有较高的冲击强度和表面硬度及耐磨性;它的热变形温度为100℃左右,比聚苯乙烯、聚氯乙烯、聚酰胺都高;还具有一定的化学稳定性和良好的介电性能;此外它还有能与其他塑料和橡胶混溶等特性;其制品尺寸稳定性不好,表面光泽,可以抛光和电镀。但ABS塑料耐热性并不高,耐低温性和耐紫外线性能也不好。实际生产中为进一步提高ABS塑料的性能,克服缺点,采取了加入其它单体和增加助剂、填料等方法,以提高其耐热耐寒、耐候性。 2.ABS塑料的成型性能:ABS塑料成型性能较好。它的流动性较好,成型收缩率小;ABS塑料比热容较低,在料筒中塑化效率高,在模具中凝固也较快,模塑周期短。但ABS吸水性大,成型前必须充分干燥,表面要求光泽的制品应进行较长时间的干燥,ABS塑料可采取注塑、挤出、压延、吹塑、真空成型等方法制造塑料制品。 3. ABS塑料的用途:由于ABS塑料具有良好的综合性能并易于成型,所以在机械、电器、轻工、汽车、飞机、造船以及日用品等工业中得到较广泛的应用,如管道、计算机外壳等。
塑胶模具设计手册
一、成品檢測 以目前課內現有設備(包括軟體及硬體)?針對成品尺寸的檢查是一個很簡單的事情。可以通過Pro/E的檢查?也可以用CAE?當然用AUTOCAD進行檢查將更加全面快速。我們的目標是:快、穩、準。那麼現在具體將三個可行方式詳細論術如下:方法一:運用AUTOCAD 進行成品尺寸檢查。 對客戶提供的成品?我們將運用成品檢測圖的方式將之做成一張標準檢測用的2D圖檔及圖面。同時對成品的每個部分進行分析。例如:設計斜銷的空間、套筒能否運作、滑塊的設計?以及其它一些相關技術問題。 方法二:運用Pro/E的撿測功能對成品進行檢查。 A運用measure功能提供的項目對成品的尺寸進行檢視 有:CURVE LENGTH、DISTANCE 、ANGLE、AREA、DIAMETER 、 TRASFORM 等各項子功能。 B 運用SET UP---REF DIM 進行檢測。 C 運用INFO 菜單下的MODEL ANALYSIS 、MEASURE CURVE ANALYSIS 、SURFACE ANALYSIS 進行分析檢測。 方法三:運用CAE功能對成品進行檢測。 二、重量材質部分: 我們知道運用Pro/E的工程計算的功能可以很清楚地計算出成品的體積、重量。我們運用CAE提供的資料庫將常用塑膠材料的特性進行匯編?利用方便的塑膠特性選擇注塑成型機的大小。 三、投影面積的大小: 投影面積的大小也可以通過Pro/E計算?當然CAE的計算也是可以完成的。只不過是CAE中投影面積的計算費時太長。這不是方法上的問題?而是技巧性的問題。四、模流分析的結果。
塑膠材料的特性及進膠方式。 一些常見的高份子材料列如下表: 對一些常見的?我們公司及客戶們經常使用的塑膠特性做一些簡單的介紹:一、PC 塑料(POLYCARBONATE): PC兼具有耐熱性、耐沖擊性和透明性。成形溫度極高、成型範圍也比餃廣泛。不易得到安定的成型性。 PC材料成型後剛性極佳?成型後的尺寸精度不易發生變化?而且由於成型收縮率較低(0.6%左右)易達到高精度的成型品。一般情況下?如果加入玻璃纖維混合物時?更具有高剛性、高耐熱性及精度而且一般脫模錐度在1 ° ~2 °之間。 二、PA塑料: PA塑料具有高硬度、高剛性、高耐沖擊強度及高耐熱性。尤其對於抵抗有機溶劑的特性更佳。其具有較大的收縮率。如壁厚不均一?則更容易產生變形現象。 三、ABS 塑料:(ACRYLONITRILE —BUTADIENE -STYRENE COPOLYMER) ABS塑料具有較佳的耐沖擊性能、可保持光滑。適用於做成平板。但在戶外使用時會退色?且不易上色。一般僅用於汽車零件和電器零件。