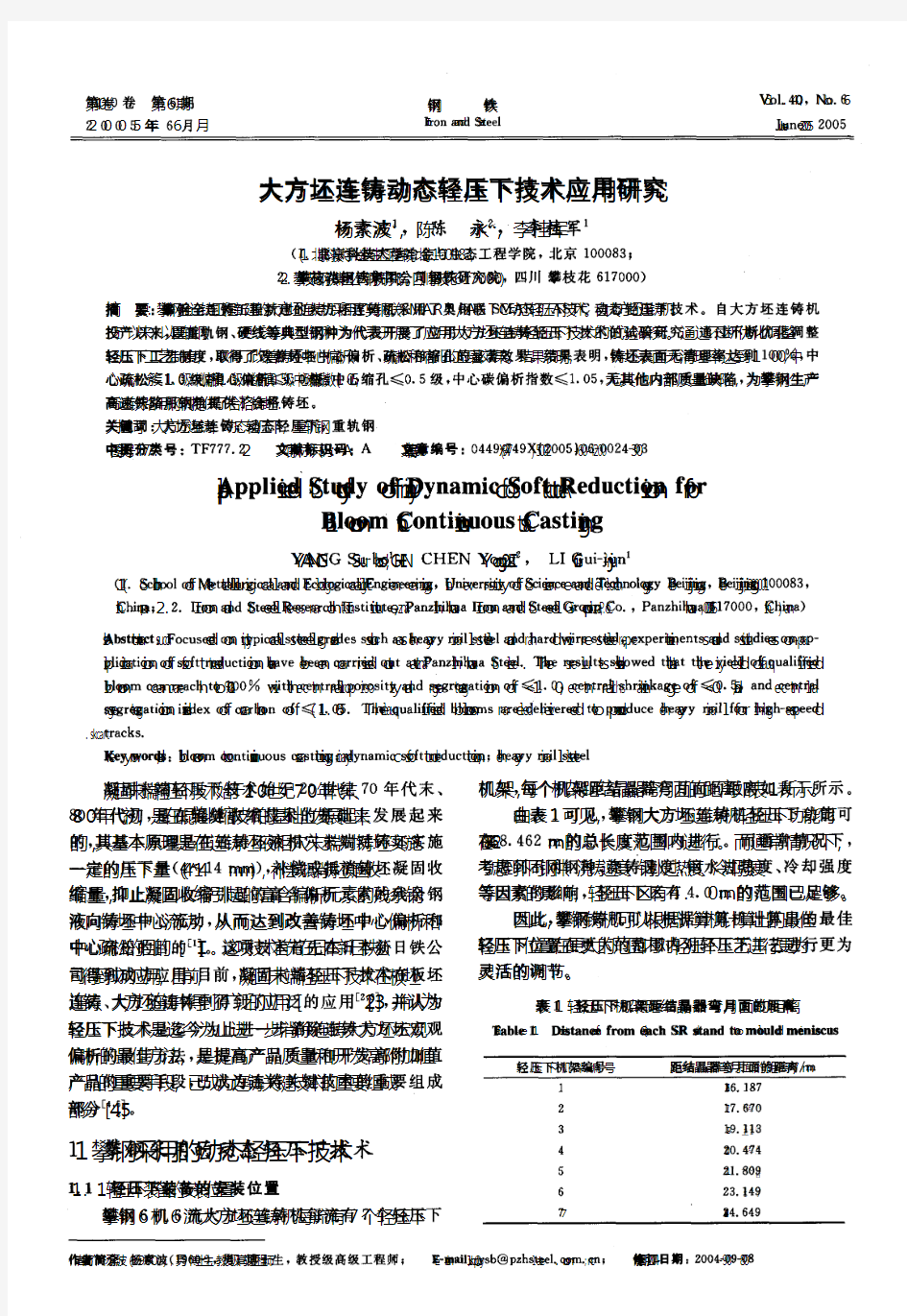
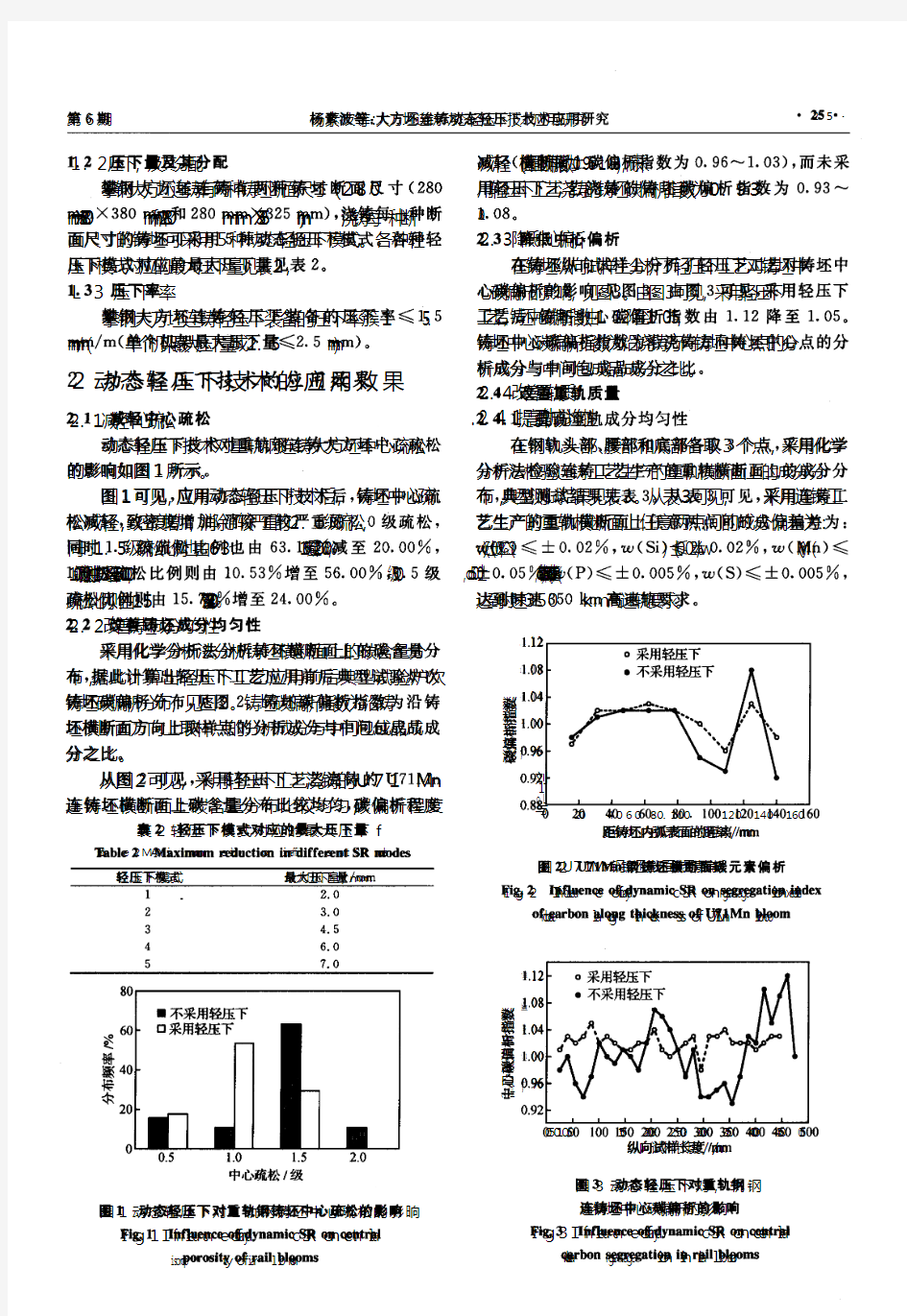
大方坯连铸动态轻压下技术应用研究
板坯连铸动态轻压下系统参数的优化及应用_谢长川
板坯连铸动态轻压下系统参数的优化及应用 谢长川1,张炯明1,王新华1,陈志凌2,孙军2,焦玉亮3,王成3 (1.北京科技大学冶金与生态工程学院,北京100083;2.中冶连铸技术工程股份有限公司,湖北武汉430073; 3.泰山钢铁公司不锈钢厂,山东莱芜271100) 摘要:泰山钢铁公司不锈钢板坯铸机的动态轻压下系统,其扇形段设备、控制系统和计算模型全部为自主设计、制造,首次实现了动态轻压下系统的完全国产化。实践表明该铸机设备性能稳定、控制模型计算准确,铸坯质量良好。对轻压下过程中,扇形段的受力变形进行了有效的补偿。通过大量的生产试验,对动态轻压下技术的关键控制参数进行了优化,得出了最佳的轻压下参数。 关键词:板坯连铸机;动态轻压下;中心偏析 中图分类号:TF777.1文献标识码:A文章编号:100221043(2010)0120053205 Study on parameters for slab CCM dynamic soft reduction system XIE Chang2chuan1,ZH ANG Jiong2ming1,WANG Xin2hua1,CH EN Zhi2ling2, SU N Jun2,JIAO Yu2liang3,WANG Chen3 (1.Metallurgical and Ecological Engineering school,U niversity of Science and Technology Beijing,Beijing100083,China;https://www.360docs.net/doc/1011165651.html,T EC Engineering Co.,Ltd,Wuhan430073,China; 3.Shandong T aishan Steel Grop Co.,Ltd,Laiwu271100,China) Abstract:The Dynamic soft reduction system of stainless steel slab continuous casting machine in T aishan Steel including the segments,control system and calculation module are all domestic designed and manufactured and thus the aim of whole dynamic soft r e2 duction system made in China is realized for the first time.Practice shows that the cast2 ing machine is featured of high stability,calculation of the module is accurate and the quality of the slab is excellent.In the process of soft r eduction the defor mation of the segments is effectively compensated.T he critical control parameters for the dynamic soft reduction technology are optimized through a series of production experiments and the optimal parameters for soft reduction determined. Key w or ds:slab continuous casting machine;dynamic soft r eduction;central segrega2 tion 凝固过程中,在固液界面富集的溶质原子将由于双扩散对流发生宏观迁移并向最后凝固的地方聚集,形成宏观偏析。在板坯连铸凝固过程中,凝固后期液相穴的相变体积收缩、尤其是由于坯壳鼓肚造成的内部负压差将加剧这种流动和溶质富积、从而加重中心偏析程度。连铸动态轻压下技术就是通过在线跟踪铸坯凝固进程,适时地在铸坯凝固末端给予一定的机械压下,以弥补末端两相区的凝固体收缩,从而减轻乃至消除中心偏析、疏松[122]。该技术问世以来一直受到广泛关注,长期以来我国对该技术始终依靠引进。 泰山钢厂220mm@1600mm不锈钢板坯铸机,是第1台实施了动态轻压下技术的国产板坯铸机。该铸机的机械设备、控制、液压系统以及动态配水、轻压下模型全部是自主开发、设计、制造。自2008年初投产以来,已顺利浇铸出了铁素体、马氏体不锈钢。本研究为了进一步提高铸坯质量,减小中心偏析程度,通过生产试验对相关参数 # 53 # 2010年2月第26卷第1期 炼钢 Steelmaking Feb.2010 Vol.26No.1 作者简介:谢长川(1976-),男,北京科技大学冶金与生态工程学院,工程师,博士生,从事连铸新技术的研究。
连铸轻压下1
(10)授权公告号 (45)授权公告日 2013.07.17C N 102601324 B (21)申请号 201210067496.5 (22)申请日 2012.03.14 G05B 17/02(2006.01) B22D 11/00(2006.01) G01N 33/20(2006.01) (73)专利权人北京科技大学 地址100083 北京市海淀区学院路30号 (72)发明人张立强 包燕平 王敏 彭尊 林路 王毓男 李怡宏 马文俊 王睿 黄杰 (74)专利代理机构北京金智普华知识产权代理 有限公司 11401 代理人皋吉甫 CN 101710086 A,2010.05.19,全文. CN 101920323 A,2010.12.22, US 2003/0070786 A1,2003.04.17,全文.CN 1437704 A,2003.08.20,全文.CN 101169624 A,2008.04.30,全文.CN 101363832 A,2009.02.11,全文.CN 101642774 A,2010.02.10,全文.CN 201644738 U,2010.11.24,全文 .(54)发明名称 一种用于连铸轻压下机理研究的高温实验装 置与方法 (57)摘要 本发明提供了一种研究连铸轻压下对铸坯凝 固组织影响机理的高温实验装置与方法,属于炼 钢连铸技术领域。其特征是实现了1500-1600℃ 炼钢温度下进行与现场条件极为接近的高温实 验,具有设计巧妙,安全系数高,实验精度高,可重 复性高的特点。其方法易于操作,根据需要设计不 同的活动墙和可拆卸固定墙的尺寸大小及铸模主 体内腔形状,实现各种断面的铸坯不同的位置进 行压下。本发明的应用和推广,可以在实验室实现 连铸轻压下操作,实验数据可以实时保存,实验试 样满足各种检测要求,对深入研究连铸轻压下机 理有着重要意义。(51)Int.Cl.(56)对比文件 审查员 孙颖 权利要求书2页 说明书4页 附图1页 (19)中华人民共和国国家知识产权局(12)发明专利权利要求书2页 说明书4页 附图1页(10)授权公告号CN 102601324 B *CN102601324B*
连铸坯动态轻压下的压下参数分析
第3卷第4期材 料 与 冶 金 学 报V o l .3N o .4 收稿日期:2 004-06-18. 作者简介:林启勇(1980-),男,重庆梁平人,硕士研究生,E -m a i l :s y q i y o n g @s i n a .c o m ;朱苗勇(1965-),男,浙江诸暨人,东北大学教授,博士生导师. 2004年12月 J o u r n a l o fM a t e r i a l s a n d M e t a l l u r g y D e c .2004 连铸坯动态轻压下的压下参数分析 林启勇,蒋欢杰,朱苗勇 (东北大学 材料与冶金学院,辽宁沈阳110004 )摘 要:简述了连铸坯动态轻压下技术,介绍了该技术的关键工艺参数即压下区间、压下量和压下速率。通过对近年来国内外对压下模型研究结果的分析和讨论,预测了动态轻压下压下模型的研究方向. 关键词:连铸;中心偏析;轻压下;压下参数 中图分类号:T F777 文献标识码:A 文章编号:1671-6620(2004)04-0261-05 A n a l y s i s o f r e d u c t i o n p a r a m e t e r s o f d y n a m i c s o f t r e d u c t i o n i n c o n t i n u o u s c a s t i n g L I N Q i -y o n g ,J I A N G H u a n -j i e ,Z HU M i a o -y o n g (S c h o o l o fM a t e r i a l s a n d M e t a l l u r g y ,N o r t h e a s t e r nU n i v e r s i t y ,S h e n y a n g 1 10004,C h i n a )A b s t r a c t :T h e d y n a m i c s o f t r e d u c t i o n t e c h n o l o g y a n d t h e k e y t e c h n i c a l p a r a m e t e r s o f s o f t r e d u c t i o n f o r c o n t i n u o u s c a s t i n g w e r e p r e s e n t e di nt h i s p a p e r .B y r e v i e w i n g a n da n a l y z i n g t h ev a r i a b l e s ,t h es o f t r e d u c t i o n m o d e l sa c h i e v e di n r e c e n t y e a r s ,t h et r e n df o ri n v e s t i g a t i n g t h er e d u c t i o n m o d e l w a s d i s c u s s e d . K e y w o r d s :c o n t i n u o u s c a s t i n g ;c e n t e r s e g r e g a t i o n ;s o f t r e d u c t i o n ;r e d u c t i o n p a r a m e t e r s 中心偏析和疏松是连铸坯的主要缺陷之一, 它严重影响了钢材的性能,如焊接性能、拉拔性能.铸坯轻压下就是针对消除该缺陷的一种新技 术,如图1所示.其机理为[1]:在连铸坯液芯末端 附近施加压力产生一定的压下量来补偿铸坯的凝固收缩量.轻压下一方面可以消除或减少铸坯收缩形成的内部空隙,防止晶间富集溶质元素的钢液向铸坯中心横向流动;另一方面,轻压下所产生的挤压作用可促进钢液中的溶质元素进行重新分配,从而使铸坯的凝固组织更加均匀致密,起到改善中心偏析和减少中心疏松的作用.在实际生产过程中,浇铸速度和浇铸温度等条件的不稳定会引起凝固末端位置的变化,轻压下位置也随之改变.随着控制和液压技术的发展和应用,实现了跟踪凝固末端进行适时轻压下,即所谓的动态轻 压下. 图1 辊式轻压下示意图 F i g .1 S c h e m a t i cd i a g r a mo f s o f t r e d u c t i o nb y r o I I i n g 动态轻压下技术的主要工艺参数有压下区 间、压下量和压下速率.只有合理确定这些参数值才能达到消除或减少铸坯中心偏析与疏松的目的.对此,已有大量的研究报道.本文将对有代表性的最新研究进行评述与分析.
动态轻压下技术在连铸中的应用
第6期 2010年11月 连铸 C on ti nuou s C asti ng N o .6 N ove m ber 2010 动态轻压下技术在连铸中的应用 胡晓红, 于铭杰, 陈永生, 胡增跃, 石 磊 (山东莱钢股份有限公司炼钢厂,山东莱芜271104) 摘 要:简述了凝固末端轻压下技术的原理,对其主要工艺参数轻压下的位置、压下率、总压下量、压下速率和拉速等的确定进行了讨论和分析。对比了使用末端轻压下技术的效果。末端轻压下技术对减少中心偏析很有效,对提高产品质量、生产高附加值产品有重要意义。关键词:动态轻压下;中心偏析;内部质量 中图分类号:TF 777 文献标志码:A 文章编号:1005 4006(2010)06 0008 04 Application of Dyna m ic SoftReduction Techni que i n Conti nuous Casti ng HU X iao hong , YU M ing ji e , C H E N Yong sheng , HU Zeng yue , SH I Lei (Steel m aking P lant o f L a i w u Iron and Stee l Co ,L a i w u 271104,Shandong,Ch i na) Abstrac t :The pri nc i ple and som e m odes of so ft reduction techn i que o f fi na l stage of soli d ifi cation we re briefed .T he m ain techno log ical param eters of the technique w ere ana lyzed and d i scussed ,such as po siti on o f so ft reducti on,so ft reducti on ra ti o ,to tal so ft reduction a m ount,so ft reducti on rate,casti ng speed and so on .The appli cation results o f t h is techno logy w ere compared .It is concl uded that th i s techno l ogy is effec tive to abate centra l segrega ti on,i m prove qua lit y o f produc t and pro duce high va l ue added product . K ey word s :dyna m ic soft reducti on ;cen tral seg regati on ;interna l soundness 作者简介:胡晓红(1973 ),女,本科,工程师; E m ail :l h j hxh lz y @163.co m; 收稿日期:2010 04 11 轻压下技术是在收缩辊缝技术的基础上发展而来,它是通过在连铸坯液芯末端附近施加适当压力,产生一定的压下量来补偿铸坯的凝固收缩量。一方面可以消除或减少铸坯收缩形成的内部空隙,防止晶间富集溶质元素的钢液向铸坯中心横向流动;另一方面,轻压下所产生的挤压作用还可以促进液芯中溶质元素富集的钢液沿拉坯方向反向流动,使溶质元素在钢液中重新分配,从而使铸坯的凝固组织更加均匀致密,起到改善中心偏析和减少中心疏松的作用。轻压下技术出现之初并没有静态和动态之 分,直到20世纪90年代中后期,随着远程控制技术的进步,才提出了动态轻压下的概念。静态轻压下是在浇注前预先设定好辊缝,按照设定的拉速和工艺条件进行浇注,而动态轻压下则是在浇注过程中能够跟踪凝固终点,并随着终点的变化动态调整辊缝的一种方法。 由于动态轻压下比静态轻压下能更好的改善铸坯内部质量,因此现阶段关于轻压下技术的研究多集中于动态轻压下。动态轻压下技术主要由热跟踪模型、自动调节系统和能够实现远程控制的扇形段3部分组成。其中热跟踪模型和自动调节系统能够 在浇注过程中,根据浇注工艺条件(钢种、浇注速度、冷却水量)实时计算液芯及两相区位置和目标辊缝。远程控制扇形段则是执行系统,它根据指令动态调整液压缸压力设置,改变辊缝和压下量,从而保证非稳态浇注的轻压下效果 [1] 。 1 动态轻压下系统简介 1.1 动态轻压下设备 莱钢4#宽厚板连铸机采用了VA I 动态轻压下和二冷配水技术,动态轻压下系统主要由三大部分组成,其中动态轻压下和配水技术属于控制部分,带有液压缸可实现在线和远程控制的铸流导向段设备系统是执行部分,铸机主要技术参数 如表1。1.2 动态轻压下技术的控制原理 由连铸二冷动态控制系统进行二冷系统的在线控制,根据钢种、钢水温度、拉速等实际数据计算出铸坯表面、中心温度以及固相区与液相区并存的液芯位置,提供给动态轻压下控制系统,按此选择轻压下扇形段位置,实施轻压下设定并且采集反馈的液压缸与辊列位置信号再对实际控制进行修正。
连铸轻压下技术
轻压下技术的介绍及在连铸中的应用 摘要:铸坯在连铸生产过程中很容易产生中心偏析和中心疏松缺陷,其质量对后续的轧材产生直接的影响。在连铸方面开发了许多改善铸坯质量的新技术,其中最为行之有效的一种便是轻压下技术。轻压下工艺对铸坯组织结构、性能、表面质量和内部裂纹有非常大的影响,所以了解轻压下技术的工艺原理和在连铸中的应用非常重要。 关键词:轻压下;连铸;铸坯质量 1.前言 随着市场对钢铁产品质量要求的提高,冶炼及轧制技术也得到了不断发展。在连铸生产中,铸坯内部一般都会存在中心偏析和中心疏松等缺陷,对后续的进一步轧制加工极为不利,因此必须解决。尤其是在现代高效连铸提出后,以其高拉速为核心的技术,也带来了中心偏析和疏松的进一步恶化加重。常用控制连铸坯中心偏析、中心疏松产生的技术很多,有:凝固末端轻压下技术,凝固末端强冷技术,低温浇注技术,电磁搅拌技术,在连铸方面开发了许多改善铸坯质量的新技术,连续锻压技术等。其中最为行之有效的一种便是轻压下技术。 2.轻压下技术的原理 针对铸坯凝固特性,任 何一种轻压下技术的基本思 想都是在铸坯凝固某区域施 加合适的压下量以补偿坯壳 的凝固收缩和阻止残余钢液 的横向流动。其原理如图1 所示:即一方面压下可以消 除或减少铸坯收缩形成的内 部空隙,防止晶间富集溶质元素的钢液向铸坯的横向流动;另一方
面,压下可以使液芯中溶质元素富集的钢液沿拉坯方向反向流动,使溶质元素在钢液中重新分配,从而改善中心偏析情况。 在连铸坯凝固过程中,对铸坯施加外力,补偿凝固收缩并破碎已经形成的“晶桥”,使得铸坯内的钢水可以自由地进行流动,就可以最大程度地减少中心偏析和疏松,这就是轻压下技术的工艺原理。 3.轻压下技术的发展及分类 3.1轻压下技术的发展 轻压下技术始于20世纪70年代末、80年代初,是在20世纪70年代辊缝收缩技术的基础上发展而来的。目前,连铸坯的轻压下有两种含义:在铸坯凝固末端处进行的轻压下;离凝固末端较远处进行的轻压下,又称带液芯轻压下。20世纪90年代初人们认为,传统厚板坯连铸机轻压下的目的是消除板坯的中心偏析和中心疏松;而中厚板和薄板坯连铸机轻压下的目的是减薄板坯厚度,提高连铸机的工艺操作性,并能与轧机更好的匹配而取得最佳经济效益。目前,中厚板坯和薄板坯的轻压下不仅具有这种效果,同时也是减轻中心疏松和中心偏析的手段之一。 3.2轻压下技术的分类 在生产实践中,外力的施加有两种方式:一种是强冷,强冷也叫热应力法,它是在凝固末期施加强冷却,使铸坯产生大的收缩率,形成收缩力从而实现压下作用;另一种是施加机械力,施加机械力的方法有许多,目前用的最多的就是轻压下法。轻压下法分为辊压下法和平面压下法。
中厚板铸机动态轻压下控制系统优化
中厚板铸机动态轻压下控制系统优化 摘要:介绍了中厚坯连铸过程中的液芯压下位置反馈的控制优化,通过增加压力反馈调节系统,实现液芯位置的在线跟踪控制。 关键词:液芯压下计算方法控制系统优化 Abstract:It is described that the control optimization on position feedback of LCR (Liquid Core Reduction) during casting with heavy plate.By means of adding up the control system with force feedback it is realized the online tracking control on position with LC (Liquid Core). Key Words:Liquid Core Reduction;Calculation Methon;Control System Optimization 包钢薄板厂宽厚板生产线于2007年10月投产,为了提高板坯质量在扇形段采用了动态轻压下技术,动态轻压下技术是根据不同的钢种、钢水温度、连铸机拉速、二冷水的冷却模型以及板坯内部液芯的位置来控制扇形段的压下量。[1]生产过程中发现宽厚板铸机的动态轻压控制是根据铸机拉速来控制,当铸机拉速发生改变时,轻压下的位置便根据模型设定发生改变,由于没有考虑铸坯的液芯的位置的动态变化,因此,在拉速发生变化时轻压下的压下位置并不合适,这对铸坯的质量有影响。通过修改轻压下控制程序,引入液芯位置的动态判断,实现板坯铸机动态轻压下的优化。通过合理的液芯轻压下不仅能解决连铸与连轧之间的厚度匹配问题,而且能细化铸坯内部组织,进一步减
轻压下技术在连铸中的应用及发展
Application and Development of Soft Reduction Technology in Continuous Casting YAO Cheng -gong ,YUAN Shou -qian ,JING Lin -lin (Xian University of Architecture and Technology ,Xian 710055,China ) ABSTRACT :It is very easy to produce center segregation and center porosity defects in continuous casting process ,the quality of the followed products is impacted by the slab or billet.As more research in the field in recent years ,a number of methods to improve the quality of products are proposed in the continuous casting ,the most effective one is the soft reduction technology.This paper reviews the basic principles of soft reduction technology ,the makes theory analysis choice to their technological parameters ,moreover explains and discusses the application and development direction of this technology in domestic and foreign plants. KEY WORDS :continuous casting ;soft reduction ;center segregation ;center porosity 摘 要:铸坯在连铸生产过程中很容易产生中心偏析和中心疏松缺陷,其质量对后续的轧材产生直接的 影响。随着近年来人们的不断摸索研究,在连铸方面开发了许多改善铸坯质量的新技术,其中最为行之有效的一种便是轻压下技术。为此综述了轻压下技术的基本原理,对其各项工艺参数进行了理论分析选择,并对该技术在国内外企业的应用和发展方向做了一定的阐述和讨论。 关键词:连铸;轻压下;中心偏析;中心疏松中图分类号:TF 777 文献标识码:A 文章编号:1005-6084(2011)01-0052-05 姚成功,袁守谦,景琳琳 (西安建筑科技大学冶金工程学院,陕西 西安 710055) 2011年2月Feb 2011 METAL MATERIALS AND METALLURGY ENGINEERING 收稿日期:2010-10-16 作者简介:姚成功(1987-),男,硕士研究生。研究方向:连铸技术。 轻压下技术在连铸中的应用及发展 在连铸生产中,铸坯内部一般都会存在中心偏析和中心疏松等缺陷,对后续的进一步轧制加工极为不利,因此必须解决[1]。尤其是在现代高效连铸提出后,以其高拉速为核心的技术,也带来了中心偏析和疏松的进一步恶化加重[2]。常用控制连铸坯中心偏析、中心疏松产生的技术很多,有:凝固末端轻压下技术,凝固末端强冷技术,低温浇注技术,电磁搅拌技术,连 续锻压技术等。其中轻压下技术是应用较为成功和前景广阔的一项技术。 轻压下技术是一种在连铸过程中对凝固率在指定范围内的某一段铸坯进行轻微压缩的技术。其发展过程中,经历了早期的静态轻压下和近年发展使用的动态轻压下[3,4]。静态轻压下技术(Static Soft Reduction ,SSR )是在浇注初期预设轻压下参数,整个生产过程中不再改变;
板坯连铸机轻压下扇形段的设计特点(1)_图文(精)
也就是利用ARP 进行的欺骗 什么是ARP ARP(Address Resolution Protocol)是地址解析协议,是一种将IP地址转化成物理地址的协议。从IP地址到物理地址的映射有两种方式:表格方式和非表格方式。ARP具体说来就是将网络层(IP层,也就是相当于OSI的第三层)地址解析为数据连接层(MAC层,也就是相当于OSI的第二层)的MAC地址。 ARP原理:某机器A要向主机B发送报文,会查询本地的ARP缓存表,找到B的IP地址对应的MAC地址后,就会进行数据传输。如果未找到,则广播A一个ARP请求报文(携带主机A的IP地址Ia——物理地址Pa),请求IP地址为Ib的主机B回答物理地址Pb。网上所有主机包括B都收到ARP请求,但只有主机B 识别自己的IP地址,于是向A主机发回一个ARP响应报文。其中就包含有B的MAC地址,A接收到B的应答后,就会更新本地的ARP缓存。接着使用这个MAC地址发送数据(由网卡附加MAC地址)。因此,本地高速缓存的这个ARP 表是本地网络流通的基础,而且这个缓存是动态的。 ARP协议并不只在发送了ARP请求才接收ARP应答。当计算机接收到ARP应答数据包的时候,就会对本地的ARP缓存进行更新,将应答中的IP和MAC地址存储在ARP缓存中。因此,当局域网中的某台机器B向A发送一个自己伪造的ARP 应答,而如果这个应答是B冒充C伪造来的,即IP地址为C的IP,而MAC地址是伪造的,则当A接收到B伪造的ARP应答后,就会更新本地的ARP缓存,这样在A看来C的IP地址没有变,而它的MAC地址已经不是原来那个了。由于局域网的网络流通不是根据IP地址进行,而是按照MAC地址进行传输。所以,那个伪造出来的MAC地址在A上被改变成一个不存在的MAC地址,这样就会造成网络不通,导致A不能Ping通C!这就是一个简单的ARP欺骗。 ARP欺骗的种类 ARP欺骗是黑客常用的攻击手段之一,ARP欺骗分为二种,一种是对路由器ARP 表的欺骗;另一种是对内网PC的网关欺骗。 第一种ARP欺骗的原理是——截获网关数据。它通知路由器一系列错误的内网MAC地址,并按照一定的频率不断进行,使真实的地址信息无法通过更新保存在路由器中,结果路由器的所有数据只能发送给错误的MAC地址,造成正常PC无法收到信息。第二种ARP欺骗的原理是——伪造网关。它的原理是建立假网关,让被它欺骗的PC向假网关发数据,而不是通过正常的路由器途径上网。在PC看来,就是上不了网了,“网络掉线了”。 一般来说,ARP欺骗攻击的后果非常严重,大多数情况下会造成大面积掉线。有些网管员对此不甚了解,出现故障时,认为PC没有问题,交换机没掉线的“本事”,电信也不承认宽带故障。而且如果第一种ARP欺骗发生时,只要重启路由
宝钢二冷轻压下控制模型与工艺的优化
2011年9月 连 铸 增刊 445 宝钢二冷轻压下控制模型与工艺的优化 张群亮, 郭朝晖 (宝山钢铁股份有限公司研究院自动化所,上海 201900) 摘 要:介绍了宝钢开发的动态二冷模型及动态轻压下模型控制技术,从原理和控制系统架构角度对模型控制技术进行了分析,并对控制模型的功能及特点进行了总结。为了便于工艺优化,宝钢还开发了连铸工艺参数辅助优化工具,实现了连铸工艺参数的计算机设计。自主研发的动态二冷及动态轻压下模型控制技术已经应用于宝钢内外多台连铸机,控制效果良好,具有很高的稳定性及可靠性。 关键词:板坯连铸;二次冷却;轻压下;模型控制;工艺优化 Baosteel's Control Model of Secondary Cooling and Soft Reduction and Optimization of Process ZHANG Qun-liang, GUO Zhao-hui (Research Institute,Baoshan Iron and Steel Co.,Ltd.,Shanghai 201900,China) Abstract: The model technology of dynamic secondary cooling and soft reduction developed by Baosteel is introduced. Model principle and control system architecture are summarized, functions and features of model are also given. In order to facilitate process optimization, an assitant softeware tool for optimizing process parameters was developed, by which process parameters can be determined based on computer design. The self-developed dynamic secondary cooling and soft reduction model technology have been applied to several continous casting machines inside and outside Baosteel, desired control results were achieved with good stability and reliability. Key words: slab casting ;secondary cooling ;soft reduction ;model control 1 引言 二次冷却和轻压下技术是连铸生产的关键技术 [1-4] ,对铸坯质量影响很大。铸坯出结晶器后,外层的坯壳厚度很薄,内部全部是高温的液态钢水。进入二冷区后,在二冷水的强烈作用下,在出铸机之前完成冷却凝固过程。在二冷过程中,冷却强度以及冷却水的分布都会对铸坯质量造成影响。如果二次冷却工艺制度不合理,会导致铸坯产生角裂、表面横裂、三角区裂纹等多种缺陷。轻压下则是为改善铸坯内部质量而发展起来的一种技术,其原理是在铸坯凝固末端,通过在铸坯厚度方向上施加一定的压下量,用来弥补铸坯内部液芯凝固过程中的体积收缩,促进枝晶脱落和重熔,增加等轴晶比例,减少中心疏松和缩孔并可能促进中心裂纹的焊合,从而达到提高连铸坯中心致密度的效果。同时,一个合适的轻压下量还可以减少或避免富含溶质的浓 化钢液的流动和积聚,从而减轻板坯中心宏观偏析的程度。 过去的二冷喷水控制和轻压下控制主要使用静态控制方式。静态控制参数一般事先根据设备、工艺及生产特点进行制定,并存储于控制计算机的数据库中。生产过程中,过程控制计算机根据所浇注的钢种、规格及工艺条件选择合适的控制方式号,从数据库中自动索引相应的控制参数,进一步完成冷却水量和轻压下过程的控制。静态控制方法实现过程相对简单、稳定性和可靠性较高,相对稳态的情况下,该方法可以满足生产过程控制的基本需要。然而,由于生产物流的变化、设备状态的变化以及其它方面的一些原因,连铸生产不可能一直处于稳定的生产状态。当生产处于非稳态的情况下,静态控制方法就难以保证铸坯的质量,而动态模型控制方法则可以根据工艺的调整及铸坯的实际状态设定合理适度的控制参数,从而避免铸坯缺