型腔铣削加工光滑螺旋刀轨生成算法
第29卷 第1期航 空 学 报
Vol 129No 11 2008年 1月ACTA A ERONAU TICA ET ASTRONAU TICA SIN ICA Jan. 2008
收稿日期:2007203214;修订日期:2007206205
基金项目:教育部高等学校优秀青年教师教学科研奖励计划;
航空科学基金(01H52051);江苏省青年科技基金
(BQ2000004)
通讯作者:王玉国E 2mail :wangyuguo @https://www.360docs.net/doc/1011807138.html, 文章编号:100026893(2008)0120216205
型腔铣削加工光滑螺旋刀轨生成算法
王玉国,周来水,安鲁陵,顾步云
(南京航空航天大学CAD/CAM 工程研究中心,江苏南京 210016)
Smooth Spiral Tool Path G eneration for Pocket Milling
Wang Yuguo ,Zhou Laishui ,An L uling ,Gu Buyun
(CAD/CAM Research Center ,Nanjing University of Aeronautics and Astronautics ,
Nanjing 210016,China )
摘 要:针对传统行切、环切刀轨存在方向突变的拐角,不适用于型腔快速铣削的问题,提出一种新的刀轨生成算法。首先通过线性插值型腔边界的等距多边形生成螺旋状折线,然后以指数函数分布规律插入控制顶点,以这些控制顶点所定义的B 样条曲线为基础规划最终刀轨。所生成刀轨不需要离散成大量小直线段即可直接用于具有NU RBS 插补功能的高速数控系统;另外,刀轨可以任意阶连续,从而减小切削力的变化幅度,避免方向突变,提高加工效率和加工精度。关键词:型腔;铣削;刀轨;螺旋;B 样条中图分类号:TP391 文献标识码:A
Abstract :Conventional direction 2parallel and contour 2parallel tool path patterns are inapplicable for high speed pocket milling because of sharp turning corners.To solve this problem ,a new tool path generation algorithm is presented.Firstly ,a spiral fashion polyline is created by linear interpolation the polygon which is off setted from pocket boundary.Then ,the control points are inserted into the polyline under exponential regularization.Finally ,the smooth tool path is generated via B 2spline curve fitting.The tool path can be sent directly to ma 2chine controller with NURBS interpolation function and need not be discreted to huge amount of short line seg 2ments.Additionlly ,the path is C n continuous smooth.Therefore the magnitude and change range of cutting force will be decreased ,and meanwhile the cutting performance and machining accuracy of pockets will be im 2proved.
K ey w ords :pocket ;milling ;tool path ;spiral ;B 2spline
在现代飞机结构件、模具等零件中,型腔是一种常见的结构,通常应用数控铣削方法加工。传
统上,型腔铣削加工采用行切或环切算法进行刀具路径规划[1]。首先,行切和环切路径的方向存在突变,这会导致切屑厚度和切削力的急剧变化,易于产生振动和变形,降低加工质量,甚至报废零件和崩断刀具。其次,刀具在拐角处必须减小进给速度才能保证运动轨迹的精度,从而增加切削时间,降低生产效率。另外,快速铣削加工是近几年机加工技术的发展趋势,由于存在方向突变的拐角,行切和环切路径不适用于快速铣削加工。针对上述问题,当前研究内容主要集中在两个方面:一是改进环切算法[2],研究拐角处刀轨的
优化[324];二是提出新的刀轨生成算法[527]。文献[2]修改环切算法得到B 样条表示的光滑路径,但最终路径间距的变化规律不易控制,路径甚至会出现交叉。文献[324]将环切路径中的尖角替换成圆弧,由于算法所能采用的最大圆弧半径受到修改前环切路径固有形状的限制,最终结果往往不能充分满足高速进给对刀轨平滑性的要求。文献[5]基于型腔边界的中轴生成C 1连续刀具路径,缺点是有大约50%是重复加工,并且切屑厚度是从零增加到最大再减小到零周期性变化的。文献[627]从不同角度推导出一种光滑刀轨生成算法,由于需要数值离散方法逼近求解具有边界约束条件的大型偏微分方程,算法数据结构十分复杂,运算量很大。
基于B 样条曲线拟合技术,提出一种适于型腔快速铣削加工的刀轨生成算法。算法生成的刀具路径是一条起始于轮廓中心向外逐渐展开的光滑螺旋曲线,除最后一个切削循环之外,均满足
第1期王玉国等:型腔铣削加工光滑螺旋刀轨生成算法
C n连续条件(n≥1)。首先研究C1连续螺旋刀轨
生成算法,然后推广到C n连续,最后给出算例对
算法进行验证。
1 型腔铣削加工C1连续螺旋刀轨生成
算法
假定型腔不含岛屿,并且边界是凸的,型腔边
界向内等距一个刀具半径R得凸多边形P,表示
为P={p
i
|i=0,…,N},其中N为多边形P的边
数,p
i
为多边形的顶点,开始点p
和结束点p
N
重合。算法的基本思路是:首先通过线性插值方
法生成螺旋折线,然后按照一定规律插入控制顶
点,最后拟合B样条曲线得到刀具路径。
111 算法的详细描述
为叙述方便,设N=5,以图1所示正五边形
为例,算法的具体步骤如下。
(1)给定所期望的刀轨行间距δ∈(0,2R),
形状因子μ>0,选取轮廓P内部任意一点c作为
螺旋线的开始点。不妨以轮廓的质心作为开始
点,计算式为
c=
1
N
∑N
i=1
p
i
(1)
(2)查找轮廓P距离c最远的顶点p
farst
,按
式(2)计算螺旋线的圈数
M=
|c-p farst|
δ
(2)
式中:[x]表示不小于x的最小整数。
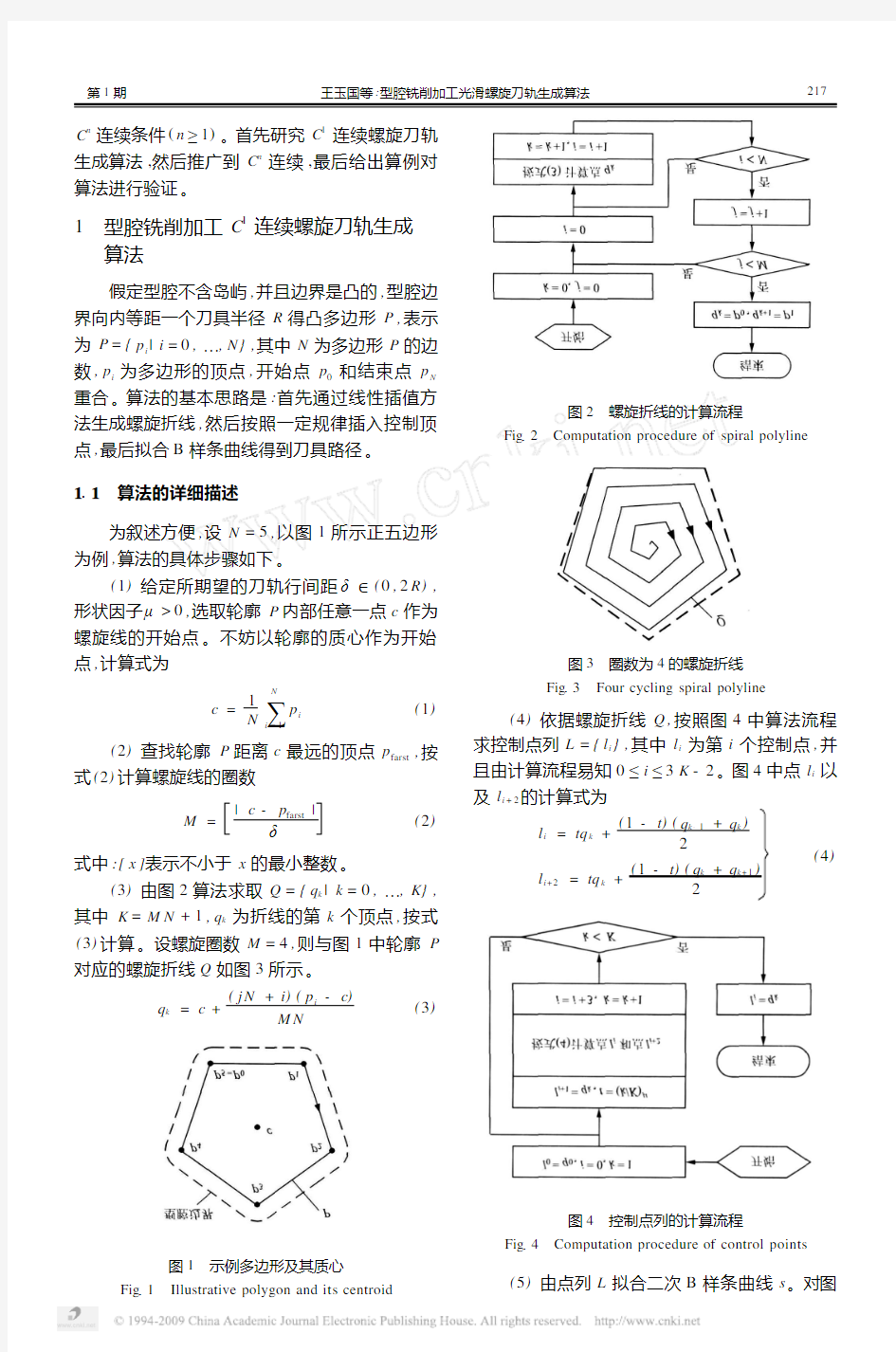
(3)由图2算法求取Q={q k|k=0,…,K},
其中K=M N+1,q k为折线的第k个顶点,按式
(3)计算。设螺旋圈数M=4,则与图1中轮廓P
对应的螺旋折线Q如图3所示。
q k=c+
(j N+i)(p
i
-c)
M N
(3)
图1 示例多边形及其质心
Fig11 Illustrative polygon and its centroid
图2 螺旋折线的计算流程
Fig12 Computation procedure of spiral polyline
图3 圈数为4的螺旋折线
Fig13 Four cycling spiral polyline
(4)依据螺旋折线Q,按照图4中算法流程
求控制点列L={l i},其中l i为第i个控制点,并
且由计算流程易知0≤i≤3K-2。图4中点l i以
及l i+2的计算式为
l i=tq k+
(1-t)(q k-1+q k)
2
l i+2=tq k+
(1-t)(q k+q k+1)
2
(4)
图4 控制点列的计算流程
Fig14 Computation procedure of control points
(5)由点列L拟合二次B样条曲线s。对图
712
航 空 学 报第29卷
3中的螺旋折线按上述步骤求取控制点列,然后
进行曲线拟合,当形状因子μ=1时得到的曲线形
状如图5所示。
图5 二次B样条曲线拟合
Fig15 Quadratic B2spline curve fitting
(6)根据步骤(4)易知控制点列L的最后3
点在线段p
p1上,按照二次B样条曲线的性质,s
的终点位于线段p
p
1
上,切向量和线段方向平行。
合并s和P得到最终加工轨迹,因为s是二次曲
线,所以是C1,如图6所示。
图6 C1连续螺旋刀轨
Fig16 C1continuous spiral tool path
112 形状因子的作用
通过算法中形状因子μ,可以方便地调整控
制顶点的分布规律,从而控制最终刀轨的光顺性。
以正五边形为例,设外接圆半径为10mm,期望
刀轨间距δ=015mm,允许的最大刀轨间距δmax
为114δ,由步骤(2)得螺旋圈数为20。如图7所
示,形状因子取值不同,对应的控制点列以及刀轨
形状也不同。经计算,当μ=21968时,δmax=017
mm=114δ,故形状因子的理想值为21968,表1
所示为不同形状因子对应的最大刀轨间距。通
常,μ值越大算法生成的螺旋刀轨就越光顺,而靠
近边界拐角处的刀轨间距同时也会增大,因此μ值
并不是越大越好。在实际应用中,μ的取值以使得
最大刀轨间距等于允许最大刀轨间距为最佳,此时
的刀轨在满足用户要求的前提下最为光滑。
表1 不同形状因子对应的最大刀轨间距
T able1 Maximum path intervals corresponding to differ2
ent shape factors
形状因子μ
最大刀轨
间距δmax/mm
δmax与期望间距
的比值δmax/δ
015015368110736
110015*********
210016405112810
310017019114038
410017*********
图7 形状因子的作用
Fig17 Effects of different shape factors
2 型腔铣削加工C n连续螺旋刀轨生成
算法
推广111节算法可得C n连续(n≥2)螺旋刀
轨生成算法。为此,首先证明如下命题。
命题1 给定由控制点列{d i|i=0,…,n}、节
点{u i|i=0,…,n+k+1}定义的k次B样条曲线
s(u),形如式(5);若存在连续k个控制点d j,…,
d j+k-1均在同一线段L上,其中的j∈[0,
n-k+1],那么曲线s(u)与线段L相切,
s(u)=∑
n
i=0
d i N i,k(u)(5)
为证明命题1,只需在曲线上找到一点p满
足:①p在直线段L上;②曲线在p点的切矢平
行于直线段L。下面分两步证明p等于s(u j+k)。
(1)在节点区间[u j+k,u j+k+1]上,至多存在
k+1个非零的k次B样条基[8]:N j,k(u),…,
N j+k,k(u);另外,依据B样条基的定义[8]知,当812
第1期王玉国等:型腔铣削加工光滑螺旋刀轨生成算法 k >0时N i ,k (u i )≡0,因此
s (u j +k )=
∑j +k-1
i =j
d i
N
i ,k
(u j +k )(6)
式(6)说明s (u j +k )是控制点d j ,…,d j +k -1的仿射组合,又因为这k 个点在直线段L 上,由B 样条基的非负性知点s (u j +k )在线段L 上,
s ′
(u )=∑
n
i =0
d i k
N i ,k-1(u )u i+k -u i -N i+1,k-1(u )
u i+k+1-u i+1
(7)
(2)对式(6)求导得式(7),在节点区间[u j +k ,
u j +k +1]上,至多有k 个非零的k -1次B 样条基:N j +1,k -1(u ),…,N j +k ,k -1(u ),并且当k >1时
N i ,k -1(u i )≡0,因此,
s ′
(u j +k )=∑
j +k-1
i =j
d i k
N i ,k-1(u j +k )u i+k -u i -N i+1,k-1(u j +k )
u i+k+1-u i+1
(8)
式(8)说明s ′
(u j +k )是控制点d j ,…,d j +k -1的线性组合,由题设,切矢s ′
(u j +k )平行于L 。C n
连续刀轨生成算法(n ≥2)和111节算法
基本相同,区别是:为保证所拟合k 次B 样条曲
线(k ≥3)光滑过渡到多边形P 上,需在控制点列L 上插入k -3个新控制顶点。如图8,以六次B 样条曲线为例,图8(a )没有插入控制顶点,所得曲线不能光滑过渡到控制多边形上;图8(b )插入3个控制顶点,使最后6点共线,根据命题1,所拟合曲线与控制多边形相切;图8(c )是最终螺旋刀轨,由于采用了六次曲线,所以是C 5连续的。
图8 采用六次B 样条曲线拟合螺旋刀轨
Fig 18 Spiral tool path via degree six B 2spline curve fitting
3 算 例
在现代飞机制造过程中存在大量的整体结构
件,通常采用型腔快速铣削加工,因此本文算法具有重要的实际应用背景。算法已在南京航空航天大学CAD/CAM 工程研究中心开发的超人系列CAD/CAM 系统中实现。图9所示为一个型腔算例,其中图9(a )为某型飞机前肋的CAD 模型,采用分层铣削方法加工图中型腔,图9(b )为某一层的截面轮廓,图9(c )和图9(d )分别为采用本文算法和传统环切算法生成的加工刀轨。图10是
图9 光滑螺旋刀轨生成算例1
Fig 19 First example of smooth spiral tool path generation
图10 光滑螺旋刀轨生成算例2
Fig 110 Second example of smooth spiral tool path genera 2
tion
9
12
航 空 学 报第29卷
针对飞机结构件型腔的另一个算例。采用PIV218/512M微机计算图9和图10中光滑螺旋刀轨,消耗的CPU时间分别是01215s,01227 s,美国波音公司M1B1Bieterman等提出的方法生成类似的光滑螺旋刀轨,在工作站计算机上通常需要消耗数分钟CPU时间[6]。
4 结 论
针对凸边界、无岛屿型腔的铣削加工,提出了一种新的刀轨生成算法。所生成的刀轨是一条光滑的螺旋曲线,可以通过形状因子和曲线拟合次数调整刀轨的光滑程度,除最后一个切削循环外,均满足C n连续条件(n≥1)。因此,可减少切削力的大小、变化幅度和方向突变,从而减小零件变形、刀具磨损,使加工精度提高,刀具寿命延长。另外,刀具路径采用B样条表示,可直接用于具有NU RBS插补功能的高速数控系统,不需离散成大量的小直线段,数控程序代码量大大减少。与传统行切、环切算法相比,本文算法只需要线性插值运算,不需要求交、多次等距、设计过渡刀轨,因此容易编程实现,运行效率高。下一步工作是研究非凸边界类型腔、包含岛屿类型腔的光滑螺旋刀轨生成算法。
参 考 文 献
[1] Hatna A,Grieve R J,Broomhead P.Automatic CNC mill2
ing of pocket s:geometric and technological issues[J].
Computer Integrated Manufacturing Systems,1998,11
(4):3092330.
[2] Wang H C,J ang P,Stori J A.A metric2based approach to
two2dimensional(2D)tool2pat h optimization for high2speed
machining[J].Journal of Manufacturing Science and Engi2
neering,2005,127(2):33248.
[3] Pateloup V,Duc E,Ray P.Corner optimization for pocket
machining[J].International Journal of Machine Tools and
Manufact ure,2004,44(4):134321353.
[4] 安鲁陵,周来水,庄海军,等.型腔高速铣削刀轨生成算法
研究[J].计算机辅助设计与图形学学报,2004,16(9):
120221206.
An Luling,Zhou Laishui,Zhuang Haijun,et al.Tool pat h
generation for high speed milling of pocket s[J].Journal of
Computer Aided Design and Computer Graphics,2004,16
(9):120221206.(in Chinese)
[5] Elbera G,Cohenb E,Drake S.MA T HSM:medial axis
transform toward high speed machining of pocket s[J].
Computer2Aided Design,2004,37(5):2412250.
[6] Bieterman M B,Sandstrom D R.A curvilinear tool2pat h
met hod for pocket machining[J].Journal of Manufacturing
Science and Engineering,2003,125(11):7092715.
[7] Sun Y W,Guo D M,Jia Z Y.Spiral cutting operation
strategy for machining of sculptured surfaces by conformal
map approach[J].Journal of Materials Processing Technol2
ogy,2006,180(5):74282.
[8] 施法中.计算机辅助几何设计与非均匀有理B样条[M].北
京:高等教育出版社,2001.
Shi https://www.360docs.net/doc/1011807138.html,puter aided geometric design and non2
uniform rational B2spline[M].Beijing:Higher Education
Press,2001.(in Chinese)
作者简介:
王玉国(1979-) 男,博士研究生。主要研究方向:CAD/CAM、数控加工编程。
E2mail:wangyuguo@https://www.360docs.net/doc/1011807138.html,
周来水(1962-) 男,博士,教授,博士生导师。主要研究方向: CAD/CAM、数控加工、逆向工程等。
E2mail:zlsme@https://www.360docs.net/doc/1011807138.html,
安鲁陵(1962-) 男,博士,教授。主要研究方向:CAD/CAM、逆向工程、机械设计等。
E2mail:anllme@https://www.360docs.net/doc/1011807138.html,
顾步云(1979-) 男,博士研究生。主要研究方向:CAD/CAM、逆向工程。
E2mail:yungb_mail@https://www.360docs.net/doc/1011807138.html,
(责任编辑:蔡斐)
022
切削加工常用计算公式
附录3:切削加工常用计算公式 1. 切削速度Vc (m/min) 1000n D Vc ?π?= 主轴转速n (r/min) D 1000 Vc n ?π?= 金属切除率Q (cm 3/min) Q = V c ×a p ×f 净功率P (KW) 3p 1060Kc f a Vc P ????= 每次纵走刀时间t (min) n f l t w ?= 以上公式中符号说明 D — 工件直径 (mm) ap — 背吃刀量(切削深度) (mm) f — 每转进给量 (mm/r ) lw — 工件长度 (mm)
铣削速度Vc (m/min) 1000n D Vc ?π?= 主轴转速n (r/min) D 1000 Vc n ?π?= 每齿进给量fz (mm) z n Vf fz ?= 工作台进给速度Vf (mm/min) z n fz Vf ??= 金属去除率Q (cm 3/min) 1000Vf ae ap Q ??= 净功率P (KW) 61060Kc Vf ae ap P ????= 扭矩M (Nm) n 10 30P M 3 ?π??= 以上公式中符号说明 D — 实际切削深度处的铣刀直径 (mm ) Z — 铣刀齿数 a p — 轴向切深 (mm) a e — 径向切深 (mm)
切削速度Vc (m/min) 1000n d Vc ?π?= 主轴转速n (r/min) d 1000 Vc n ?π?= 每转进给量f (mm/r) n Vf f = 进给速度Vf (mm/min) n f Vf ?= 金属切除率Q (cm 3/min) 4Vc f d Q ??= 净功率P (KW) 310240kc d Vc f P ????= 扭矩M (Nm) n 10 30P M 3?π??= 以上公式中符号说明: d — 钻头直径 (mm) kc1 — 为前角γo=0、切削厚度hm=1mm 、切削面积为1mm 2时所需的切 削力。 (N/mm 2) mc — 为切削厚度指数,表示切削厚度对切削力的影响程度,mc 值越 大表示切削厚度的变化对切削力的影响越大,反之,则越小 γo — 前角 (度)
关于加工中心刀库的基本知识知识
刀库-概述 刀库系统是提供自动化加工过程中所需之储刀及换刀需求的一种装置; 其自动换刀机构及 可以储放多把刀具的刀库;改变了传统以人为主的生产方式。 藉由电脑程式的控制,可以完 成各种不同的加工需求, 如铳削、钻孔、镗孔、攻牙等。大幅缩短加工时程, 降低生产成本; 这是刀库系统的最大特点。 近年来刀库的发展已超越其为工具机配件的角色, 在其特有的技术领域中发展出符合工具机 高精度、高效能、高可靠度及多工复合等概念之产品。其产品品质的优劣, 关系到工具机的 整体效能表现。 刀库-主要构件 刀库主要是提供储刀位置,并能依程式的控制,正确选择刀具加以定位,以进行刀具交换; 换刀机构则是执行刀具交换的动作。 刀库必须与换刀机构同时存在, 若无刀库则加工所需刀 具无法事先储备;若无换刀机构,则加工所需刀具无法自刀库依序更换, 而失去降低非切削 时间的目的。此二者在功能及运用上相辅相成缺一不可。 刀库-分类 刀库的容量、布局,针对不同的 工具机,其形式也有所不同,根据刀库的容量、外型和取刀 方式可概分为以下几种: 1斗笠式刀库 一般只能存16~24把刀具,斗笠式刀库在换刀时整个刀库向主轴移动。 当主轴上的刀具进入 刀库的卡槽时,主轴向上移动脱离刀具,这时刀库转动。当要换的刀具对正主轴正下方时主 轴下移,使刀具进入主轴锥孔内,夹紧刀具后,刀库退回原来的位置。 2、 圆盘式刀库 圆盘式刀库通常应用在小型立式综合加工机上。 ”圆盘刀库"一般俗称”盘式刀库”,以便和” 斗笠式刀库”、”链条式刀库”相区分。圆盘式的刀库容量不大,顶多二、三十把刀。需搭配 自动换刀机构ATC(Auto Tools Change)进行刀具交换。 3、 链条式刀库 链条式刀库的特点是可储放较多数量之刀具, 一般都在20把以上,有些可储放120把以上。 它是藉 刀库
螺纹铣刀的铣螺纹加工详解
螺纹铣刀的铣螺纹加工详解 编辑:洛希尔螺纹刀具 随着时代的进步,数控行业在我国大中型机械加工业用得越来越广泛,一些大型零件的螺纹加工,传统的螺纹车削和丝锥、板牙已无法满足生产的需要。而在数控铣床或加工中心得到广泛应用的今天,采用三轴联动机床进行螺纹加工,改变了螺纹的加工工艺方法,取得了良好的效果。 一、内孔 1.加工范围 孔径较大的盲孔或通孔,由于麻花钻加工太慢或不能加工,往往选择螺旋铣削的方式。而且由于该方式选择的刀具不带底刃,所以更适合小切深、高转速及大进给的加工情况。 2.加工特点 螺旋铣削加工孔是建立在螺旋式下刀方法基础上的加工方法,螺旋铣孔时有一个特点:每螺旋铣削一周,刀具的Z轴方向移动一个下刀高度。 3.螺纹铣刀的选择 选择16mm 的三刃转位铣刀,刀具转速S=3000r/min,进给量F=2500mm/min。 4.说明 这种方法在螺旋铣削内孔上很有特色,其程序编写的实质就是将一个下刀高度作为螺旋线高度编成一个子程序,通过循环调
用该螺旋线子程序,完成整个孔的铣削加工。该方法加工孔不受铣刀规格等因素影响,所以在数控铣床和加工中心上应用比较理想。 5.应用实例及程序编写 如图1所示的零件图中,要加工螺纹M36×的底孔通孔。 首先,计算螺纹M36×的底孔直径为:公称直径×P(螺 距)=×=。确认该零件的加工毛坯为80mm ×80mm ×30mm的45钢,选定刀具为16mm三刃转位铣刀,刀具转速S=3000r/min,进给量F=2500mm/min。圆弧导入点为A(图2),在0A段建立刀补,圆弧导出点为B,在0B 段取消刀补。 参考程序编写如下(本文涉及到的参考程序均在FANUC系统中验证使用)。 主程序如下。 %(程序开始符) O0001;(主程序名) T1;(刀具为16mm的立铣刀) G80G40G69 ;(取消固定循环、刀具半径补偿和旋转指令) G90G54G00X0Y0M03S3000;(程序初始化) H01;(1 号刀具长度补偿) ;(快速移动点定位) G01Z0F50;(工进到)
刀轨生成及后处理
工程学院 实验报告 课程名称:UG CAM 实验项目名称:刀轨生成及后处理 实验学生班级:机制131 实验学生: 实验学生学号: 实验时间: 实验地点:工程中心7C-205 实验成绩评定: 指导老师签字: 机械工程学院
作业四:刀轨生成及后处理 一.实验目的及要求 1.掌握将刀轨文件生成刀轨并进行仿真; 2.将刀轨文件利用UG NX8.0后处理构造器,将刀轨文件转变为NC代码。(至少三道工序:粗加工、半精加工、精加工)。 二.实验条件 1.硬件条件:i5以上PC机 2.软件条件:UG NX8.0 三.实验容 (一)仿真 打开文件,将工序导航器调整到几何视图,双击各加工步骤,显示出加工过程对话框, 单击生成按钮,生成刀路轨迹。单击确定按钮,调到2D动态显示进行仿真。(其余四个加工过程的仿真步骤基本相同,仅以粗加工为例说明。)
(二)粗加工后处理 Stage1:进入UG后处理构造器工作环境 Step1:选择菜单‘开始’‘程序’‘Siemens NX8.0’‘加工’‘后处理构造器’命令,启动UG后处理构造器。
Step2:转换语言。在UG后处理构造器工作界面中选择菜单‘Option’‘Language’‘中文(简体)命令’。 Stage2:新建一个后处理器文件 Step1:选择新建命令。进入NX/后处理构造器后,选择下拉菜单‘文件’‘新建’命令,系统弹出‘新建后处理器’对话框。 Step2:定义后处理名称。在‘后处理名称’文本框中输入My_post。 Step3:定义后处理类型。在‘新建后处理器’对话框中选择‘主后处理’单选项。Step4:定义后处理输入单位。在‘新建后处理器’对话框‘后处理输出单位’区域中选择‘毫米’单选项。 Step5:定义机床类型。在‘新建后处理器’对话框‘机床’区域中选择‘铣’单选项,在其下面的下拉列表中选择‘3轴’选项。 Step6:定义机床控制类型。在‘新建后处理器’对话框‘控制器’区域中选择‘库’单选项,在其下面的下拉列表中选择‘fanuc_6M’选项。 Step7:单击‘确定’按钮,完成后处理的机床及控制系统的选择,在此时系统进入后处理编辑窗口。
数控加工中心铣削内螺纹刀具的设计
数控加工中心铣削内螺纹刀具的设计 上海市大众工业学校高明(201800) 【内容摘要】数控加工中心铣削内螺纹是一种较为新型的加工方法,螺纹铣削加工与传统螺纹加工方式相比,在加工精度、加工效率等方面具有极大优势。基于阀盖梯形内螺纹的尺寸和零件的材质,设计了专门的螺纹铣刀用于批量生产,来满足加工质量的要求。 关键词梯形内螺纹螺纹铣刀工效 [Abstract] The milling of internal thread is a new-style method of processing in Numerical Control Machining Center. Compared with the way of traditional thread processing, the milling of internal thread has the advantage over processing accuracy and efficiency. According to the size of the internal thread and the material of the part, we designed the special thread milling cutter to meet the need of processing quality and batch process. Keyword:metric trapezoidal screw internal thread thread milling cutter work efficiency 今年,上海中洲公司求助我校试制一批美国化工厂用的阀体和阀盖,两者的毛坯均为铜镍合金铸件,其中阀盖需加工一处3/4—6ACME英制梯形螺纹(图1)。 该梯形螺纹具有内径小,螺距大,牙槽深等特点。起初采用传统螺纹加工方法,即用普通螺纹车刀加工内螺纹,加工过程中出现撞刀、粘刀等现象,工效极差,且加工质量得不到保证。后改用数控加工中心,配以专门设计加工的铣刀铣削此内螺纹,工效提高了近10倍。
螺纹的铣削加工程序编制
螺纹的铣削加工程序编制 摘要:传统的螺纹加工方法主要为采用普通车床或数控车床车削螺纹、采用丝锥、板牙手工攻螺纹及套螺纹,但在产品结构和加工精度受限制的情况下,螺纹 加工不能采用上述方法时,利用数控系统中圆弧插补指令G02/G03和宏程序来完 成数控加工程序的编制并在加工中心上实现铣螺纹加工。 关键词:G02/G03;宏程序;铣螺纹 中图分类号:TP271+.2 文献标识码:A 文章编号:1006-4311(2010)11-0116-02 0 引言 螺纹铣削是数控系统发展以来螺纹加工的一种新工艺,。它与传统螺纹加工方 式相比,在加工精度、加工效率方面具有极大优势,且加工时不受螺纹结构和螺 纹旋向的限制,一把螺纹铣刀可加工多种不同旋向的内、外螺纹。 1 圆弧插补指令G02/G03 格式 G17G02G03XRJ G18G02G03XRK G19G02G03YRK G02/G03:顺圆/逆圆。在圆弧坐标平面内,从未被指定坐标轴(G17平面:Z 轴;G18平面:Y轴;G19平面:X轴)的正方向往负方向观察,顺时针圆弧为 G02;而逆时针圆弧为G03。R:圆弧半径,当圆弧圆心角小于180°时,R为正值;当圆弧圆心角大于等于180°时R为负值;整圆不能用R指令,只能用I、J、K指令。I、J、K:适用于任意圆弧,分别表示圆弧圆心相对于圆弧起点在X、Y和Z 方向的位移量。 2 螺纹铣削的加工程序编写 2.1 单个螺距螺纹的铣削编程格式 G17G02X_Y_I_J_Z_F_ 2.2多个螺距螺纹的铣削编程 2.2.1 多个螺距螺纹一般性编程格式(B1、B2、Bn如图2所示)。 G17 G02 I_ J_ ZB1F_; G17 G02 I_ J_ ZB2F_; G17 G02 I_ J_ ZBnF_; 2.2.2 多个螺距螺纹参数化编程格式程序中#含义如图3。 3 螺纹铣削加工参数化编程实例 3.1加工前准备加工如图3所示内螺纹,毛坯初孔:Φ39;毛坯: 100mmX100mmX20mm尼龙块,底孔: Φ40.376;加工设备:HCK714D加工中心; 装夹方式:平口钳装夹;所用刀具:I13-单刃螺纹铣刀、回转半径13.5、I11-45° 倒角刀、T12 —镗刀。 3.2 加工步骤①倒45°角—T11号刀。②镗孔Φ40.376 —T12号刀。③铣螺纹—T13号刀(分三次加工:粗加工、半精加工、精加工)。单边加工余量= (42-40.376)/2=0.812。第一次加工余量为0.512,粗加工。第二次加工余量为 0.20,半精加工。第三次加工余量为0.10,精加工。 3.3 螺纹加工程序 3.3.1 主程序: 3.3.2 宏程序 4 结束语 以上我们分别介绍了运用G02/G03圆弧插补指令和运用宏程序两种方法编写
高速铣削加工效率的一般计算与分析
高速铣削加工效率的一般计算与分析(转) 随着高速切削技术的发展,高速铣削工艺的应用日益广泛,越来越受到制造企业和科研工作者的关注。信息产业部某研究所自1999年7月从瑞士MIKRON公司购进第一台HSM-700型高速立式铣削中心后,2001年10月又购进三台HSM-700型高速铣床用于生产。笔者通过对这批先进高速铣床的加工效率进行深入、细致的调查研究,对比了不同铣床的加工效率,推导了高速铣削加工效率的计算公式。 1.加工效率的计算 按照传统切削理论,切削加工效率Zw(cm3/min)可通过下列公式计算: Zw=v×f×ap (1) 式中:v——切削速度,f——进给量,ap——切削深度 根据分析与研究,我们认为式(1)不适用于高速铣削加工效率的计算,原因主要有两点: ①高速铣床的主轴转速相当高(如HSM-700型高速铣床最高转速达42000r/min,加工平面时转速也在35000r/min以上),如此高的转速使刀具并非每一转都在切削金属; ②在实际加工中,设定的转速和进给量只是最大转速和最大进给量,实际的刀具转速和进给量时刻都在变化(HSM-700机床的自测功能可以显示整个切削过程中的变化情况),切削过程中的实际转速和进给量总是从较低值迅速达到较高值又很快降到较低值,如此反复变化,这是铣削过程的客观反映,而不像车削过程中可以保持转速和进给量恒定不变。 因此,我们提出用单位时间内的金属去除量Z(cm3/min)表示加工效率,即: Z=W/t (2) 式中:W——切削过程总的金属去除量(cm3),t——切削时间(min)(>0) 式(2)更符合高速铣削的实际情况,用式(2)很容易实现对高速铣削加工效率的计算,同时也便于不同铣床加工效率的比较。例如,原来在普通铣床上加工某零件,为了缩短生产周期,一部分零件现采用高速铣床加工。这样,可通过该零件的加工来比较两种加工设备的加工效率。
内螺纹铣削加工
1 引言 传统的螺纹加工方法主要为采用螺纹车刀车削螺纹或采用丝锥、板牙手工攻丝及套扣。随着数控加工技术的发展,尤其是三轴联动数控加工系统的出现,使更先进的螺纹加工方式———螺纹的数控铣削得以实现。螺纹铣削加工与传统螺纹加工方式相比,在加工精度、加工效率方面具有极大优势,且加工时不受螺纹结构和螺纹旋向的限制,如一把螺纹铣刀可加工多种不同旋向的内、外螺纹。对于不允许有过渡扣或退刀槽结构的螺纹,采用传统的车削方法或丝锥、板牙很难加工,但采用数控铣削却十分容易实现。此外,螺纹铣刀的耐用度是丝锥的十多倍甚至数十倍,而且在数控铣削螺纹过程中,对螺纹直径尺寸的调整极为方便,这是采用丝锥、板牙难以做到的。由于螺纹铣削加工的诸多优势,目前发达国家的大批量螺纹生产已较广泛地采用了铣削工艺。 2 螺纹铣削加工实例 图1所示为M6标准内螺纹的铣削加工实例。工件材料:铝合金;刀具:硬质合金螺纹钻铣刀;螺纹深度:10mm;铣刀转速:2,000r/min;切削速度:314m/min;钻削进给量:0. 25mm/min;铣削进给量:0.06mm/齿;加工时间:每孔1.8s。 图1所示加工工位流程为:①位,螺纹钻铣刀快速运行至工件安全平面;②位,螺纹钻铣刀
钻削至孔深尺寸;③位,螺纹钻铣刀快速提升到螺纹深度尺寸;④位,螺纹钻铣刀以圆弧切入螺纹起始点;⑤位,螺纹钻铣刀绕螺纹轴线作X、Y方向插补运动,同时作平行于轴线的+Z方向运动,即每绕螺纹轴线运行360°,沿+Z方向上升一个螺距,三轴联动运行轨迹为一螺旋线;⑥位,螺纹钻铣刀以圆弧从起始点(也是结束点)退刀;⑦位,螺纹钻铣刀快速退至工件安全平面,准备加工下一孔。该加工过程包括了钻孔、倒角、内螺纹铣削和螺纹清根槽铣削,采用一把刀具一次完成,加工效率极高。 3 螺纹铣刀主要类型 在螺纹铣削加工中,三轴联动数控机床和螺纹铣削刀具是必备的两要素。以下介绍几种常见的螺纹铣刀类型: (1) 圆柱螺纹铣刀 圆柱螺纹铣刀的外形很像是圆柱立铣刀与螺纹丝锥的结合体(见图2上,图2下为锥管螺纹铣刀),但它的螺纹切削刃与丝锥不同,刀具上无螺旋升程,加工中的螺旋升程靠机床运动实现。由于这种特殊结构,使该刀具既可加工右旋螺纹,也可加工左旋螺纹,但不适用于较大螺距螺纹的加工。 常用的圆柱螺纹铣刀可分为粗牙螺纹和细牙螺纹两种。出于对加工效率和耐用度的考虑,螺纹铣刀大都采用硬质合金材料制造,并可涂覆各种涂层以适应特殊材料的加工需要。圆柱螺纹铣刀适用于钢、铸铁和有色金属材料的中小直径螺纹铣削,切削平稳,耐用度高。缺点是
螺纹的铣削加工详解
随着时代的进步,数控行业在我国大中型机械加工业用得越来越广泛,一些大型零件 随着时代的进步,数控行业在我国大中型机械加工业用得越来越广泛,一些大型零件的螺纹加工,传统的螺纹车削和丝锥、板牙已无法满足生产的需要。而在数控铣床或加工中心得到广泛应用的今天,采用三轴联动机床进行螺纹加工,改变了螺纹的加工工艺方法,取得了良好的效果。一、螺旋铣削内孔 1.加工范围 孔径较大的盲孔或通孔,由于麻花钻加工太慢或不能加工,往往选择螺旋铣削的方式。而且由于该方式选择的刀具不带底刃,所以更适合小切深、高转速及大进给的加工情况。 2.加工特点 螺旋铣削加工孔是建立在螺旋式下刀方法基础上的加工方法,螺旋铣孔时有一个特点:每螺旋铣削一周,刀具的Z轴方向移动一个下刀高度。 3.螺纹铣刀的选择 选择16mm 的三刃转位铣刀,刀具转速S=3000r/min,进给量F=2500mm/min。 4.说明 这种方法在螺旋铣削内孔上很有特色,其程序编写的实质就是将一个下刀高度作为螺旋线高度编成一个子程序,通过循环调用该螺旋线子程序,完成整个孔的铣削加工。该方法加工孔不受铣刀规格等因素影响,所以在数控铣床和加工中心上应用比较理想。 5.应用实例及程序编写 如图1所示的零件图中,要加工螺纹M36×1.5mm的底孔通孔。首先,计算螺纹 M36×1.5mm的底孔直径为:公称直径-1.0825×P(螺距)=36-1.0825×1.5=33.75mm。确认该零件的加工毛坯为80mm ×80mm ×30mm的45钢,选定刀具为16mm三刃转位铣刀,刀具转
速S=3000r/min,进给量F=2500mm/min。圆弧导入点为A(图2),在0A段建立刀补,圆弧导 出点为B,在0B段取消刀补。参考程序编写如下(本文涉及到的参考程序均在FANUC系 统中验证使用)。主程序如下。%(程序开始符) O0001;(主程序名) T1;(刀 具为16mm的立铣刀) G80G40G69 ;(取消固定循环、刀具半径补偿和旋转指令) G90G54G00X0Y0M03S3000;(程序初始化) G43Z50.0 H01;(1 号刀具长度补偿) Z5.0;(快速移动点定位) G01Z0F50;(工进到) G41D01G01X-6.875Y10.0;(D01=8.0,在 0A 段建立刀补) G03X-16.875Y0R10;(圆弧导入 R10) M98P100L16;(调用子程 序 O100,调用次数 16 次) G90G03X-6.875Y-10R10.0;(光整轮廓一周) G40G01X0Y0;(取消刀补) G0Z50.0;(退出) M05;(主轴停止) M30;(程序结束并 返回程序头) %(程序结束符) 子程序如下。%(程序开始符) O100;(子程序) G91G03I16.875Z-2.0F2500;(运用增量坐标值编写,每运行一周刀具在Z轴方向向下移动2mm) M99;(返回主程序) %(程序结束符) 通过螺旋式下刀的方法加工内孔,同时也可以 按照这种编程思路加工圆柱类工件。 二、单刃螺纹铣刀加工螺纹 1.加工范围同一把螺纹铣刀既可以铣削左旋螺纹 又可以铣削右旋螺纹,既可以铣削内旋螺纹又可以铣削外螺纹,同时不受螺距和螺纹规格的 影响。 2.加工特点单刃螺纹铣刀,加工是建立在螺旋式下刀方法基础上的加工方式。铣螺纹的原理为:螺纹铣刀每铣一周,刀具在Z轴方向上运动一个导程(单线时为一个螺距)。3.螺纹铣刀的选择选择16mm的单刃螺纹铣刀,刀具转速S=1800r/min,进给量 F=300mm/min。 4.说明这种方法在螺纹铣削上很有特色,其程序编写的实质就是将 一个导程的螺旋线编成一个子程序,通过反复调用该螺旋线子程序进行加工,即可完成整个 螺纹的铣削加工。利用该方法加工螺纹不受铣刀螺距和螺纹规格等参数的影响,所以在数控 铣床和加工中心上应用广泛。 5.应用实例及程序编写继续加工图1所示工件的螺纹 M36×1.5mm螺纹,如图3所示,圆弧的导入点为A,在0A段建立刀补,圆弧导出点为B, 在0B段取消刀补。根据思路编写的加工螺纹程序如下。主程序如下。%(程序开始符) O0002;(主程序名) T2;(2号刀具为16mm的螺纹铣刀) G80G40G69;(取消
加工中心的刀库形式与自动换刀程序的调试
加工中心的刀库形式与自动换刀程序的调试 一、实训目的 ( 1 )了解加工中心的各种刀库形式; ( 2 )了解机械手换刀的基本动作组成; ( 3 )掌握加工中心自动换刀程序的编写与调试运行; 二、预习要求 认真阅读加工中心组成、换刀装置、自动换刀程序的编写等章节内容。 三、实训理论基础 1 .加工中心的刀库形式 加工中心刀库的形式很多,结构各异。常用的刀库有鼓轮式和链式刀库两种。 图 11-1 鼓轮式刀库
( a )径向取刀形式( b )轴向取刀形式( c )径向布置形式( d )角度布置形式鼓轮式刀库结构简单,紧凑,应用较多。一般存放刀具不超过 32 把。见图 11-1 。 径向取刀形式( a )多用于使用斗笠式刀库的立式加工中心和使用角度布置的机械手换刀装置的加工中心;形式( b )应用比较广泛,可用于立式和卧式加工中心,换刀可用机械手或直接主轴移动式换刀。由于从布局设计方面的考虑,鼓轮式刀库一般都采用侧向安装的结构形式,若用于机械手平行布置的加工中心时,刀库中的刀袋(座)通常在换刀工作位可作 90 o 翻转。形式( c )多用于小型钻削中心;形式( d )一般用于专用加工中心。 链式刀库多为轴向取刀,适于要求刀库容量较大的加工中心。见图 11-2 。 图 11-2 链式刀库 2 .自动换刀装置及其动作分解 斗笠式刀库换刀装置我们已经在实训 4 中接触过,在此就不再赘述。 对于刀库侧向布置、机械手平行布置的加工中心,其换刀动作分解见图 11-3 。换刀时, Txx 指令的选刀动作和 M6 指令的换刀动作可分开使用。
图 11-3 平行布置机械手的换刀过程 图 11-4 角度布置机械手的换刀过程 对于刀库侧向布置、机械手角度布置的加工中心,其换刀动作分解见图 11-4 。 机械手换刀装置的自动换刀动作如下: ( 1)主轴端:主轴箱回到最高处( Z 坐标零点),同时实现“主轴准停”。即主轴停止回转并准确停止在一个固定不变的角度方位上,保证主轴端面的键也在一个固定的方位,使刀柄上的键槽能恰好对正端面键。 刀库端:刀库旋转选刀,将要更换刀号的新刀具转至换刀工作位置。对机械手平行布置的加工中心来说,刀库的刀袋还需要预先作90 o的翻转,将刀具翻转至与主轴平行的角度方位。( 2)机械手分别抓住主轴上和刀库上的刀具,然后进行主轴吹气,气缸推动卡爪松开主轴上的刀柄拉钉。
切削加工常用计算公式(完整资料).doc
【最新整理,下载后即可编辑】 附录3:切削加工常用计算公式 1. 车削加工 切削速度Vc (m/min) 1000 n D Vc ?π?= 主轴转速n (r/min) D 1000Vc n ?π?= 金属切除率Q (cm 3/min) Q = Vc ×a p ×f 净功率P (KW) 3p 1060Kc f a V c P ????= 每次纵走刀时间t (min) n f l t w ?= 以上公式中符号说明
D — 工件直径 (mm) ap — 背吃刀量(切削深度) (mm) f — 每转进给量 (mm/r ) lw — 工件长度 (mm) 2. 铣削加工 铣削速度Vc (m/min) 1000 n D Vc ?π?= 主轴转速n (r/min) D 1000Vc n ?π?= 每齿进给量fz (mm) z n Vf fz ?= 工作台进给速度Vf (mm/min) z n fz Vf ??= 金属去除率Q (cm 3/min) 1000Vf ae ap Q ??= 净功率P (KW) 610 60Kc Vf ae ap P ????=
扭矩M (Nm) n 1030P M 3 ?π??= 以上公式中符号说明 D — 实际切削深度处的铣刀直径 (mm ) Z — 铣刀齿数 ap — 轴向切深 (mm) ae — 径向切深 (mm) 3. 钻削加工 切削速度Vc (m/min) 1000 n d Vc ?π?= 主轴转速n (r/min) d 1000Vc n ?π?= 每转进给量f (mm/r) n Vf f = 进给速度Vf (mm/min) n f Vf ?= 金属切除率Q (cm 3/min)
螺纹铣削
图1所示为M6标准内螺纹的铣削加工实例。工件材料:铝合金;刀具:硬质合金螺纹钻铣刀;螺纹深度:10mm;铣刀转速:2,000r/mi n;切削速度:314m/min;钻削进给量:0.25mm/min;铣削进给量:0.06mm/齿;加工时间:每孔1.8s。图1所示加工工位流程为:①位,螺纹钻铣刀快速运行至工件安全平面;②位,螺纹钻铣刀钻削至孔深尺寸;③位,螺纹钻铣刀快速提升到螺纹深度尺寸;④位,螺纹钻铣刀以圆弧切入螺纹起始点; ⑤位,螺纹钻铣刀绕螺纹轴线作X、Y方向插补运动,同时作平行于轴线的+Z方向运动,即每绕螺纹轴线运行360°,沿+Z方向上升一个螺距,三轴联动运行轨迹为一螺旋线;⑥位,螺纹钻铣刀以圆弧从起始点(也是结束点)退刀;⑦位,螺纹钻铣刀快速退至工件安全平面,准备加工下一孔。该加工过程包括了钻孔、倒角、内螺纹铣削和螺纹清根槽铣削,采用一把刀具一次完成,加工效率极高。 3 螺纹铣刀主要类型 在螺纹铣削加工中,三轴联动数控机床和螺纹铣削刀具是必备的两要素。以下介绍几种常见的螺纹铣刀类型: (1) 圆柱螺纹铣刀 圆柱螺纹铣刀的外形很像是圆柱立铣刀与螺纹丝锥的结合体(见图2上,图2下为锥管螺纹铣刀),但它的螺纹切削刃与丝锥不同,刀具上无螺旋升程,加工中的螺旋升程靠机床运动实现。由于这种特殊结构,使该刀具既可加工右旋螺纹,也可加工左旋螺纹,但不适用于较大螺距螺纹的加工。
常用的圆柱螺纹铣刀可分为粗牙螺纹和细牙螺纹两种。出于对加工效率和耐用度的考虑,螺纹铣刀大都采用硬质合金材料制造,并可涂覆各种涂层以适应特殊材料的加工需要。圆柱螺纹铣刀适用于钢、铸铁和有色金属材料的中小直径螺纹铣削,切削平稳,耐用度高。缺点是刀具制造成本较高,结构复杂,价格昂贵。 (2) 机夹螺纹铣刀及刀片 机夹螺纹铣刀适用于较大直径(如D>25mm)的螺纹加工。其特点是刀片易于制造,价格较低,有的螺纹刀片可双面切削,但抗冲击性能较整体螺纹铣刀稍差。因此,该刀具常推荐用于加工铝合金材料。图3 所示为两种机夹螺纹铣刀及刀片。图3a为机夹单刃螺纹铣刀及三角双面刀片,图 3b为机夹双刃螺纹铣刀及矩形双面刀片。 (3) 组合式多工位专用螺纹镗铣刀 组合式多工位专用螺纹镗铣刀的特点是一刀多刃,一次完成多工位加工,可节省换刀等辅助时间,显著提高生产率。图4所示为组合式多工位专用螺纹镗铣刀加工实例。工件需加工内螺纹、倒角和平台d4。若采用单工位自动换刀方式加工,单件加工用时约30s。而采用组合式多工位专用螺纹镗铣刀加工,单件加工用时仅约5s。 4 螺纹铣削轨迹 螺纹铣削运动轨迹为一螺旋线,可通过数控机床的三轴联动来实现。图5为左旋和右旋外螺纹的
加工中心刀库调试方法
加工中心刀库调试方法 前言:我司常用的加工中心的刀库分为两大类: 斗笠刀库常用的两种:1、气动式;2、电动式 1、圆盘刀库'也叫刀臂式刀库; 2 一、圆盘刀库的调试 1、检查刀臂的平直度 将百分表固定在主轴上,检测刀臂两端是否平直,如果不平直则必须校正或通知刀库厂家处理 内)。 刀臂检测没有问题后,再把三段式校刀器A 件、B 件分别装在主轴和刀臂上,用 位置。 气动式 电动式 以 (平直度在O.lOmn C 件的松紧度作为参照来调整刀库
三段式校刀器
2、大体校正刀库位置 将刀臂摆到扣刀位置(即在主轴下面,注意观察位置是否已经到位:刀臂将有一段时间保持固定不动,就可以确认已到达扣刀位置),大体校正刀臂和主轴中心孔的位置。 3、调整刀库的水平度 把百分表固定在工作台上'通过支架和刀库的调整块来校正刀臂前后、左右的水平度(水平度在0.15mm以内)如果左右水平度超差,叮以川铜箔垫在刀库支架底部来调整。 4、准确校正刀库位置 准确校正校正好刀臂和主轴中心孔的位置 标准的位置应当是,C件可以轻松通过E件而进入A件的内孔。 注意:刀臂位置相对主轴要往前0?lmm?0?2mm,坚决不能往后,否则换刀时刀臂容易将主轴打坏。 5、再检查刀库水平度 校正好刀臂和主轴中心孔的位置后,再检查刀臂前后、左右的水平度。若水平度超差,则需要重新校正,如此重复第3和第4步,直到符合要求(水平度在0?15mm以内)。 6、检查刀盘电机和刀臂电机的旋转方向 检查刀盘和刀臂的旋转方向是否正确。刀盘正转正确的方向应当是刀套号在递增;刀臂正确的旋转方向应当是刀臂的缺口往前走(注意:刀臂没有反转)。
关于加工中心刀库调试与控制方法研究
关于加工中心刀库调试与控制方法研究 摘要:笔者在调试基于西门子数控系统配机械手刀库的加工中心过程中,研究开发了机械手刀库的换刀宏程序和相应的PLC程序。本文将介绍应用西门子系统专用OEM指令开发机械手刀库换刀程序的关键技术。 关键词:加工中心刀库控制数控系统 为了在数控系统显示屏幕上能观察到刀库的运动和刀具号的变化,必须使用数控系统内置的虚拟刀库功能。在西门子数控系统中有内置虚拟刀库的功能,该虚拟刀库可以模拟外部实际刀库的动作,其优越性是在显示屏上可以观察到刀库的正反转和各刀位内的实际刀具号,也可以观察到主轴上的刀具号以及需要更换的下一刀具号。 1、刀库调试中的问题分析 刀库的初始化初始状态为主轴刀号为0号刀,刀盘按当前刀位为1号刀顺序装刀。必须在PLC程序中预先用开关信号做刀库初始化,设置当前位置刀号和主轴刀号。在选刀及换刀宏程序中,必须做刀号比较判断及足够的安全保护条件。经过仔细观察刀库的动作,发现当刀库计数接近开关的红灯熄灭时,刀库才进入刀位的正确位置。因此必须用计数接近开关脉冲的下降沿做停止条件。在PLC 中改用下降沿脉冲后,果然能正确定位。也有刀库计数器是使用脉冲的上升沿做停止条件的,要根据实际情况确定。为了保护刀库的安全工作,充分利用了西门子系统所具有的位置开关功能。即可以通过参数在Z轴上设定位置开关,位置开关的位置区域就是Z轴的换刀点。只有Z轴进入该位置区域,位置开关=ON,刀库才能前进卡刀。 2、西门子数控系统内置刀库的设置 2.1 刀库用特殊寄存器的功能 在使用内置刀库之前必须进行必要的设置。西门子数控系统中规定了一些固定的文件寄存器用以表征刀库的基本性能,这些R寄存器的功能如下。R10600:刀库基本控制参数。bit:设定刀号长度,是T4还是T8,一般选择T4。Bit1:设定刀库从1还是0开始计数。控制参数寄存器R10600的定义bit3:对各刀具库的设定。 bib=0,刀库数固定设置。即系统内同定设定有刀库3个,每个刀库内固定设定刀具数为120,刀具总数可达360。bit3=1,可设定的刀库数=5,每一刀库内的刀具数可以任意设定。刀具总数可达360。R10610:每一刀库内的刀具数,也就是每一刀库内有几把刀,这是一重要参数。R10620:主轴刀具号。该R寄
螺纹铣刀加工-螺纹数控铣削加工及其编程教学总结
螺纹铣刀加工-螺纹数控铣削加工及其编程
摘要:润滑油标准系统-造纸机相关3项轻工业行业标准通过送审稿审查托盘工件机器人-牧野制作所开发卧式MC(加工中心)自动化系统柴油机石油公司-石油济柴将涉足环保动力领域天然气流量计流量-天然气流量计量技术对比条目疏水项目-几类泵阀将会被我国禁止使用沈阳机床公司-沈阳机床成功并购德国希斯的思考原油上海石化-上海石化800万吨/年真空原油蒸馏单位投产秦川磨床机床-秦川齿轮磨床国内市场占有率高达70%衡阳纺机质量-衡阳纺机通过质量管理体系审核原油山口阿拉-我国首例自动取样系统检验测试工作取得成功0 引言传统的螺纹加工方法主要是::外螺纹采用螺纹车刀车削,工作时需多次走刀才能切出螺纹轮廓,生产效率低;内螺纹采用丝锥攻丝,工作时必须先把螺纹底孔加工好,然后换刀进行加工,辅助时间长。随着数控技术的发展,数控铣削螺纹的加工方式逐渐地取代了传统的螺纹加螺纹,铣刀,加工,工件,螺距,圆弧,轴线,示意图,丝锥,底孔, 0 引言 传统的螺纹加工方法主要是::外螺纹采用螺纹车刀车削,工作时需多次走刀才能切出螺纹轮廓,生产效率低;内螺纹采用丝锥攻丝,工作时必须先把螺纹底孔加工好,然后换刀进行加工,辅助时间长。随着数控技术的发展,数控铣削螺纹的加工方式逐渐地取代了传统的螺纹加工方法。与传统的螺纹加工方法相比,螺纹铣削加工的效率和加工精度都有所提高。特别是对于一些有特殊结构要求的螺纹,如没有过渡扣或退刀槽结构的螺纹,采用螺纹铣削的方法更表现出它的优势。因此,对于大批量生产的螺纹,数控铣削螺纹是一种有较大推广价值的新工艺。 1 螺纹铣刀及其工艺特点 加工螺纹的铣刀类型有多种,各种螺纹铣刀的加工工艺特点也不同。 1. 盘形螺纹铣刀主要用于铣削螺距较大、长度较长的螺纹,如单头或双头梯形螺纹和蜗杆等。 1. (a) (b) 图1 盘形螺纹铣刀及其工作示意图
常见的加工中心刀库问题及解决方法
1常见的过载报警及解决方法 故障现象:某配套FANUC-0M系统的数控立式加工中心,在加工中经常出现过载报警,报警号为434,表现形式为Z轴电动机电流过大,电动机发热,停上40min左右报警消失,接着再工作一阵,又出现同类报警。 分析及处理过程:经检查电气伺服系统无故障,估计是负载过重带不动造成。 为了区分是电气故障还是机械故障,将Z轴电动机拆下与机械脱开,再运行时该故障不再出现。由此确认为机械丝杠或运动部位过紧造成。调整Z轴丝杠防松螺母后,效果不明显,后来又调整Z轴导轨镶条,机床负载明显减轻,该故障消除。 2数控机床转台分度不良的故障维修 故障现象:一台配套FANUCOMC,型号为XH754的数控机床,转台分度后落下时错动明显,声音大。 分析及处理过程:转台分度后落下时错动明显,说明转台分度位置与鼠齿盘定位位置相差较大;如果回零时位置同时也有错动,则可调节第4轴栅格偏移量(参数0511)来解决:如果转台传动有间隙,则可调节第4轴间隙补偿(参数0538);如果机械螺距有误差,则
相应调整第4轴螺补。本例中发现转台回零后也有错动,调整0511数值后解决 3刀库不停转的故障维修 故障现象:一台配套FANUC0MC系统,型号为XH754的数控机床,刀库在换刀过程中不停转动。 分析及处理过程:拿螺钉旋具将刀库伸缩电磁阀手动钮拧到刀库伸出位置,保证刀库一直处于伸出状态,复位,手动将刀库当前刀取下,停机断电,用扳手拧刀库齿轮箱方头轴,让空刀爪转到主轴位置,对正后再用螺钉旋具将电磁阀手动钮关掉,让刀库回位。再查刀库回零开关和刀库电动机电缆正常,重新开机回零正常,MDI方式下换刀正常。怀疑系干扰所致,将接地线处理后,故障再未出现过。 4换刀不能拔刀的故障维修 故障现象:一台配套FANUC0MC系统,型号为XH754的数控机床,换刀时,手爪未将主轴中刀具拔出,报 警。 分析及处理过程:手爪不能将主轴中刀具拔出的可能 原因有: ①刀库不能伸出;②主轴松刀液压缸未动作;③松刀
螺纹加工指令G32、G92、G76
螺纹加工指令G32、G92、G76 数控车床可以加工直螺纹、锥螺纹、端面螺纹,见图所示。加工方法上分为单行程螺纹切削、螺纹切削循环和螺纹切削复合循环。 (1)单行程螺纹切削G32 指令格式:G32 X(U)____ Z(W)____ F____ 指令中的X(U)、Z(W)为螺纹终点坐标,F为螺纹导程。使用G32指令前需确定的参数如图a所各参数意义如下: L:螺纹导程,当加工锥螺纹时,取X方向和Z方向中螺纹导程较大者; α:锥螺纹锥角,如果α为零,则为直螺纹; δ1、δ2:为切入量与切除量。一般δ1=2~5mm、δ2=(1/4~1/2)δ1。 图a
图b 螺纹加工实例:如图b所示,螺距L=3.5mm,螺纹高度=2mm,主轴转速N=514r/min,δ1 =2mm、δ 分两次车削,每次车削深度为lmm。加工程序为: N0 G50 X50.0 Z70.0 设置工件原点在左端面 N2 S514 T0202 M08 M03 指定主轴转速514r/min、调螺纹车刀 N4 G00 Xl2.0 Z72.0;快速走到螺纹车削始点(12.0,72.0) N6 G32 X41.0 Z29.0 F3.5;螺纹车削 N8 G00 X50.0;沿X轴方向快速退回 N10 Z72.0;沿Z轴方向快速退回 N12 X10.0;快速走到第二次螺纹车削起始点 N14 G32 X39.0 Z29.0;第二次螺纹车削 N16 G00 X50.0;沿X轴方向快速退回 N18 G30 U0 W0 M09;回参考点 N20 M30;程序结束 (2)螺纹切削循环指令G92 螺纹切削循坏G92为简单螺纹循环,该指令可以切削锥螺纹和圆柱螺纹,其循环路线与前述的形状固定循环基本相同,只是F后续进给量改为螺距值。其指令格式为: G92 X(U)____Z(W)____R____F____;
关于加工中心刀库的基本知识知识
关于加工中心刀库的基 本知识知识 Company number:【0089WT-8898YT-W8CCB-BUUT-202108】
刀库-概述 刀库 刀库系统是提供自动化加工过程中所需之储刀及换刀需求的一种装置;其自动换刀机构及可以储放多把刀具的刀库;改变了传统以人为主的生产方式。藉由电脑程式的控制,可以完成各种不同的加工需求,如、、镗孔、等。大幅缩短加工时程,降低生产成本;这是刀库系统的最大特点。 近年来刀库的发展已超越其为工具机配件的角色,在其特有的技术领域中发展出符合工具机高精度、高效能、高可靠度及多工复合等概念之产品。其产品品质的优劣,关系到工具机的整体效能表现。 刀库-主要构件 刀库主要是提供储刀位置,并能依程式的控制,正确选择刀具加以定位,以进行刀具交换;换刀机构则是执行刀具交换的动作。刀库必须与换刀机构同时存在,若无刀库则加工所需刀具无法事先储备;若无换刀机构,则加工所需刀具无法自刀库依序更换,而失去降低非切削时间的目的。此二者在功能及运用上相辅相成缺一不可。 刀库-分类 刀库的容量、布局,针对不同的机,其形式也有所不同,根据刀库的容量、外型和取刀方式可概分为以下几种: 1、斗笠式刀库
一般只能存16~24把刀具,斗笠式刀库在换刀时整个刀库向主轴移动。当主轴上的刀具进入刀库的卡槽时,主轴向上移动脱离刀具,这时刀库转动。当要换的刀具对正主轴正下方时主轴下移,使刀具进入主轴锥孔内,夹紧刀具后,刀库退回原来的位置。 2、圆盘式刀库 圆盘式刀库通常应用在小型立式综合加工机上。"圆盘刀库"一般俗称"盘式刀库",以便和"斗笠式刀库"、"链条式刀库"相区分。圆盘式的刀库容量不大,顶多二、三十把刀。需搭配自动换刀机构ATC(AutoToolsChange)进行刀具交换。 3、链条式刀库 链条式刀库的特点是可储放较多数量之刀具,一般都在20把以上,有些可储放120把以上。它是藉由链条将要换的刀具传到指定位置,由将刀具装到主轴上。换刀动作均采用马达加机加工中心使用的刀库最常见的形式是圆盘式刀库和机械手换刀刀库。 刀库-特点 刀库 一、圆盘式刀库特点? 圆盘式刀库应该称之为固定地址换刀刀库,即每个刀位上都有编号,一般从1编到12、18、20、24等,即为刀号地址。操作者把一把刀具安装进某一刀位后,不管该刀具更换多少次,总是在该刀位内。?
内螺纹和外螺纹的铣削加工技巧
以加工M30×1.5的内螺纹和M27×3的外螺纹为例,来介绍内螺纹和外螺纹的铣削加工方法。 一、加工准备 根据通用工艺方法,确定内外螺纹的铣削方法,并根据加工方法准备工量具,编制程序。 二、刀具清单 1、内螺纹的铣削 如下图所示,加工零件图几何中心的M30×1.5的内螺纹。1)工件材料:45钢正火,模锻。90mm×90mm×20mm 2)加工要求:螺纹表面粗糙度值Rp=1.6;牙形角为60度3)加工中心操作系统:FANUC0I 4)刀具:单齿螺纹铣刀,9齿螺纹梳刀 在用螺纹铣刀铣削螺纹之前,要先完成螺纹底孔的加工,继而进行螺纹加工。 单齿螺纹铣刀的螺纹加工原理是: 刀具每固定旋转一周,在Z轴负方向上下降一个螺距。 计算螺纹M30×1.5的底孔直径:公称直径-1.08P=30-1.62=28.38mm,所以螺纹底孔孔径为28.38mm的通孔。选用?12mm两齿立铣刀,主轴S=700r/min,刀具材料为高速钢,进给F=120mm/min,刀具伸出长度为 28mm,编写程序如下: O0001(程序名)
M06T01(使用1号刀) G54G90G40M03S1200(程序初始化) G00X0Y0Z100(刀具快速定位) Z5 G01Z0F40(刀具工进到工件表面) #1=-4(将-4赋值于局部变量#1) N10G01Z[#1]F100(刀具工进到Z-4) G41D01G01X14.25F120(固定循环,刀具半径补偿) G03I-14.25J0(逆时针铣圆一周) G40G01X0(取消刀具半径补偿) #1=#1-4(将#1-4赋值于局部变量#1) IF[#1GE-20]GOTO(条件判别语句,如果#1大于-20,则跳转至N10继续加工) G00Z100(快速抬刀) Y150 M05(主轴停止) M30(程序结束) 2、确认底孔加工完成,并用?32倒角钻倒C1.5mm的角以后,选择?14mm的单刃螺纹铣刀铣削,转速 S=1200r/min,F=120mm/min程序编写如下: O0002(程序名) M06T02(换2号刀)