冲压件SOP格式-冲压
每小时***PCS
* 自主检查及注意事项
1.注意产品尺寸每30分钟送检一次
* 作业步骤
1.從物料架中取出原料﹐檢視有無變形﹑刮傷等 不良﹐良品放入模具中准確定位;
2.沖床操作依<<沖床作業指導書>>執行作業; 6.冲压使用小胶筐每2000PCS 一周转
3.作業員檢驗產品外管依品管檢驗標准執行﹐檢查 項目﹕
A.划痕或模痕
B.凹痕或壓痕
C.變形或無毛刺
制定日修订日
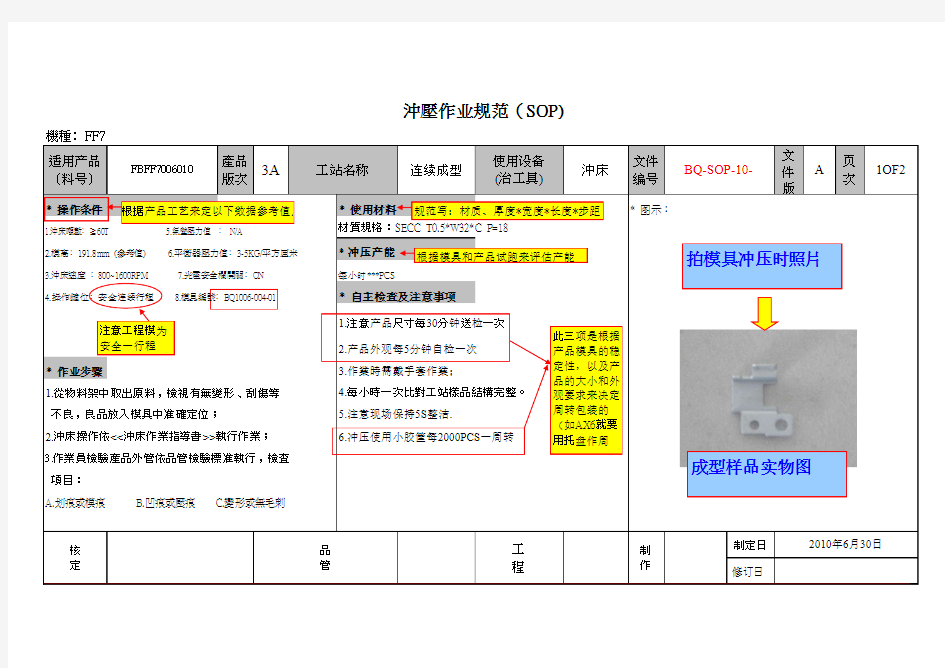
* 图示:
1OF2
文件编号
BQ-SOP-10-
页次
2010年6月30日
制作
* 使用材料
连续成型
使用设备(治工具)
沖壓作业规范(SOP)
A
文件版
沖床
3A
适用产品(料号)
產品版次
FBFF7006010
工站名称
3.沖床速度 ﹕800~1600RPM 7.光電安全欄開關﹕ON
4.操作鍵位﹕安全连续行程 8.模具編號﹕BQ1006-004-01
* 冲压产能
5.注意现场保持5S 整洁.
* 操作条件
2.产品外观每5分钟自检一次4.每小時一次比對工站樣品結構完整。1.沖床噸數﹕≧60T 5.氣墊壓力值 ﹕ N/A
2.模高﹕191.8mm (參考值) 6.平衡器壓力值﹕3-5KG/平方厘米材質規格:SECC T0.5*W32*C P=18核定工程
品管
3.作業時需戴手套作業;
拍模具冲压时照片
成型样品实物图
注意工程模为安全一行程
根据产品工艺来定以下数据参考值.
规范写:材质、厚度*宽度*长度*步距
根据模具和产品试跑来评估产能
此三项是根据产品模具的稳定性,以及产品的大小和外观要求来决定周转包装的(如AX6就要用托盘作周
1.機型:KWT-S-3-4036R 品名
料 號
規格
用量
清洗籃390L*330W*200H 1
3.溫控:超声波清洗槽(70-75C 。)、蒸汽浴清洗槽(75-80C 。)、L 蒸汽安全温控(15-25C 。)
* 作业步骤
1.将产品轻轻倒入清洗篮中,倒入数量一般为300-400PCS,
擺放時不得讓產品擠壓,避免變形;
4.在放產品時,需輕拿輕放;3.清洗過程按照清洗的工藝流程進行;
4.出料時,將清洗籃取出,按照POP 進行包裝作業。
制定日修订日
工程
制作
核
定品管
2010年6月30日
* 自主检查及注意事项4.清洗机三槽水位必须高出加热管100-150mm
2.两手提起裝好產品的清洗籃慢慢地放入一槽清洗,在放入2
分钟不停地晃动,待3分钟后提起放入二槽重复一槽中的动
作;
1.作業時需戴手套作業。
2.注意檢查來料不良并加以去除;
3.出料時檢查產品有無清洗干淨、變形;
2.加温時間:30-40分
A
页次
2OF2
* 操作条件
* 使用材料 NA
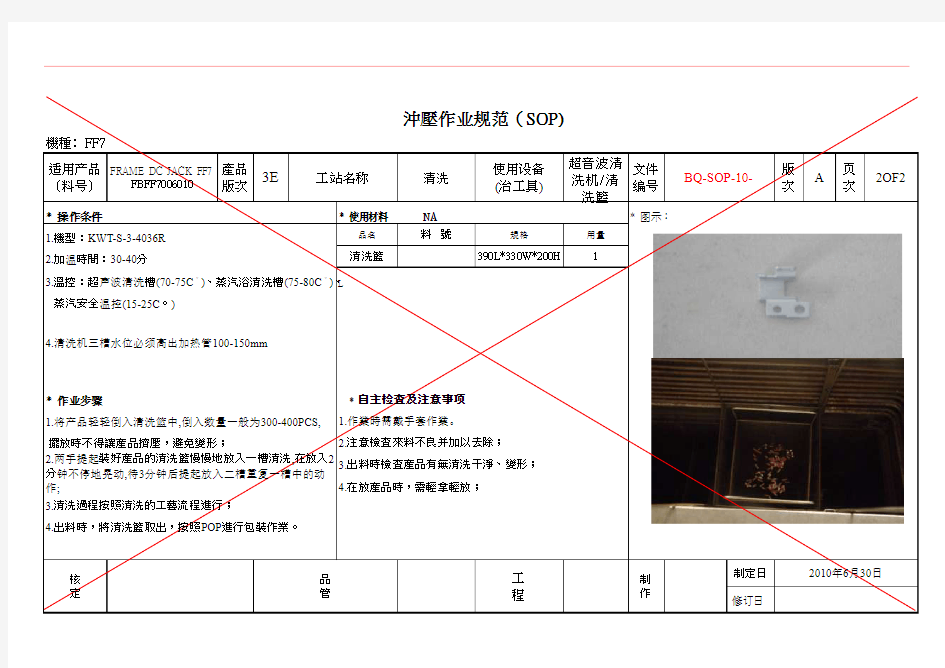
* 图示:
超音波清洗机/清洗籃
文件编号BQ-SOP-10-
版次
适用产品(料号)FRAME DC JACK FF7FBFF7006010產品
版次
3E
工站名称清洗
使用设备
(治工具)