涂装表面缺陷原因分析
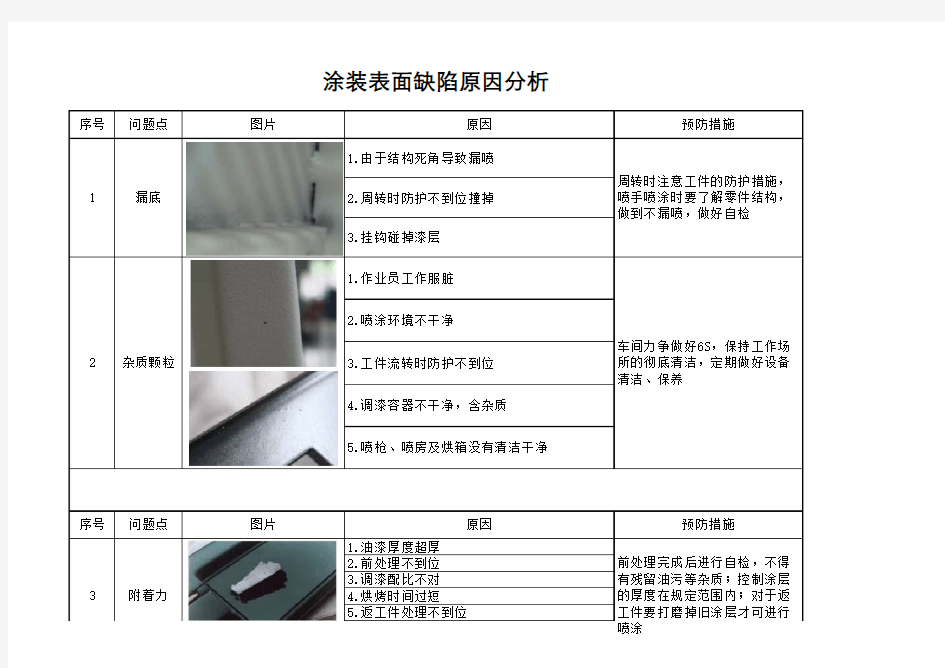

序号
问题点
图片
原因
预防措施
1.由于结构死角导致漏喷
2.周转时防护不到位撞掉
3.挂钩碰掉漆层1.作业员工作服脏2.喷涂环境不干净
3.工件流转时防护不到位
4.调漆容器不干净,含杂质
5.喷枪、喷房及烘箱没有清洁干净
序号问题点图片原因
预防措施
1.油漆厚度超厚
2.前处理不到位
3.调漆配比不对
4.烘烤时间过短
5.返工件处理不到位
涂装表面缺陷原因分析
2
附着力
前处理完成后进行自检,不得有残留油污等杂质;控制涂层的厚度在规定范围内;对于返工件要打磨掉旧涂层才可进行杂质颗粒
漏底
周转时注意工件的防护措施,喷手喷涂时要了解零件结构,做到不漏喷,做好自检
车间力争做好6S,保持工作场所的彻底清洁,定期做好设备清洁、保养
31
6.喷涂前表面被污染
7.阴雨天湿度大,有水分
1.清除屏蔽胶带时刀片刮伤表面
2.工作台面不清洁
3.打磨过度,造成表面损伤
4.周转过程中防护不到位,碰伤
5.工件摆放不合理,造成碰伤
6.工件清洗时装框不合理造成刮伤
序号问题点图片
原因预防措施
1.压缩空气有水
2.工件喷涂前污染
3.烘箱顶部漏雨水(喷塑件)1.周转引起的碰撞2.材料本身缺陷3.铸铝件表面砂眼
4.过度打磨(金属、油漆)
5.摆放不当受压造成
6.包装不合理
序号问题点图片原因
预防措施
1.涂料粘度过高或一次喷涂过厚导致内部的溶剂无法挥发
碰伤、划伤
凹坑
6鱼眼4
5喷涂
检查气管,油水分离器完好;加强对工件的防护措施
周转时做好防护措施、清洁工作台面、按照合理的装框方式进行装框、工件不得叠放超过1.2m,之间用EPE膜隔开
周转时做好防护措施,打磨时打磨机要做直线运动,不可停留一处长时间打磨
开盖使用的涂料后应加以密封;检查气管,油水分离器完好;多次喷涂时,涂层之间的干燥时间要充分;涂料的粘度调整至适当的范围;高温干燥
2.前一道涂层干燥不彻底,下一道涂层又干燥过快
3.涂料混入水或者油
1.空气压缩器的压力过大或里面含有水分
2.涂料粘度过高或一次性喷涂过多
3.烘房的内外温差过大或烘房温度太高
4.底涂未充分干燥就连续喷涂
5.稀释剂挥发速度太快
8起泡针孔
7封;检查气管,油水分离器完好;多次喷涂时,涂层之间的干燥时间要充分;涂料的粘度调整至适当的范围;高温干燥前,务必让涂料内的溶剂有充分挥发的时间
调整涂料粘度至适当,喷涂时不可一次喷涂过厚;选用与季节相配套的稀释剂;多次喷涂时,加强底层的干燥时间;过滤空气压缩器,空气压缩机要定时放水