PPAP送样阶段表单范本格式
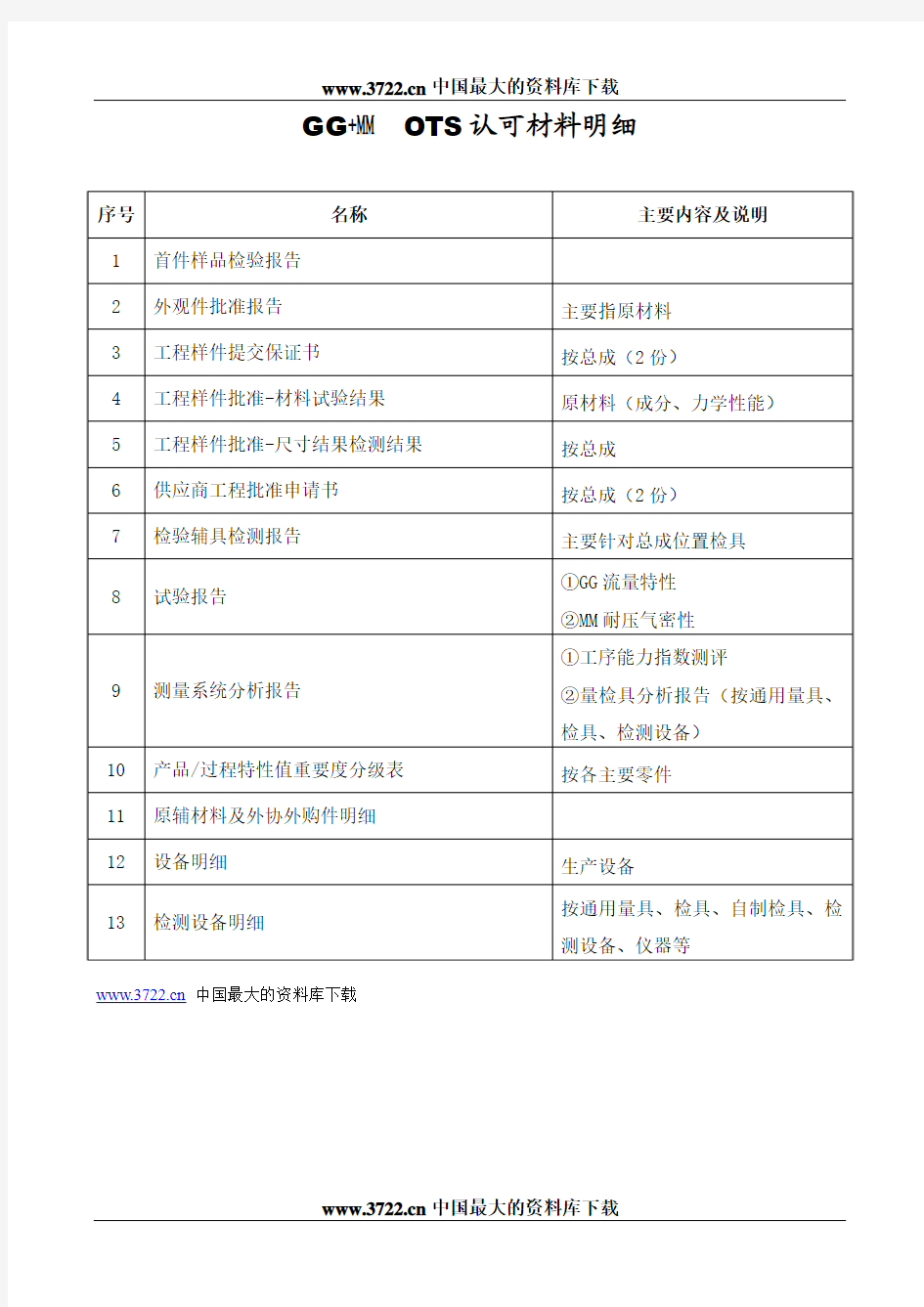

GG+MM OTS认可材料明细
https://www.360docs.net/doc/1d13039137.html,中国最大的资料库下载
外观件批准报告
工程样件提交保证书
工程样件批准(材料试验结果)
审核/日期:试验:/日期
工程样件批准(尺寸结果检测结果)
审核/日期:试验:/日期
供应商工程批准申请书
检验辅具检测报告
注:本测试结果仅对来样负责。
审核/日期:检测/日期:
性能试验报告
审核/日期:试验/日期:
测量系统分析报告
原辅材料及外协外购件明细
https://www.360docs.net/doc/1d13039137.html,中国最大的资料库下载
原辅材料及外协外购件明细
https://www.360docs.net/doc/1d13039137.html,中国最大的资料库下载
原辅材料及外协外购件明细
https://www.360docs.net/doc/1d13039137.html,中国最大的资料库下载
https://www.360docs.net/doc/1d13039137.html,中国最大的资料库下载
https://www.360docs.net/doc/1d13039137.html,中国最大的资料库下载
https://www.360docs.net/doc/1d13039137.html,中国最大的资料库下载
全套PPAP模板及使用说明
PPAP全套文件 PPAP文件提交要求如下: 1、PPAP 检查清单,列明所提供文件明细; 2、零件提交保证书;(提交等级默认为3级;若零件尺寸或性能等涉及到安全和法律法规,那在“ 安全和/政府规定”项选是,若没有选否。授权人须亲笔签字。) 3、全尺寸检验标识;(即:零部件图纸上对需测尺寸项目一一标记,标记与“全尺寸检 验报告”项目一一对应) 4.如果在设计记录上某一要求提交的零件或零件系列有外观要求,则必须完成该产品/零件一份单独的外观批准报告。(如有表面处理、颜色要求等) 5、全尺寸检验报告; 6、生产件批准材料试验报告; 7、生产件批准性能试验报告; 8、产品和过程特殊特性清单;(供方特性必须包含但不限于顾客要求的产品特性,在备注栏标识出关键与重要特性。) 关键特性:对产品安全性、法律法规有影响。标识为:“ ▽”。 重要特性:对产品性能有影响。标识为:“?” 9、过程流程图(无模板,采用贵方格式) 流程图中明确“关重特性标识” ,“产品、过程关重特性”对应的工序必为 “关重工序”。 10、FMEAS (包括DFMEA 、PFMEA )所分析的“项目/功能”必须包含“产品、 过程特殊特性”中所有内容。(请将关键▽与重要特性?在级别栏标注出来) 要求:①作为关重特性,其失效模式对应的严重度(S值)必然较高; ②RPN(风险优先系数)三120的失效原因应必须解决; ③60三RPNV120应尽可能解决,不能解决的必须加严控制 ④R P N <6 0可以不加控制 ⑤严重度为9、10 的失效模式,须特别予以重点关注,并确认现行的控制措施是 充分有效的。 ⑥改善措施完成后,FMEAS」、组应再次分析该潜在失效的S、O D值并重新计算 RPN值。当RPN值仍能够满足上述原则时,方可确定改善措施有效。否则进一 步采取措施,直至达到原则要求。 11 、控制计划要求:①试生产、生产控制计划均需提交。
PPAP等级3完整实例范本(中英文)
PPAP 零件名称Part name: ******* 零件号Part No. : 图号Drawing No.: 版本号Version: 01 Supplier Part No.:BC1234 客户名称Customer Name: 供应商suppliers:XXXXXXXXXXXX CO ., LTD 日期Date: 201X-XX-25
零件号:Part No.: **** Part No.:BC1234
XXXXXXXXXXXX有限公司 **** ****** PPAP提交清单Document submited list 顾客名称 Customer: 零件号Part No.:**** Part No.:BC1234 PPAP递交日期PPAP递交等级:等级3 编制Prepare:****** 日期Date:07/18/2018
XXXXXXXXXXXX有限公司 **** RUBBER TECHNOLOGY CO.,LTD. 制造流程图/PROCESS FLOW CHART 客户产品编号\Customer part number : 日期(初版)\Date(Orig.):2018.02.02 日期(修订)\Date(Rev.) : 供方产品编号\**** part number :BC1234 跨功能小组\Core Team Member: ****** 流程图编号/Process flow number : BC1234-1 部门\Department 检验\Inspection 制造\Manufacture 仓库\Warehous 流程说明\Description 10 进料检验\ Material incoming inspection Drying 70 涂粘合剂 /Adhesive coated 80 干燥/Drying NG 20 储存\Storage 30 备料\Material preparation 40 打料\Rubber mixing 50 切料\Material cutting 90 成型\Molding 100 过程检验 110磨削\ ■120 最終檢驗\Final inspection Ok NG 返工/报废 Rework / scrap ●130 包裝\Packaging 作业\Operate 检验\Inspection 储存\Storage运输\Transfer 第 1 页,共 1 页
全套PPAP模板及使用说明(完整资料).doc
【最新整理,下载后即可编辑】 PPAP全套文件 PPAP 文件提交要求如下: 1、PPAP 检查清单,列明所提供文件明细; PPAP检查清单.xls 2、零件提交保证书;(提交等级默认为3级;若零件尺寸或性能等涉及到安全和法律法规,那在“安全和/政府规定”项选是,若没有选否。授权人须亲笔签字。) 3、全尺寸检验标识;(即:零部件图纸上对需测尺寸项目一一标记,标记与“全 尺寸检验报告”项目一一对应) 尺寸报告.xls 4.如果在设计记录上某一要求提交的零件或零件系列有外观要求,则必须完成该产品/零件一份单独的外观批准报告。(如有表面处理、颜色要求等) 外观批准报告.xls 5、全尺寸检验报告; OTS阶段全尺寸检验 模板.xls
6、生产件批准材料试验报告; 材料试验报告.xls 7、生产件批准性能试验报告; 性能试验报告.xls 8、产品和过程特殊特性清单;(供方特性必须包含但不限于顾客要求的产品特性,在备注栏标识出关键与重要特性。)关键特性:对产品安全性、法律法规有影响。标识为:“▽”。 重要特性:对产品性能有影响。标识为:“◇” 产品和过程特殊特 性清单.xls 9、过程流程图(无模板,采用贵方格式) 流程图中明确“关重特性标识”, “产品、过程关重特性”对应的工序必为 “关重工序”。 过 程 流 程 图(修改后).doc 10、FMEAS(包括DFMEA、PFMEA)所分析的“项目/功能”必须包含“产品、 过程特殊特性”中所有内容。(请将关键▽与重要特性◇在级别栏
标注出来) 要求:①作为关重特性,其失效模式对应的严重度(S 值)必然较高; ②RPN(风险优先系数)≧120 的失效原因应必须解决; ③60≦RPN<120 应尽可能解决, 不能解决的必须加严控制 ④RPN<60 可以不加控制 ⑤严重度为9、10 的失效模式,须特别予以重点关注,并确认现行的 控制措施是充分有效的。 ⑥改善措施完成后,FMEAS 小组应再次分析该潜在失效的S、O、D 值 并重新计算RPN 值。当RPN 值仍能够满足上述原则时,方可确定改 善措施有效。否则进一步采取措施,直至达到原则要求。 DFMEA.xls PFMEA.xls 11、控制计划 要求:①试生产、生产控制计划均需提交。 ②明确区分产品、过程特性,并且与关重特性清单相一致; ③特殊特性分类如下: 关键特性:对产品安全性、法律法规有影响。标识为:“▽”。 重要特性:对产品性能有影响。标识为:“◇”