DIN 6930中文版
1、用途丗
本标准用来简化图纸丆并规定了在四个精度等级[即精密级乮f?j 、一般级乮m?j 、粗糙级乮g?j 和特粗级乮sg?j]情况下丆长度、角度、同轴度、对称度的一般公差。在选择精度等级时丆应考虑到工厂通常采用的精度。
如果需要较小的公差丆或者允许较大的公差丆且也较经济丆则这些公差须—一标注。
2、使用范围
本标准规定的一般公差丆适用于冷、热加工的钢板冲压件丆当在图纸上或在所属的资料中乮例丗供货条件乯出现了参见本标准的标注时丆则本标准规定的一般公差同样适用。
本标准的一般公差丆不适用于精加工乮见VD13345?j 的零件。
在特殊情况下丆如果本标准作为由板材生产的半成品零件或由其它钢材生产的零件的标准丆则应进行协商。
在使用本标准时丆最好参照DIN 3932?C 冲压件丆形状控制标准。
DIN 6930第1部分适用于冲压件供货技术条件。
现有图纸的一般公差见第5节。
3、一般公差
3.1概况
本标准中所规定的一般公差丆不仅考虑了冲压技术的特点丆也同时顾及了工具损耗。
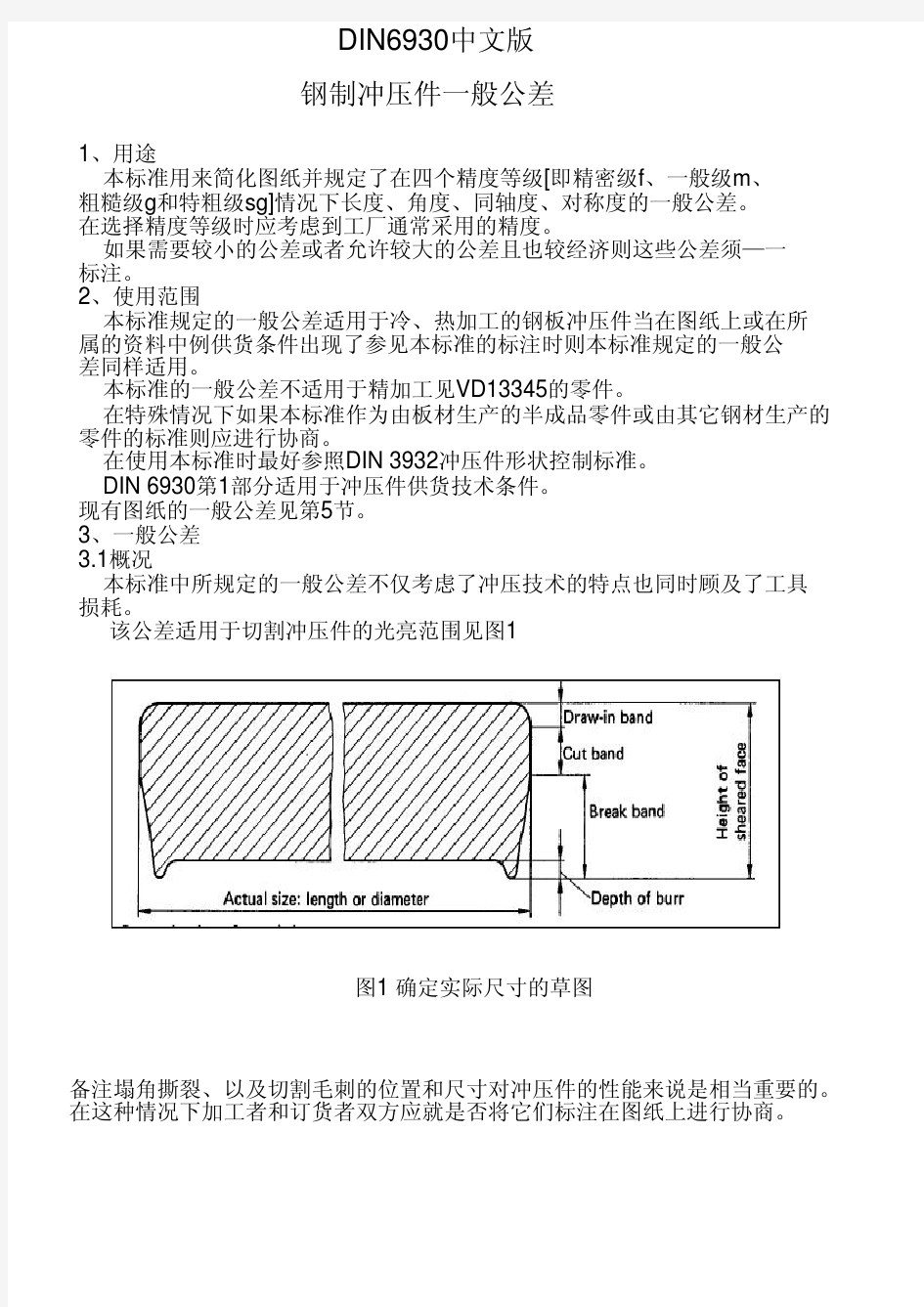
该公差适用于切割冲压件的光亮范围乮见图1?j
图1 确定实际尺寸的草图
备注丗塌角丆撕裂、以及切割毛刺的位置和尺寸丆对冲压件的性能来说是相当重要的。在这种情况下丆加工者和订货者双方应就是否将它们标注在图纸上进行协商。
钢制冲压件一般公差
DIN6930
中文版
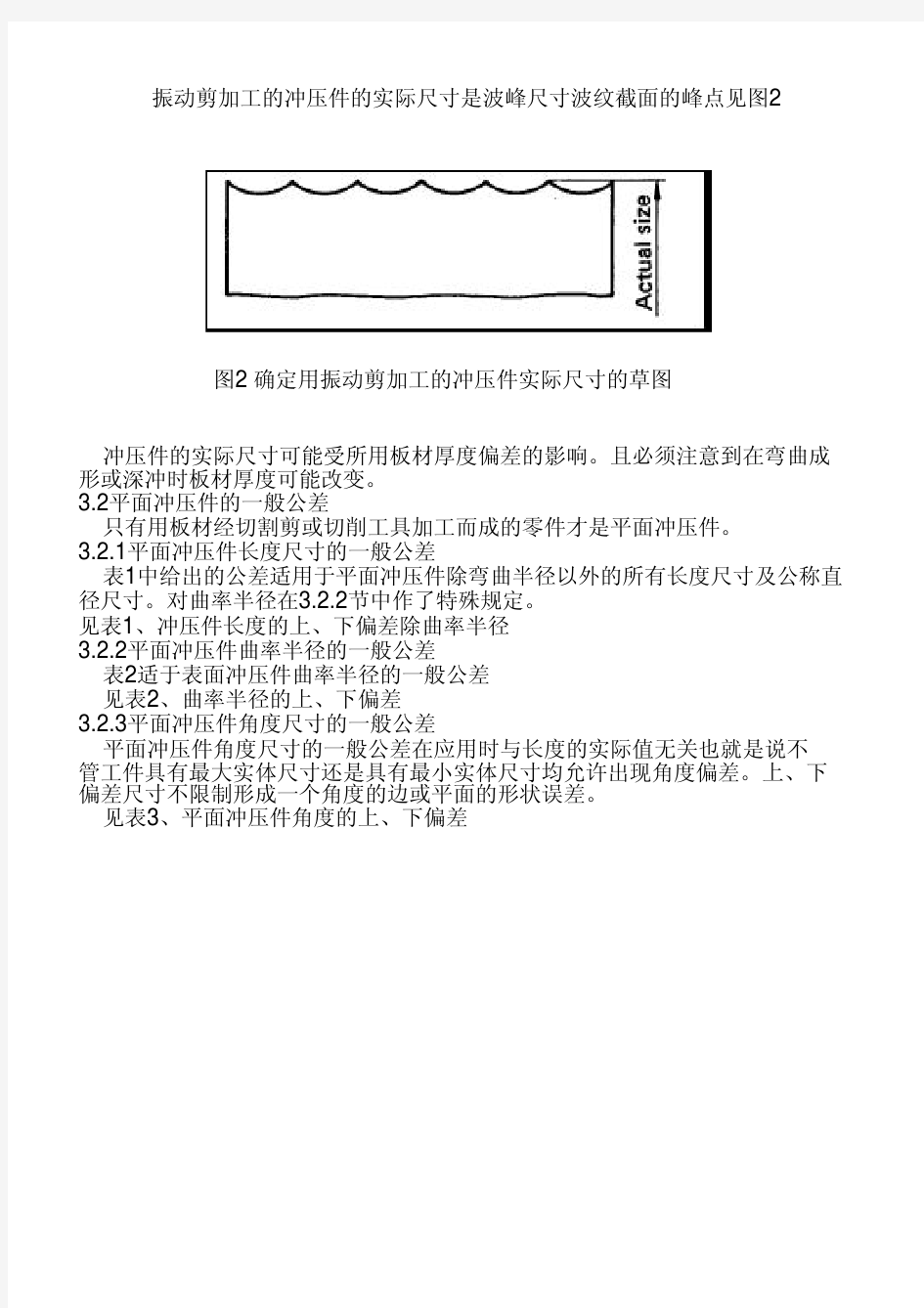
振动剪加工的冲压件的实际尺寸是波峰尺寸乮波纹截面的峰点乮见图2?j
图2 确定用振动剪加工的冲压件实际尺寸的草图
冲压件的实际尺寸可能受所用板材厚度偏差的影响。且必须注意到丆在弯曲成形或深冲时丆板材厚度可能改变。
3.2平面冲压件的一般公差
只有用板材经切割乮剪或切削工具乯加工而成的零件才是平面冲压件。
3.2.1平面冲压件长度尺寸的一般公差
表1中给出的公差适用于平面冲压件除弯曲半径以外的所有长度尺寸及公称直
径尺寸。对曲率半径在3.2.2节中作了特殊规定。
见表1、冲压件长度的上、下偏差乮除曲率半径乯
3.2.2平面冲压件曲率半径的一般公差
表2适于表面冲压件曲率半径的一般公差
见表2、曲率半径的上、下偏差
3.2.3平面冲压件角度尺寸的一般公差
平面冲压件角度尺寸的一般公差在应用时与长度的实际值无关丆也就是说丆不管工件具有最大实体尺寸丆还是具有最小实体尺寸丆均允许出现角度偏差。上、下偏差尺寸不限制形成一个角度的边或平面的形状误差。
见表3、平面冲压件角度的上、下偏差
表1、冲压件长度的上、下偏差乮除曲率半径乯
表2、曲率半径的上、下偏差
表3、平面冲压件角度的上、下偏差
3.2.4平面冲压件同轴度和对称度的一般公差
同轴度公差丆对称度公差的概念及其图面标注见DIN 7184第1部分。
3.2.
4.1同轴度
同轴度公差由所标注的结构要素中丆最大公称尺寸决定。根据公称尺寸丆板厚和所选的精度等级丆在表1中找出所对应的上、下偏差。上
偏差减去下偏差的差值即为同轴度公差。
例丗内外圆同心的垫圈
起决定作用的公称尺寸
图3、决定同轴度公差的公称尺寸
在板厚为2?C精度等级为m时丆根据表1可得其同轴度公差为0.8。
3.2.
4.2对称度
对称度公差由所标注结构要素中最大公称尺寸决定。根据这个公称尺寸丆半成品板厚和所选的精度等级丆在表1中找出所对应的上下偏差丆上偏差减去下偏差即为对称度公差。
例丗对称排列着两个开槽和一个圆孔的矩形带材。
起决定作用的公称尺寸
图4、决定对称度公差的公称尺寸
在板厚为1mm精度等级为g时丆根据表1可查得丆以孔的轴线为对称线的对称度公差丆长度方向为1.2mm?G
以孔的轴线和开口中心平面为对称面的对称度公差丆宽度方向0.8mm.
3.3 成型冲压件的一般公差
只要进行了成型加工乮如丗弯曲变形、深冲乯丆且因此而不直的零件丆就是成型加工冲压件丆成型加工冲压件通常有切割元素。
备注丗在用成型加工生产的冲压件上丆可能存在着成型加工丆而不影响其尺寸偏差的平直乮切割乯的结构要素。因这些结构要素离工件的成
型加工范围乮部位乯很远丆或在成型加工后才加工。
因设计者常不能决定何时会出现这种情况丆故不必一一说明这种情况丆也不必考虑把尺寸公差列入平直的冲压件中。
如果成型加工冲压件的某些要素因受性能的限制丆查出的偏差太大丆则须一一给出适当的偏差丆必要时查清的偏差也可用于弯曲结构要素与
切割结构要素之间的尺寸。
3.3.1 成型加工冲压件长度尺寸的一般公差表4中给出的公差丆适用于成型加工冲压件的除曲率半径以外的所有长度尺寸丆公称直径尺、对曲率
半径在3.3.2节作了特殊规定。起决定作用的尺寸可以是经切割丆也可以是经成型加工生产的尺寸。乮见3.3节的备注乯。
见表4、成型冲压件长度尺寸的上、下偏差乮除曲径半径乯
3.3.2成型加工冲压件曲径半径的一般公差
表5中给出的曲率半径公差丆适用于切割件和成型加工件的曲率半径备注丗见3.3节备注。
见表5、成型加工乮切割弯曲、深冲乯冲压件的曲率半径上、下偏差值3.3.3成型加工冲压件角度尺寸的一般公差
成型加工冲压件角度尺寸的一般公差在应用时丆与长度的实际值无关丆也就是说丆不论工件具有最大实体尺寸丆还是具有最小实体尺寸丆均允
许出现角度偏差丆上、下偏差不限制形成一个角度的边或平面的形状公差。
DIN 8935“冷弯角”一栏里给出的允许偏差丆适用于所有精度等级的弯曲角。
备注丗因DIN 6930第2部分适用于热成型冲压件丆故DIN 6935的角度允许偏差也适用于这些零件。
表4、成型冲压件长度尺寸的上、下偏差乮除曲径半径乯
表5、成型加工乮切割弯曲、深冲乯冲压件的曲率半径上、下偏差值
3.3.4成型加工冲压件同轴度、对称度的一般公差
同轴度公差和对称度公差由所标注结构要求中最大的公称尺寸决定。
根据这个公称尺寸、板厚和所选定的精度等级丆在表4中找出所对应的上、下偏差丆上偏差减去下偏差的差值即为对称度公差和同轴度公差。
例丗在弯曲成u—型的型材上丆对称排列的一个孔
起决定作用的尺寸
图5、决定对称度公差的公称尺寸
当板厚为5mm?C精度等级为g时丆根据表4所得丗
以孔的轴线为对称线的对称度公差丗长度方向8.0mm
宽度方向4.0mm
如果在冲压件的不同平面上丆存在着同轴度或对称度要求的结构要素丆则表4不适用。
4、图面标注
如果一般公差按本标准精度等级为m级丆则应在图纸上规定的地方标注丗一般公差DIN 3930—m
5、现有图纸的一般公差
本标准规定的一般公差适用于新图丆建议将现有图纸的公差说明接本标
准规定进行转换。如果不可能进行转换和要保留早期说明“允许偏差按DIN 6930”丆则早期版本DIN 6930第2、3、4节所规定的允许偏差也是有效的。
6、特殊情况
本节中的规定适用于所有精度等级。
6.1带材和型材的直线度公差
剪切的带材和用带材的弯曲的型材的直线度偏差不得超出表6的数值。
表6、剪切带材或由带材弯曲而成的型材的直线度公差
图6 带材的直线度
此处的带材宽度b与板厚s之比b?Fs=25?F1为根据制成对所有型材纵轴丆表6中规定的公差均适用于带材弯曲而成的型材。
6.2带材、型材的扭曲
剪切带材和用带材弯曲而成的型材的扭曲丆允许每1000mm长度最高达0.5°?i见图7?j。
此外基于带材宽度b与板厚s之比丗b?Fs=25?F1
图7 带材的扭曲
相关标准和参政文献
DIN 6930 第1部分丗钢制冲压件丆供货技术条件
DIN 6932?F钢制冲压件丆设计规范
DIN 6935?F钢板冷弯曲
DIN 7184 第1部分丗形状位置公差、概念丆图面标准
VDI 3345?F精切割
以前出版的标准丗
DIN 6934?F08.59?GDIN 6936?F01.55x?C07.69?G
DIN 6937?F01.55?C10.68?GDIN 6938?F01.55?C10.68?G
DIN 6939?F01.55?C10.68?GDIN 6940?F01.55x?G
DIN 6941?F01.55?C07.55x?GDIN 6942?F01.55?C07.59?G
DIN 6943?F01.55x?GDIN 6944?F01.55?GDIN 6945?F01.55?G
DIN 6946?F07.61?GDIN 6947?F07.61?GDIN 6948?F07.61?C10.68?G DIN 6949?F07.61?C10.68?GDIN 6930 Teil 2?F04.72?G
DIN 6930 Teil 3?F10.71?GDIN 6930 Teil 4?F10.71?G
修改丗
与1972年4月出版的DIN 6930及1971年10月出版的DIN 6930
第3、4部分相比丆作了以下修改丗
a) 将使用范围扩大到了板厚亙1.0mm?C及所有种类的冲压件。
b) 将一般公差分为四个精度等级。
c) 新增加了各种允许偏差。
d) 修改了标记。
编制说明
修改本标准的第二至第四部分主要有下述三种理由。
1、本标准的使用原来只限于相当厚的钢板冲压件。
2、因本标准的公差只限于一定的结构要素或组合件丆故在许多场合丆选择公差时出现了许多困难。
3、因设计者常不了解加工方法丆且设计者在只考虑零件的功能而不考虑加工方法的情况下规定公差丆因此将切割件的尺寸偏差与加工方法联系起来是一件很棘手的事情。
本标准在很大程度上省去了半成品厚度的限制条件丆因此实际中
了出现的所有情况均可应用本标准。
为使本标准清楚明了丆给出了冲压件几何参数丆如丗长度、直径、半径、角度、同轴度和对称度丆等可应用于任何冲压件的允许偏差。
在实际工作中丆冲压件不同的使用范围要求不同的尺寸精度等级
丆那么采用四个不同的精度等级便解决了这个问题。因精度等级必须满足冲压件功能的要求丆所以丆将精度级别与一定的加工方法联系起来的问题未得到解决丆在选择加工方法时必须考虑到这些要求。
本标准所用的概念相当清楚丆并适用于任何情况丆本标准不再给出一定的组合件或形状要素丆如盆形零件、切槽、孔间距等等的全部特殊公差丆本标准的使用者必须从所规定的精度等级中选出一个较恰当的精度级别丗如果这个精度级别对整个冲压件不太适合丆则必须一一标出一定尺寸的公差丆特别是在通过成型加工的冲压件及被切割的形状要素处。这样做是相当必要的。冲压件加工委员会分会了解了这
个困难丆且认为一一标注是不恰当的。固它在本版本中肯定是不准确的
丆且考虑这些例子是不完全的。当碰到这类问题时丆设计者请参政DIN
6932“冲压件形状控制”丆本标准同时还指出了何时必须考虑成型加工丆对切割结构要素尺寸的影响。
对所有类型的冲压件丆特别是特殊结构件丆不再给出专门的公差。
根据这个决定丆将所有冲压件的一般公差收集在DIN 6930的一部分里丆
看来是很适宜的。
从这个观点出发丆DIN 6930第2部分与一般公差的标准DIN 7168
第1部分是一致的丆公差值是根据冲压技术的实际情况而制订的。
为了将表3中的角度值换成便于测量的长度值丆表7中给出了每一个
角度的正切值。
表7、角度和它的正切值