ASME-WPS
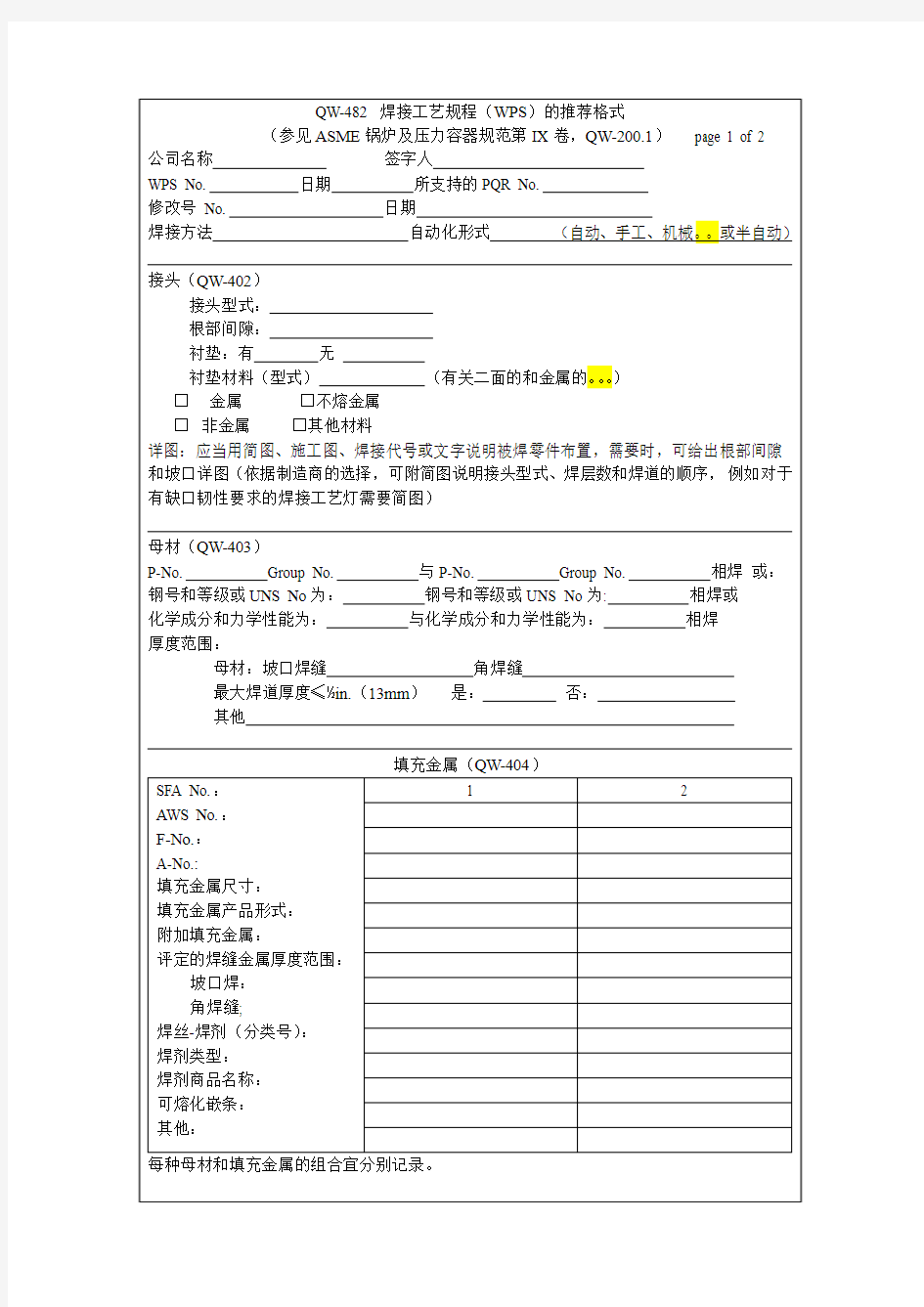
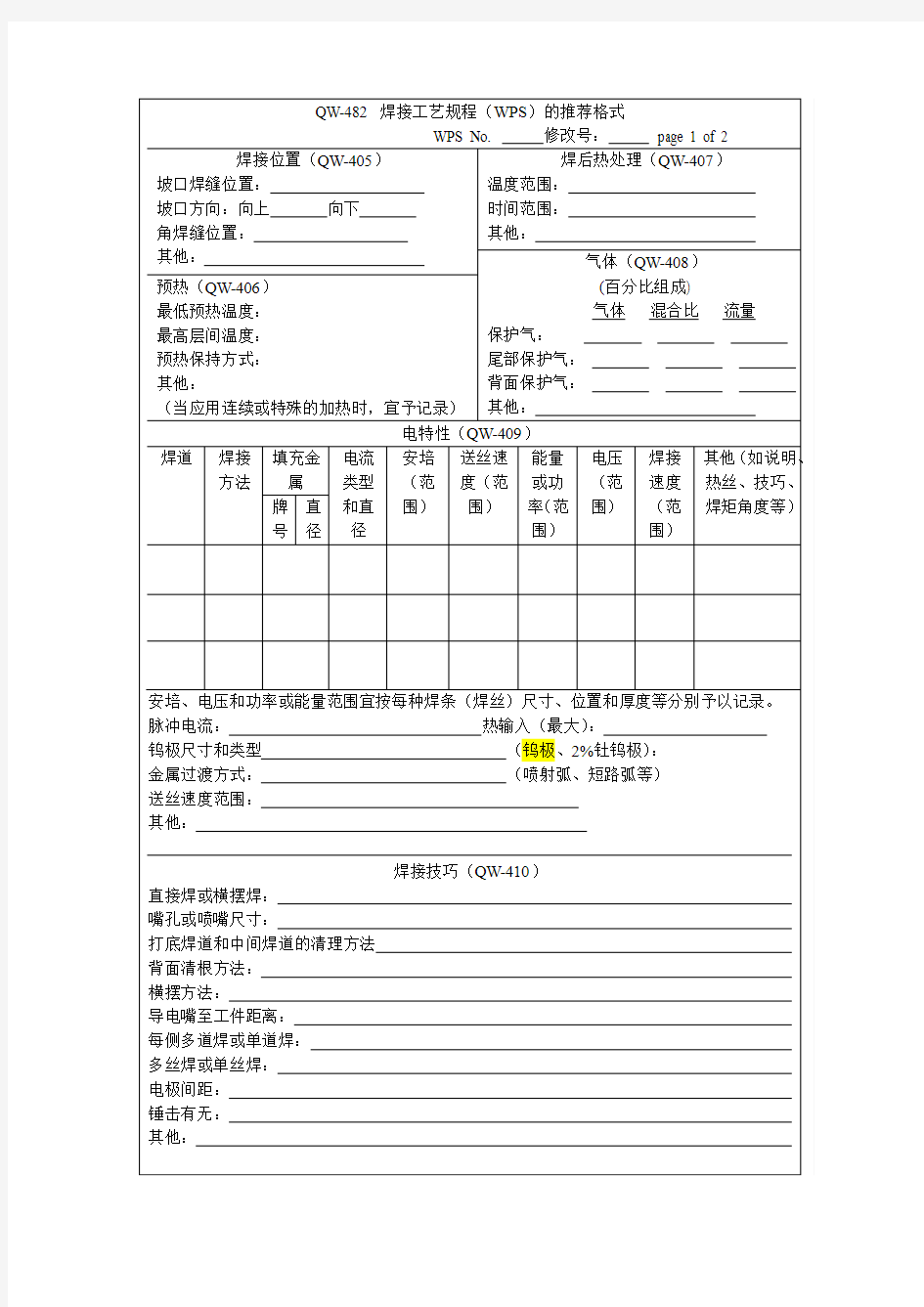
QW-482 焊接工艺规程(WPS)的推荐格式
安培、电压和功率或能量范围宜按每种焊条(焊丝)尺寸、位置和厚度等分别予以记录。脉冲电流:热输入(最大):
钨极尺寸和类型(钨极、2%钍钨极):
金属过渡方式:(喷射弧、短路弧等)
送丝速度范围:
其他:
焊接技巧(QW-410)
直接焊或横摆焊:
嘴孔或喷嘴尺寸:
打底焊道和中间焊道的清理方法
背面清根方法:
横摆方法:
导电嘴至工件距离:
每侧多道焊或单道焊:
多丝焊或单丝焊:
电极间距:
锤击有无:
其他:
相关主题
QW-482 焊接工艺规程(WPS)的推荐格式
安培、电压和功率或能量范围宜按每种焊条(焊丝)尺寸、位置和厚度等分别予以记录。脉冲电流:热输入(最大):
钨极尺寸和类型(钨极、2%钍钨极):
金属过渡方式:(喷射弧、短路弧等)
送丝速度范围:
其他:
焊接技巧(QW-410)
直接焊或横摆焊:
嘴孔或喷嘴尺寸:
打底焊道和中间焊道的清理方法
背面清根方法:
横摆方法:
导电嘴至工件距离:
每侧多道焊或单道焊:
多丝焊或单丝焊:
电极间距:
锤击有无:
其他: