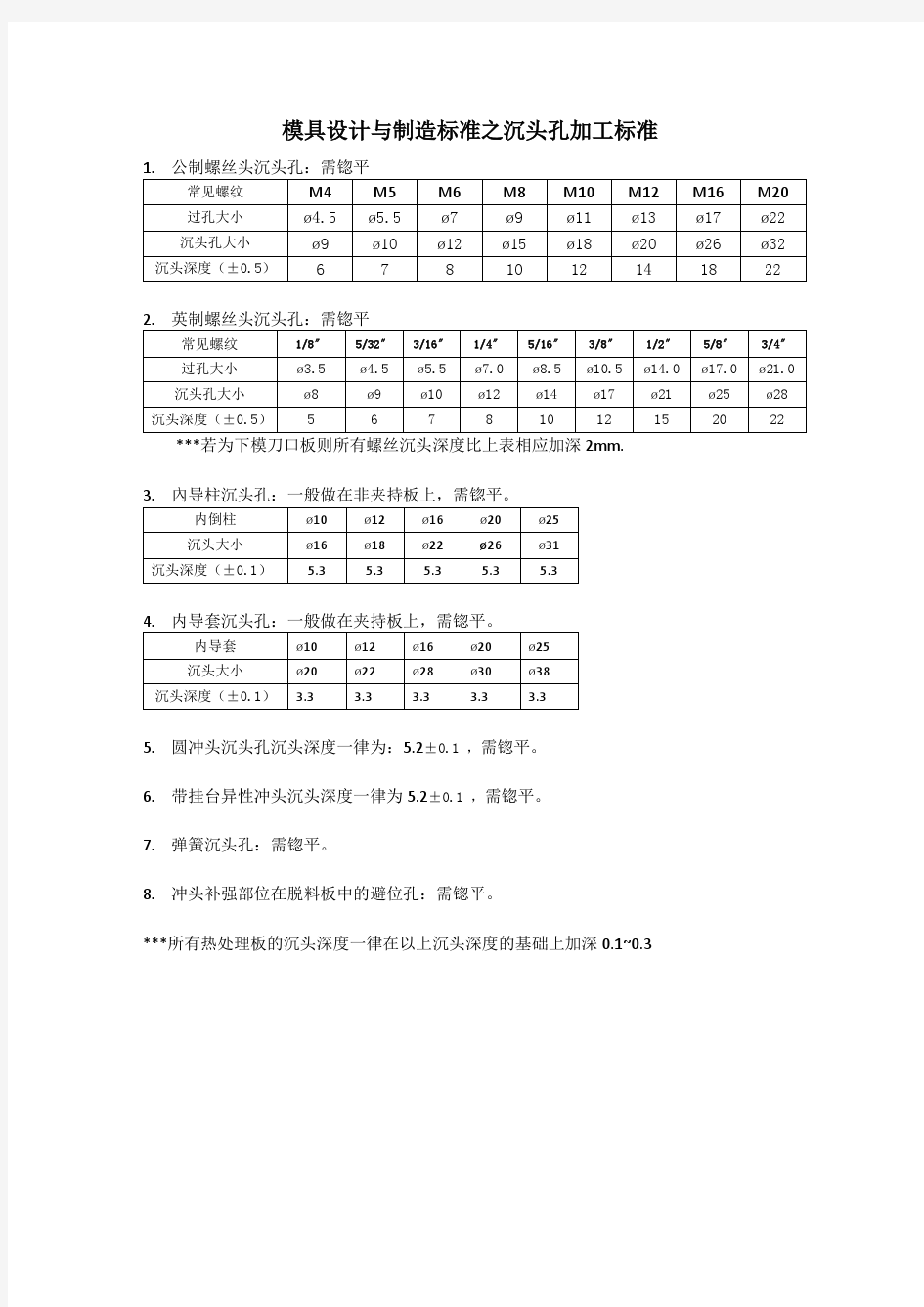
模具设计与制造标准之沉头孔加工标准
螺丝规格型号标准.docx
东莞爱科电子有限公司 (本文件隶属本公司资产,任何人非经许可,严禁复印) 文件名称螺丝 /螺丝柱规格型号标准文件编号WI-ENG-02 制定部门工程部页次01OF07版本B 管制印章 制定日期2004-11-20修订日期2007-8-28生效日期2007-9-附件 螺丝 /螺丝柱 规格型号 标准 核准会签审查制订
东莞爱科电子有限公司 (本文件隶属本公司资产,任何人非经许可,严禁复印) 文件名称螺丝 /螺丝柱规格型号标准文件编号WI-ENG-02 制定部门工程部页次02OF07版本B 管制印章 制定日期2004-11-20修订日期2007-8-28生效日期2007-9-附件 更改/ 修订记录 序号修订条款修订后内容版本文件修订单号备注1 2 3 4 5 6 发放范围 董事长 /总经理系统控制中心 行政部财务部 市场部资材部 品质部工程部 生产部开发部 注: 方框为阴影部门为文件需分发部门
制定部门工程部页次03OF07版本B 制定日期2004-11-20修订日期2007-8-28生效日期2007-9-附件 1、螺丝头型( SCREW TYPES OF HEAD) CHESS (C)BINDING (B)PAN (P)TRUSS (T)FLAT (F)棋子头球面中柱头平圆头扁圆头沉头 OVAL (O)ROUND (R)HEXAGON(H) HEXAGON PAN WASHER(HR)WASHER (PW) 皇冠头圆头六角头 六角介子头平圆介子头 CAP (C)SQUARE (SQ) 杯头四方头 2、螺丝槽型( SCREW TYPES OF DRIVE INSERT) PHILLIPS PHILLIPS HEXAGON HEXAGON SLOTTED (-)RECESS (+)SOCKED (HS)INDENTED (HIN) RECESS (+) 一字槽 安全十字槽内六角凹穴六角十字槽
孔的标注
尺寸标注 2009-12-26 16:03 基本尺寸(也包括公称尺寸是基本尺寸时)按一般尺寸标注法,但简化注法例外,而公称尺寸只能标注在引出线上。 角度尺寸的数字必须是水平方向的,位置可以根据方便和利于看图的方式标注,可以标注在尺寸线的中断处,尺寸线的上方或者加引线标出。 尺寸线的终端如果是斜线,斜线的方向是以尺寸线为基准,逆时针旋转45度而成,也就是由右上角向左下角划斜线,这种画法只适合于尺寸线和尺寸界线垂直的情况,并且二者都是直线的情况,所以标注在圆或圆弧上的尺寸线终端只能以箭头形式标注,而不能用斜线标注,以前机械行业都是用箭头标注尺寸终端,由于行业的相互渗透,所以建筑上的标注也沿用到机械上了一点。 尺寸线有时候也可用做尺寸界线,这种情况主要用在标注曲线上点的坐标的情况。 锥度的符号是一个等腰三角形,尖端方向要与圆锥倾斜方向一致。锥度可用引出线标注,也可标注在轴线上。若用引出线标注,引出线要与轴线平行。 斜度符号的方向要与键槽斜面的倾斜方向一致,指引线也要和轴线平行。但斜度符号不应标注在轴线上。 有一些零件的结构是要和相关零件组合后再进行加工的,例如组合后加工的孔。组合加工的尺寸有两种标注方法。第一种是组合加工的尺寸标注在装配图上,要标注出定位尺寸和定形尺寸,在零件图上就不用标注了,并且组合加工的结构也不用画出来。第二种方法是组合加工的尺寸标注在零件图上,并且要在尺寸后面标明"配作",如果不加以说明,则表示单个零件独立加工,然后再组装,这样就有可能因为加工误差造成装配装不上的问题,这是不对的标注方法。 圆孔的标注除用一般的方法标注外,还可以用旁注法进行标注。一般标注在径向剖视图上,当然也可以标注在轴向视图。先拿光孔来说(也就是不带螺纹并且不是通孔的标注),当标在径向剖视图上时,引线要从孔的轴线上引出,然后接着画一条横线,以便在横线的上下进行标注,横线的上方依次标注孔的个数,短横线,孔的直径(前面要加直径的符号),孔的公差带代号,公差等级,"深",深度(此深度不包括孔底的圆锥部分)如”4-φ10H7深10“ 。横线下方依次标注“孔深”,深度值(此深度包括孔底圆锥部分)如”孔深20“。螺纹孔的旁注法与光孔的差不多,只是横线上方的标注稍有不同,如“4-M10-7H深10”,其他的标注则一样。另外还有一种孔叫做沉孔,沉孔又分三种,分别叫做圆锥沉头孔,圆柱沉头孔,锪(读或)平沉孔。沉孔的标注和光孔差不多,横线上方标注孔的个数,短横线,直径(此直径是螺杆通过孔的直径),如”4-φ10“。横线的下方的标注就略有不同,如圆锥沉头孔的标注”沉孔φ13X90°“,φ13 是圆锥孔端面处直径,90°是指锥角,与相配合的圆锥头螺钉角度相等,又如圆柱沉头孔的标注"沉孔φ13 深4.5",这两个尺寸均应比与之相配合的螺钉尺寸
(整理)常用螺丝和螺丝孔规格
3-06常用螺丝及螺丝孔规格表 1.螺纹联接的用途及特征 a.普通螺纹主要用于紧固联接, 其牙型角为60度, 螺距分为粗牙和细牙. 粗牙螺纹的直径和螺距 的比例适中,强度好; 细牙螺纹用于薄壁零件和轴向尺寸受限制的场合或用于微调机构. b.关于螺栓和螺钉力学性能和材料 性能 等级 抗拉强度 Mpa 洛氏硬度 保证应力 Mpa 刚的类别和热处理粗牙直径范围 3.6 330 HRB52 180 低碳钢<或=16mm 4.6 400 HRB67 230 低碳钢或中碳钢 <或=16mm 4.8 420 HRB70 310 5.6 500 HRB80 280 所有直径 5.8 520 HRB83 380 6.8 600 HRB89 440 8.8 800 HRC25 600 中碳钢,回火温度450 低碳合金刚, 回火温度425 所有直径 回火温度425直径>20mm 9.8 900 HRC28 660 中碳钢, 回火温度410 低碳合金刚, 回火温度410 <或=16mm 10.9 1040 HRC34 830 中碳钢,回火温度425 低/中碳合金刚, 回火温度340/410 所有直径 12.9 1220 HRC39 930 低碳合金刚, 回火温度380 <或=39mm c.自攻螺钉—多用于联接较薄的钢板和有色金属板. 螺钉较硬, 一般热处理硬度为HRC50~58, 在被联接件上可不预先制出螺纹, 在联结时利用螺钉直接攻出螺纹. 1. 十字槽盘头自攻螺钉 2. 十字槽沉头自攻螺钉 3. 十字槽半沉头自攻螺钉 4. 开槽盘头自攻螺钉 5. 开槽沉头自攻螺钉 6. 开槽半沉头自攻螺钉
薄板沉孔标注及加工探讨
薄板沉孔标注及加工探讨 沉头螺钉、半沉头螺钉沉孔尺寸(GB/T 152.2-1988) 注:截取部分。 按照该标准,只有板厚大于t值的情况下,才能够满足其它尺寸。 但在实际使用过程中,通常需要在1.5及1个厚的板料上加工沉孔。此时板厚小于t值,必然无法满足此标准的尺寸。 那么,在这种情况下,从设计标注的角度来看,应该如何标注呢? 通常我们考虑的都是计算法。即根据实际使用需求,考虑是满足d2或者d1时,甚至d2、d1同时考虑时,根据板厚来重新设定d2、d1值。 个人认为这样存在缺点: 1.实际加工时,加工最后所得仍然不能满足所设定的尺寸。使这种设定形同虚设; (在实际加工时,理论板厚并不为实际板厚,板厚通常会有一定误差,使得即使加工者严格按照图纸加工,仍然使得加工尺寸和标注尺寸存在偏差。 实际加工中,通常所用的沉孔钻头并不是专用的沉孔钻,许多都是使用普通118°钻头磨出“90°”,这样的“90°”是不可靠的,甚至有的直接使用普通118°钻头来做沉孔,这样必然会使得加工尺寸不能满足设定。) 2.会让加工者可能对设定的d2、d1值产生疑惑,不明白设计者的真实意图。 (当d1或者d2甚至d1、d2同时更改的情况下,加工者可能会产生疑惑——设计者究竟是要放几个的沉头螺钉,或者有其它用途?) 在薄板沉孔的标注中,个人认为按照标准来进行标注比较合适。 优点: 1.可以清晰地告诉加工者,真实意图;
(按照标准进行标注,加工者一看就能够明白设计者没有其它什么可能的意图,就是放沉头螺钉,并且能够清楚地知道是放多大的沉头螺钉。) 2.方便加工者在实际加工时的把握,也便于加工后产品的正常使用。 (通常我们在沉孔中并没有什么特殊要求,沉头螺钉沉下去,不穿过,即为合格。对于尺寸方面不会有过于苛刻的要求,也很难对这些尺寸进行检测。) 加工方面 加工者拿到图纸,看见薄板上的沉孔标注为标准标注后,不应拘泥于标注的尺寸,应该明白设计者对于该沉孔的用途,准备放置多大的沉头螺钉。如同标注中的螺孔M2、M3之类,能够清楚明白,并使得加工结果满足需求。 在加工时,应该注意: 1.薄板厚度适合时,即保证螺钉不会穿过时,应优先满足大圆即d2尺寸,以保证螺钉可 以沉入; 2.薄板厚度较小,螺钉可能穿过时,可不满足d2尺寸,但应尽量使得沉头螺钉标准中的 最大尺寸螺钉可以沉入; 3.薄板厚度过小,螺钉可能穿过时,沉头螺钉仍然无法沉入,应与设计者进行沟通协商解 决。
螺丝及沉头孔尺寸规格表__内六角尺寸规格__沉孔尺寸
螺丝及沉头孔尺寸表 规格 螺丝头直径 螺丝头厚度 螺丝杆直径 沉头孔直径 沉头孔深度 通过孔直径 M2 3.8 4.5 3.0 2.5 M3 5.5 6.0 3.5 3.5 M4 7.0 7.5 4.5 4.5 M5 8.5 9.0 5.5 5.5 M6 10.0 6 5.8 11 6.5 6.5 M8 12.0 8 7.8 13 8.5 8.5 M10 15.0 10 9.8 16 10.5 10.5 M12 17.8 12.5 11.8 19 12.5 12.5 M14 M16 24 16 15.9 26 16.5 17 M18 M20 M22 M24 六角承孔头螺丝[JIS B1176(1988) *JIS B1176(1976)拔粹 参考:对六角承孔头螺丝的沉头及螺丝孔的尺寸 螺丝称号(d) M3 M4 M5 M6 M8 M10 M12 (M14) M16 M20 M24 M30 螺牙节距(p) 0.5 0.7 0.8 1 1.25 1.5 1.75 2 2 2.5 3 3.5 b 参 考 18 20 22 24 28 32 36 40 44 52 60 72 dk 最大(基准尺寸) 5.5 7 8.5 10 13 16 18 21 24 30 36 45 最大 5.68 7.22 8.72 10.22 13.27 16.27 18.27 21.33 24.33 30.33 36.39 45.39 最小 5.32 6.78 8.28 9.78 12.73 15.73 17.73 20.67 23.67 29.67 35.61 44.61 da 最大 3.6 4.7 5.7 6.8 9.2 11.2 13.7 15.7 1 7.7 22.4 26..4 33.4 ds 最大(基准尺寸) 3 4 5 6 8 10 12 14 16 20 24 30 最小 2.86 3.82 4.82 5.82 7.78 9.78 11.73 13.73 15.73 19.67 23.67 29.67 k 最大(基准尺寸) 3 4 5 6 8 10 12 14 16 20 24 30 最小 2.86 3.82 4.82 5.70 7.64 9.64 11.57 13.57 15.57 19.48 23.48 29.48 r 最小 0.1 0.2 0.2 0.25 0.4 0.4 0.6 0.6 0.6 0.8 0.8 1 s 基准尺寸 2.5 3 4 5 6 8 10 12 14 17 19 22 螺丝称号(d) M3 M4 M5 M6 M8 M10 M12 M14 M16 M20 M24 M30 ds 3.3 4 5 6 8 10 12 14 16 20 24 30 ds’ 3.4 4.5 5.5 6.6 9 11 14 16 18 22 26 33 dk 5.5 7 8.5 10 13 16 18 21 24 30 36 45 dk′ 6.5 8 9.5 11 14 17.5 20 23 26 32 39 48 k 3 4 5 6 8 10 12 14 16 20 24 30 k′ 2.7 3.6 4.6 5.5 7.4 9.2 11 12.8 14.5 18.5 22.5 28 k′′ 3.3 4.4 5.4 6.5 8.6 10.8 13 15.2 17.5 21.5 25.5 32
螺孔尺寸标准
胶件螺孔设计尺寸一般要求 尺寸单位:mm 补充:所提供的资料是针对自攻螺钉的, 螺钉规格为螺钉大径,快牙为大螺距螺钉. 小于2.0的螺钉有1.7;1.4;1.1..等. 螺孔直径取螺钉大径的80%~85%. ??? 自攻螺钉m1.7=1.32~1.35 m1.4=1.10~1.05 造成滑丝的原因一般是因为螺丝直径过小或螺孔太大,应该跟扭力没有多大的关系。因为锁力过大一般是使螺孔裂开。 如果你的螺孔是按标准设计的话,那就要客户在螺丝上找原因了。我原来也在螺丝厂做过,造成螺丝直径不合规格原因也很多。你
可以要你的客户把打螺丝时造成滑丝的螺丝来过来测一下便知。 螺孔入口務必加上小導角, 容納螺絲攻入螺孔時擠出的毛邊. 螺柱絕多數模具廠都會用套管頂出, 所以內外都不要加拔模斜度. 如果螺柱很短(螺牙吃的少)孔徑可以稍微減小, 如果不影響外觀最好作穿孔. 如果螺絲柱很長, 底面又是外觀, 孔徑可以稍微加大, 然後加長螺絲有效長度 來補償, 以避免外觀縮水痕. 我就鐘對上面版主所提的要項和結合自己的工作實踐來發表一點粗俗的看法﹕ 1.塑胶件壁厚的厚度设计要看自己所做的產品和所用的材料來定。其中還關系到模具結构的難度﹐材料成本等。 2.塑胶件加强筋的设计﹐要結合該產品的要求。做到結构﹐模具﹐外觀(主要關系到強度﹐模具制造方面﹐外觀主要關系到縮水問題。)平時我做的話一般是取0.5-0.6T,當然不是絕對的﹗假如所用材料縮水率大的就要适當放底了。 3.塑胶螺丝柱(自攻)的设计﹐要根据螺絲的外經M來設計。一般在工作中﹐采用螺絲柱外經是螺絲外經的2~~2.5倍﹐螺絲孔大小取M-0.2*2。 4,塑胶件止口,美观线的设计!就電子產品來說用的比較多的止口有兩种﹐一种是內LIP結合﹐另外一种是外LIP結合﹐而美观线設計要根据外觀和lip的要求來定可靈活應用﹐一般寬度是0.5~~1mm.看產品的大小而定。 5,塑胶件材料选择的原则﹐塑料产品之好坏与材料选择及加工方式之迥异而有极大之关系。对于任何欲制之塑品,其步骤为先决定何种材料能够达到其所须之物性,再来则为选择最适切与最经济的加工方式。 總而言之﹗要看產品的要求來做一個比較合理的机构設計﹗望各位批評指正﹗
常用螺丝打孔直径及沉头孔尺寸表
常用螺丝及沉头孔尺寸表 规格螺丝头直径螺丝头厚度螺丝杆 直径沉头孔直 径 沉头孔深度通过孔直径Ug打孔径 M2 3.8 4.5 3.0 2.5 1.75 M3 5.5 6.0 3.5 3.5 2.5 M4 7.0 7.5 4.5 4.5 3.3 M5 8.5 9.0 5.5 5.5 4.2 M6 10.0 6 5.8 11 6.5 6.5 5 M8 12.0 8 7.8 13 8.5 8.5 6.8 M10 15.0 10 9.8 16 10.5 10.5 8.5 M12 17.8 12.5 11.8 19 12.5 12.5 10.25 M14 12 M16 24 16 15.9 26 16.5 17 14 M18 M20 M22 M24
六角承孔头螺丝[JIS B1176(1988) *JIS B1176(1976)拔粹 T E L F A X E -m a i l c c s m o u l d @p c h o m e.c o m.t w (0512)65015828( 0512)65012333 参考:对六角承孔头螺丝的沉头及螺丝孔的呎吋 螺丝称号(d) M3 M4 M5 M6 M8 M10 M12 (M14) M16 M20 M24 M30 螺牙节距(p) 0.5 0.7 0.8 1 1.25 1.5 1.75 2 2 2.5 3 3.5 b 参 考 18 20 22 24 28 32 36 40 44 52 60 72 最大(基准呎吋) 5.5 7 8.5 10 13 16 18 21 24 30 36 45 最大 5.68 7.22 8.72 10.22 13.27 16.27 18.27 21.33 24.33 30.33 36.39 45.39 dk 最小 5.32 6.78 8.28 9.78 12.73 15.73 17.73 20.67 23.67 29.67 35.61 44.61 da 最大 3.6 4.7 5.7 6.8 9.2 11.2 13.7 15.7 17.7 22.4 26..4 33.4 最大(基准呎吋) 3 4 5 6 8 10 12 14 16 20 24 30 ds 最小 2.86 3.82 4.82 5.82 7.78 9.78 11.73 13.73 15.73 19.67 23.67 29.67 最大(基准呎吋) 3 4 5 6 8 10 12 14 16 20 24 30 k 最小 2.86 3.82 4.82 5.70 7.64 9.64 11.57 13.57 15.57 19.48 23.48 29.48 r 最小 0.1 0.2 0.2 0.25 0 .4 0.4 0.6 0.6 0.6 0.8 0.8 1 基准呎吋 2.5 3 4 5 6 8 10 12 14 17 19 22 最小 2.52 3.02 4.02 5.02 6.02 8.025 10.025 12.032 14.032 17.050 19.065 22.065 1栏 2.580 3.080 4.095 5.140 6.140 8.175 10.115 12.212 14.212 17.230 19.275 22.275 s 最大 (1) 2栏 2.560 3.080 4.095 5.095 6.095 8.115 10.115 12.142 14.142 1 7.230 19.275 22.275 t 最小 1.3 2 2.5 3 4 5 6 8 8 10 12 15.5 (1)S(最大)之第1栏,适用于强度区分8.8及10.9者及形状区分A2-50,A2-70者,第2栏适用于强度区分12.9者,可依供需双方协议,将强度区分12.9者适用第一栏.螺丝称号M20以上的S(最大),可适用于全部强度区分及性情区分者. (2)头部侧面应施予直条刻纹等压在刻纹[JIS B0591(金花刻纹)],此时,dk(最大)为本表所示,** 记号的数值,不需压花刻纹者, 由订购人径行指定.此时的dk(最大)为本表所示附*记号的数值. 螺丝称号(d) M3 M4 M5 M6 M8 M10 M12 M14 M16 M20 M24 M30 ds 3.3 4 5 6 8 10 12 14 16 20 24 30 ds’ 3.4 4.5 5.5 6.6 9 11 14 16 18 22 26 33 dk 5.5 7 8.5 10 13 16 18 21 24 30 36 45 dk′ 6.5 8 9.5 11 14 17.5 20 23 26 32 39 48 k 3 4 5 6 8 10 12 14 16 20 24 30 k′ 2.7 3.6 4.6 5.5 7.4 9.2 11 12.8 14.5 18.5 22.5 28 k′′ 3.3 4.4 5.4 6.5 8.6 10.8 13 15.2 17.5 21.5 25.5 32
常用螺丝和螺丝孔规格
常用螺丝和螺丝孔规格
3-06常用螺丝及螺丝孔规格表 1.螺纹联接的用途及特征 a. 普通螺纹主要用于紧固联接, 其牙型角为60度, 螺距分为粗牙和细牙. 粗牙螺纹的直径和螺 距的比例适中,强度好; 细牙螺纹用于薄壁零件和轴向尺寸受限制的场合或用于微调机构. b. 关于螺栓和螺钉力学性能和材料 性能 等级 抗拉强度 Mpa 洛氏硬度 保证应力 Mpa 刚的类别和热处理粗牙直径范围 3.6 330 HRB52 180 低碳钢<或 =16mm 4.6 400 HRB67 230 低碳钢或中碳钢 < 或=16mm 4.8 420 HRB70 310 5.6 500 HRB80 280 所有直径 5.8 520 HRB83 380 6.8 600 HRB89 440 8.8 800 HRC25 600 中碳钢,回火温度450 低碳合金刚, 回火温度425 所有直径 回火温度425直径>20mm 9.8 900 HRC28 660 中碳钢, 回火温度410 低碳合金刚, 回火温度410 <或=16mm 10.9 1040 HRC34 830 中碳钢,回火温度425 低/中碳合金刚, 回火温度340/410 所有直径 12.9 1220 HRC39 930 低碳合金刚, 回火温度380 <或=39mm c. 自攻螺钉—多用于联接较薄的钢板和有色金属板. 螺钉较硬, 一般热处理硬度为HRC50~58, 在被联接件上可不预先制出螺纹, 在联结时利用螺钉直接攻出螺纹. 1. 十字槽盘头自攻螺钉 2. 十字槽沉头自攻螺钉 3. 十字槽半沉头自攻螺钉 4. 开槽盘头自攻螺钉 5. 开槽沉头自攻螺钉 6. 开槽半沉头自攻螺钉
孔标注的设置方法
基于SolidWorks2011异型孔简化标注的设置方法 发表时间:2012-10-22 作者: 柳建锋来源: 万方数据 关键字: SolidWorks 2011异型孔简化标注机械工程图纸 机械工程图纸中异型孔的标注国家标准已给出相应的规范标注格式,但在实际生产中,各个企业为了简化图纸的标注,将异型孔的标注在国家标准基础上制定了一些简化标注。文中着重介绍了笔者所在公司在基于SolidWorks 2011软件制图中对常见孔简化标注的设置方法。 1 引言 我们在使用SolidWorks 2011软件绘制机械工程图纸时,经常会遇到异型孔的标注,这些异型孔的标注非常复杂,如果每个异型孔都要完全按照国家标准标注,不仅使整个工程图纸的图面显得杂乱,而且给设计者带来繁重的重复性劳动。出于上述原因,各个企业在国家标准基础上相继制定了适合本企业实际情况的异型孔的简化标法,这样不仅简化了图面,而且提高了设计者的制图效率。在SolidWorks 2011软件中异型孔的标注方法有两种命令,第一是智能尺寸标注,这种标注效率比较低,有时需要设计者输入相关参数,容易出错。第二是异型孔孔标注命令,所有数据全部一次标出,制图效率和准确度相对较高,但是标注结果复杂。我们在使用SolidWorks 2011软件中异型孔标注命令时,为了能让软件输出适合自己企业简化后的异型孔标注格式,使用以下设置方法可轻松输出自己想要的结果。 2 SolidWorks 2011中异型孔标注命令简化标注的设置方法 由于SolidWorks 2011中异型孔的定义标准有很多种,且异型孔也是多种多样的,为了说明问题,下面就以ISO标准为例,介绍常见的沉头孔、埋头孔、螺纹孔、直孔的简化标注。图1所示为没有简化前使用SolidWorks 2011中异型孔标注命令标注上述四种异型孔的结果。 图1 正常使用SolidWorks 2011异型孔标注命令时输出的结果从图1中可以看到,沉头孔、埋头孔、直孔标注中出现“完全贯穿”,而对我公司而言,简化标注为“通”,这时通常需要我们手动将“完全贯穿”修改为“通”,每标注一次就要修改一次,制图效率低;再来看螺纹孔的标注结果,按照我公司的标准只需要标注2×M12以及螺纹深度即可,因为一般情况下螺纹孔的底孔尺寸和螺纹尺寸精度等级都是执行国家标准中的默认值,所以在我公司可以省略。如果按照上述标注格式,在异型孔的种类和数量较多的情况下,显然设计者的重复性劳动将会变的非常多,严重影响制图效率及工程图纸图面的整体美观性。 结合各个企业的实际情况,我们采用以下方法对SolidWorks 2011软件中的参数按照自己的需要进行修改,即可解决上述问题,图2为按此方法以及结合我公司相关标准修改的SolidWorks 2011版软件中某些参数后输出的结果。