冲压_PFMEA中英文
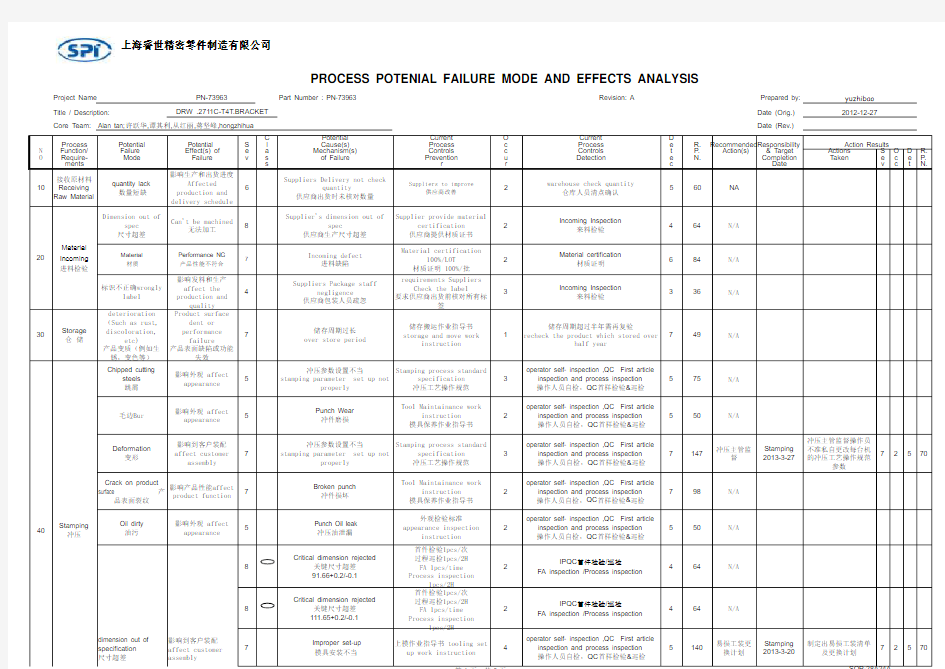

PROCESS POTENIAL FAILURE MODE AND EFFECTS ANALYSIS
Project Name PN-73963
Part Number : PN-73963
Revision: A
Prepared by:yuzhibao Title / Description:
Date (Orig.)2012-12-27
Core Team:Alan tan;许跃华,谭其利,从红丽,蒋坚峰,hongzhihua Date (Rev.)
C Potential Current O Current
D Process Potential Potential S l Cause(s)Process c Process e R.RecommendedResponsibility Action Results N Function/Failure Effect(s) of e a Mechanism(s)Controls c Controls t P. Action(s)& Target
Actions S O D R.O
Require-Mode
Failure v
s of Failure
Prevention
u Detection
e N.
Completion Taken e c
e P.ments s
r
r c Date
v c
t N.
10
接收原材料Receiving Raw Material
quantity lack 数量短缺影响生产和出货进度
Affected production and delivery schedule 6
Suppliers Delivery not check
quantity
供应商出货时未核对数量Suppliers to improve
供应商改善
2
warehouse check quantity
仓库人员清点确认
5
60
NA
Dimension out of
spec 尺寸超差
Can't be machined
无法加工
8
Supplier's dimension out of
spec
供应商生产尺寸超差
Supplier provide material
certification 供应商提供材质证书2
Incoming Inspection
来料检验464N/A
Material 材质Performance NG 产品性能不符合
7Incoming defect
进料缺陷Material certification
100%/LOT
材质证明 100%/批2Material certification
材质证明684N/A
标识不正确wrongly
label 影响发料和生产affect the production and
quality
4Suppliers Package staff
negligence 供应商包装人员疏忽
requirements Suppliers
Check the label
要求供应商出货前核对所有标
签3Incoming Inspection
来料检验
336N/A
30
Storage 仓 储
deterioration (Such as rust,discoloration,
etc)
产品变质(例如生锈,变色等)Product surface
dent or performance failure
产品表面缺陷或功能
失效7
储存周期过长over store period
储存搬运作业指导书storage and move work
instruction
1
储存周期超过半年需再复验
recheck the product which stored over
half year
749N/A
Chipped cutting
steels 跳屑
影响外观 affect appearance
5
冲压参数设置不当stamping parameter set up not properly Stamping process standard
specification
冲压工艺操作规范
3
operator self- inspection ,QC First article
inspection and process inspection 操作人员自检,QC 首样检验&巡检575N/A
毛边Bur
影响外观 affect appearance 5Punch Wear 冲件磨损
Tool Maintainance work
instruction 模具保养作业指导书
2operator self- inspection ,QC First article
inspection and process inspection 操作人员自检,QC 首样检验&巡检550N/A
Deformation
变形
影响到客户装配affect customer
assembly
7
冲压参数设置不当stamping parameter set up not properly Stamping process standard
specification
冲压工艺操作规范
3operator self- inspection ,QC First article
inspection and process inspection 操作人员自检,QC 首样检验&巡检7147
冲压主管监
督Stamping 2013-3-27
冲压主管监督操作员不准私自更改每台机的冲压工艺操作规范
参数
72570
Crack on product
surface 产
品表面裂纹
影响产品性能affect
product function
7Broken punch 冲件损坏
Tool Maintainance work
instruction 模具保养作业指导书2operator self- inspection ,QC First article
inspection and process inspection 操作人员自检,QC 首样检验&巡检798N/A
Oil dirty 油污
影响外观 affect appearance
5
Punch Oil leak 冲压油泄漏
外观检验标准
appearance inspection
instruction 2operator self- inspection ,QC First article
inspection and process inspection 操作人员自检,QC 首样检验&巡检
550N/A
8
Critical dimension rejected
关键尺寸超差91.66+0.2/-0.1首件检验1pcs/次过程巡检1pcs/2H FA 1pcs/time Process inspection
1pcs/2H 2
IPQC 首件检验/巡检
FA inspection /Process inspection
464N/A
8Critical dimension rejected
关键尺寸超差111.65+0.2/-0.1
首件检验1pcs/次过程巡检1pcs/2H FA 1pcs/time Process inspection
1pcs/2H 2
IPQC 首件检验/巡检
FA inspection /Process inspection 464N/A
7
Improper set-up 模具安装不当
上模作业指导书 tooling set
up work instruction
4operator self- inspection ,QC First article
inspection and process inspection 操作人员自检,QC 首样检验&巡检
5140
易损工装更换计划Stamping 2013-3-20制定出易损工装清单
及更换计划
72570
DRW .2711C-T4T.BRACKET
20
40
影响到客户装配affect customer assembly
Material Incoming 进料检验
Stamping 冲压
dimension out of specification 尺寸超差上海睿世精密零件制造有限公司
C Potential Current O Current
D Process Potential Potential
S
l Cause(s)Process c Process e R.RecommendedResponsibility Action Results N Function/Failure Effect(s) of e a Mechanism(s)Controls c Controls t P. Action(s)& Target
Actions S O D R.O
Require-Mode Failure v
s of Failure Prevention
u Detection
e N.
Completion Taken e c
e P.ments
s
r
r c Date v c t N.affect customer assembly
out of specification 尺寸超差