8D标准格式
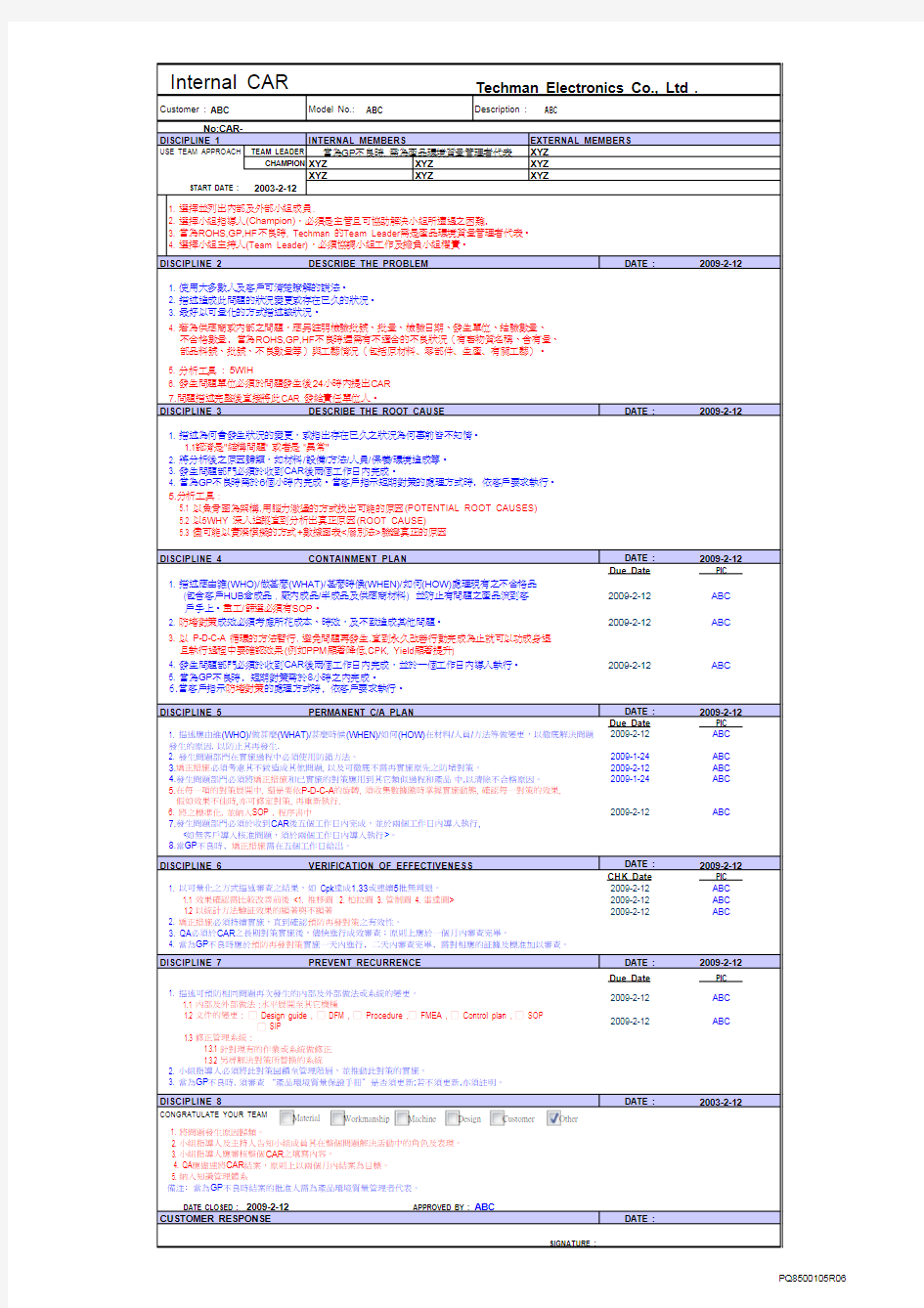
Material Workmanship Machine Design Customer Other
PQ8500105R06
8D报告的格式
8D报告的格式
8D工作方法的介绍 8D又称团队导向问题解决方法,是福特公司处理问题的一种方法,亦适用于制程能力指数低於其应有值时有关问题的解决,它提供了一套符合逻辑的解决问题的方法,同时对於统计制程管制与实际的产品质量提升架起了一座桥梁。主要步骤包括: D1:小组成立 D2:问题说明 D3:实施并验证临时措施 D4:确定并验证根本原因 D5:选择和验证永久纠正措施 D6:实施永久纠正措施 D7:预防再发生 D8:小组祝贺 D1:小组成立目的: 成立一个小组,小组成员具备工艺/产品的知识,有配给的时间并授予了权限,同时应具有所要求的能解决问题和实施纠正措施的技术素质。小组必须有一个指导和小组长。关键要点: 成员资格,具备工艺、产品的知识目标分工程序小组建设 D2:问题说明目的: 用量化的术语详细说明与该问题有关的内/外部顾客抱怨,如什么、地点、时间、程度、频率等。“什么东西出了什么问题”方法:质量风险评定,FMEA分析关键要点: 收集和组织所有有关数据以说明问题问题说明是所描述问题的特别有用的数据的总结审核现有数据,识别问题、确定范围细分问题,将复杂问题细分为单个问题问题定义,找到和顾客所确认问题一致的说明,“什么东西出了什么问题”,而原因又未知风险等级 D3:实施并验证临时措施目的: 保证在永久纠正措施实施前,将问题与内外部顾客隔离。(原为唯一可选步骤,但发展至今都需采用)方法:FMEA、DOE、PPM 关键要点: 评价紧急响应措施找出和选择最佳“临时抑制措施”决策实施,并作好记录验证(DOE、P PM分析、控制图等) D4:确定并验证根本原因目的: 用统计工具列出可以用来解释问题起因的所有潜在原因,将问题说明中提到的造成偏差的一系列事件或环境或原因相互隔离测试并确定产生问题的根本原因。方法:FMEA、PPM、DOE、控制图关键要点: 评估可能原因列表中的每一个原因原因可否使问题排除验证控制计划 D5:选择并验证永久纠正措施目的: 在生产前测试方案,并对方案进行评审以确定所选的校正措施能够解决客户问题,同时对其它过程不会有不良影响。方法:FMEA 关键要点: 重新审视小组成员资格决策,选择最佳措施重新评估临时措施,如必要重新选择验证管理层承诺执行永久纠正措施控制计划 D6:实施永久纠正措施目的: 制定一个实施永久措施的计划,确定过程控制方法并纳入文件,以确保根本原因的消除。在生产中应用该措施时应监督其长期效果。方法:防错、统计控制关键要点: 重新审视小组成员执行永久纠正措施,废除临时措施利用故障的可测量性确认故障已经排除控制计划、工艺文件修改 D7:预防再发生目的: 修改现有的管理系统、操作系统、工作惯例、设计与规程以防止这一问题与所有类似问题重复发生。关键要点: 选择预防措施验证有效性决策组织、人员、设备、环境、材料、文件重新确定 D8:小组祝贺目的: 承认小组的集体努力,对小组工作进行总结并祝贺。关键要点: 有选择的保留重要文档流览小组工作,将心得形成文件了解小组对解决问题的集体力量,及对解决问题作出的贡献必要的物质、精神奖励。
完整8D报告模板
说明: D1-第一步骤: 建立解决问题小组----由品质部召集相关人员 若问题无法独立解决,通知你认为有关的人员组成团队。团队的成员必需有能力执行,例如调整机器或懂得改变制程条件,
或能指挥作筛选等。备注:执行者不列入。 D2-第二步骤: 描述问题----由品质部收集,并向小组人员传达 向团队说明何时、何地、发生了什么事、严重程度、目前状态、如何紧急处理、以及展示照片和收集到的证物。想象你是FBI的办案人员,将证物、细节描述越清楚,团队解决问题将越快。 D3-第三步骤: 执行暂时对策---由小组人员负责执行 若真正原因还未找到,暂时用什么方法可以最快地防止问题?如全检、筛选、将自动改为手动、库存清查等。暂时对策决定后,即立刻交由团队成员带回执行。备注:为了防止遗漏,纠正措施五要→客户仓库、在途、客户生产线、工厂生产线& 工厂仓库。 D4-第四步骤: 找出问题真正原因----由小组人员讨论后确定 找问题真正原因时,最好不要盲目地动手改变目前的生产状态,先动动脑。您第一件事是要先观察、分析、比较。列出您所知道的所有生产条件(即鱼骨图),逐一观察,看看是否有些条件走样,还是最近有些什么异动?换了夹具吗?换了作业员?换了供应商?换了运输商?修过电源供应器?流程改过? 或比较良品与不良品的检查结果,看看哪个数据有很大的差异?尺寸?重量?电压值?CPK?耐电压?等等不良的发生,总是有原因,资料分析常常可以看出蛛丝马迹。这样的分析,可以帮助您缩小范围,越来越接近问题核心。当分析完成,列出您认为最有可能的几项,再逐一动手作些调整改变,并且观察哪些改变可使品质回复正常及影响变异的程度,进而找到问题真正的原因。这就是著名田口式方法最简单而实际的运用。 D5-第五步骤: 选择永久对策----由小组人员讨论后确定 找到造成问题的主要原因后,即可开始拟出对策的方法。对策的方法也许有好几种,例如修理或更新模具。试试对可能的选择列出其优缺点,要花多少钱?多少人力?能持续多久? 再对可能的方法作一最佳的选择,并且确认这样的对策方法不会产生其它副作用。备注:对策六要→起点改善、模具/工夹具改进、判定标准、辨认标记、隔离处置、产品设计改善。 D6-第六步骤: 执行及验证永久对策---由小组人员负责执行并验证 当永久对策准备妥当,则可开始执行及停止暂时对策。并且对永久对策作一验证,例如观察不良率已由4000 PPM降为300 PPM,CPK由0.5升为1.8等,下游工段及客户己能完全接受,不再产生问题。 D7-第七步骤: 防止再发生措施及标准化----由小组人员负责执行 为了防止问题的再发生,要把永久对策落实到设计图纸、工艺文件、检验指导书、模具/工夹具的改进等。另外对类似的产品,虽然尚未发生问题,亦需作同步改善,防止类似问题在其他产品上再次发生。同时这样的失效,也应列入下一产品研发段的FMEA中予以验证,从源头上彻底防止问题的再发。 D8-第八步骤: 团队激励----由厂办负责确认并负责申报
8D报告格式及写法
8D报告的格式 供应商问题分析及整改纠正措施报告 8D工作方法的介绍 8D又称团队导向问题解决方法,是福特公司处理问题的一种方法,亦适用于制程能力指数低於其应有值时有关问题的解决,它提供了一套符合逻辑的解决问题的方法,同时对於统计制程管制与实际的产品质量提升架起了一座桥梁。主要步骤包括: D1:小组成立 D2:问题说明 D3:实施并验证临时措施 D4:确定并验证根本原因 D5:选择和验证永久纠正措施 D6:实施永久纠正措施 D7:预防再发生 D8:小组祝贺 D1:小组成立目的: 成立一个小组,小组成员具备工艺/产品的知识,有配给的时间并授予了权限,同时应具有所要求的
能解决问题和实施纠正措施的技术素质。小组必须有一个指导和小组长。关键要点: 成员资格,具备工艺、产品的知识目标分工程序小组建设 D2:问题说明目的: 用量化的术语详细说明与该问题有关的内/外部顾客抱怨,如什么、地点、时间、程度、频率等。“什么东西出了什么问题” 方法:质量风险评定,FMEA分析关键要点: 收集和组织所有有关数据以说明问题问题说明是所描述问题的特别有用的数据的总结审核现有数据,识别问题、确定范围细分问题,将复杂问题细分为单个问题问题定义,找到和顾客所确认问题一致的说明,“什么东西出了什么问题”,而原因又未知风险等级 D3:实施并验证临时措施目的: 保证在永久纠正措施实施前,将问题与内外部顾客隔离。(原为唯一可选步骤,但发展至今都需采用)方法:FMEA、DOE、PPM 关键要点: 评价紧急响应措施找出和选择最佳“临时抑制措施” 决策实施,并作好记录验证(DOE、PPM分析、控制图等) D4:确定并验证根本原因目的: 用统计工具列出可以用来解释问题起因的所有潜在原因,将问题说明中提到的造成偏差的一系列事件或环境或原因相互隔离测试并确定产生问题的根本原因。方法:FMEA、PPM、DOE、控制图关键要点: 评估可能原因列表中的每一个原因原因可否使问题排除验证控制计划 D5:选择并验证永久纠正措施目的: 在生产前测试方案,并对方案进行评审以确定所选的校正措施能够解决客户问题,同时对其它过程不会有不良影响。方法:FMEA 关键要点: 重新审视小组成员资格决策,选择最佳措施重新评估临时措施,如必要重新选择验证管理层承诺执行永久纠正措施控制计划 D6:实施永久纠正措施目的: 制定一个实施永久措施的计划,确定过程控制方法并纳入文件,以确保根本原因的消除。在生产中应用该措施时应监督其长期效果。方法:防错、统计控制关键要点: 重新审视小组成员执行永久纠正措施,废除临时措施利用故障的可测量性确认故障已经排除控制计划、工艺文件修改 D7:预防再发生目的: 修改现有的管理系统、操作系统、工作惯例、设计与规程以防止这一问题与所有类似问题重复发生。关键要点: 选择预防措施验证有效性决策组织、人员、设备、环境、材料、文件重新确定 D8:小组祝贺目的: 承认小组的集体努力,对小组工作进行总结并祝贺。关键要点: 有选择的保留重要文档流览小组工作,将心得形成文件了解小组对解决问题的集体力量,及对解决问题作出的贡献必要的物质、精神奖励。
8D报告(范本)精编版
1.问题解决小组: 组成日期: 4/18/2012 ** 事业部部长 ** 品质部部长 ** 生产部部长 ** 技术科经理 ** VGS线产品工程师 2.问题描述: 2.1 问题陈述: 客户投诉4个产品短路。 3.临时性纠正措施: 3.1 库存/在制品检查: 1.对在制品进行抽样测试IR,设定为VR=410V;IR<5uA,失效率为 0/24K PCS. 2.对库存进行抽样测试IR, 设定为VR=410V;IR<5uA,失效率为 0/24K PCS. 3.2 工艺制程/OQC限制措施: 3.2.1查核2005年3月份PE1产品的可靠性监控情况,HTRB,PCT,TC和Forward Surge总共 各做了7个批次,每种试验的抽样量为315支,全部合格。 3.2.2 查核2005年3月份UF4004产品的OQC的检验情况,无电性不良记录。 3.2.3将该产品列入OQC加严检验清单中,OQC对UF4004产品连续10个批次执行加严检验 (3/28/2006)。 3.3 风险评估: 风险评估水平为一般(50),不需要采取强制对策。 4.根本原因分析:
4.1 退回样品的初始确认(外观/电性)(如适用): 参照VGSC失效分析报告T061120。 4.2 退回样品的失效分析: 4.2.1 失效分析结果总结: 4.2.1.1.典型IMC失效-表面有氧化层,导致芯片烧毁。 4.2.2 失效分析详细状况: 参照VGSC失效分析报告T061120。(参考VGST提供的UG2 IR不良模拟试验及FA报告) 4.3 失效原因: 4.3.1 失效机理: 由于焊接炉温异常,导致焊接材料产生”IMC”现象,在后期器件应用中发生失效. (参考VGST提供的UG2 IR不良模拟试验及FA报告) 4.3.2 可能的原因/要素: 4.3.2.1 焊接炉温异常,导致焊接材料产生”IMC”现象. 4.3.2.2晶粒制程异常,导致玻璃钝化层披覆不良 4.4 根本原因: 4.4.1 最可能原因的分析: 焊接炉温异常,导致焊接材料产生”IMC”现象. 4.4.2 根本原因的结论: 同4.3.2.1 经过模拟试验及排查, 最可能的原因是由于出炉材料在焊接炉出炉口未及时清理,导致焊接炉内部产生卡炉, 处于焊接炉高温区的材料产生”IMC”现象. 正常炉温曲线: 峰值温度365C.
汽车行业8d报告格式
汽车行业8d报告格式 范本:8D报告格式及填写说明 篇二:福特8D报告 1解决方法 2方法简介 3适用范围 4实施步骤 5优缺点 6相关应用 解决方法编辑凡是做FORD的零件,必需采用8D作为品质改善的工具,目 前有些企业并非FORD的供应商或汽车业的合作伙伴,也很喜欢用这个方便而有效的方法解决品质问题,成为一个固定而有共识的标准化问题解决步骤。 Discipline 1.成立改善小组(Form the Team):订1议题之相关人员组成,通常 是跨功能性的,说明团队成员间的彼此分工方式或担任的责任与角色。 Discipline 2?描述问题(Describe the Problem):将问题尽可能量化而清楚地表达,并能解决中长期的问题而不是只有眼前的问题。 Discipline 3.实施及确认暂时性的 对策(Contain the Problem):对于解决D2之立即而短期行动,避免问题扩大或持续恶化,包含清库存、缩短PM时间、加派人力等。 Discipline 4?原因分析及验证真因仃dent if y the Root Cause):发生D2问 题的真正原因、说明分析方法、使用工具(品质工具)的应用。
Discipline 5?选定及确认长期改善行动效果(Formulate and Verify Corrective Actions):拟订改善计划、列出可能解决方案、选定与执行长期对策、验证改善措施,清除D4发生的真正原因,通常以一个步骤一个步骤的方式说明长期改善对策,可以应用专案计划甘特图(Gantt Chart),并说明品质手法的应用。 Discipline 6?改善问题并确认最终效果(Correct the Problem and Confirm the Effects): 执行Do后的结果与成效验证。 Discipline 7?预防再发生及标准化(Prevent the Problem):确保D4问题不会再次发生的后续行动方案,如人员教育训练、改善案例分亨(Fan out).作业 标准化、产岀BKM、执行ECN、分享知识和经验等。 Discipline 8?恭喜小组及规划未来方向(Congratulate the Team):若上述步骤完成后问题已改善,肯定改善小组的努力,并规划未来改善方向。 方法简介编辑8D 乂称团队导向问题解决方法、8D问题求解法(8D Problem Solving)是福特公司处理问题的一种方法,亦适用于制程能力指数低於其应有值时有关问题的解决,它提供了一套符合逻辑的解决问题的方法,同时对於统讣制程管制与实际的品质提升架起了一座桥梁。 二战期间,美国政府率先采用一种类似8D的流程一一“军事标准1520”,X称之为“不合格品的修正行动及部署系统”。1987年,福特汽车公司首次用书面记录下8D 法,在其一份课程手册中这一方法被命名为“团队导向的问题解决法”(Team Oriented Problem Solving) o当时,福特的动力系统部门正被一些经年累月、反复出现的生产问题搞得焦头烂额,因此其管理层提请福特集团提供指导课程,帮助解决难题。 适用范围编辑 该方法适用于解决各类可能遇到的简单或复杂的问题; 8D方法就是要建立一个体系,让整个团队共享信息,努力达成目标。