rd-ARM控制的数字化逆变焊机PWM脉冲的实现---PWM二分频
Welding Technology Vol.38No.3Mar .2009·焊接设备与材料·ARM 控制的数字化逆变焊机PWM 脉冲的实现
李志刚1,陈玉喜1,石红信1,朱锦洪1,2
(1.河南科技大学材料科学与工程学院,河南洛阳471003;2.河南科技大学河南省有色金属科学与加工技术重点实验室,河南洛阳471003)
摘要:PWM 控制脉冲的实现难易性、可控性和稳定性对波形控制焊机的性能有重要影响。以LPC 2131(ARM )为控制核心,利用其内部的PWM 模块产生单路脉冲,并经过外围GAL 电路转化为双路脉冲,可按照焊机的工作状态进行相应占空比调节和输出。通过仿真和联机调试,结果表明,实测波形和仿真波形一致,具有PWM 脉冲实现容易、控制性能良好和运行可靠等优点。关键词:数字化控制;逆变焊机;PWM 脉冲;ARM ;GAL 中图分类号:TP273;TG434.5
文献标志码:B
收稿日期:2008-09-05
基金项目:河南省自然科学基金资助项目(021*******);河南
省科技攻关计划资助项目(0624260007)
文章编号:1002-025X (2009)03-0037-04
在焊接电源中采用数字化控制,具有灵活、精确、稳定可靠和集成度高等特点,为焊接设备小体积、轻质量,焊接工艺稳定性和良好的工艺效果提供了必要条件。焊接电源的数字化主要包括3个方面[1]:电源主电路的数字化、电源控制电路的数字化、电源专家系统的数字化。主电路的数字化主要是以功率开关器件为核心的逆变部分,节能降耗优势显著;电源控制电路的数字化主要是以MCU ,DSP ,ARM 为控制核心的应用上,以集成元件代替分立元件,系统精度高,稳定性好。同时,控制电路的数字化为电源专家系统的数字化提供了基础,主要在多输出特性和一元化参数调节的多功能焊机方面。各部分需协调运作,主电路为焊机提供功率输出,控制电路为中枢,专家系统为灵魂,灵魂通过中枢传达直至输出。
波形控制技术是CO 2焊机发展的趋势和重点,随着电力电子技术和计算机技术的成熟与发展,波形控制法从传统的控制电流上升率和瞬时短路电流的方法演变到新型表面张力控制法(STT )、能量控制法以及焊接波形的动态控制[2],正在逐渐实现从粗略控制到精细控制、从准确控制到动态调整的发展。焊接专家系统产生的信号通过控制电路的传递和转换,驱动主电路功率开关器件,使焊机主电路产生相应的输出。对于目前所应用的逆变电源,主要是通过PWM
方式控制功率器件通断的频率及占空比,实时得出相应的控制波形[3]。显然PWM 控制脉冲的实现难易性、可控性和稳定性对波形控制焊机的性能有重要影响。因此,笔者以LPC 2131(ARM )为控制核心,利用其内部的PWM 模块产生脉冲并进行外围处理,可按照焊机的工作状态进行相应调节和输出。本文详细介绍了PWM 桥式逆变器控制脉冲的实现方案,并通过仿真和实测验证了设计的可行性。
1基于ARM 的单路PWM 脉冲的产生
为使全桥逆变电源正常工作,需要两路PWM 分
别驱动2组开关器件以实现通断状态控制。通常的数字化控制方式为:用单片机产生具有一定相位关系而又相对独立的两路PWM 脉冲分别控制2组开关器件的通断状态,该方法占用系统资源,且容易因干扰致使两路PWM 相位关系受到破坏,使焊机工作不稳定,严重则产生直通,烧损器件,带来严重影响[4]。因此,PWM 脉冲的产生及组合方式尤为重要。
基于上述问题,设计了一种基于ARM 微处理器
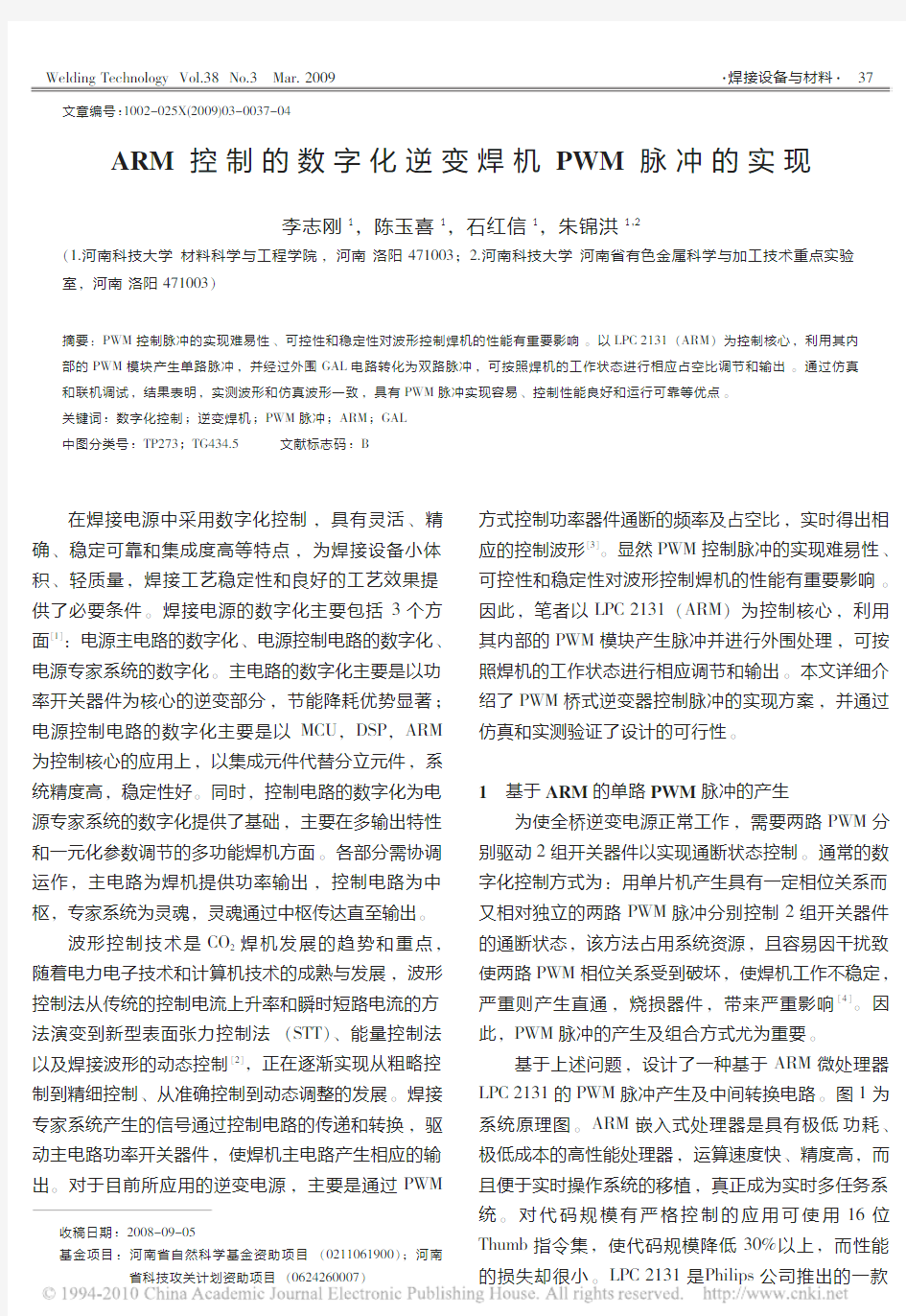
LPC 2131的PWM 脉冲产生及中间转换电路。图1为
系统原理图。ARM 嵌入式处理器是具有极低功耗、极低成本的高性能处理器,运算速度快、精度高,而且便于实时操作系统的移植,真正成为实时多任务系统。对代码规模有严格控制的应用可使用16位
Thumb 指令集,使代码规模降低30%以上,而性能
的损失却很小。LPC 2131是Philips 公司推出的一款
37
焊接技术第38卷第3期2009年3月
·焊接设备与材料·16位ARM7TDMI-S 内核的微控制器,小型LQFP 64
封装,装带有8kB 的嵌入式高速Flash 存储器,32
kB 的SRAM ,并具有丰富的片内外设:8路10位ADC 、2个32位定时器/计数器、6路PWM 输出通
道、多个串行接口、9个边沿或电平触发外部中断、多达47个5V 的通用I/O 口等,能够大大简化系统的外围电路设计。通过片内PLL 可实现最高60MHz 的CPU 操作频率,具有极高的运行速度[5-6]。
LPC 2131内嵌PWM 脉冲模块,可产生6路单边
沿控制的PWM 脉冲或3路双边沿PWM 脉冲。本设计中采用一路双边沿控制的PWM 脉冲,下面介绍其产生过程,如图2所示。
首先,对PWM 脉冲的各个参数通过PWM 寄存器进行设置,如匹配寄存器PWMMR0,PWMMR1,
PWMMR2等的设置。然后,锁存并使能PWM 和TC 。
当计数器的值等于PWMMR1时,PWM 脉冲发生正跳变;当计数器的值等于PWMMR2时,PWM 脉冲发生负跳变;当计数器的值等于PWMMR0时,完成一个PWM 周期,以后按照此步骤输出预设的PWM ,直至预设值改变。主要PWM 设置程序如下:
LDR RO ,=PWM_BASE LDR R1,=Ox404STR R1,
[R0,#0x4C];设定为双边沿模
式控制
MOV R1,#0x02STR R1,[R0,#14];匹配时复位定时器MOV R1,0x10000STR R1,[R0,#0x18];设定PWM 周期MOV R1,#2000STR R1,[R0,#0x1C];高电平匹配值MOV R1,#0x7000STR R1,[R0,#0x20];低电平匹配值MOV R1,0x07STR R1,[R0,#0x50];锁存
MOV R1,#0x09
STR R1,[R0,#0x04];使能启动PWM 定时器
…
电源工作时,通过霍尔传感器采集焊接电流和电弧电压,通过电压转换后经A/D 输入ARM ,然后通过程序判断焊接状态,继而修改ARM 内部PWM 模块的相应寄存器的值,可对输出的PWM 脉冲的频率、幅值和占空比进行调节,然后输出到驱动部件控制功率开关器件的通断,频率不同则相应的电弧电压就不同,这就实现了对电弧电压的调整,如图3所示。
2单路转双路的脉冲分频电路
在ARM 内部的PWM 模块产生一路频率恒定、
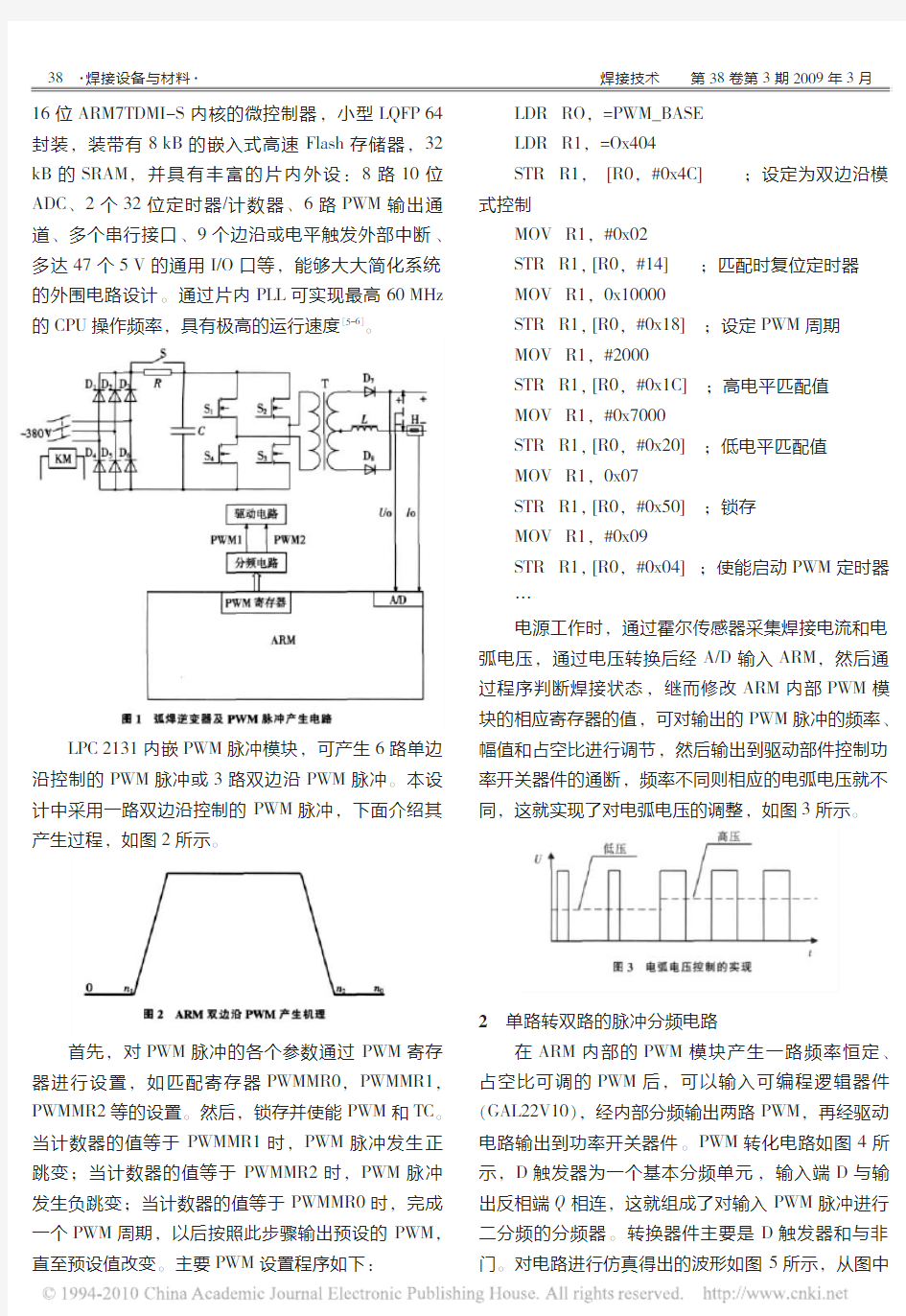
占空比可调的PWM 后,可以输入可编程逻辑器件(GAL22V10),经内部分频输出两路PWM ,再经驱动电路输出到功率开关器件。PWM 转化电路如图4所示,D 触发器为一个基本分频单元,输入端D 与输出反相端Q 相连,这就组成了对输入PWM 脉冲进行二分频的分频器。转换器件主要是D 触发器和与非门。对电路进行仿真得出的波形如图5所示,从图中
图1弧焊逆变器及PWM 脉冲产生电路
图2
ARM 双边沿PWM 产生机理
0n 1
n 2
n 0
图3
电弧电压控制的实现
低压
高压
U
t
D 1D 2D 3
D 4D 5D 6
KM
~380V
S
R
C S 4
S 1
T
S 3S 2
D 8
D 7
L H +-
U o I o
驱动电路
分频电路
PWM 寄存器
A/D
ARM
PWM1PWM2
+-38
Welding Technology Vol.38No.3Mar .2009
·焊接设备与材料·可以看出分频波形严格按照幅值相同、频率减半、相位相差180°的原则进行转换。经过分析对比,选择了LATTICE 公司生产的可编程逻辑器件GAL22V10,有24个引脚、11个输入端、多达10个输出端,利用其内部的与或阵列结构,把输入信号进行不同组合可实现各种逻辑功能,产生不同的控制信号。通过
GAL22V10将一路PWM 分频,生成了频率减半、幅
值相同、相位相差180°的两路脉冲。另外,还通过
GAL22V10逻辑组合实现了对焊机交流接触器、软启
动开关、气阀、送丝机的控制以及对过热过流信号的传递与显示。
图6为GAL22V10在数字化CO 2焊机中承担驱动和接口功能的输入输出引脚,其中PWM ,EV ,
MH ,SF ,CJ ,OIDO ,OHDO 分别为驱动脉冲、气
阀、送丝机、软启动开关、交流接触器的输入信号;
A/B 为预置和实时显示切换信号;EVO ,MHO ,SFO ,CJO ,PWM1,PWM2,OHGO 、OIGO 分别为
气阀、送丝、软开关、交流接触器、分频脉冲、过热过流的输出信号。焊机工作时,ARM 微处理器根据检测到的信号输出相应的高低电平序列到GAL22V10,从而控制焊机主控板上的继电器和驱动电路。
3PWM 脉冲电路调试
在确定原理、编制程序、烧写器件之后进行联机
调试:经ARM 输出一路PWM 波形之后,经过
GAL22V10分频输入IGBT 的驱动及保护电路,然后
对其实际波形进行测试。图7为PWM 产生与转化波形,其中2为LPC 2131产生的幅值为3.3V 、频率为
40kHz 的PWM 脉冲,3和4分别为GAL22V10产生
的两路幅值为5V 、频率为20kHz 、相位相差180°的
PWM 脉冲。与仿真波形对照,由试验结果可以看出,
该设计方案是符合系统要求的。
4结论
(1)本文设计了以LPC 2131为控制核心的数字
化焊机驱动PWM 脉冲信号的产生及转换电路,脉冲实现容易,控制方式灵活,为焊接过程控制提供了基础。
(2)软硬件相结合,通过对单路PWM 信号分频实现双路脉冲输出,提高了电源抗干扰性能,增强了焊机的可靠性及稳定性。
(3)从使用效果看,不仅减少了器件,减小了系统的体积,简化了电路的设计,而且实现了模块化设
图5
PWM 输入与输出GAL22V10的波形
图4
PWM 转化原理图
PWM1
PWM2
PWM
D
Q
Q
SET
CLR 图6
GAL22V10输入输出引脚
A/B EVO MHO SFO CJO PWM1PWM2OHGO OIGO
PWM EV MH SF CJ OIDO OHDO
GAL22V10
图7
PWM 产生和转换的实测波形
2
M 3
4
39
焊接技术第38卷第3期2009年3月
计,给焊机生产、设计和维修带来了方便。
参考文献:
[1]胡绳荪.现代弧焊电源及其控制[M ].北京:机械工业出版社,
2007.
[2]黄彦源,钟继光,陈宇军.CO 2焊的波形控制法[J ].机电工程技
术,2004,33(12):7-9.
[3]张文义,杨乐民.状态组合法在电压型PWM 逆变器中的应用[J ].
逆变电源,2007,15(3):43-45.
[4]张宝红,杨立军,李俊岳,等.CO 2气体保护焊短路过渡过程的
闭环实时控制[J ].焊接学报,2001,32(1):27-30.[5]尹
海,李思海,张光东.IGBT 驱动电路性能分析[J ].电力电子
技术,1998,22(3):86-89.
[6]周立功.深入浅出ARM7-LPC213X /214X [M ].北京:北京航空航
天大学出版社,2005.
收稿日期:2008-12-01
文章编号:1002-025X (2009)03-0040-03
埋弧焊焊剂热物理性能的研究
宋天革
(无锡职业技术学院机械与汽车工程系,江苏无锡214121)
摘要:利用数理统计理论发展起来的混料优化设计方法,建立数学模型,研究了Al 2O 3-CaO-CaF 2系高韧性埋弧焊焊剂7个基本组元间的交互作用、对影响焊缝成形及焊后脱渣性的软化温度的影响规律,给出了混料模型的回归方程及方差分析结果。结果表明:MgO-
TiO 2-CaCO 3-Al 2O 3的交互作用,能提高焊剂的软化温度,而一定数量的CaF 2的加入则可以降低焊剂的软化温度。关键词:埋弧焊;焊剂;软化温度;混料回归模型中图分类号:TG423;TB114
文献标志码:B
0前言
埋弧焊焊剂的成分配比对保证焊缝金属具有良好成
形和电弧燃烧稳定性,提高焊接工艺性有直接的影响。研究焊剂的成分对焊剂物理性能的影响规律,对配制既具有高韧性,又具有良好焊接工艺性的焊剂具有非常重要的意义,目前,虽然国内外对焊剂物理性质的研究已引起重视,展开了一定的研究工作[1-2],但对软化温度这样一些对焊接工艺性特别是焊后脱渣性有重要影响的物理参数与成分之间的关系,仍缺少系统的研究工作,特别是焊剂中各组元之间的交互作用对软化温度的综合影响问题,目前还没有可供参考的结果。而焊剂的配方配比问题又是一个复杂的多因素综合交互作用问题,特别是对焊剂7种组元的这样一个复杂的交互作用问题,采用传统经验法,很难揭示其内在规律,因此,建立合适的数学模型,揭示焊剂各组元之间的交互作用对选定目
标函数的综合影响,对焊剂的研究具有重要的意义。
最优设计理论对于科学试验中数学模型的建立、最佳工艺条件的获得问题,是一种极其有效的统计学工具。本文将最优设计方案应用到焊接工艺中,利用现代数理统计理论发展起来的最优设计理论,建立数学模型,对焊剂成分与软化温度的关系进行了较系统研究,给出了混料模型的回归方程及方差分析,揭示了焊剂7种组元之间交互作用对软化温度的影响规律。
1试验方法1.1
试验设计
混料回归设计是一种带约束的特殊回归问题,用
x 1,x 2,…,x 7表示混料问题中的7种成分所占的百
分比,则:
7
i =1
Σx i =1,
0≤a i ≤x i ≤b i ≤1(i =1,2,…,7),(1)
式中:x i 为混料分量,a i 表示各成分含量的下限,b i
表示各成分含量的上限。
作者简介:李志刚(1984—),男,河南洛阳人,硕士,主要研究方向为焊接电源及控制.
·焊接设备与材料·
40
焊接技术第38卷第3期2009年3月Ⅱ·英文标题、摘要及关键词·
Analysis of p rocess f actors of AC FZ-TIG w elding for a luminum alloy
HUANG Yong,SHAO Feng and FAN Ding
(Key Laboratory of Non-ferrous Metal Alloys and Processing,The Ministry of Education,Lanzhou University of Technology,Lanzhou 730050,Gansu pro.,China)P28-30
Abstract:For aluminum alloys,a new type of activating welding process called Flux Zoned activating TIG welding(FZ-TIG welding)wa s br ought forward.This welding process c ould not only increase weld penetration,but also get perfect weld surface appearance.AC FZ-TIG welding for aluminum alloy was studied the factors affecting the weld penetration.It ha d important practical significance to introduce activating TIG welding into the welding for aluminum alloys and generalize FZ-TIG welding.The experimental results indicated that welding current,welding speed,central flux coating width,central flux coating content and flux solvent all ha d relatively large influence on weld penetration of AC FZ-TIG welding for aluminum alloy,except argon flow rate.
Key words:activating welding process,flux zoned TIG welding,weld penetration,process factor
Analysis of weld defects and research of welding procedure for triangle reinforced plate of aluminum car body on high-speed train HAN Xiao-hui
(Sifang Locomotive&Rolling Stock Ltd.,CSR,Qingdao266031,Shandong pro.,China)P31-33,52
Abstract:With the development of CRH,it is necessary to research and develop the manufacturing process of aluminum alloy car body of high-speed train.Triangle reinforced plate is one of the most important welding part on aluminum alloy car bodies and its weld strength seriously affect the running safety of trains.It is required for the highest welding quality while it is difficult to weld.Something can be found out from statistic data on site manufacturing.Four weld ing defects such as porosity,weld crack,slag inclusion and incomplete fusion are found during welding.In the paper,causes of four weld ing defects are analyzed and process method are confirmed according to the manufacturing process.It has resulted in less welding defects,higher once-off pass rate for radiographic inspection and less repair work in the triangle reinforced plate welding.
Key words:triangle reinforced plate,weld ing defects,car body of high-speed train,aluminum alloy
Study on the digital PWM approach based on ARM controller for inverter welding machine
LI Zhi-gang,CHEN Yu-xi,SHI Hong-xin,et al.
(School of Materials Science and Engineering,Henan University of Science and Technology,Luoyang471003,Henan pro.,China)P37-40
Abstract:The different digital PWM approaches ma d e important impact on the performance of waveform controlled welding machine.In the study,single channel pulse was produced by the PWM module of the ARM control core LPC2131,and then converted into twin-channel PWM pulses through peripheral GAL circuit.Its duty cycle could also be regulated easily in accordance with the load state.Experiment and simulation results proved the consistency of the measured waveform and simulated waveform.It show ed that this approach ha d significant advantages such as high reliability,controllability and easy implementation.
Key words:digitized control,inverter weld ing machine,PWM pulses,ARM,GAL
S ynchronous sampling system for welding temperature field using industrial personal computer
B U W en-de,L IU J in-he and T ANG J ian-yu
(School of Materials S cience and Engineering,Northwestern Polytechnical University,Xi’an710072,Sha a nxi pro.,China)P43-47 Abstract:In the paper,a synchronous sampling system for welding temperature field wa s established to measure the temperature excursion of the welding joint in the welding process.The hardware system of measuring temperature field wa s made up of thermocouple and an industrial personal computer,etc.The data acquisition and processing software of the system was written according to C++program.The experiment of testing the temperature field of inertia friction weld wa s carried out by this synchronous sampling system.The testing results show ed that the system c ould do well in multiplex real-time sampling for welding temperature field.
Key words:welding temperature field,industrial personal computer,synchronous sampling,measurement system