压铸工序作业指导书
工序名称设备名称使用原材料作业名称/序号 1.1、接到生产指令后先对生产所需的相关设备进行《设备点检》,确认设备是否完好。
2.1、将所需原材料按照铝合金锭50%+一级回炉料
40%+二级回炉料10%的比例配置好。2.2、集中熔解
炉烘炉升温;烘炉过程中第一阶段升温温度设定为150
℃,恒温2小时;二阶段设定为400℃,恒温1小时同时
先将二级回炉料放入;三阶段设定为680℃,此时根据
熔化情况依次加入一级回炉料和铝锭。2.3、当铝液温
度达到660℃以上后,须将对其进行精炼和除渣处理;
先将重量为250g 的精炼剂放入铝液中,用钟罩将其压
入坩埚的3分之2处按照坩埚的形状来回摆动,直到铝液
无气泡冒出时将钟罩拿出;在将300g 除渣剂放入铝液
中,用漏勺将其搅拌均匀后将表面的渣打出,要求打出
的渣中不能含有铝液。2.4、将铝液静止15分钟后取出
试验样块并做好标,在将铝液转入保温炉中保温待产。
2.6、做好相关的表格记录2、熔炼周边配套设备名称压铸工序作业指导书
辅助工具/辅助原材料作业内容工序作业流程图
1、空压机
2、自动混合液机
3、喷雾机
4、给汤机
5、熔炼保温炉
6、集中熔
解炉 7、水泵 8.锯床
3.1根据生产指令对所需模具进行点检确认。3.2、装模具;装之前应确认料筒与模具浇口套尺寸是否相符,根据产品特性需要装反拉杆的必须装反拉杆。3.3、模具装好后,按照产品工艺卡对设备进行工艺参数设定。3.4、启动压铸机开始生产;将机床操作面板上的三级快压射开关关闭,用慢压射对模具进行预热8-10模,完
成后打开三级快压射进入正常循环生产。3.5、生产的
前5模必须报废,生产过程中操作工必须对产品进行自
检,发现问题必须立刻上报直接领导或停机处理。3.6
本班生产结束后应对本班所生产的产品填上《产品流转
卡》并对生产区域、设备进行清洁卫生打扫。3.7、做
好相关的表格记录3、压铸 4.1待压铸出的产品完全没有余温后将产品的料柄去
除,过程中要注意不能伤到产品本体.4.2做好相关表格
记录。铝合金
压铸机压铸4、去浇口1、漏勺 2、火钳 3、除渣剂 4、精炼剂 5冲头油 6、脱模剂7、冲头 8、模具
9、钟罩
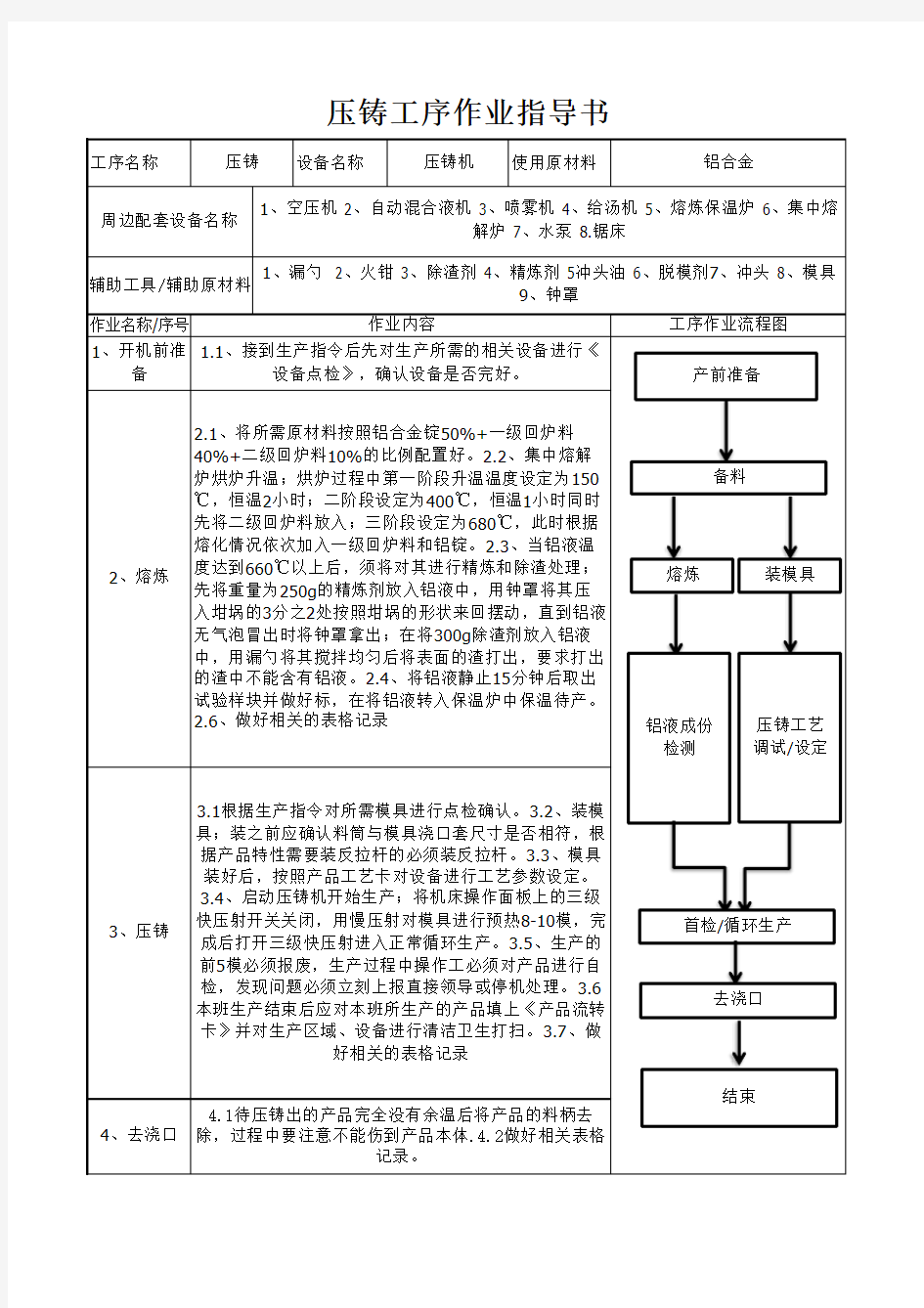
1、开机前准备产前准备备料熔炼装模具铝液成份
检测压铸工艺调试/设定
首检/循环生产去浇口
结束