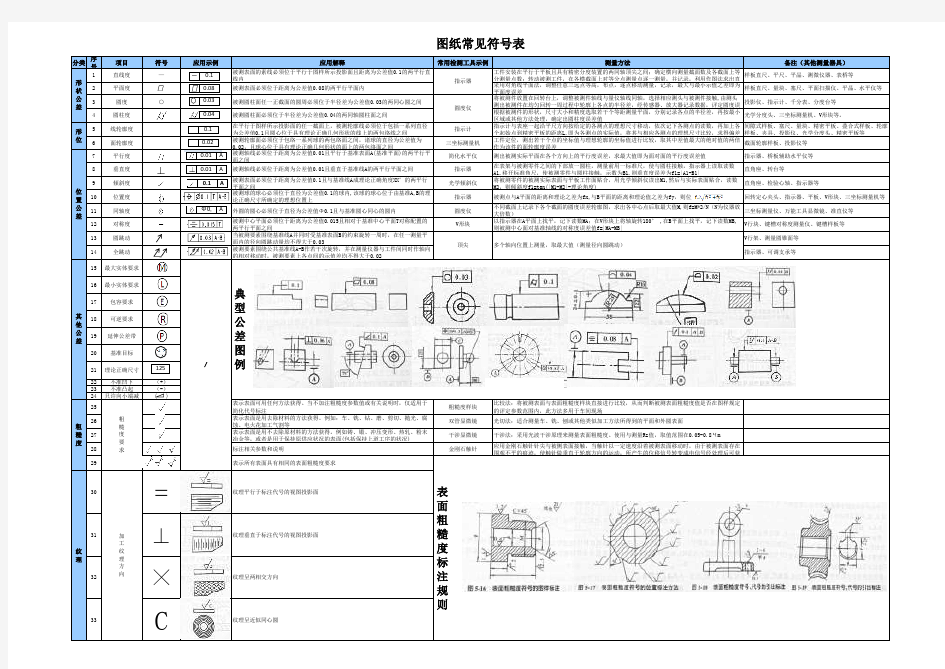
图纸常见符号表
分类序号
项目
符号
应用示例应用解释
常用检测工具示例
测量方法备注(其他测量器具)
1
直线度—
被测表面的素线必须位于平行于图样所示投影面且距离为公差值0.1的两平行直线内
工件安装在平行于平板且具有精密分度装置的两同轴顶尖之间;确定横向测量截面数及各截面上等
分测量点数;转动被测工件,在各横截面上对等分点测量点逐一测量,并记录,利用作图法求出直
样板直尺、平尺、平晶、测微仪器、表桥等
2平面度被测表面必须位于距离为公差值0.08的两平行平面内
采用对角线平面法,调整任意三远点等高,布点,逐点移动测量,记录,最大与最小示值之差即为平面样板直尺、量块、塞尺、平面扫描仪、平晶、水平仪等3圆度○
被测圆柱面任一正截面的圆周必须位于半径差为公差值0.03的两同心圆之间
将被测件放置在回转台上,调整被测件轴线与量仪轴线同轴,选择相应测头与被测件接触,由测头测出被测件在均匀回转一周过程中轮廓上各点的半径差,经传感器、放大器记录数据,评定圆度误投影仪、指示计、千分表、分度台等4
圆柱度被测圆柱面必须位于半径差为公差值0.04的两同轴圆柱面之间
根据被测件的形状,尺寸大小和精度选取若干个等距测量平面,分别记录各点的半径差,再按最小区域或其他方法处理,确定出圆柱度误差值
光学分度头、三坐标测量机、V形块等。
5线轮廓度在平行于图样所示投影面的任一截面上,被测轮廓线必须位于包括一系列直径为公差值0.1且圆心位于具有理论正确几何形状的线上的两包络线之间
指示计指示计与表座一起沿平尺方向按给定的各测点的理想尺寸移动,依次记下各测点的读数,再加上各个起始点到精密平板的距离L,即为各测点的实际值,将其与相应各测点的理想尺寸比较,求得偏差间隙式样板、塞尺、量块、精密平板、叠合式样板、轮廓样板、夹具、投影仪、光学分度头、精密平板等6面轮廓度被测轮廓面必须位于包络一系列球的两包络面之间,诸球的直径为公差值为0.02,且球心位于具有理论正确几何形状的面上的两包络面之间
三坐标测量机工件定位,测出若干个点的坐标值与理想轮廓的坐标值进行比较,取其中差值最大的绝对值的两倍作为该件的面轮廓度误差
截面轮廓样板、投影仪等7平行度被测轴线必须位于距离为公差值0.01且平行于基准表面A(基准平面)的两平行平面之间
简化水平仪测出被测实际平面在各个方向上的平行度误差,求最大值即为面对面的平行度误差值
指示器、桥板辅助水平仪等8垂直度被测轴线必须位于距离为公差值0.01且垂直于基准线A的两平行平面之间指示器在表架与被测零件之间的下部放一圆柱,测量前用一标准尺,使与圆柱接触,指示器上读取读数A1,移开标准角尺,使被测零件与圆柱接触,示数为B1,则垂直度误差为f1=|A1-B1|
直角座、转台等
9
倾斜度被测表面必须位于距离为公差值0.1且与基准线A成理论正确角度XX°的两平行平面之间
光学倾斜仪将被测零件的被测实际表面与平板工作面贴合,用光学倾斜仪读出M1,然后与实际表面贴合,读数M2,则倾斜度f1=tan(|M1-M2|-理论角度)
直角座、检验心轴、指示器等
10位置度被测球的球心必须位于直径为公差值0.1的球内,该球的球心位于由基准A,B的理论正确尺寸所确定的理想位置上
指示器被测点与A平面的距离和理论之差为fx,与B平面的距离和理论值之差为fy,则位置度误差
回转定心夹头、指示器、平板、V形块、三坐标测量机等
11同轴度外圆的圆心必须位于直径为公差值Φ0.1且与基准圆心同心的圆内
圆度仪不同截面上记录下各个截面的圆度误差轮廓图,求出各中心点后取最大值M,则f=M*2/N(N为仪器放大倍三坐标测量仪、万能工具显微镜、准直仪等12对称度被测中心平面必须位于距离为公差值0.015且相对于基准中心平面T对称配置的两平行平面之间
V形块
以指示器在A平面上找平,记下读数MA;在V形块上将轴旋转180° ,在B平面上找平,记下读数MB,则被测中心面对基准轴线的对称度误差值f=|MA-MB|V行块、键槽对称度测量仪、键槽样板等13圆跳动当被测要素围绕基准线A并同时受基准表面B的约束旋转一周时,在任一测量平面内的径向圆跳动量均不得大于0.03
V行架、测量圆锥面等
14全跳动被测要素围绕公共基准线A-B作若干次旋转,并在测量仪器与工件间同时作轴向的相对移动时,被测要素上各点间的示值差均不得大于0.02
指示器、可调支承等
15最大实体要求16最小实体要求17
包容要求18可逆要求19延伸公差带20基准目标21
理论正确尺寸
22不准凹下(+)23不准凸起(-)24只许向小端减小( )
25
表示表面可用任何方法获得。当不加注粗糙度参数值或有关说明时,仅适用于简化代号标注
粗糙度样块比较法:将被测表面与表面粗糙度样块直接进行比较,从而判断被测表面粗糙度值是否在图样规定的评定参数范围内,此方法多用于车间现场
26表示表面是用去除材料的方法获得。例如:车、铣、钻、磨、剪切、抛光、腐蚀、电火花加工气割等
双管显微镜光切法:适合测量车、铣、刨或其他类似加工方法所得到的平面和外圆表面
27表示表面是用不去除原材料的方法获得。例如铸、锻、冲压变形、热轧、粉末冶金等,或者是用于保持原供应状况的表面(包括保持上道工序的状况)干涉显微镜干涉法:采用光波干涉原理来测量表面粗糙度。使用与测量Rz值,取值范围在0.05-0.8Чm 28标注相关参数和说明
金刚石触针
应用金刚石触针针尖与被侧表面接触,当触针以一定速度沿着被测表面移动时,由于被测表面存在围观不平的痕迹,使触针做垂直于轮廓方向的运动,所产生的位移信号转变成电信号经处理后可获
29
表示所有表面具有相同的表面粗糙度要求
30
=
纹理平行于标注代号的视图投影面
31
⊥
纹理垂直于标注代号的视图投影面
32
╳
纹理呈两相交方向
33
C
纹理呈近似同心圆
备注:基本各类公差的检测都可以通过三坐标法来操作,具体基础检测方法操作规程见《计量测试技术手册·第8章》。制作:周勇 时间:2015-7-20
纹理
粗糙度要求
加工纹理方向
/
指示器
圆度仪
顶尖
典型公差图例
表面粗糙度标注规则
图纸常见符号表
形状公差
形位
位置公差
其他公差
粗糙度
多个轴向位置上测量,取最大值(测量径向圆跳动)
0.01A Φ0.A 125
—
0.1
0.08
0.10.020.1
A
0.01A 0.030.04