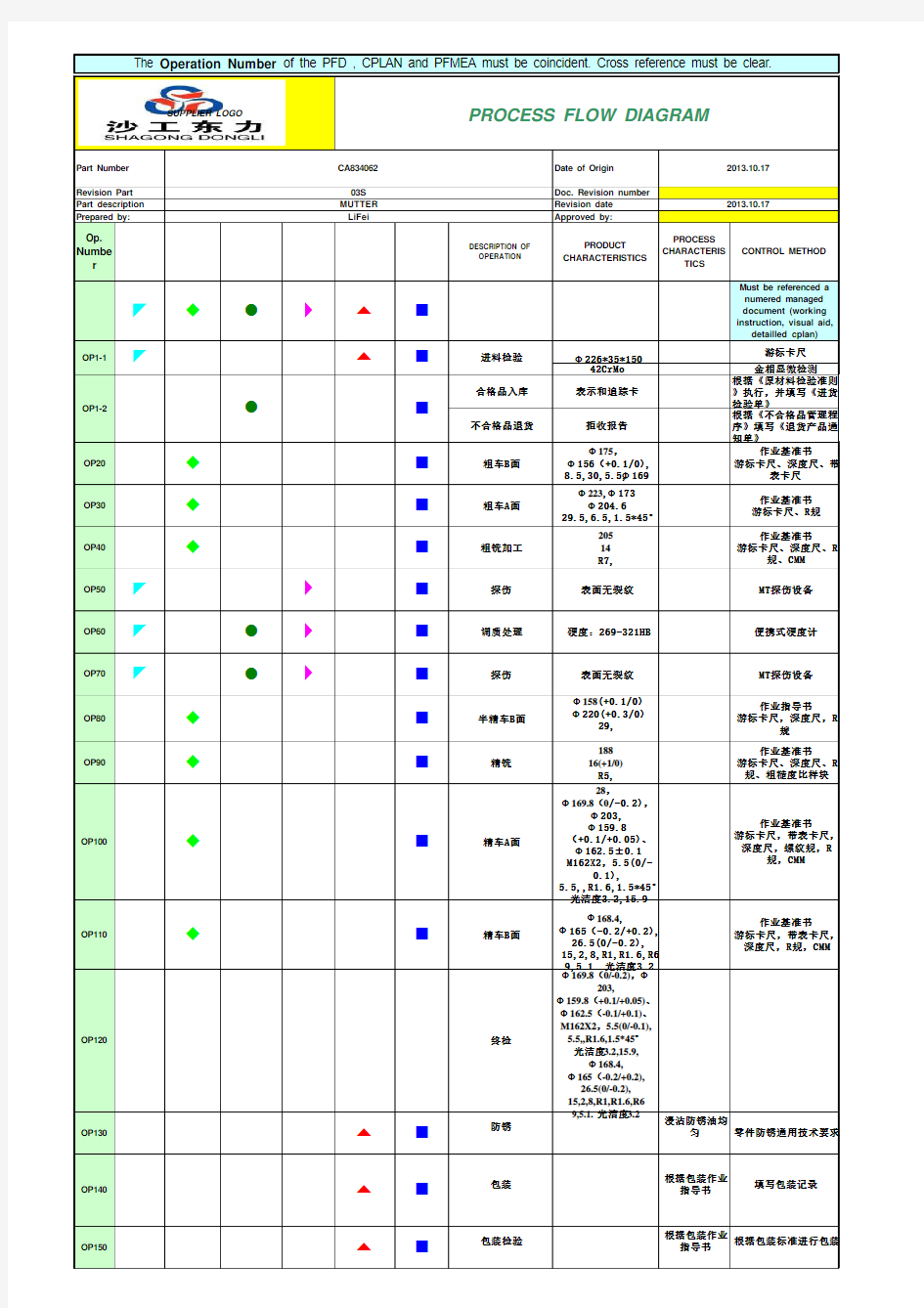
834062流程图(Process Flow)
Date of Origin Doc. Revision number Revision date Approved by:
Op.Numbe
r
R E C E I P T (A R R I V A L )
M A N U F A C T U R E
H A N D L I N G
O U T S O U R C E D P R O C E S S
S T O R E
C O N T R O L /I N S P E C T I O N
DESCRIPTION OF OPERATION
PRODUCT
CHARACTERISTICS
PROCESS CHARACTERIS
TICS
CONTROL METHOD
z
w
n
45g
Must be referenced a numered managed document (working instruction, visual aid,
detailled cplan)
Φ226*35*150
游标卡尺
42CrMo 金相显微检测
合格品入库
表示和追踪卡
根据《原材料检验准则》执行,并填写《进货检验单》
不合格品退货
拒收报告根据《不合格品管理程序》填写《退货产品通知单》
OP20
w g
粗车B面
Φ175,
Φ156(+0.1/0),8.5,30,5.5,Φ169作业基准书
游标卡尺、深度尺、带
表卡尺
OP30
w g
粗车A面
Φ223,Φ173Φ204.6
29.5,6.5,1.5*45°
作业基准书游标卡尺、R规OP40
w
g
粗铣加工
20514R7,作业基准书
游标卡尺、深度尺、R
规、CMM
OP50
z 4g
探伤
表面无裂纹
MT探伤设备
OP60
z n
4g
调质处理硬度:269-321HB 便携式硬度计
OP70
z
n 4
g
探伤表面无裂纹MT探伤设备OP80
w g
半精车B面
Φ158(+0.1/0)Φ220(+0.3/0)
29,作业指导书
游标卡尺,深度尺,R
规OP90
w g
精铣
18816(+1/0)R5,作业基准书
游标卡尺、深度尺、R 规、粗糙度比样块
OP100
w g
精车A面
28,
Φ169.8(0/-0.2),
Φ203,Φ159.8
(+0.1/+0.05)、Φ162.5±0.1M162X2,5.5(0/-0.1),
5.5,,R1.6,1.5*45°光洁度3.2,15.9作业基准书
游标卡尺,带表卡尺,深度尺,螺纹规,R
规,CMM
OP110
w
g
精车B面
Φ168.4,
Φ165(-0.2/+0.2),26.5(0/-0.2),15,2,8,R1,R1.6,R69,5.1. 光洁度3.2作业基准书
游标卡尺,带表卡尺,深度尺,R规,CMM
OP120
终检
Φ169.8(0/-0.2),Φ
203,
Φ159.8(+0.1/+0.05)、Φ162.5(-0.1/+0.1)、M162X2,5.5(0/-0.1),5.5,,R1.6,1.5*45°光洁度3.2,15.9,
Φ168.4,
Φ165(-0.2/+0.2),26.5(0/-0.2),15,2,8,R1,R1.6,R69,5.1. 光洁度3.2
OP130
5g
防锈
浸沾防锈油均
匀
零件防锈通用技术要求
OP150
5
g
包装检验
根据包装作业
指导书
根据包装标准进行包装
Prepared by:
LiFei
Revision Part 03S Part description MUTTER 2013.10.17
The Operation Number of the PFD , CPLAN and PFMEA must be coincident. Cross reference must be clear.
SUPPLIER LOGO
PROCESS FLOW DIAGRAM
Part Number CA8340622013.10.17
5
g
进料检验OP1-1
z
g
OP140
OP1-2
n
根据包装作业
指导书
填写包装记录
5g
包装