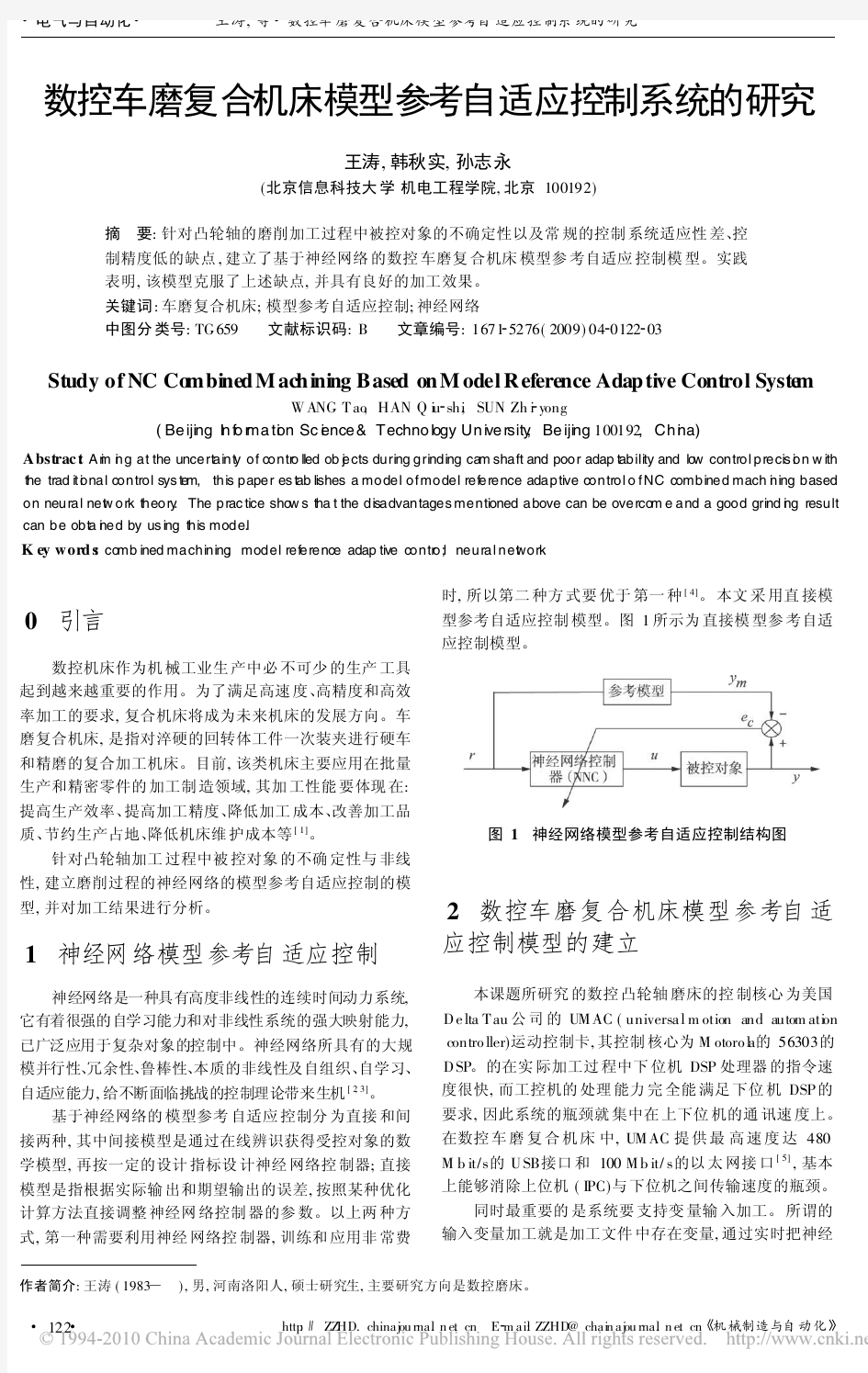
数控车磨复合机床模型参考自适应控制系统的研究
车铣复合机床
毕业设计(论文) 文献综述 二○一二 年 题 目 车铣复合机床12工位刀架及部分控制电路设计 专 业 机械设计制造及其自动化 班 级 机084 学 号 3080211115 学 生 雷旭阳 指导 教师 刘鸿雁
前言部分 前言 目前,世界上越来越多的复杂零件采用复合机床进行综合加工。经过搜索了大量的网络信息和查看大量有关机床资料,发现复合加工机床已成为机床发展的一个重要方向。复合加工技术是20世纪末兴起的一门先进制造技术。随着工业技术的蓬勃发展,复合机床应运而生。近年来,越来越多的复杂零件采用复合机床进行综合加工,它的种类也日渐繁多起来。复合加工机床最突出的优点是大大缩短零件的生产周期、提高零件的加工精度[1]。 为什么复合加工机床能使工件在一次装卡中完成大部分或全部加工工序呢?其归功于自动转位刀架,因此车铣复合车床刀架及部分控制电路设计也成为工业发展的一个重要方面。 为了提高生产率,压缩非切削时间,随着自动化技术的发展,机床的刀架也产生了许多变化,各种刀具的自动更换装置得到进一步的完善和提高,现代机床逐步发展成为在一台机床上只需要一次装夹即可完成多工序或全部工序的加工。特别是车铣复合机床上安装的刀架,采用电驱动,通过机械机构来完成刀架的松开,抬起,转位,定位和夹紧等动作,这类刀具自动更换装置通常有较大的刀具容量,能够快捷可靠地完成自动换刀,充分体现了它的加工的自动化和高效化。刀架自动化的发展对社会制造业有着至关重要的作用。
相关概念 1.1车铣复合加工的含义 车铣是利用铣刀旋转和工件旋转的合成运动来实现对工件的切削加工, 使工件在形状精度、位置精度、已加工表面完整性等多方面达到使用要求的一种先进切削加工方法。车铣复合加工不是单纯的将车削和铣削两种加工手段合并到一台机床上, 而是利用车铣合成运动来完成各类表面的加工, 是在当今数控技术得到较大发展的条件下产生的一种新的切削理论和切削技术 1.2复合加工机床的定义 国际上对复合化机床尚无明确定义,目前正处于创新发展之中[2,3]。复合加工又叫完全加工、多功能加工。早期曾将加工中心称为复合加工机床。但是随着复合加工技术的不断发展与进步,现在的复合加工机床与以前所称的复合加工机床有了本质上的区别。复合加工机床通过一次装夹零件完成多种加工工序,缩短了加工时间,提高了加工精度,因而受到用户的欢迎。数控车铣复合机床是复合加工机床的一种主要机型,通常是在数控车床上实现平面铣削、钻孑L攻丝、铣槽等铣削加工工序,具有车削、铣削以及镗削等复合功能,能够实现一次装夹、全部完上的加工理念[14]。 车铣复合加工机床的运动包括铣刀旋转、工件旋转、铣刀轴向进给和径向进给四个基本运动。
车铣复合机床厂家-车铣复合数控机床品牌【大全】
车铣复合机床厂家_车铣复合数控机床品牌大全 机床复合化是机床发展的重要方向之一。复合机床又包括车铣复合机床、车铣磨复合、铣磨复合、切削与3D打印复合、切削与超声振动复合、激光与冲压复合等多种多样的形式,复合的目的就是让一台机床具有多功能性,可一次装夹完成多任务,提高加工效率和加工精度。复合机床中,车铣复合机床最多见,也是使用最多的复合机床种类。那么目前进口车铣复合机床厂家,国外车铣复合数据机床品牌有哪些呢?国内有哪些车铣复合机床厂家呢?中国车铣复合数控机床品牌有哪些呢? 国外车铣复合机床厂家品牌有哪些? 车铣复合机床厂家——奥地利EMCO集团 奥地利EMCO公司是一家有着近60年历史的专业车床制造厂家,迄今为止全世界有超过100万台EMCO机床在为各行各业进行服务。EMCO公司总部坐落在奥地利的萨尔斯堡附近,现在的EMCO公司600多名员工的规模。EMCO公司生产的数控车床品种丰富,从简单的两轴数控车床直到拥有八根轴的数控车铣复合机床;从用于产品研究开发的双主轴车铣中心到用于大批量生产的四主轴双刀塔车铣中心;从最大加工直径仅为的小型车削中心到加工直径为的大型车削中心;从最大工件长度仅为的小型车床直到可加工长零件的大型卧车。 车铣复合机床厂家——德国埃马克集团 倒立式车床在埃马克诞生,和一般的卧式车床不一样的是倒立车通过主轴抓取工件,以一种革命性的方式颠覆了传统的自动化概念,特别适合高精度大批量生产的需要,一经推出便
受到以汽车零部件为代表的客户的青睐。经过30 年的不断发展,已由单纯的车床演变成可以具备车、钻、镗、铣、磨、滚齿和激光加工等众多工艺的复合机床。其优点是工件自动上下料,加工和节拍时间短,工件加工质量高,工序链短,工艺可靠,单件加工成本低。 德国奈尔斯—西蒙斯NILES-SIMMONS车铣复合加工中心 主要生产车铣复合加工中心、立卧式车削加工中心、车铣加工中心、立卧式铣削加工中心、汽车工业专机及生产线、不落轮车床、轮对故障自动诊断系统和全套的铁路车轴、车轮、轮对加工组装设备等。 车铣复合机床厂家——德国舒特schuette公司多主轴车铣加工中心 多主轴车铣加工中心的供应商。 车铣复合机床厂家——皮特卡纳基公司 皮特卡纳基公司成立于1922年,其产品有:立式车(铣)复合,龙门铣(加工中心),柔性制造系统等,广泛应用于能源(火/核/水/风电)、航空航天(发动机、火箭、涡轮机)、通用机械、矿山机械和轨道交通(高铁)等领域。 车铣复合机床厂家——西班牙BOST博士特公司机床介绍 致力于重型高精度机床的技术开发和制造和安装,包括立式车床、卧式车床、曲轴车铣复合等。 车铣复合机床厂家——意大利Famar双主轴倒立车生产线
模型参考自适应控制
10.自适应控制 严格地说,实际过程中的控制对象自身及能所处的环境都是十分复杂的,其参数会由于种种外部与内部的原因而发生变化。如,化学反应过程中的参数随环境温度和湿度的变化而变化(外部原因),化学反应速度随催化剂活性的衰减而变慢(内部原因),等等。如果实际控制对象客观存在着较强的不确定,那么,前面所述的一些基于确定性模型参数来设计控制系统的方法是不适用的。 所谓自适应控制是对于系统无法预知的变化,能自动地不断使系统保持所希望的状态。因此,一个自适应控制系统,应能在其运行过程中,通过不断地测取系统的输入、状态、输出或性能参数,逐渐地了解和掌握对象,然后根据所获得的过程信息,按一定的设计方法,作出控制决策去修正控制器的结构,参数或控制作用,以便在某种意义下,使控制效果达到最优或近似更优。目前比较成熟的自适应控制可分为两大类:模型参考自适应控制(Model Reference Adaptive Control)和自校正控制(Self-Turning)。 10.1模型参考自适应控制 10.1.1模型参考自适应控制原理 模型参考自适应控制系统的基本结构与图10.1所示: 10.1模型参考自适应控制系统 它由两个环路组成,由控制器和受控对象组成内环,这一部分称之为可调系统,由参考模型和自适应机构组成外环。实际上,该系统是在常规的反馈控制回路上再附加一个参考模型和控制器参数的自动调节回路而形成。
在该系统中,参考模型的输出或状态相当于给定一个动态性能指标,(通常,参考模型是一个响应比较好的模型),目标信号同时加在可调系统与参考模型上,通过比较受控对象与参考模型的输出或状态来得到两者之间的误差信息,按照一定的规律(自适应律)来修正控制器的参数(参数自适应)或产生一个辅助输入信号(信号综合自适应),从而使受控制对象的输出尽可能地跟随参考模型的输出。 在这个系统,当受控制对象由于外界或自身的原因系统的特性发生变化时,将导致受控对象输出与参考模型输出间误差的增大。于是,系统的自适应机构再次发生作用调整控制器的参数,使得受控对象的输出再一次趋近于参考模型的输出(即与理想的希望输出相一致)。这就是参考模型自适应控制的基本工作原理。 模型参考自适应控制设计的核心问题是怎样决定和综合自适应律,有两类方法,一类为参数最优化方法,即利用优化方法寻找一组控制器的最优参数,使与系统有关的某个评价目标,如:J=? t o e 2(t)dt ,达到最小。另一类方法是基于稳 定性理论的方法,其基本思想是保证控制器参数自适应调节过程是稳定的。如基于Lyapunov 稳定性理论的设计方法和基于Popov 超稳定理论的方法。 系统设计举例 以下通过一个设计举例说明参数最优化设计方法的具体应用。 例10.1设一受控系统的开环传递函数为W a (s)=) 1(+s s k ,其中K 可变,要求 用一参考模型自适应控制使系统得到较好的输出。 解:对于该系统,我们选其控制器为PID 控制器,而PID 控制器的参数由自适应机构来调节,参考模型选性能综合指标良好的一个二阶系统: W m (d)= 1 414.11 2 ++s s 自适应津决定的评价函数取 minJ =?t e 2 (t)dt ,e(t)为参考模型输出与对象输出的误差。 由于评价函数不能写成PID 参数的解析函数形式,因此选用单纯形法做为寻优方法。(参见有关优化设计参考文献)。 在上述分析及考虑下,可将系统表示具体结构表示如下图10.2所示。
vericut6中文教程-构建二轴车铣复合机床
Session 44 构建一个二轴运动的车铣中心 在这一课中演示怎样定义一个 VERICUT 二轴运动的车铣中心。通过这课演示定义有刀塔和多种刀具 加载的机床的应用。课文中集中在定义部件和模型来构建一个功能型的机床。极少的考虑部件显示的性质。 图 106.1 所示例子被定义的数控机床刀具。图中确定机床坐标(XcYcZc axes),运动坐标系和主要部件。使用 Fanuc 15T 车床控制系统。一个倾斜 45o的卧式车床;因此 X 轴有 45o的斜度。塔盘上有 12 个指针位 置。样板程序将使用三把刀具。构建好二轴车床以后并且配置一个合适的项目文件,VERICUT 将配置好以 后再通过数控程序仿真机床运动。 图 106.1 所示,XcYcZc 坐标系表示机床零点坐标系统。图示机床位置在 X460 Z520。 图 106.1 车铣中心 步骤: 1.建立一个公制的项目文件。 运行 VERICUT 应用程序。 223
选择File> New Project > Millimeter 菜单按钮。 2.在 Machine/Cut Stock 视图中显示坐标系。 在图形区,右击,从系统弹出的快捷菜单中选择View Type> Machine/Cut Stock 菜单命令。 在图形区,右击,从系统弹出的快捷菜单中选择Display Axes > Component 菜单命令。 重复操作显示 Model 坐标系。 重复操作显示 Driven Point Zero 坐标系。 在图形区,右击,选择View > H-ISO 菜单命令。 3.打开 Fanuc 15T 为车床配置系统控制文件。 Project,从系统弹出的右键快捷菜单中选择Expand All Children 在 Project tree(项目树)中,右击 菜单命令。 在 Project tree(项目树)中,右击Control,从系统弹出的右键快捷菜单中选择Open 菜单命令。 在 Shortcut 下拉列表框中选择 Library 选项。 在文件列表框中选择文件 fan15t_t.ctl。 单击 Open 按钮,图 106.2 所示。 图 106.2 配置控制系统 接下来步骤定义部件从"Base" to "Tool"。 在机床的刀具侧部件:Base > Z > X> Tool。 4.显示部件树。 ),系统弹出 Component Tree 窗口,如图 106.3在主菜单中,选择Configuration > Component Tree ( Or 所示。 224
关于车床、车削中心、车铣复合的说明
情况说明 尊敬的海关: 我司,现在贵关申报 “韩国斗山数控卧式车削中心”,两台,型号分别为PUMA280LM 及LYNX220LMA 的进口报关手续,下面就该设备的基本情况向贵关作如下解释: 该设备是一款数控卧式车削中心,不同于传统数控车床,传统数控车床只能完成车削加工,即采用砖塔式刀库(简称刀塔)只能安装若干把车刀,且车刀安装面垂直于主轴方向,只能沿工件端面进给,其通常只有工件旋转轴Z 轴以及车刀进给轴X 轴,如下图所示: 而车削中心则是在传统车床的基础之上增加了部分简单的铣削功能,即能够对工件的端面以及圆周面进行一些钻孔、铣槽的简单加工,这种铣削功能是通过在刀塔上增加动力装置,并且安装几把铣刀来完成,加工时,卡盘带动工件旋转,刀塔转到相应位置的车刀位置,即可实现车削加工,而工件通过分度装置转到特定位置并固定之后,刀塔转到铣刀位置,动力头带动铣刀旋转,即可对工件进行铣削加工,这种铣削只能加工工件的端面或者圆周面,如钻孔,铣端面槽等。相比于传统的车床,其在X 轴、Z 轴基础之上增加了绕Z 轴旋转的C 轴(即动力头旋转轴) 。
如下图所示: 车铣复合加工中心是在车削中心基础上发展起来的,相当于1台车削中心和1台加工中心的复合。可以在1台车铣复合中心上,经过一次装夹,完成全部车、铣、钻、镗、攻丝等加工,其工艺范围之广和能力之强,是世界范围内最先进的机械加工设备之一。其至少具有五个控制轴,即在传统加工中心的XYZ 三个平面轴的基础上,增加了BC 两个轴,它的铣削功能由自带的铣头来完成,车削则是通过装在刀塔上的车刀来完成,相比于车削中心,主要差别在于其铣头独立于刀塔,且既可以沿Z 轴旋转进给,也可以沿X 轴进给,既可以加工工件端面,也可以加工工件圆周面。 结 合我司此次进口的PUMA280LM 及LYNX220LMA 两个个型号
第10章.建立车铣复合机床后处理
? ?ˊ????????????????????????ˊ??ˊ ? ˉ ???????? ????????Ё???Ё? ????Ё?? ??????????????????????????????????????????П??????????????????????????????????????????????????? ??Ё???????????????? ????Ё??????????? ?????????????????????Ё ??????? ˉ ??? ????Ё??????????? ????????????????????????????Ё????????????????????????????????????????? ? ˉ ??Ё??????? ???????????????ˊ?????????????????ˊ??????? ????Ё??????????????????????ˊ?г?????ˊ??????ˊ?????????????????????ˊ?????????ˊ? ???????????ˊ???????ˊ????ˊ???????????ˊ???????????????????????????????ˊ?????ˊ?
????Ё?????Ё?????Ё???ˊ?-??ˊ?- ? ??????Ё???ˊ?????-??? ˉ ?? ? ? ? ˉ ??????Ё???ˊ ???? ? ????????????? !?????? " # ??)???? ˉ ?? ˉ ????????)?????????????????????
卧式车铣复合加工机床总体结构及铣削动力头设计简介
卧式车铣复合加工机床总体结构及铣削动力头设计 专业:机械设计制造及其自动化机电一体化学号:姓名:魏明 指导教师:刘洪芹讲师王宝明副教授 中文摘要 本次设计的题目是“卧式车铣复合加工机床总体结构及铣削动力头设计”,包括总体方案的比较与制定、铣削动力头部件设计、铣削动力头关键零部件设计、控制电路设计、相关机械部件的校核设计等。其中铣削动力头部件及其零部件的设计是核心内容,主要包括:变频调速电动机的选择、同步带的选择及设计、轴承的选择及计算、各零部件的工程图的绘制。 关键词:卧式车铣复合加工机床;铣削动力头;变频调速电机;轴承;同步带 Abstract The project topic is "The design of Horizontal lathe milling machine tool ’s over all stru- cture and Milling power head", including the comparison with the overall pr- ogram develop- ment, the design of Milling power head, the design of the important p -arts of Milling power head , control circuit design, mechanical components related to checking design. One the Milling power head and the design of key parts is the co-
车铣复合机床外文翻译
Numerical control technology and equiping development trend Equip the engineering level , level of determining the whole national economy of the modernized degree and modernized degree of industry, numerical control technology is it develop new developing new high-tech industry and most advanced industry to equip (such as information technology and his industry, biotechnology and his industry, aviation , spaceflight,etc. national defense industry industry) last technology and getting more basic most equipment.Marx has ever said " the differences of different economic times, do not lie in what is produced , and lie in how to produce, produce with some means of labor ". Manufacturing technology and equiping the most basic means of production that are that the mankind produced the activity, and numerical control technology is nowadays advanced manufacturing technology and equips the most central technology. Nowadays the manufacturing industry all around the world adopts numerical control technology extensively, in order to improve manufacturing capacity and level, improve the adaptive capacity and competitive power to the changeable market of the trends . In addition every industrially developed country in the world also classifies the technology and numerical control equipment of numerical control as the strategic materials of the country, not merely take the great measure to develop one's own numerical control technology and industry, and implement blockading and restrictive policy to our country in view of " high-grade, precision and advanced key technology of numerical control " and equiping.In a word, develop the advanced manufacturing technology taking numerical control technology as the core and already become every world developed country and accelerate economic development in a more cost-effective manner, important way to improve the overall national strength and national position. Numerical control technology is the technology controlled to mechanical movement and working course with digital information, integrated products of electromechanics that the numerical control equipment is the new technology
模型参考自适应控制—MIT法
一 原理及方法 模型参考自适应系统,是用理想模型代表过程期望的动态特征,可使被控系统的特征与理想模型相一致。一般模型参考自适应控制系统的结构如图1所示。 图1 一般的模型参考自适应控制系统 其工作原理为,当外界条件发生变化或出现干扰时,被控对象的特征也会产生相应的变化,通过检测出实际系统与理想模型之间的误差,由自适应机构对可调系统的参数进行调整,补偿外界环境或其他干扰对系统的影响,逐步使性能指标达到最小值。 基于这种结构的模型参考自适应控制有很多种方案,其中由麻省理工学院科研人员首先利用局部参数最优化方法设计出世界上第一个真正意义上的自适应控制律,简称为MIT 自适应控制,其结构如图2所示。 图2 MIT 控制结构图 系统中,理想模型Km 为常数,由期望动态特性所得,被控系统中的增益Kp 在外界环境发生变化或有其他干扰出现时可能会受到影响而产生变化,从而使其动态特征发生偏离。而Kp 的变化是不可测量的,但这种特性的变化会体现在广义误差e 上,为了消除或降低由于Kp 的变化造成的影响,在系统中增加一个可调增益Kc ,来补偿Kp 的变化,自适应机构的任务即是依据误差最小指标及时调整Kc ,使得Kc 与Kp 的乘积始终与理想的Km 一致,这里使用的优化方法为最优梯度法,自适应律为: ??+=t m d y e B Kc t Kc 0)0()(τ Yp Ym e +__ + R 参考模型 调节器被控对象 适应机构 可调系统 ———kmq(s) p(s) Kc Kp q(s)-----p(s)适应律 R ym yp e +-
MIT 方法的优点在于理论简单,实施方便,动态过程总偏差小,偏差消除的速率快,而且用模拟元件就可以实现;缺点是不能保证过程的稳定性,换言之,被控对象可能会发散。 二 对象及参考模型 该实验中我们使用的对象为: 1 22) ()()(2 ++= =s s s p s q K s G p p 参考模型为: 1 21) ()()(2 ++= =s s s p s q K s G m m 用局部参数最优化方法设计一个模型参考自适应系统,设可调增益的初值Kc(0)=0.2,给定值r(t)为单位阶跃信号,即r(t)=A ×1(t)。A 取1。 三 自适应过程 将对象及参考模型离散化,采样时间取0.1s ,进而可得对象及参考模型的差分方程分别为: )2(0044.0)1(0047.0)2(8187.0)1(8079.1)(-+-+---=k r k r k y k y k y m )2(0088.0)1(0094.0)2(8187.0)1(8097.1)(-+-+---=k u k u k y k y k y p p p 其中u 为经过可调增益控制器后的信号。编程进行仿真,经大量实验发现,取修正常数B 为0.3,可得较好的动态过度过程,如下图3所示:
模型参考自适应控制
第九章 模型参考自适应控制(Model Reference Adaptive Control )简称MRAC 介绍另一类比较成功的自适应控制系统,已有较完整的设计理论和丰富的应用成果(驾驶仪、航天、电传动、核反应堆等等)。 §9 —1MRAC 的基本概念 系统包含一个参考模型,模型动态表征了对系统动态性能的理想要求,MRAC 力求使被控系统的动态响应与模型的响应相一致。与STR 不同之处是MRAC 没有明显的辨识部分,而是通过与参考模型的比较,察觉被控对象特性的变化,具有跟踪迅速的突出优点。 设参考模型的方程为 式(9-1-1) 式(9-1-2) 被控系统的方程为 式(9-1-3) 式(9-1-4) 两者动态响应的比较结果称为广义误差,定义输出广义误差为 e = y m – y s 式(9-1-5); X A X Br y CX m m m m m ? =+= X A B r y CX S S S S S ? =+=
状态广义误差为 ε = X m – X s 式(9-1-6)。 自适应控制的目标是使得某个与广义误差有关的自适应控制性能指标J 达到最小。J 可有不同的定义,例如单输出系统的 式 (9-1-7) 或多输出系统的 式(9-1-8) MRAC 的设计方法目的是得出自适应控制率,即沟通广义误差与被控系统可调参数间关系的算式。有两类设计方法:一类是“局部参数最优化设计方法”,目标是使得性能指标J 达到最优化;另一类是使得自适应控制系统能够确保稳定工作,称之为“稳定性理论的设计方法。 §9 —2 局部参数最优化的设计方法 一、利用梯度法的局部参数最优化的设计方法 这里要用到非线性规划最优化算法中的一种最简单的方法—— J e d t = ?20 ()ττ J e e d T t = ?()()τττ
车铣复合机床价格_车铣中心多少钱_车铣复合中心价格
车铣复合机床价格_车铣中心多少钱_车铣复合中心价格 本文档由深圳机械展SIMM整理,介绍车铣复合机床价位。 车铣复合机床国产一般价位是多少?车铣复合机床价格_车铣中心多少钱_车铣复合中心价格 便宜的有几万的,好些的就要十几万甚至二十多万。具体车铣中心价格要看各个车铣复合机床品牌,以及车铣复合中心配置。 欧美车铣复合机床品牌 吉特曼(Gildemeister) 辛辛那提(Cincinnati) 菲迪亚(Fidia) 哈挺机床(Hardinge) 米克朗(Micron) 吉丁斯(Giddings) 法道机床(Fadal) 哈莫尔(Hermle) 皮特勒(Pittler) 格里森(Gleason) 蒂森集团(Thyssen) 曼德里(Mandelli) 萨趣曼(Sachman) 桥堡机床(Bridgeport) 赫勒海尔(Hueller-Hille) 斯达拉特(Starrag) 海科特(Heckert) 埃马克(Emag) 米超力(Milltronics) 哈斯机床(Hass) 斯鹊吉堡(Strojimport) 斯宾纳(Spinner) 帕拍斯(Parpas) 日本韩国车铣复合机床厂家 日本牧野(Makino) 马扎克(Mazak) 澳科玛(OKUMA) 新泻铁工(NIGATA) 新日本工机(SNK) 光阳机械工业(KOYO) 现代起亚(Hyundai) 大宇机床(Deawoo) 森精机(MORI SEIKI) 迈科群(Mectron) 台港车铣复合中心机床品牌 协鸿工业(Hardford) 杨铁机床(Yang Icon) 丽伟机床(Leadwell) 台中精机缔克曼(Dick Lyons) 友嘉机床(Feeler) 成合铁工(Chen Ho) 绮发机床(Chi Fa) 台湾鸿馨精机(Hunghsin) 乔福机床(Johnford) 高锋工业(Kaofong) 东台精机(Tong-Tai) 欧马科技(OUMA) 永进机床(Yeongchin) 亚威机电(AWEA) 高明精机(Kaoming) 佳铁机械香港力丰(Leeport) 香港宝力机械(Protechnic) 国内车铣复合机床厂家 桂林机床云南机床北京第二机床厂北京第三机床厂天津第一机床厂沈阳第一机床厂济南第一机床厂青海第一机床厂常州机床总厂纵横国际(原南通机床) 大河机床厂宝鸡机床厂桂林第二机床厂万佳机床工具有限公司天津德联机床服务有限公司 内容来源网络,由深圳机械展收集整理! 更多相关内容,就在深圳机械展!
车铣复合加工机床
车铣复合加工机床 车铣复合加上中心是以车为主,铣、镗、钻和攻丝等为辅的五轴联动机床,至少有3个线性伺服轴和2个回转伺服轴,即X/Y/Z轴和B/C轴。车铣复合加中心可在工件一次装夹中完成全部或者大部分工序。 1国内外差距 国外的车铣复合加上中心已经发展到比较成熟的阶段,很多新技术(如直线电动机、力矩电动机、内置式电动机和内置电动机的动力刀塔等技术)已经成功应用到车铣复合加工中心上,而且多数实现了模块化设计,能够根据市场需要及时“组装”出相应的机床。国内的车铣复合加工中心起步较晚,对一些关键技术(如力矩电动机驱动的B轴、内置式电动机的车削主轴、内置式电动机的刀具动力主轴、大扭矩的机械式刀具动力主轴和单伺服动力塔等技术)虽然已经开始有所应用,但是至今没有取得突破性进展。与国外的车铣复合加工中心相比,国内的水平差距还很大,主要表现在以下几个方面: (1) 机床性能指标偏低机床各轴加速度、快程速度、主轴功率、扭矩、定位精度、重复定位精度等参数普通较国外厂家低,国内车铣复合加工中心的整体水平与国外的同类产品还不在一个档次上,尤其是二WFL,DMG、Mazak 和Mori Seiki等厂家相比。 (2) 可靠性有待提高国产车铣复合加工中心故障率较高,是用户反映最强烈的问题之一。尤其是前期故障占很大部分,一般用户使用半年以后才能正常运行,影响了用户初期投资的回收速度。 (3) 产品系列需要完善在机床规格上,国内的新产品开发、缩短交货期、降低制造成本、满足用个性化需求和扩大市场份额,也一定会有帮助。因此,我国机床行业也应该尽快重视并推行机床的模块化设问题。 车铣复合加工中心基本上都是单一的产品规格,缺少完整的产品型谱,不能满足市场的需要。只有沈阳机床的HTM系列(原SSCKZ系列)有较全的产品规格,可以满足用户不同规格的需求。在车铣复合加工中上,国外的知名机床厂家均巳形成有自己特点的一系列产品,比如Mori Seiki的NT系列、DMG的GM×Linear系列、Mazak的Integrex 系列和WFL的M系列等。 (4)软件功能不足在软件功能上,国外知名厂家的车铣复合加工中心具备在线检测功能、刀具在线实时监控及适应控制功能、刀具寿命管理,自动对刀功能、温度补偿功能和强大的CAD/CAM自动编程功能等。而国产的车铣复合加工中心的软件功能很有限,般仅具有刀具在线检测功能、自动对刀功能和CAD/CAM自动编程功能。 (5) 外观设计、制造水平有待改进国外的车铣复合加工中心的外观设计同时兼顾功能、结构、工艺的合理性和经济性,实现产品内在质量和外在质量的统一,而国内的车铣复合加工中心在此方面则存在明显不足。 2 Y轴实现形式○1传统插补Y轴○2传统垂直Y轴 ○3“箱中箱”式垂直Y轴此类机床为平床身和“箱中箱”式结构,八角滑枕前、后移动实现Y轴功能,X/Y/Z 三轴正交(如图3所示)。该类结构机床是Mori Seiki在2005年开发的新款车铣复合加工中心其上应用了很多新技术并取得了专利。如DCG(重心驱动)、DDM(直接驱动式马达的力矩电动机)、ORC(八角型滑枕)和BMT(内置电动机的刀塔)等技术。该结构机床的Y轴行程可以比较长,比如Mori Seiki的NT4300,其Y轴行程可达420 mm,此上述曲种结构的同等规格机床的Y轴行程大1/3'1/2左右,铣剖能力加强。Mori Seiki正是看中了此优点,而放弃了其原有的MT系列车铣复合加工中心(属于传统插 补Y轴),全部转向“箱中箱”式垂直Y轴结构的车铣复合加工中心。此类结构的代表 是Mori Seiki的NT系列和大连光洋的KDW 4200FH机床。 ○4动立柱式垂直Y轴该结构机床采用平床身(或梯形床身),通过立柱移动带动 刀具动力主轴等部件移动,刀具主轴上、下移动实现Y轴功能,X/Y/Z三轴正交,可 实现大直径加工。
MAZAK车铣复合操作说明
(二楼)MAZAK车铣复合机床操作 1.回零: 伺服电源开→HOME回零灯亮→RESET→看机床位置,如果轴处与正向最远处 按轴X+→单轴按MF1→C轴(连接) C轴连接:→位置(软键)→C轴连接+MF1 再完后再次按(C轴连接+MF1) 2.手动 手动(轴选择)→选X /Z /C轴→手脉摇动→选倍率→选C轴时(C轴连接) 3.编辑程序:(输入程序,读取程序,程序锁必须打开) 程序→工号→写程序号→INPUT→选G代码(白色界面)或MAZAK指令(黑色 界面)→程序输入→程序完成 4.模拟 G代码模拟:程序打开→刀尖路径检查→检查继续 MAZAK模拟: 打开程序→刀尖路径检查→稳固的模式(为实体模型)轮廓→检查步骤→检查 继续 5. 刀具设置等 (1)设刀: 刀具资料→移至刀位(空)→编写刀具→切换到(形状)→选形状→配件→外 周(内部) (2)删除刀具: 刀具资料→光标移到删除刀具上→编写刀具号→清除→回车 (3)换刀:MDI→写刀具号。T××OO→循环启动 (4)对刀:主菜单→□>→输入位置→【记忆】→输入测量后的工件尺寸→INPUT 6. 选择程序段加工(选择精加工程序方法): 进入程序编制界面—>□>两下—>【EIA】—>将光标移精加工开始段—>【起动 2(无形式)】—>主菜单界面(用单段方法检验)一下 7.动力刀架使用(刀架铣刀部位旋转方法): 首先气源开→(C轴连接+MF1)→按正转→看主轴微转(此时可移动轴)→手动将 转速提高→铣刀旋转 8.刀位选择: 刀位刀具名称刀位刀具名称刀位刀具名称 1 外圆正刀 2 外圆切槽刀 3 外圆反刀 4 镗孔刀 5 外圆反刀 6 镗孔刀 7 外圆周铣刀8 9 端面铣刀 10 外圆反刀11 端面铣刀12
基于RBFNN的直接模型参考自适应控制
自动化专业综合设计报告 设计题目: 基于RBFNN的直接模型参考自适应控制所在实验室:matlab仿真实验室 指导教师:杜 学生姓名 班级文自112-2 学号201190 成绩评定:
仿真截图
三角输入 clear all; close all; u_1=0; y_1=0; ym_1=0; x=[0,0,0]'; c=[-3 -2 -1 1 2 3; -3 -2 -1 1 2 3; -3 -2 -1 1 2 3]; b=2*ones(6,1); w=[ 0.8283 0.3887 -0.8872 -0.3668 0.8233 0.8274]; xite=0.45; alfa=0.05; h=[0,0,0,0,0,0]'; c_1=c;c_2=c; b_1=b;b_2=b; w_1=w;w_2=w; ts=0.001; for k=1:1:4000 time(k)=k*ts; r(k)=0.2*sawtooth(2*pi*k*ts,0.5); ym(k)=0.6*ym_1+r(k); y(k)=(-0.1*y_1+u_1)/(1+y_1^2); %Nonlinear plant for j=1:1:6 h(j)=exp(-norm(x-c(:,j))^2/(2*b(j)*b(j))); end u(k)=w'*h; ec(k)=ym(k)-y(k); dyu(k)=sign((y(k)-y_1)/(u(k)-u_1)); d_w=0*w; for j=1:1:6 d_w(j)=xite*ec(k)*h(j)*dyu(k); end w=w_1+d_w+alfa*(w_1-w_2); d_b=0*b; for j=1:1:6 d_b(j)=xite*ec(k)*w(j)*h(j)*(b(j)^-3)*norm(x-c(:,j))^2*dyu(k); end
车铣复合机床设计
车铣复合机床设计 摘要 摘要 复合机床己成为机床产品发展趋势之一,作为机床中占有相当比重的车床与铣床如果 能够结合起来,无疑将大大提高机床的加工范围和工作效率,提高加工精度等等。自上个世纪车铣复合加工机床诞生以来,这类机床得到了飞速的发展并得到了广泛的应用。 本文设计了一种通用型数控五轴联动车铣复合加工机床,并完成了对XYZ进给系统的PRO-E三维建模。 机床车削主轴采用主轴电机直联联轴器的方式,通过一级变速驱动主轴。铣削主轴采用电主轴直接驱动使其具有较强的铣削加工能力和很好的可控制性。它的铣削部分可实现X、Y、Z三个方向直线进给以及A、C两个摆 -A63刀柄自动装夹系统,从而既可角转动的联动,同时铣削电主轴采用HSK 以装夹车刀进行车削,也可以装夹铣刀进行铣削。X,Y进给系统采用直线电机进给,Z轴进给采用滚珠丝杠。A、C双摆铣头采用内装力矩电机驱动。 关键词数控;车铣复合机床;五轴联动 Abstract Abstract Multiple machine tools have been becoming a tendency. As the two important kinds of
Machine tool,if the turning machine and the milling machine can be joined, it must be helpful for a machine tool to broaden the range of work., raise the availability , improve the working accuracy, and so on. This paper designed a universal NC Five-axis turn-mill machine tools, And completed the machine PRO-E 3D modeling. Turning Spindle of the machine tool use a spindle motor to drive the belt directly. Because the turning spindle is also a C-axis with precision, it can provide an accurate angle for milling. The milling principal axis is an electricity principal axis,so it has stronger milling process capability and good controllability. Its milling system can carry out X, Y and Z three directions of allied move, the milling principal axis can also carry out to move with uniting of milling principal axis at the same time. thus the machine has more complicated process capability out of the simple turning and milling . The carry system adopts servo dynamo to directly drive silk Gang. In this way it wipe - out the change of the drive compares’ impact to the accuracy. Keywords NC; turn-mill machine; Five-axis 目录 目录 摘要 (1) Abstract.....................................................................1 第一章绪论. (1) 1.1车铣复合加工机床的发展 (1) 1.2车铣复合加工机床特点及其发展 (3)
自适应作业2--模型参考自适应系统的设计
自适应控制 作业二:模型参考自适应系统(MRAS) 姓名: 学号: Tasks a) Under what circumstances does the model have the property of perfect following? 原系统: y ay bu ? =-+ 参考模型: y a y b u m m m m c ? =-+ 控制信号为:12 u y c θθ-u= 我们总是希望原系统的输出y 能跟参考模型的输出y m 一致,即希望y 与y m 有如下关系式: y y m y y m ?? =???= ?? 那么,将12 u y c θθ-u=代入到y ay bu ? =-+中,再让y y m ? ? =可得: () )1221 y ay bu ay b u y a b y b u c c θθθθ? =-+=-+-=-++( a y b u y m m m c ? =-+= 若要上式成立,只需要令 /11()/2 2b b b b m m a b a a a b m m θθθθ==??????? +==-???? 所以当选择/1()/2 b b m a a b m θθ=???=-??时,参考模型和原系统的输入输出关系是完全一样的。 b) Design an adaption law using MIT rule so that the error between plant output and model output goes to zero. Draw a block diagram of such MRAS design scheme. Tracking error : e y y m =- Choose cost function : 2 1()()2J e θθ= Update rule : d J e e dt θδδγγδθδθ =-=- 对于此系统:)21 y a y b u m m m m c y a b y b u c θθ? ??=-+???=-++?( 可见θ仅与y 有关,与y m 无关。