冲压件SOP格式-包装
* 作业步骤
* 使用材料一.作业员取-10#纸箱并放入1PCS 隔板;
名稱
料號尺寸(MM)二.将清洗好的产品放入天地盒内,每盒放200PCS 胶盒/
L150*W95*H20,每盒放1包干燥挤,再放入纸箱里;
10# 隔板6E007-001
L310*W190*T3三.一箱装16盒,最后在上面加放1PCS隔板; 10# 纸箱6E006-001L315*W200*H100
四.将装满产品的纸箱用封箱胶带封上;干燥挤
4G
五.在外箱的右上角贴上品管判定合格品标签、
有尾数的贴尾数标签以及客户指定的ROSH标签;* 自主检查及注意事项六.合格品标示单按月份使用;
1.作業時需戴手指套作業;
七.相关标签内容,除尾数标签可手写外,其它2.在拿放產品時需輕拿輕放; 必须电脑打印;
3.注意產品不可漏装,不可跳出;
八.將裝箱贴好标签的產品整齊的排放到棧板上, 待入库.
成 品 出 貨 包 装 作 业 规 范 (
产品料号機種
FF7
客户版本
品管产品名称
4.注意标签不得漏写、漏贴、写错、损坏等;
5.检查标签内容是否与实物相符合.
成 品 出 貨 包 装 作 业 规 范 (
工程
核
定客户版本
外箱标示的条码及标签
产品料号機種
FF7
产品名称
FBFF7006010FRAME DC JACK FF7
FBFF7006010FRAME DC JACK FF7
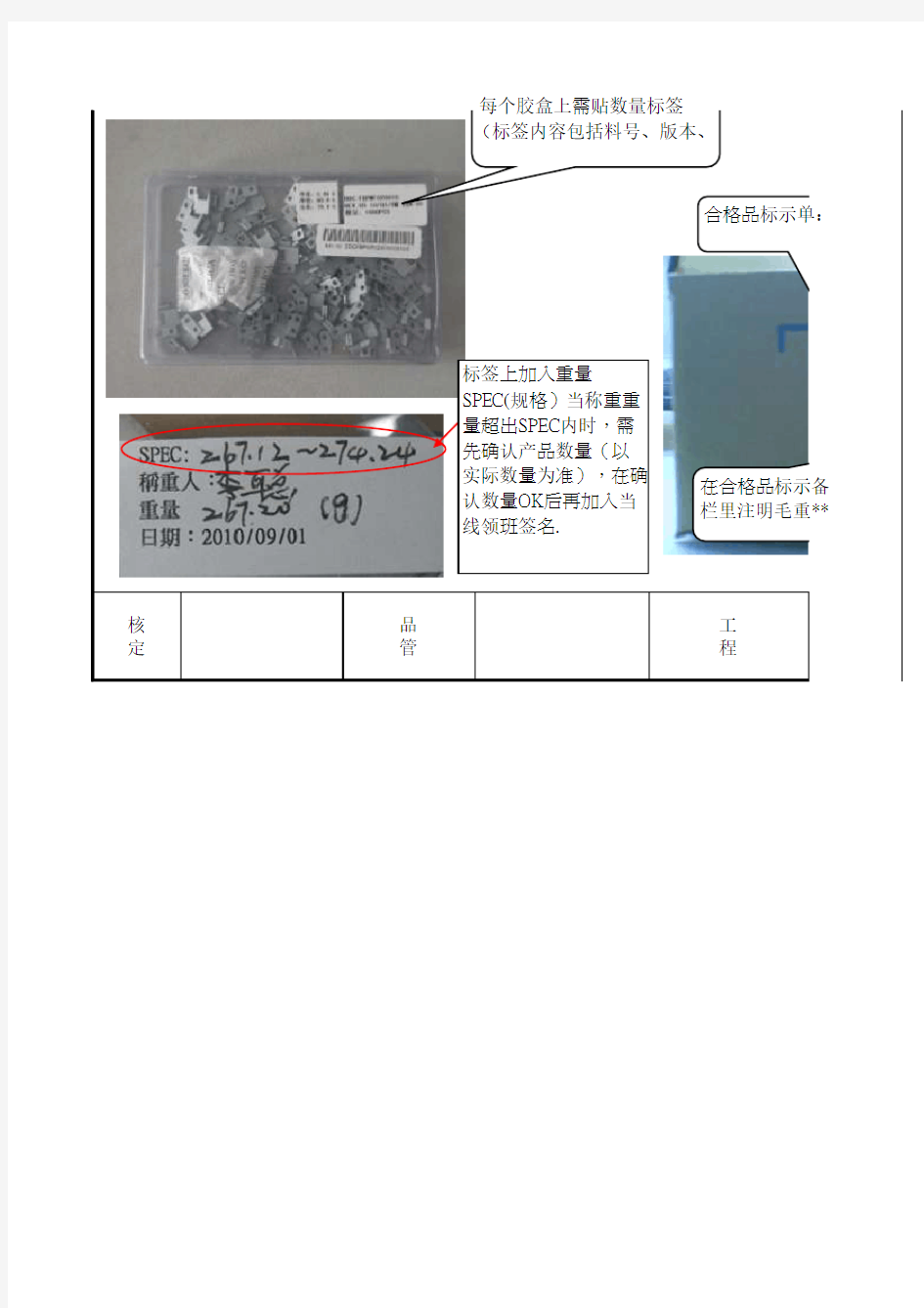
每个胶盒上需贴数量标签
核定品
管
工
程
每个胶盒上需贴数量标签
(标签内容包括料号、版本、
合格品标示单:
在合格品标示备
栏里注明毛重**标签上加入重量
SPEC(规格)当称重重
量超出SPEC内时,需
先确认产品数量(以
实际数量为准),在确
认数量OK后再加入当
线领班签名.
* 图示:
用量/每箱
16/3200
2/3200
1/3200
16/3200
制定日
修订日1OF2
装作业规范 (POP)
3A文件
编号
BQ-POP-10-写错、损坏等;文件
版本
A页
次
2010年9月1日
装作业规范 (POP)
制作
页次2OF2
3A文件
编号BQ-POP-10-文件
版本
A
2 1
制定日修订日
制作
2010年9月1日
示单:
尾数标签:
标示备注毛重**kg
每个纸箱上需贴客户指定的ROHS 标签