SMT阶试产报告

项目12345678910
A面(TOP)B面(TOP)
速度Temp.1Temp.2Temp.3Temp.4Temp.5Temp.6Temp.7A面(TOP)
新机种试产报告--SMT阶段
一、专案资讯
产品名称组件名称客户名BOM表版本工单号生产定单钢版编号试产日期试产线别钢版厚度试产时间
试产数量
锡膏型号
PCB拼板方式
PCB类别 OSP( )化金( )喷锡( )
所有栏位不可留白、不适用项目需填写NA
二、专案Check List
DFM(制造可行性)PCB Layout Check
检查名称
结论详细资讯(料号、位置、参数设定)
贴片BOM名称是否核对OK(Y/N)是否有手放贴片件 (Y/N)是否有需单独点胶的零件 (Y/N)是否有需后焊的零件(非补焊)(Y/N)钢版版本是否正确(Y/N)锡膏印刷良好 (Y/N)需要辅助治具 (Y/N)贴片程序上是否ok(Y/N)BOM表与SMT编程核对无误 (Y/N)排板方式是否合适用(Y/N)
所有栏位不可留白,无关、不适用项目需填写NA
三、锡膏印刷制程
板面别前刮刀
后刮刀印刷速度
刮刀压力
清洗频率
清洗频率
A面(TOP)印刷速度
刮刀压力
其它
B面(BOT)所有栏位不可留白,无关、不适用项目需填写NA 锡膏厚度量测记录
板面别取样1取样2取样3取样4取样5取样6
所有栏位不可留白,无关、不适用项目需填写NA
四、热风回流焊接制程
温区设定:
板面别
A面(TOP)B面(BOT)
所有栏位不可留白,无关、不适用项目需填写NA 速度单位(M/Sec)、(CM/Sec), 温度单位(℃)☆ 本表单需要SMT工程填写生效,NPI组存档.
制程良品率与制程不良点分析 Temp.8
良品率=PPM=空焊
假焊
冷焊
缺件
短路
翻身
反向
锡珠
偏移
损件少锡
良品率=PPM=
试产总数=
不合格数量=不良品率=
不良点数合计数量=BOM表零件总点数=产品问题点
建议改善对策
制程困难点描述
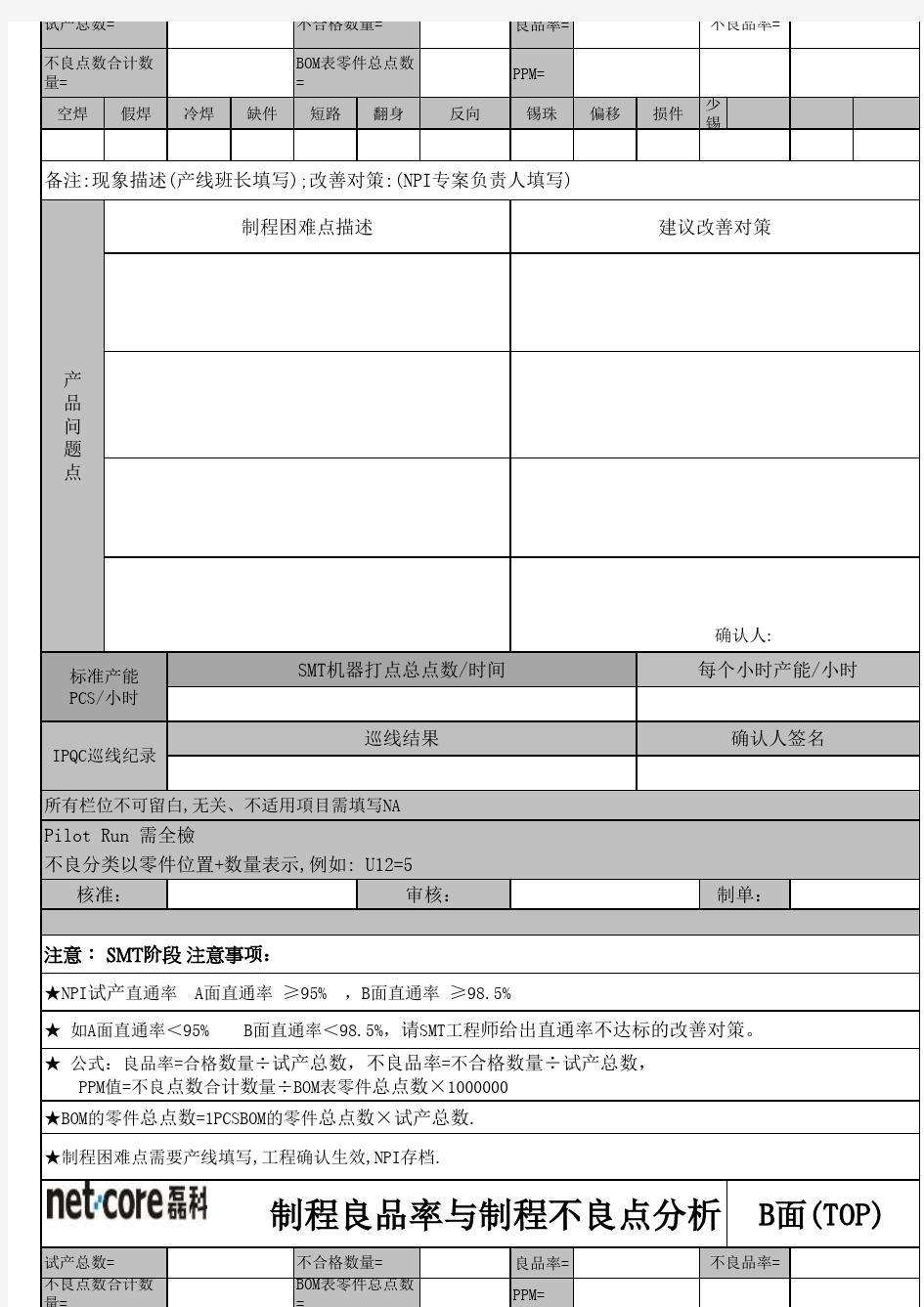
备注:现象描述(产线班长填写);改善对策:(NPI专案负责人填写)
制单:
标准产能PCS/小时SMT机器打点总点数/时间每个小时产能/小时
IPQC巡线纪录
巡线结果确认人签名
试产总数=
不合格数量=不良品率=
不良点数合计数量=
BOM表零件总点数=
注意: SMT 阶段 注意事项:
★NPI 试产直通率 A面直通率 ≥95% ,B面直通率 ≥98.5%
★ 如A面直通率<95% B面直通率<98.5%,请SMT工程师给出直通率不达标的改善对策。★ 公式:良品率=合格数量÷试产总数,不良品率=不合格数量÷试产总数, PPM值=不良点数合计数量÷BOM表零件总点数×1000000★BOM的零件总点数=1PCSBOM的零件总点数×试产总数.★制程困难点需要产线填写,工程确认生效,NPI存档.
制程良品率与制程不良点分析
B面(TOP)
所有栏位不可留白,无关、不适用項目需填写NA
Pilot Run 需全檢
不良分类以零件位置+数量表示,例如: U12=5
核准:
审核:确认人:
空焊假焊冷焊缺件短路翻身反向锡珠偏移损件少锡
标准产能PCS/小时
SMT机器打点总点数/时间每个小时产能/小时
产品问题点
建议改善对策
制程困难点描述
IPQC巡线纪录
巡线结果确认人签名
★制程困难点需要生产填写, SMT工程师确认生效,NPI存档.
注意: SMT 阶段 注意事项:
★NPI 试产直通率 A面直通率 ≥95% ,B面直通率 ≥98.5%
★ 如A面直通率<95% B面直通率<98.5%,请SMT工程师给出直通率不达标的改善对策。★ 公式:良品率=合格数量÷试产总数,不良品率=不合格数量÷试产总数, PPM值=不良点数合计数量÷BOM表零件总点数×1000000★BOM的零件总点数=1PCSBOM的零件总点数×试产总数所有栏位不可留白,无关、不适用項目需填写NA
Pilot Run 需全檢
不良分类以零件位置+数量表示,例如: U12=5
核准:
审核:
制单:
备注:现象描述(产线班长填写);改善对策:(NPI专案负责人填写)
确认人;