21驱动桥壳的焊接方案及设计修改版
驱动桥壳有限元分析
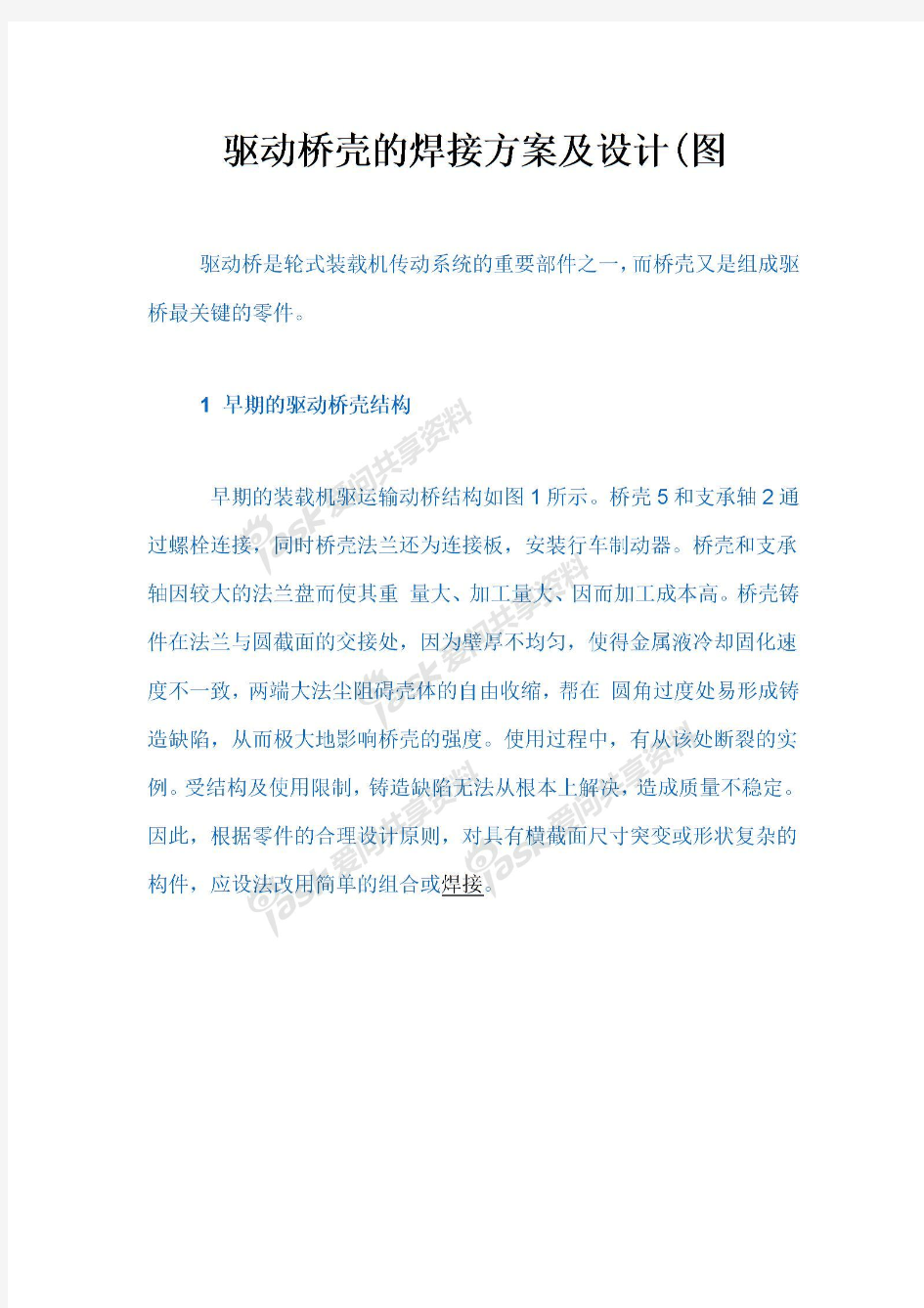
驱动桥壳有限元分析 汽车驱动桥壳的功用是支承并保护主减速器,差速器和半轴等,使左右驱动车轮的轴向相对位置固定,并且支承车架及其上的各总成质量。 1 驱动桥壳设计要求 在设计选用驱动桥壳时,要满足以下设计要求: (1)应该具有足够的强度和刚度,以保证主减速器齿轮啮合正常,并不使半轴产生附加弯曲应力。 (2)在保证强度和刚度的情况下,尽量减小质量以提高汽车行驶的平顺性。 (3)保证足够的离地间隙。 (4)结构工艺性好,成本低。 (5)保护装于其中的传动系统部件和防止泥水浸入。 (6)拆装,调整,维修方便。 2 驱动桥壳类型确定和材料选择 驱动桥壳通常分为整体式桥壳、分段式桥壳,前者强度和钢度较大,便于主减速的装配、调整和维修。普遍用于各类汽车上;多段式桥壳较整体式易于铸造,加工简便,但维修保养不便,汽车较少采用。 本设计选用整体式桥壳。后桥壳体为整体铸造,半轴套管从两端压入桥壳中。后桥壳前部和主减速器连接,后部为可拆式后盖,后桥壳上装有通气塞。 图1 驱动桥壳结构尺寸 1 1
2 本设计中的驱动桥壳总长为1800mm ,簧板距为970mm ,桥壳厚度为8mm ,选用材料为可锻铸铁,牌号为KT350-10,弹性模量为Mpa 61055.1 ,泊松比为0.23,密度为3/7200m kg ,抗拉强度为350Mpa ,屈服强度为200Mpa 。 这种材料有着较高的强度、塑性和冲击韧度,可用于承受较高的冲击,振动及扭转载荷下工作的零件。 3 对驱动桥壳进行有限元分析 ABAQUS 是一套功能强大的有限元分析软件,特别是在非线性分析领域,其技术和特点更是突出,它融结构、流体、传热学、声学、电学及热固耦合、流固耦合等于一体,由于其功能强大,再加上其操作界面人性化,越来越受到人们的欢迎。 在对桥壳进行有限元分析,首先将CATIA 软件设计的驱动桥壳模型导入ABAQUS 软件中,并将上述材料属性添加到模型。 图2 将模型导入ABAQUS 并赋予属性 由于本设计的桥壳为整体式桥壳,整体式桥壳与轮辋在凸缘盘外侧位置通过轴承相连接,因此可以将此处位置的约束看成全自由度约束。桥壳通过板簧座位置与车体相连接,此处位置承受车体载荷。 本设计中车体满轴载荷(后)为6910kg ,考虑到车满载状况下行驶通过不平路面,将受冲击载荷,所以取2.5倍满轴载荷加于板簧座上,即总质量为17275kg ,每个板簧座承受86375kg 。
机械毕业设计779焊缝自动跟踪系统-焊接小车设计论文 - 副本
目录 摘要 (2) Abstract (3) 概述 (4) 第1章机械传动装置总体设计 (5) 1.1 拟订传动方案 (5) 1.2 丝杠螺母的选择 (5) 1.3电动机选择 (7) 第2章机械减速器设计 (10) 2.2 轴的设计 (12) 2.3 键的选择与校核 (15) 2.5箱体结构尺寸选择 (17) 第3章焊接专用夹具的设计(略) (19) 第4章直流调速系统设计 (20) 4.1直流电动机调速原理 (20) 4.2 直流调速系统结构框图设计 (21) 4.3直流调速系统各组成电路设计 (21) 4.4 晶闸管直流调速系统原理电路图 (25) 第5章 PLC程序设计设计 (28) 5.1电气控制系统概述 (28) 5.2 可编程控制器的特点 (28) 第6章设计小结 (34) 第7章参考资料 (35)
摘要 在设计中焊接机是最为典型且应用最广泛的机动式焊接机械装备,他主要包括电气控制部分和机械部分,本设计重点介绍了自动焊机的机械部分和自动控制。机械部分是驱动焊体的移动部分,包括电动机,联轴器,轴承和减速器等。自动控制部分主要是PLC自动控制。
Abstract The seam welding ,design is the most modern and versatice machine motive welding mechanical untis .It is composed of electronic cotro ling and mechaniacal units ,introduced the structure of its mechanism and the automatic controlling . the structure of its mechanism is which the welding piece was drivened in cluding motor copling piece was drivened . bearing rotation ----wheel .degradation ---conveyor and so on . the automatic controlling main is PLC automatic controlling
汽车桥壳的结构设计及制造工艺制定
《汽车制造工艺》课程三级项目6.5t汽车桥壳的结构设计及制造工艺制定 2016年11月6日
目录 一、汽车桥壳的功能及特征分析 (3) 1.汽车桥壳的主要功能 (3) 2.汽车桥壳的种类及特征 (3) 二、汽车桥壳冲压焊接制造方法简述 (5) 三、汽车桥壳冲压焊接工艺设计 (6) 四、汽车桥壳冲压焊接工艺工序图的绘制 (9) 五、材料利用率计算及成本预测 (10) 1.材料利用率计算 (10) 2.成本预测 (10) 六、汽车桥壳的强度计算及校核 (11) 七、汽车桥壳的结构设计 (14) 八、项目心得体会 (14) 九、参考资料 (15)
一、汽车桥壳的功能及特征分析 1.汽车桥壳的主要功能 1、和从动桥一起承受汽车质量 2、使左、右驱动车轮的轴向相对位置固定 3、汽车行驶时,其作为行驶系的组成部分时功用主要是安装悬架或轮毂,支撑汽车悬架以上各部分重量,承受驱动轮传来的反力和力矩,并在驱动轮与悬架之间传力 2.汽车桥壳的种类及特征 1、铸造式桥壳 整体铸造式桥壳是汽车发展史上最早采用的结构,整体铸造桥壳优缺点都较为明显。整体铸造式桥壳可采用可锻铸铁、球墨铸铁以及铸钢铸造,为进一步提高整体铸造式桥壳的刚度和强度,还可以在整体铸造式桥壳两端压入较长的无缝钢管作为半轴套管,并用销钉固定。整体铸造式桥壳的主要优点在于刚性好、塑性变形小、强度高、易铸成等强度梁,可根据各截面不同的强度要求设计铸造不一样的壁厚。其缺点是弹性及韧变较冲焊桥壳差、铸造质量不易保证,且整体质量大、成本较高,不适合整车进行轻量化及降低成本设计。 2、冲压焊接式 钢板冲压焊接式整体桥壳主要组成部分包括上下对焊的一对桥壳主件、两个突缘、四块三角钢板、两个半轴套管、加强圈、一个后盖以及两个钢板弹簧座,
驱动桥壳毕业设计
驱动桥壳毕业设计 【篇一:驱动桥毕业设计111】 某型重卡驱动桥设计 摘要 驱动桥是构成汽车的四大总成之一,一般由主减速器、差速器、车 轮传动装置和驱动桥壳等组成,它位于传动系末端,其基本作用是 增矩、降速,承受作用于路面和车架或车身之间的力。它的性能好 坏直接影响整车性能,而对于载重汽车显得尤为重要,采用传动效 率高的单级减速驱动桥已经成为未来载重汽车的发展方向。 本文参照传统驱动桥的设计方法进行了载重汽车驱动桥的设计本次 设计首先对驱动桥的特点进行了说明,根据给定的数据确定汽车总 体参数,再确定主减速器、差速器、半轴和桥壳的结构类型及参数,并对其强度进行校核。数据确定后,利用autocad建立二维图,再 用catia软件建立三维模型,最后用caita中的分析模块对驱动桥壳 进行有限元分析。 关键词:驱动桥;cad;catia;有限元分析 abstract drivie axle is one of the four parts of a car, it is generally constituted by the main gear box, the differential device, the wheel transmission device and the driving axle shell and so on it is at the end of the powertrain.its basic function is increasing the torque and reducing speed and bearing the force between the road and the frame or body.its performance will have a direct impact on automobile performance,and it is particularly important for the truck. using single stage and high transmission efficiency of the drive axle has become the development direction of the future trucks. this article referred to the traditional driving axles design method to carry on the truck driving axles design.in this design,first part is the introduction of the characteristics of the drive axle,according to the given date to calculate the parameters of the automobile,then confirm the structure types and parameters of the main reducer, differential mechanism,half shaft and axle housing,then check the strength and life of them.after confirming the
焊接小车行走机构设计
设计题目:焊接小车行走机构设计 设计内容和要求: 1、了解自动焊接小车的设计过程。 2、会使用CAD绘图软件,绘制总图和零件图。 3、了解焊接设备的设计思路和一般方法。 4、培养撰写论文的能力。 目录 一自动焊接技术简述: 1. 自动焊接技术 2. 电气立焊的特点 3. 电气立焊的原理 4. 电气力焊的种类举例 5. 自动焊接小车组成部分 二设计部分 1. 小车行走轨道的作用分析 2. 小车行走轨道主要部件分解 3.小车行走轨道的设计内容 三图纸部分(略) 自动焊接小车行走机构 一自动焊接技术 1.1自动焊接技术: 由于焊接技术是基于多学科交叉融合的产物,随着现代科学技术成果的不断涌现,必将推动焊接技术更新发展。除了物理、化学、材料、力学、冶金、机械、电子学等学科的新发展将会推动焊接新材料、新工艺的不断出现外,计算机、控制理论、人工智能
等信息科学领域的新进展将进一步将焊接工艺实现的手段推进到自动化、机器人化和智能化的新阶段,进而实现用机器来代替人焊接。 1.2电气立焊的特点: 电气立焊是近年来迅速发展的一项特种焊接技术,其特点是根据不同工件要求可以订做焊接小车,移动和操作简便,非熟练工人也可以进行焊接,体积小,重量轻,焊接角度可以调节。适用于多种焊接工艺,如普通的角焊、对焊、横焊、立焊、仰焊等,尤其适用于背板焊接,安装拆卸方便简单,可以进行单面焊,也可以进行双面同时焊接,采用双面同时焊接时焊接可以减少变形,焊接质量较好。是以后焊接技术的又一发展趋势之一。 1.3电气立焊的原理: 电气立焊的原理为小车上有强力磁铁,焊接时小车沿轨道行走,轨道上有齿条机身利用蜗轮蜗杆原理传动与轨道齿条配合完成移动动作,控制系统内安装有光电感应停止开关,焊接到工件末端,当光电敢于开关脱离工件时小车会自动停止工作,便于工人同时操作多台机器设备。 1.4电气力焊的种类举例: CS-8(U型件双面焊自动小车) 特点:
驱动桥壳设计
驱动桥壳设计 驱动桥壳的主要功用是支撑汽车质量,并承受由车轮传来的路面的反力和反力矩,并经悬架传给车架(或车身);它又是主减速器、差速器、半轴的装配基体驱动桥壳应满足如下设计要求: 1)应具有足够的强度和刚度,以保证主减速器齿轮啮合正常并不使半轴产生附加弯曲应力. 2)在保证强度和刚度的前提下,尽量减小质量以提高汽车行驶平顺性. 3)保证足够的离地间隙. 4)结构工艺性好,成本低. 5)保护装于其上的传动部件和防止泥水浸入. 6)拆装,调整,维修方便. 一.驱动桥壳结构方案分析 驱动桥壳大致可分为可分式、整体式 和组合式三种形式。 1.可分式桥壳 可分式桥壳(图5—29)由一个垂直接 合面分为左右两部分,两部分通过螺栓联 接成一体。每一部分均由一铸造壳体和一 个压入其外端的半轴套管组成,轴管与壳 体用铆钉连接。 这种桥壳结构简单,制造工艺性好,主减速器支承刚度好。但拆装、调整、维修很不方便,桥壳的强度和刚度受结构的限制,曾用于轻型汽车上,现已较少使用。 2.整体式桥壳
整体式桥壳(图5—30) 的特点是整个桥壳是一根空 心梁,桥壳和主减速器壳为两 体。它具有强度和刚度较大, 主减速器拆装、调整方便等优 点。 按制造工艺不同,整体式 桥壳可分为铸造式(图5— 30a)、钢板冲压焊接式(图5 —30b)和扩张成形式三种。铸 造式桥壳的强度和刚度较大, 但质量大,加:上面多,制造 工艺复杂,主要用于中、·重型货车上。钢板冲压焊接式和扩张成形式桥壳质量小,材料利用率高,制造成本低,适于大量生产,广泛应用于轿车和中、小型货车及部分重型货车上。 3)组合式桥壳 组合式桥壳(图5—31)是将主 减速器壳与部分桥壳铸为一体,而 后用无缝钢管分别压入壳体两端, 两者间用塞焊或销钉固定。它的优 点是从动齿轮轴承的支承刚度较 好,主减速器的装配、调整比可分 式桥壳方便,然而要求有较高的加 工精度,常用于轿车、轻型货车中。 二.驱动桥壳强度计算
CO2气体保护自动焊接小车
CO2气体保护自动焊接小车 使用说明书 型号:AW-J1 上海戍原机械有限公司焊接项目部 ?2007年08月出品
卷首语 感谢您购置上海戍原机械制造有限公司的自动焊接产品。我们将以真诚的服务来陪伴您对本产品的使用! 为了配合我们的服务,我们建议您在使用本产品之前,请务必仔细阅读《使用说明书》。其中详细的介绍了本产品的基础结构、产品功能、使用方法和技术参数等。以便您在具体使用过程中作为参考和借鉴之用。在使用过程中,我们建议您把这本《使用说明书》放在手边,以备随时查阅。 如您对《使用说明书》中的一些内容及观点存在疑虑与指正,或者是对本产品存在疑虑与指正,请您联系我们的服务电话,我们的客服人员将为您提供专业的服务,并诚挚接受您的批评与指正。欢迎随时与本公司联系。 电话:086-021-******** 传真:086-021-********-15 邮编:201600 地址:上海市松江区申牛路888号2栋3楼
使用前须知 为了保证操作安全,务必请遵守以下事项 警告!注意避免发生重大人身事故! ●服装、安全防护用具的佩带 为防止眼部发炎和皮肤烧伤,请务必遵守劳动安全卫生规则,佩带相应的防护用具。 ●换气时的注意事项 为防止有害气体中毒和窒息的发生(焊接烟尘和气体对人体有害),必须遵守劳动安全卫生法机器实施令中关于粉尘侵害的规则,安装局部排气装置或使用有效的呼吸用保护器具。 注意!防止机器烧损和火灾类事故发生! ●防止因过热引起的火灾和机器的烧损 请将易燃性物品保持50cm以上距离。 ●防止由火花引起的火灾事故及机器烧损 切记使火花(飞溅、闪光)溅到可燃性物品上。 ●防止因摔落引起的磕碰和机器损坏 在架台上安装本机时,要确保安全,防止滑落。 ●操作手册必读 使用本机前请仔细阅读操作手册。 第1页
汽车设计课设-驱动桥设计
汽车设计课程设计说明书 题目:BJ130驱动桥部分设计验算与校核 姓名: 学号: 专业名称:车辆工程 指导教师: 日期:2010.12.25-2011.1.7
目录 一、课程设计任务书 (1) 二、总体结构设计 (2) 三、主减速器部分设计 (2) 1、主减速器齿轮计算载荷的确定 (2) 2、锥齿轮主要参数选择 (4) 3、主减速器强度计算 (5) 四、差速器部分设计 (6) 1、差速器主参数选择 (6) 2、差速器齿轮强度计算 (7) 五、半轴部分设计 (8) 1、半轴计算转矩Tυ及杆部直径 (8) 2、受最大牵引力时强度计算 (9) 3、制动时强度计算 (9) 4、半轴花键计算 (9) 六、驱动桥壳设计 (10) 1、桥壳的静弯曲应力计算 (10) 2、在不平路面冲击载荷作用下的桥壳强度计算 (11) 3、汽车以最大牵引力行驶时的桥壳强度计算 (11) 4、汽车紧急制动时的桥壳强度计算 (12) 5、汽车受最大侧向力时的桥壳强度计算 (12) 七、参考书目 (14) 八、课程设计感想 (15)
一、课程设计任务书 1、题目 《BJ130驱动桥部分设计验算与校核》 2、设计内容及要求 (1)主减速器部分包括:主减速器齿轮的受载情况;锥齿轮主要参数选择;主减速器强度计算;齿轮的弯曲强度、接触强度计算。 (2)差速器:齿轮的主要参数;差速器齿轮强度的校核;行星齿轮齿数和半轴齿轮齿数的确定。 (3)半轴部分强度计算:当受最大牵引力时的强度;制动时强度计算。 (4)驱动桥强度计算:①桥壳的静弯曲应力 ②不平路载下的桥壳强度 ③最大牵引力时的桥壳强度 ④紧急制动时的桥壳强度 ⑤最大侧向力时的桥壳强度 3、主要技术参数 轴距L=2800mm 轴荷分配:满载时前后轴载1340/2735(kg) 发动机最大功率:80ps n:3800-4000n/min 发动机最大转矩17.5kg﹒m n:2200-2500n/min 传动比:i1=7.00; i0=5.833 轮毂总成和制动器总成的总重:g k=274kg
自动焊接小车设计方案
垂直气垫焊自动小车 设计方案 学院:机械工程学院 班级:09级焊接2班 研究小组成员:马钰良、A0952213 于吉臣、A0952214 许振春、A0952215
目录 1、自动焊接技术简介 1.1、自动焊接技术的发展现状 1.2、自动焊接的种类 1.3、我国自动化焊接的发展水平 1.4、世界自动化焊接的发展水平 2、小车自动焊接的原理 2.1、电气立焊的特点 2.2、电气立焊的原理 2.3、CS-10 (垂直气垫焊自动小车)特点: 3、小车行走机构简介 3.1、小车行走轨道的作用 3.2、小车行走轨道主要部件分解 3.3、小车行走轨道的设计内容
1、自动焊接技术简介 1.1、自动焊接技术的发展现状: 由于焊接技术是基于多学科交叉融合的产物,随着现代科学技术成果的不断涌现,必将推动焊接技术更新发展。除了物理、化学、材料、力学、冶金、机械、电子学等学科的新发展将会推动焊接新材料、新工艺的不断出现外,计算机、控制理论、人工智能等信息科学领域的新进展将进一步将焊接工艺实现的手段推进到自动化、机器人化和智能化的新阶段,进而实现用机器来代替人焊接。 1.2、自动焊接的种类: 自动焊分为明弧和埋弧两种 各种明弧自动焊,大约能提高生产效率两倍左右,而埋弧自动焊可以提高生产效率5-10倍,埋弧自动焊简称为埋弧焊、自动焊。埋弧焊是利用焊剂层下的电弧,来加热并熔化焊丝、周围的焊剂和母材,而进行焊接的一种工艺方法,又叫做焊剂层下电弧焊。即电弧在焊剂层下面燃烧,自动焊机头将焊丝自动送入电弧区,以保证选定的电弧长度,电弧靠焊机的控制,均匀地向前移动,进行焊接作业。 1.3、我国自动化焊接的发展水平: 我国的焊接装备制造业与通用焊接设备相比起步较晚。上世纪50~60年代,我国重点工业企业的大型焊接装备大部分从原苏联引进。部分由使用厂自行设计制造,到了90年代,我国陆续组建一批
驱动桥桥壳设计
驱动桥桥壳设计本页仅作为文档页封面,使用时可以删除 This document is for reference only-rar21year.March
目录 摘要 Abstract 1 绪论.......................................................... 2 桥壳设计...................................................... 2.1桥壳的设计要求................................................ 2.2桥壳的结构型式................................................ 2.3桥壳的三维参数化设计.......................................... 2.4桥壳强度计算.................................................. 2.4.1 桥壳的静弯曲应力计算 ....................................... 2.4.2 在不平路面冲击载荷作用下桥壳的强度计算 ..................... 2.4.3 汽车以最大牵引力行驶时桥壳的强度计算 ....................... 2.4.4 汽车紧急制动时桥壳的强度计算 ............................... 2.4.5 汽车受最大侧向力时桥壳的强度计算 ........................... 3 半轴的设计.................................................... 3.1半轴形式...................................................... 3.2三维建模...................................................... 3.3实心半轴强度校核计算:........................................ 3.3.1 半轴材料的性能指标: (13) 3.3.2 断面B-B处的强度计算:.............................................................................. 3.3.3 断面B-B处的强度计算 (四档时) .................................................................. 3.3.4 断面C-C处强度计算...................................................................................... 3.4空心半轴强度校核 ............................................................................................. 3.4.1断面B-B处的强度校核 (15) 3.4.2 断面B-B处的强度计算 (四档时) .................................................................. 3.4.3 断面C-C处的强度计算.................................................................................. 结论 ........................................................................................................................... 参考文献
起重小车-设计
起重机小车总体设计 说 明 书 班级:机09-5班 姓名:路俊亮 学号:0964103504
设计任务书
前言 桥式起重机是横架于车间、仓库和料场上空进行物料吊运的起重设备,由于它的两端支承在支架上,形状似桥,并可沿导轨行走,又称“天车”。随着科学技术的迅速发展,国内外各种先进的电气控制和机械技术正逐步应用到起重机上,起重机的自动化程度越来越高,结构日趋简单,性能愈加可靠,起重越来越大,品种越来越全。对于起重量大、跨距大的起重设备多采用双梁桥式起重机,它有一个两根箱型主梁和两根横梁构成的双梁桥架,在桥架上运行小车,可垂直起吊和水平搬运各类物件。桥式起重机的桥架沿铺设在两侧高架上的轨道纵向运行,可以充分利用桥架下面的空间吊运物料,不受地面设备的阻碍。它是使用范围最广、数量最多的一种起重机械。 伴随着工业的迅速发展和科学技术的不断进步,桥式起重机在结构设计及自动化程度上相继出现了一些新的变化和新的特点,在结构上国内起重设备已采用计算机优化设计,以提高起重机的机械性能,在起重质量方面逐步向大型化发展,大型桥式起重机正在钢铁、水利、发电等行业不断出现,家喻户晓的三峡发电厂安装的两台1200/125T的桥式起重机,07年9月起重量达2万吨的桥式起重机在山东烟台佛士船厂投入使用,它标志着我国起重行业已达到世界先进水平。 桥式起重机在现代工业生产和起重运输中充分应用到生产过程的机械化、自动化等,故桥式起重机在室内外工矿企业、钢铁化工、铁路交通、港口码头以及物流周转等部门和场所均得到广泛的运用。所以起重机已是现代工业生产中不可或缺的一种设备。
起重机小车的构造 桥式起重小车主要由起升机构、小车运行机构和小车架三部分组成;另外,还有一些安全防护装置。 起升机构包括电动机、制动器、减速器、卷筒和滑轮组。电动机通过减速器,带动卷筒转动,使钢丝绳绕上卷筒或从卷筒放下,以升降重物。 小车运行机构包括电动机、制动器、减速器、车轮组等。 小车架是支托和安装起升机构和小车运行机构等部件的机架,通常为焊接结构。 起升机构的传动方案 采用闭式传动的起升机构构造型式 而图中电动机与减速器之间采用一中间轴,轴的一端联有半齿联轴器,另一端则联有带制动轮的半齿联轴器。像这种在两个半齿联轴器之间没有外支座的中间轴,除允许径向和角度有微量偏移外,由于可沿轴向稍微串动,因此称它为浮动轴。 利用浮动轴联接比弹性柱销联轴器或全齿联轴器有两大优点: 1)容许较大的安装误差,而且轴愈长允许的安装误差愈大; 2)由于足够的维修操作空间,便于拆卸和更换零件; 3)使小车由于自重引起的轮压分布均匀。
毕业设计:驱动桥设计
目录 1 前言 (1) 1.1 本课题的来源、基本前提条件和技术要求 (1) 1.2 本课题要解决的主要问题和设计总体思路 (1) 1.3 预期的成果 (1) 2 国内外发展状况及现状的介绍 (3) 3 总体方案论证 (4) 4 具体设计说明 (7) 4.1 主减速器的设计 (7) 4.1.1 主减速器的结构型式 (7) 4.1.2 主减速器主动锥齿轮的支承型式及安装方法 (9) 4.1.3 主减速器从动锥齿轮的支承型式及安装方法 (10) 4.1.4 主减速器的基本参数的选择及计算 (10) 4.2 差速器的设计 (13) 4.2.1差速器的结构型式 (13) 4.2.2差速器的基本参数的选择及计算 (15) 4.3 半轴的设计 (16) 4.3.1半轴的结构型式 (16) 4.3.2半轴的设计与计算 (16) 4.4驱动桥壳结构选择 (19) 5 结论 (21) 参考文献 (22)
1 前言 本课题是进行低速载货汽车后驱动桥的设计。设计出小型低速载货汽车后驱动桥,包括主减速器、差速器、驱动车轮的传动装置及桥壳等部件,协调设计车辆的全局。 1.1 本课题的来源、基本前提条件和技术要求 a.本课题的来源:轻型载货汽车在汽车生产中占有大的比重。驱动桥在整车中十分重要,设计出结构简单、工作可靠、造价低廉的驱动桥,能大大降低整车生产的总成本,推动汽车经济的发展。 b.要完成本课题的基本前提条件是:在主要参数确定的情况下,设计选用驱动桥的各个部件,选出最佳的方案。 c.技术要求:设计出的驱动桥符合国家各项轻型货车的标准[1],运行稳定可靠,成本降低,适合本国路面的行驶状况和国情。 1.2 本课题要解决的主要问题和设计总体思路 a. 本课题解决的主要问题:设计出适合本课题的驱动桥。汽车传动系的总任务是传递发动机的动力,使之适应于汽车行驶的需要。在一般汽车的机械式传动中,有了变速器还不能完全解决发动机特性与汽车行驶要求间的矛盾和结构布置上的问题。首先是因为绝大多数的发动机在汽车上的纵向安置的,为使其转矩能传给左、右驱动车轮,必须由驱动桥的主减速器来改变转矩的传递方向,同时还得由驱动桥的差速器来解决左、右驱动车轮间的转矩分配问题和差速要求。其次,需将经过变速器、传动轴传来的动力,通过驱动桥的主减速器,进行进一步增大转矩、降低转速的变化。因此,要想使汽车驱动桥的设计合理,首先必须选好传动系的总传动比,并恰当地将它分配给变速器和驱动桥。 b. 本课题的设计总体思路:非断开式驱动桥的桥壳,相当于受力复杂的空心梁,它要求有足够的强度和刚度,同时还要尽量的减轻其重量。所选择的减速器比应能满足汽车在给定使用条件下具有最佳的动力性和燃料经济性。对载货汽车,由于它们有时会遇到坎坷不平的坏路面,要求它们的驱动桥有足够的离地间隙,以满足汽车在通过性方面的要求。驱动桥的噪声主要来自齿轮及其他传动机件。提高它们的加工精度、装配精度,增强齿轮的支承刚度,是降低驱动桥工作噪声的有效措施。驱动桥各零部件在保证其强度、刚度、可靠性及寿命的前提下应力求减小簧下质量,以减小不平路面对驱动桥的冲击载荷,从而改善汽车行驶的平顺性。 1.3 预期的成果 设计出小型低速载货汽车的驱动桥,包括主减速器、差速器、驱动车轮的传动装置及桥壳等部件,配合其他同组同学,协调设计车辆的全局。使设计出的产品使用方便,材料使用最少,经济性能最高。 a. 提高汽车的技术水平,使其使用性能更好,更安全,更可靠,更经济,更 1
自动焊接小车说明
1-1 GR-18-1D GR-18-1SD-2 1-1-1 简介 1) 由于体积小,重量轻,在不同的条件下,它易于移动和安装。 2) 操作能力:四轮驱动具有很高的安全操作性能。 3) 简单操作方法:在自动控制状态,按下启动按钮,焊接开始。 4) 使连续焊接成为可能(控制功能可选)有一个转换开关,可切变控制到连续焊接功能。 5) 减少操作人员的次数。一个工人可同时操作3-5台机器,是因为装备了自动停止功能和 感应传感器,甚至不必备置工作人员。 6) 最小的焊接损伤:由于采用低压力装夹和自动焊接,便引起的焊接形和缺陷减少。 7) 没有经过培训的工人也可以进行焊接:由于设备的小型化和轻重量,以及简单的自动焊 接操作,可以使一个没有经过培训的工人比技术工人做出更好的焊接工作。 1-2-2 GR-18-1D小车的优点 1.GR-18-1D小车的焊枪位置在小车的一侧(目前其它焊接小车,焊枪在小车侧面的中部), 所以在焊接一块平板工件时,其它小车在开始端有一段就焊不到,在结尾端也有一段焊不到,需有两个位置的补焊。而GR-18-1D小车的焊枪在行走方向的一端头,可以启始位置始焊,到终焊尾端只有一段需要补焊。 2.焊枪不在小车的中部(在行走方向的一端)这种设计,使操作者较易观察电弧和焊缝的 焊接情况。视线不会被小车本身阻挡。由于焊枪位于小车行走方向的一端,所以小车受到的电弧的热幅射较少,增加了使用寿命。 3.可以实现单面1到2支焊枪同时焊接。 4.可实现双面焊接。 5.可焊接铁骨架。 6.可以焊高空焊缝(配合轨道定位)。 7.可以实现离地焊接 8.如果工件很长,(例如“工”字钢)地面会有许多拼接焊缝和焊渣等杂物,影响GR-18-1D 小车行走的稳定性。将GR-18-1D小车吊在所焊长工件的上端,悬垂于侧壁行走,可避免许多干扰因素和清理行走表面的准备工作。 9.用于一般角焊。
驱动桥设计说明书
设计题目:桑塔纳志俊驱动桥设计 姓名付晶 学院交通学院 专业机械设计制造及其自动化 班级11级5班 学号20112814601 指导教师孙宏图王昕彦
4. 驱动桥设计 (1) 4.1 确定驱动桥的结构形式 (1) 4.2 主减速器和差速器齿轮主要参数的选择与计算 (5) 4.2.1 主减速器齿轮主要参数的选择 (5) 4.2.2 直齿锥齿轮差速器齿轮基本参数 (5) 4.3 齿轮的结构设计、图样及技术要求 (7) 4.3.1 齿轮的结构设计 (7) 4.3.2 齿轮的图样及技术要求 (13)
4. 驱动桥设计 4.1 确定驱动桥的结构形式 4.1.1驱动桥的功能 驱动桥处于动力传动系的末端,其基本功能是增大由传动轴或变速器传来的转矩,并将动力合理的分配给左、右驱动轮,另外还承受作用于路面和车架或车身之间的垂直立、纵向力和横向力。驱动桥一般由主减速器、差速器、车轮传动装置和驱动桥壳等组成。 4.1.2驱动桥的分类: 驱动桥分非断开式(整体式)---用于非独立悬架 断开式---用于独立悬架 非断开式(整体式)驱动桥 定义:非断开式驱动桥也称为整体式 驱动桥,其半轴套管与主减速器壳均与轴壳刚性地相连一个整体梁,因而两侧的半轴和驱动轮相关地摆动,通过弹性元件与车架相连。它由驱动桥壳1,主减速器,差速器和半轴组成。 优点:结构简单,成本低,制造工艺性好,维修和调整易行,工作可靠。 用途:广泛载货汽车、客车、多数越野车、部分轿车用于上。
断开式驱动桥 定义:驱动桥采用独立悬架,即主减速器壳固定在车架上,两侧的半轴和驱动轮能在横向平面相对于车体有相对运动的则称为断开式驱动桥。为了与独立悬架相配合,将主减速器壳固定在车架(或车身)上,驱动桥壳分段并通过铰链连接,或除主减速器壳外不再有驱动桥壳的其它部分。为了适应驱动轮独立上下跳动的需要,差速器与车轮之间的半轴各段之间用万向节连接。 优点:可以增加最小离地间隙,减少部分簧下质量,减少车轮和车桥上的动载两半轴相互独立,抗侧滑能力强可使独立悬架导向机构设计合理,提高操纵稳定性 缺点:结构复杂,成本高 用途:多用于轻、小型越野车和轿车 4.1.3驱动桥的组成 驱动桥由主减速器、差速器、半轴及桥壳组成。 主减速器 1)主减速器一般用来改变传动方向,降低转速,增大扭矩,保证汽车有足够的驱动力和适当的速皮。主减速器类型较多,有单级、双级、双速、轮边减速器等。 单级主减速器由一对减速齿轮实现减速的装置,称为单级减速器。其结构简单,重量轻,东风BQl090型等轻、中型载重汽车上应用广泛。 2)双级主减速器对一些载重较大的载重汽车,要求较大的减速比,用单级主减速器传动,则从动齿轮的直径就必须增大,会影响驱动桥的离地间隙,所以采用两次减速。通常称为双级减速器。双级减速器有两组减速齿轮,实现两次减速增扭。
汽车驱动桥设计
车辆工程专业课程设计 学院机电工程学院班级 12级车辆工程 姓名黄扬显学号 20120665130 成绩指导老师卢隆辉 设计课题某型轻型货车驱动桥设计 2015 年11 月15 日
整车性能参数(已知) 驱动形式: 6×2后轮 轴距: 3800mm 轮距前/后: 1750/1586mm 整备质量 4310kg 额定载质量: 5000kg 空载时前轴分配轴荷45%,满载时前轴分配轴荷26% 前悬/后悬: 1270/1915mm 最高车速: 110km/h 最大爬坡度: 35% 长宽高: 6985 、2330、 2350 发动机型号: YC4E140—20 最大功率: 99.36kw/3000rmp 最大转矩: 380N·m/1200~1400mm 变速器传动比: 7.7 4.1 2.34 1.51 0.81 倒档传动比: 8.72 轮胎规格: 9.00—20 离地间隙: >280mm
1总体设计 (3) 1.1 非断开式驱动桥 (3) 1.2 断开式驱动桥 (4) 2 主减速器设计 (4) 2.1 主减速器结构方案分析 (4) 2.1.1 螺旋锥齿轮传动 (4) 2.2 主减速器主、从动锥齿轮的支承方案 (5) 2.2.1 主动锥齿轮的支承 (5) 2.2.2 从动锥齿轮的支承 (5) 2.3 主减速器锥齿轮设计 (5) 2.3.1 主减速比i0的确定 (6) 2.3.2 主减速器锥齿轮的主要参数选择 (7) 2.4 主减速器锥齿轮的材料 (8) 2.5 主减速器锥齿轮的强度计算 (9) 2.5.1 单位齿长圆周力 (9) 2.5.2 齿轮弯曲强度 (9) 2.5.3 轮齿接触强度 (10) 2.6 主减速器锥齿轮轴承的设计计算 (10) 2.6.1 锥齿轮齿面上的作用力 (10) 2.6.2 锥齿轮轴承的载荷 (11) 2.6.3 锥齿轮轴承型号的确定 (13) 3 差速器设计 (15) 3.1 差速器结构形式选择 (15) 3.2 普通锥齿轮式差速器齿轮设计 (15) 3.3 差速器齿轮的材料 (17) 3.4 普通锥齿轮式差速器齿轮强度计算 (18) 4 驱动桥壳设计 (19) 4.1 桥壳的结构型式 (19) 4.2 桥壳的受力分析及强度计算 (20) 致谢 (22) 参考文献 (23)
焊接小车开题报告
毕业设计(论文)开题报告题目:长直导轨式焊接小车系统设计 院(系)信息与电气工程学院 专业测控技术与仪器 学生赵希庆 学号100220128 班号1002201 指导教师任秀云 开题报告日期2014-3-8 哈尔滨工业大学教务处制
一、课题来源及研究的目的和意义 目前, 国内多为手工电弧焊,其焊接时间长、劳动强度大、生产效率低。采用自动焊接技术是提高焊接效率、降低焊工劳动强度和生产成本的有效途径,也是我国焊接技术的一个发展方向。为此,需要开发自动焊接技术。焊接小车是自动焊接技术的主要部分,其控制性能直接影响焊接质量。薄板长直焊缝的焊接,出于成本考虑,部分企业仍采用手工焊接。手工焊接存在焊接效率低、焊缝质量差、变形大等问题,易出现裂纹、未熔合等焊接缺陷,而常规的自动焊接机,设计较为简单,适用性不强,虽然焊接效率较高,焊缝质量也比较好,但在整个焊接过程中不易控制,焊接质量和效率得不到很好的提高。 在自动焊接过程中,常常用到焊接小车来带动焊矩,从而实现长、直焊道的自动焊接。焊接小车的机动性、灵活性和可控制性直接影响焊接质量。 二、国内外在该方向的研究现状及分析 从20世纪60年代诞生和发展到现在,焊接机器人可大致分为三代: 第一代是指基于示教再现工作方式的焊接机器人,由于其具有操作简便、不需要环境模型、示教时可修正机械结构带来的误差等特点,在焊接生产中得到大量使用。 第二代是指基于一定传感器信息的离线编程焊接机器人,得益于焊接传感器技术和离线编程技术的不断改进,这类机器人现已进入应用研究的阶段。 第三代是指装有多种传感器,接收作业指令后能根据客观环境自行编程的高度适应性智能焊接机器人,由于人工智能技术的发展相对滞后,这一代机器人正处于试验研究阶段。 随着计算机控制技术的不断进步,使焊接机器人由单一的示教再现型向多传感、智能化方向发展将成为科研人员追求的目标[2]。 我国已发展了各种类型的传感器技术,控制坐标已从单坐标和双坐标发展到了多坐标。20世纪50~60年代多采用接触跟踪,西安交通大学和三桥机车车辆厂是中国从事接触跟踪和电磁跟踪研究较早的单位。60~70年代后期发展了电磁跟踪、光电跟踪、电弧跟踪、激光跟踪等非接触跟踪技术。华中科技大学与湖北造船厂合作研制成功全位置电磁跟踪气体保护焊机,跟踪精度达±1mm。华南理工大学与广州造船厂共同研制的电磁立焊缝自动跟踪焊机,用在万吨轮的焊接上。天水电气传动研究所和上海造船工艺研究所合作,研制的光电跟踪装置用于螺旋管焊接和船舶的焊接生产中。哈尔滨焊接研究所与辽阳钢厂合作研制的激光跟踪装置用于螺旋管焊接自动生产线等。20世纪80年代后期,微机跟踪和电视跟踪技术得到迅速发展,从而为传统焊接自动化向现代焊接自动化发展奠定了基础[3]。 从20世纪70年代末开始,清华大学潘际銮院士对电弧传感焊缝跟踪做了大量研究。80年代末,潘院士在电弧传感器结构及控制方面又进行了新的研究,研制出一种空心马达式高速旋转扫描电弧传感器,并成功地对一种无道轨的自动小车进行跟踪控
驱动桥壳设计
驱动桥壳的主要功用是支撑汽车质量,并承受由车轮传来的路面的反力和反力矩,并经悬架传给车架(或车身);它又是主减速器、差速器、半轴的装配基体 驱动桥壳应满足如下设计要求: 1)应具有足够的强度和刚度,以保证主减速器齿轮啮合正常并不使半轴产生附加弯曲应力. 2)在保证强度和刚度的前提下,尽量减小质量以提高汽车行驶平顺性. 3)保证足够的离地间隙. 4)结构工艺性好,成本低. 5)保护装于其上的传动部件和防止泥水浸入. 6)拆装,调整,维修方便. 一.驱动桥壳结构方案分析 驱动桥壳大致可分为可分式、整体式和组合式三种形式。 1.可分式桥壳 可分式桥壳(图1)由一个垂直接合面分为左右两部分,两部分通过螺栓联接成一体。每一部分均由一铸造壳体和一个压入其外端的半轴套管组成,轴管与壳体用铆钉连接。 可分式桥壳 这种桥壳结构简单,制造工艺性好,主减速器支承刚度好。但拆装、调整、维修很不方便,桥壳的强度和刚度受结构的限制,曾用于轻型汽车上,现已较少使用。 2.整体式桥壳 整体式桥壳(图2)的特点是整个桥壳是一根空心梁,桥壳和主减速器壳为两体。它具有强度和刚度较大,主减速器拆装、调整方便等优点。
整体式桥壳 按制造工艺不同,整体式桥壳可分为铸造式(图a)、钢板冲压焊接式(图b)和扩张成形式三种。铸造式桥壳的强度和刚度较大,但质量大,加:上面多,制造工艺复杂,主要用于中、重型货车上。钢板冲压焊接式和扩张成形式桥壳质量小,材料利用率高,制造成本低,适于大量生产,广泛应用于轿车和中、小型货车及部分重型货车上。 3)组合式桥壳 组合式桥壳(图3)是将主减速器壳与部分桥壳铸为一体,而后用无缝钢管分别压入壳体两端,两者间用塞焊或销钉固定。它的优点是从动齿轮轴承的支承刚度较好,主减速器的装配、调整比可分式桥壳方便,然而要求有较高的加工精度,常用于轿车、轻型货车中。 组合式桥壳 二.驱动桥壳强度计算 对于具有全浮式半轴的驱动桥,强度计算的载荷工况与半轴强度计算的:三种载荷工况相同。图4为驱动桥壳受力图,桥壳危险断面通常在钢板弹簧座内侧附近,桥儿端郎的轮毂轴承座根部也应列为危险断面进行强度验算。 1)牵引力或制动力最大时,桥壳钢板弹簧座处危险断面的弯曲应力δ和扭转切应力τ分别为 式中,Mv为地面对车轮垂直反力在危险断面引起的垂直平面内的弯矩,Mv=m’2G2b/2b为轮胎中心平面到板簧座之间的横向距离,如图4所示;为一侧车轮上的牵引力或制动力芦Fx2在水平面内引起的弯矩, =Fx2b;TT为牵引或制动时,上述危险断面所受转矩,TT=Fx2rr;Wv、Wh、、分别为危险断面垂直平面和水平面弯曲的抗弯截面系数及抗扭截面系数。
自动焊接小车中文说明书
自动焊接小车中文说明书 适用于以下型号: ●GR-18-1D ●GR-18-1SD-2 ●GR-1901 ●GR-28 ●GR-28-1+1CW+GR33 ●GR-8SS-H1 序目
一、概述 1-1 GR-18-1D GR-18-1SD-2简介1-2 GR-1901简介 1-3 GR-28简介 1-4 GR-28-1+1CW+GR33简介 1-5 GR-8SS-H1简介 二、安装连接和焊接操作 2-1 GR-18-1D GR-18-1SD-2 2-2 GR-1901 2-3 GR-28 GR-28-1+1CW+GR33 2-4 GR-8SS-H1 三、保养 3-1 保养 四、故障排除 4-1 焊接中的故障 4-2 焊接中的故障 1-1 GR-18-1D GR-18-1SD-2
1-1-1 简介 1) 由于体积小,重量轻,在不同的条件下,它易于移动和安装。 2) 操作能力:四轮驱动具有很高的安全操作性能。 3) 简单操作方法:在自动控制状态,按下启动按钮,焊接开始。 4) 使连续焊接成为可能(控制功能可选)有一个转换开关,可切变控制到连续焊接功能。 5) 减少操作人员的次数。一个工人可同时操作3-5台机器,是因为装备了自动停止功能和 感应传感器,甚至不必备置工作人员。 6) 最小的焊接损伤:由于采用低压力装夹和自动焊接,便引起的焊接形和缺陷减少。 7) 没有经过培训的工人也可以进行焊接:由于设备的小型化和轻重量,以及简单的自动焊 接操作,可以使一个没有经过培训的工人比技术工人做出更好的焊接工作。 1-2-2 GR-18-1D小车的优点 1.GR-18-1D小车的焊枪位置在小车的一侧(目前其它焊接小车,焊枪在小车侧面的中部), 所以在焊接一块平板工件时,其它小车在开始端有一段就焊不到,在结尾端也有一段焊不到,需有两个位置的补焊。而GR-18-1D小车的焊枪在行走方向的一端头,可以启始位置始焊,到终焊尾端只有一段需要补焊。 2.焊枪不在小车的中部(在行走方向的一端)这种设计,使操作者较易观察电弧和焊缝的 焊接情况。视线不会被小车本身阻挡。由于焊枪位于小车行走方向的一端,所以小车受到的电弧的热幅射较少,增加了使用寿命。 3.可以实现单面1到2支焊枪同时焊接。 4.可实现双面焊接。 5.可焊接铁骨架。 6.可以焊高空焊缝(配合轨道定位)。 7.可以实现离地焊接 8.如果工件很长,(例如“工”字钢)地面会有许多拼接焊缝和焊渣等杂物,影响GR-18-1D 小车行走的稳定性。将GR-18-1D小车吊在所焊长工件的上端,悬垂于侧壁行走,可避免许多干扰因素和清理行走表面的准备工作。 9.用于一般角焊。 10.焊接大直径管道,管道最小直径可达250 mm。 11.小车的两侧都可以夹持焊枪,前后行走都可以进行焊接。 1-1-3 技术规格: