FANUC-G指令

CNC的G代码及M代码。
G00定位
G01直线切削
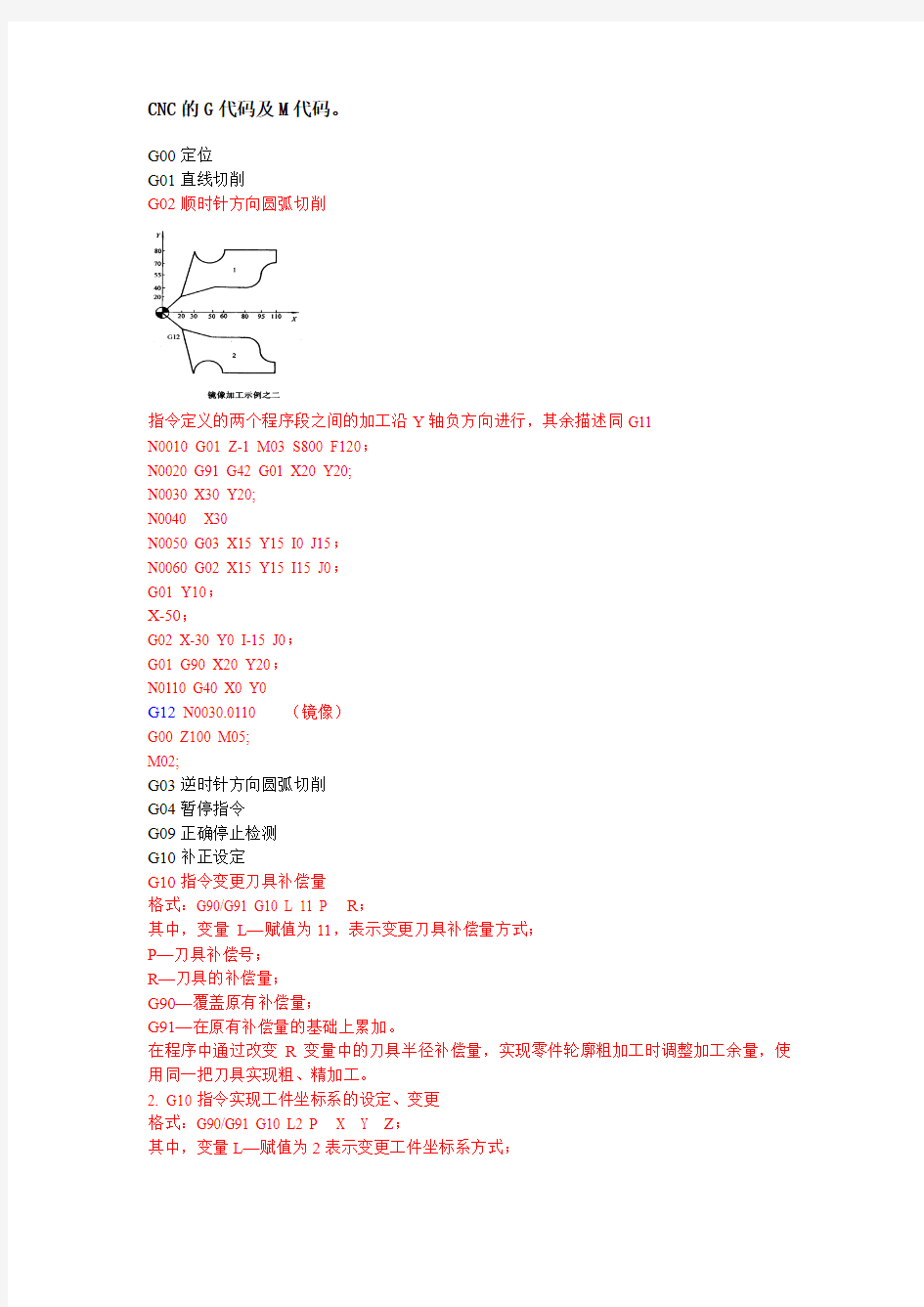
G02顺时针方向圆弧切削
指令定义的两个程序段之间的加工沿Y轴负方向进行,其余描述同G11
N0010 G01 Z-1 M03 S800 F120;
N0020 G91 G42 G01 X20 Y20;
N0030 X30 Y20;
N0040 X30
N0050 G03 X15 Y15 I0 J15;
N0060 G02 X15 Y15 I15 J0;
G01 Y10;
X-50;
G02 X-30 Y0 I-15 J0;
G01 G90 X20 Y20;
N0110 G40 X0 Y0
G12 N0030.0110 (镜像)
G00 Z100 M05;
M02;
G03逆时针方向圆弧切削
G04暂停指令
G09正确停止检测
G10补正设定
G10指令变更刀具补偿量
格式:G90/G91 G10 L 11 P R;
其中,变量L—赋值为11,表示变更刀具补偿量方式;
P—刀具补偿号;
R—刀具的补偿量;
G90—覆盖原有补偿量;
G91—在原有补偿量的基础上累加。
在程序中通过改变R变量中的刀具半径补偿量,实现零件轮廓粗加工时调整加工余量,使用同一把刀具实现粗、精加工。
2. G10指令实现工件坐标系的设定、变更
格式:G90/G91 G10 L2 P X Y Z;
其中,变量L—赋值为2表示变更工件坐标系方式;
P—工件坐标系,赋值1~6表示G54~G59;
X、Y、Z—工件坐标系原点坐标值;
G90—覆盖原有补偿量;
G91—在原有补偿量的基础上累加。
利用G10工件坐标系的设定、变更功能,可实现工件坐标系的设定、修改和平移。
3. 用户宏指令
G12顺时针方向圆周切削
G13逆时针方向圆周切削
G15极座标系统取消
G16极座标系统设定
G17XY平面设定
G18XZ平面设定
G19YZ平面设定
G20英制单位设定
G21公制单位设定
G22软体极限设定
G23软体极限设定取消
G27机械原点复归检测
返回参考点校验功能(G27) 程序中的这项功能,用于检查机床是否能准确返回参考点。
格式:G27 X____ Y____ :
当执行G27指令后,返回各轴参考点指示灯分别点亮。当使用刀具补偿功能时,指示灯是不亮的,所以在取消刀具补偿功能后,才能使用G27指令。当返回参考点校验功能程序段完成,需要使机械系统停止时,必须在下一个程序段后增加M00或M01等辅助功能或在单程序段情况下运行。
G28自动经中间点复归机械原点
自动返回参考点(G28) 利用这项指令,可以使受控轴自动返回参考点。
格式:G28 X____ Y____ :或G28 Z____ X____ ;或G28 Y____ Z____ ;
其中X、Y、Z为中间点位置坐标,指令执行后,所有的受控轴都将快速定位到中间点,然后再从中间点到参考点。
G28指令一般用于自动换刀,所以使用G28指令时,应取消刀具的补偿功能。
G29自动从参考点复归
从参考点自动返回(G29) 从参考点自动返回指令G29的形式为:
G29 X____ Y____;或G29 Z____ X____ ;或G29 Y____ Z____;
这条指令一般紧跟在G28指令后使用,指令中的X、Y、Z坐标值是执行完G29后,刀具应到达的坐标点。它的动作顺序是从参考点快速到达G28指令的中间点,再从中间点移动到G29指令的点定位,其动作与G00动作相同
G30自动复归到第二原点
第二参考点返回G30指令
G30 X____ Y____;或G30 Z____ X____ ;或G30 Y____ Z____;
G30为第二参考点返回,该功能与G28指令相似。不同之处是刀具自动返回第二参考点,而第二参考点的位置是由参数来设定的,G30指令必须在执行返回第一参考点后才有效。如G30指令后面直接跟G29指令,则刀具将经由G30指定的(坐标值为x、y、z)的中间点移到G29指令的返回点定位,类似于G28后跟G29指令。通常G30指令用于自动换刀位置与参考点不同的场合,而且在使用G30前,同G28一样应先取消刀具补偿。
G40刀具半径补正取消
G41刀具半径偏左补正
G42刀具半径偏右补正
G43刀具长度沿正向补正
G44刀具长度沿负向补正
G49刀具长度补正取消
G45刀具位置补正增加
G46刀具位置补正减少
G47刀具位置补正两倍增加
G48刀具位置补正两倍减少
G50比例功能取消OFF
G51比例功能设定ON
G52回复到基本座标系统
G53回复到机械座标系统
G54第一工件座标系统
G55第二工件座标系统
G56第三工件座标系统
G57第四工件座标系统
G58第五工件座标系统
G59第六工件座标系统
G60 外部补正
G70圆周等分段循环
G71圆周分段循环
G72直线分段循环
G73高速喙钻循环
G74左旋牙切削循环G76精搪孔循环
G77反面搪孔循环
精镗孔循环(G76)
1. 格式
G76 X__Y__Z__R__Q__P__F__K__
X_ Y_:孔位数据
Z_:孔底的位置
R_:加工初始位置
Q_:每次切削进给的切削深度
P_:暂停时间
F_:切削进给速度
K_:重复次数
2. 功能进给孔底主轴定位停止快速退刀。G80固定循环取消
G81钻孔循环
G82沉头孔加工循环
G83啄钻循环
G84右旋牙切削循环
G85搪孔循环
G86搪孔循环
G87搪孔循环
1. 格式
G87 X_Y_Z_R_Q_P_F_L_
X_ Y_:孔位数据
Z_:孔底的位置
R_:加工初始位置
Q_:刀具偏移量
P_:暂停时间
F_:切削进给速度
K_:重复次数
2. 功能:G87 进给孔底主轴正转快速退刀。
G88搪孔循环
G89搪孔循环
1. 格式
G89 X_Y_Z_R_P_F_L_;
X_ Y_:孔位数据
Z_:孔底的位置
R_:加工初始位置
P_:孔底的停刀时间
F_:切削进给速度
K_:重复次数
2. 功能
G89 进给孔底暂停快速退刀。
G90绝对指令座标值设定
G91增量指令座标值设定
G92绝对程式零点设定
G94每分钟进给量设定mm/min G95每转进给给设定mm/rev
G98固定循环,刀具复归到起始点G99固定循环,刀具复归到R点
M04主轴逆时针旋转
M05主轴停止
M06刀具交换
M07雾化冷却液开启
M08冷却液开启
M09冷却液关启
M10工作台(B轴)锁住
M11工作台(B轴)松开
M13主轴顺时针转动及加切削液M14主轴逆时针转动及加切削液M15正方向运动
M16负方向运动
M19主轴定位
M30程式结束记忆体回归
M90程式中断取消
M91程式中断设定
M92多段暂存取消
M93多段暂存设定
M94镜像投影工能取消
M95镜像投影工能设定
M96刀具补正圆弧转角模式
M97刀具补正交角转角模式
M98副程式呼叫
M99副程式结束
FANUC车床G代码
FANUC铣床G代码
FANUC M指令代码
SIEMENS铣床G代码
SIEMENS802S/CM 固定循环
SIEMENS802DM/810/840DM 固定循环SIEMENS车床G 代码
SIEMENS 801、802S/CT、802SeT 固定循环SIEMENS 802D、810D/840D 固定循环
HNC车床G代码
HNC铣床G代码
HNC M指令
KND100铣床G代码
KND100车床G代码
KND100 M指令
GSK980车床G代码
GSK980T M指令
GSK928 TC/TE G代码
GSK928 TC/TE M指令
GSK990M G代码
GSK990M M指令
GSK928MA G代码
GSK928MA M指令
三菱E60 铣床G代码
DASEN 3I铣床G代码
DASEN 3I车床G代码
华兴车床G代码
华兴M指令
华兴铣床G代码
华兴M指令
仁和32T G代码
仁和32T M指令
SKY 2003N M G代码
SKY 2003N M M指令
FANUC车床G代码
G代码解释:
G00 定位(快速移动)
G01 直线切削
G02 顺时针切圆弧(CW,顺时钟)
G03 逆时针切圆弧(CCW,逆时钟)
G04 暂停(Dwell)
G09 停于精确的位置
G20 英制输入
G21 公制输入
G22 内部行程限位有效
G23 内部行程限位无效
G27 检查参考点返回
G28 参考点返回
G29 从参考点返回
G30 回到第二参考点
G32 切螺纹
G40 取消刀尖半径偏置
G41 刀尖半径偏置(左侧)
G42 刀尖半径偏置(右侧)
G50 修改工件坐标;设置主轴最大的RPM G52 设置局部坐标系
G53 选择机床坐标系
G70 精加工循环
G71 内外径粗切循环
G72 台阶粗切循环
G73 成形重复循环
G74 Z 向步进钻削
G75 X 向切槽
G76 切螺纹循环
G80 取消固定循环
G83 钻孔循环
G84 攻丝循环
G85 正面镗孔循环
G87 侧面钻孔循环
G88 侧面攻丝循环
G89 侧面镗孔循环
G90 (内外直径)切削循环
G92 切螺纹循环
G94 (台阶) 切削循环
G96 恒线速度控制
G97 恒线速度控制取消
G98 每分钟进给率
G99 每转进给率
支持宏程序编程
FANUC铣床G代码
G代码解释
G00 顶位(快速移动)定位(快速移动)
G01 直线切削
G02 顺时针切圆弧
G03 逆时针切圆弧
G04 暂停
G15/G16 极坐标指令
G17 XY 面赋值
G18 XZ 面赋值
G19 YZ 面赋值
G28 机床返回原点
G30 机床返回第2和第3原点*G40 取消刀具直径偏移
G41 刀具直径左偏移
G42 刀具直径右偏移
*G43 刀具长度+ 方向偏移*G44 刀具长度- 方向偏移
G49 取消刀具长度偏移
*G53 机床坐标系选择
G54 工件坐标系1选择
G55 工件坐标系2选择
G56 工件坐标系3选择
G57 工件坐标系4选择
G58 工件坐标系5选择
G59 工件坐标系6选择
G73 高速深孔钻削循环
G74 左螺旋切削循环
G76 精镗孔循环
*G80 取消固定循环
G81 中心钻循环
G82 反镗孔循环
G83 深孔钻削循环
G84 右螺旋切削循环
G85 镗孔循环
G86 镗孔循环
G87 反向镗孔循环
G88 镗孔循环
G89 镗孔循环
*G90 使用绝对值命令
G91 使用增量值命令
G92 设置工件坐标系
*G98 固定循环返回起始点
*G99 返回固定循环R点
G50
G51 比例缩放
G68
G69 坐标系旋转
支持宏程序编程
FANUC M指令代码
M代码说明
M00 程序停
M01 选择停止
M02 程序结束(复位)
M03 主轴正转(CW)
M04 主轴反转(CCW)
M05 主轴停
M06 换刀
M08 切削液开
M09 切削液关
M30 程序结束(复位) 并回到开头
M48 主轴过载取消不起作用
M49 主轴过载取消起作用
M94 镜象取消
M95 X坐标镜象
M96 Y坐标镜象
M98 子程序调用
M99 子程序结束
SIEMENS铣床G代码
地址含义
D 刀具刀补号
F 进给率(与G4 一起可以编程停留时间)
G G功能(准备功能字)
G0 快速移动
G1 直线插补
G2 顺时针圆弧插补
G3 逆时针圆弧插补
CIP 中间点圆弧插补
G33 恒螺距的螺纹切削
G331 不带补偿夹具切削内螺纹
G332 不带补偿夹具切削内螺纹. 退刀CT 带切线的过渡圆弧插补
G4 快速移动
G63 快速移动
G74 回参考点
G75 回固定点
G25 主轴转速下限
G26 主轴转速上限
G110 极点尺寸,相对于上次编程的设定位置G110 极点尺寸,相对于当前工件坐标系的零点G120 极点尺寸,相对于上次有效的极点
G17* X/Y平面
G18 Z/X平面
G19 Y/Z平面
G40 刀尖半径补偿方式的取消
G41 调用刀尖半径补偿, 刀具在轮廓左侧移动G42 调用刀尖半径补偿, 刀具在轮廓右侧移动G500 取消可设定零点偏置
G54 第一可设定零点偏置
G55 第二可设定零点偏置
G56 第三可设定零点偏置
G57 第四可设定零点偏置
G58 第五可设定零点偏置
G59 第六可设定零点偏置
G53 按程序段方式取消可设定零点偏置
G60* 准确定位
G70 英制尺寸
G71* 公制尺寸
G700 英制尺寸,也用于进给率F
G710 公制尺寸,也用于进给率F
G90* 绝对尺寸
G91 增量尺寸
G94* 进给率F,单位毫米/分
G95 主轴进给率F,单位毫米/转
G901 在圆弧段进给补偿“开”
G900 进给补偿“关”
G450 圆弧过渡
G451 等距线的交点
I 插补参数
J 插补参数
K 插补参数
I1 圆弧插补的中间点
J1 圆弧插补的中间点
K1 圆弧插补的中间点
L 子程序名及子程序调用
M 辅助功能
M0 程序停止
M1 程序有条件停止
M2 程序结束
M3 主轴顺时针旋转
M4 主轴逆时针旋转
M5 主轴停
M6 更换刀具
N 副程序段
: 主程序段
P 子程序调用次数
RET 子程序结束
S 主轴转速,在G4 中表示暂停时间
T 刀具号
X 坐标轴
Y 坐标轴
Z 坐标轴
CALL 循环调用
CHF 倒角,一般使用
CHR 倒角轮廓连线
CR 圆弧插补半径
GOTOB 向后跳转指令
GOTOF 向前跳转指令
RND 圆角
支持参数编程
SIEMENS802S/CM 固定循环
循环说明
LCYC82 钻削,沉孔加工
LCYC83 深孔钻削
LCYC840 带补偿夹具的螺纹切削LCYC84 不带补偿夹具的螺纹切削LCYC85 镗孔
LCYC60 线性孔排列
LCYC61 圆弧孔排列
LCYC75 矩形槽,键槽,圆形凹槽铣削
SIEMENS802DM/810/840DM 固定循环循环说明
CYCLE82 中心钻孔
CYCLE83 深孔钻削
CYCLE84 性攻丝
CYCLE85 铰孔
CYCLE86 镗孔
CYCLE88 带停止镗孔
CYCLE71 端面铣削
LONGHOLE 一个圆弧上的长方形孔POCKET4 环形凹槽铣削
POCKET3 矩形凹槽铣削
SLOT1 一个圆弧上的键槽
SLOT2 环行槽
SIEMENS车床G 代码
地址含义
D 刀具刀补号
F
F 进给率(与G4 一起可以编程停留时间)
G G功能(准备功能字)
G0 快速移动
G1 直线插补
G2 顺时针圆弧插补
G3 逆时针园弧插补
G33 恒螺距的螺纹切削
G4 快速移动
G63 快速移动
G74 回参考点
G75 回固定点
G17 (在加工中心孔时要求)
G18* Z/X平面
G40 刀尖半径补偿方式的取消
G41 调用刀尖半径补偿, 刀具在轮廓左侧移动G42 调用刀尖半径补偿, 刀具在轮廓右侧移动G500 取消可设定零点偏置
G54 第一可设定零点偏置
G55 第二可设定零点偏置
G56 第三可设定零点偏置
G57 第四可设定零点偏置
G58 第五可设定零点偏置
G59 第六可设定零点偏置
G53 按程序段方式取消可设定零点偏置
G70 英制尺寸
G71* 公制尺寸
G90* 绝对尺寸
G91 增量尺寸
G94* 进给率F,单位毫米/分
G95 主轴进给率F,单位毫米/转
I 插补参数
I1 圆弧插补的中间点
K1 圆弧插补的中间点
L 子程序名及子程序调用
M 辅助功能
M0 程序停止
M1 程序有条件停止
M2 程序结束
M30
M17
M3 主轴顺时针旋转
M4 主轴逆时针旋转
M5 主轴停
M6 更换刀具
N 副程序段
: 主程序段
P 子程序调用次数
RET 子程序结束
S 主轴转速,在G4 中表示暂停时间
T 刀具号
X 坐标轴
Y 坐标轴
Z 坐标轴
AR 圆弧插补张角
CALL 循环调用
CHF 倒角,一般使用
CHR 倒角轮廓连线
CR 圆弧插补半径
GOTOB 向后跳转指令
GOTOF 向前跳转指令
RND 圆角
支持参数编程
SIEMENS 801、802S/CT、802SeT 固定循环循环说明
LCYC82 钻削,沉孔加工
LCYC83 深孔钻削
LCYC840 带补偿夹具的螺纹切削
LCYC84 不带补偿夹具的螺纹切削
LCYC85 镗孔
LCYC93 切槽循环
LCYC95 毛坯切削循环
LCYC97 螺纹切削
SIEMENS 802D、810D/840D 固定循环
循环说明
CYCLE71 平面铣削
CYCLE82 中心钻孔
YCLE83 深孔钻削
CYCLE84 刚性攻丝
CYCLE85 铰孔
CYCLE86 镗孔
CYCLE88 带停止镗孔
CYCLE93 切槽
CYCLE94 退刀槽形状E..F CYCLE95 毛坯切削
CYCLE97 螺纹切削
HNC车床G代码
G代码解释
G00 定位(快速移动)
G01 直线切削
G02 顺时针切圆弧(CW,顺时钟) G03 逆时针切圆弧(CCW,逆时钟) G04 暂停(Dwell)
G09 停于精确的位置
G20 英制输入
G21 公制输入
G22 内部行程限位有效
G23 内部行程限位无效
G27 检查参考点返回
G28 参考点返回
G29 从参考点返回
G30 回到第二参考点
G32 切螺纹
G36 直径编程
G37 半径编程
G40 取消刀尖半径偏置
G41 刀尖半径偏置(左侧)
G42 刀尖半径偏置(右侧)
G53 直接机床坐标系编程
G54—G59 坐标系选择
G71 内外径粗切循环
G72 台阶粗切循环
G73 闭环车削复合循环
G76 切螺纹循环
G80 内外径切削循环
G81 端面车削固定循环
G82 螺纹切削固定循环
G90 绝对值编程
G91 增量值编程
G92 工件坐标系设定
G96 恒线速度控制
G97 恒线速度控制取消
G94 每分钟进给率
G95 每转进给率
支持参数与宏编程
HNC铣床G代码
G代码组别解释
*G00 01 定位(快速移动)
G01 直线切削
G02 顺时针切圆弧
G03 逆时针切圆弧
G04 00 暂停
G07 16 虚轴指定
G09 00 准停校验
*G17 02 XY 面赋值
G18 XZ 面赋值
G19 YZ 面赋值
G20 08 英寸输入
*G21 毫米输入
G22 脉冲当量
G24 03 镜像开
*G25 镜像关
G28 00 返回到参考点
G29 由参考点返回
*G40 07 取消刀具直径偏移
G41 刀具直径左偏移
G42 刀具直径右偏移
G43 08 刀具长度+ 方向偏移G44 刀具长度- 方向偏移
*G49 取消刀具长度偏移
*G50 04 缩放关
G51 缩放开
G52 00 局部坐标系设定
G53 直接机床坐标系编程
*G54 14 工件坐标系1选择
G55 工件坐标系2选择
G56 工件坐标系3选择
G57 工件坐标系4选择
G58 工件坐标系5选择
G59 工件坐标系6选择
G60 00 单方向定位
*G61 12 精确停止校验方式G64 连续方式
G68 05 旋转变换
*G69 旋转取消
G73 09 高速深孔钻削循环
G74 左螺旋切削循环
G76 精镗孔循环
*G80 取消固定循环
G81 中心钻循环
G82 反镗孔循环
G83 深孔钻削循环
G84 右螺旋切削循环
G85 镗孔循环
G86 镗孔循环
G87 反向镗孔循环
G88 镗孔循环
G89 镗孔循环
*G90 03 使用绝对值命令
G91 使用增量值命令
G92 00 设置工件坐标系
*G94 14 每分钟进给
G95 每转进给
*G98 10 固定循环返回起始点G99 返回固定循环R点
支持参数与宏编程
HNC M指令
M代码说明
M00 程序停
M01 选择停止
M02 程序结束(复位)
M03 主轴正转(CW)
M04 主轴反转(CCW)
M05 主轴停
M06 换刀
M07 切削液开
M09 切削液关
M98 子程序调用
M99 子程序结束
KND100铣床G代码
G代码组别解释
G00 01 定位(快速移动)
G01 直线切削
G02 顺时针切圆弧
G03 逆时针切圆弧
G04 00 暂停
G17 02 XY 面赋值
G18 XZ 面赋值
G19 YZ 面赋值
G28 00 机床返回原点
G29 从参考点返回
*G40 07 取消刀具直径偏移
G41 刀具直径左偏移
G42 刀具直径右偏移
*G43 08 刀具长度+ 方向偏移*G44 刀具长度- 方向偏移
G49 取消刀具长度偏移
*G53 14 机床坐标系选择
G54 工件坐标系1选择
G55 工件坐标系2选择
G56 工件坐标系3选择
G57 工件坐标系4选择
G58 工件坐标系5选择
G59 工件坐标系6选择
G73 09 高速深孔钻削循环
G74 左螺旋切削循环
G76 精镗孔循环
*G80 取消固定循环
G81 钻孔循环(点钻)
G82 钻孔循环(镗阶梯孔)
G83 深孔钻削循环
G84 攻丝循环
G85 镗孔循环
G86 钻孔循环
G87 反向镗孔循环
G88 镗孔循环
G89 镗孔循环
*G90 03 使用绝对值命令
G91 使用增量值命令
G92 00 设置工件坐标系
*G98 10 固定循环返回起始点*G99 返回固定循环R点
KND100车床G代码
G代码组别解释
G00 01 定位(快速移动)
G01 直线切削
G02 顺时针切圆弧(CW,顺时钟) G03 逆时针切圆弧(CCW,逆时钟) G04 00 暂停(Dwell)
G10 偏移值设定
G20 06 英制输入
G21 公制输入
G27 00 检查参考点返回
G28 参考点返回
G29 从参考点返回
G31 跳跃机能
G32 01 切螺纹
G36 X轴自动刀偏设定
G37 Z轴自动刀偏设定
G40 07 取消刀尖半径偏置
G41 刀尖半径偏置(左侧)
G42 刀尖半径偏置(右侧)
G50 00 坐标系设定
G54 工件坐标系
G55---G59 工件坐标系
G70 00 精加工循环
G71 内外径粗切循环
G72 台阶粗切循环
G73 成形重复循环
G74 端面深孔加工循环
G75 外圆、内圆切削循环
G76 切螺纹循环
G90 01 (内外直径)切削循环
G92 切螺纹循环
G94 (台阶) 切削循环
G96 12 恒线速度控制
G97 恒线速度控制取消
G98 05 每分钟进给率
G99 每转进给率
KND100 M指令
M代码说明
M00 程序停
M01 选择停止
M02 程序结束(复位)
M03 主轴正转(CW)
M04 主轴反转(CCW)
M05 主轴停
M06 换刀
M08 切削液开
M09 切削液关
M10 卡紧
M11 松开
M32 润滑开
M33 润滑关
M98 子程序调用
M99 子程序结束
GSK980车床G代码
G代码组别功能
G00 01 定位(快速移动)
*G01 直线插补(切削进给)
G02 圆弧插补CW(顺时针)G03 圆弧插补CCW(逆时针)G04 00 暂停,准停
G28 返回参考点
G32 01 螺纹切削
G50 00 坐标系设定
G65 00 宏程序命令
G70 00 精加工循环
G71 外圆粗车循环
G72 端面粗车循环
G73 封闭切削循环
G74 端面深孔加工循环
G75 外圆,内圆切槽循环
G90 01 外圆,内圆车削循环G92 螺纹切削循环
G94 端面切削循环
G96 02 恒线速开
G97 恒线速关
*G98 03 每分进给
G99 每转进给
支持参数与宏编程
GSK980T M指令
M代码说明
M03 主轴正转
M04 主轴反转
M05 主轴停止
M08 冷却液开
M09 冷却液关(不输出信号)
M32 润滑开
M33 润滑关(不输出信号)
M10 备用
M11 备用尖(不输出信号)
M00 程序暂停,按…循环起动?程序继续执行M30 程序结束,程序返回开始
GSK928 TC/TE G代码
G代码功能
G00 定位(快速移动)
*G01 直线插补(切削进给)
G02 圆弧插补CW(顺时针)
G03 圆弧插补CCW(逆时针)
G32 攻牙循环
G33 螺纹切削
G71 外圆粗车循环
G72 端面粗车循环
G74 端面深孔加工循环
G75 外圆,内圆切槽循环
G90 外圆,内圆车削循环
G92 螺纹切削循环
G94 外圆内圆锥面循环
G22 局部循环开始
G80 局部循环结束
*G98 每分进给
G99 每转进给
G50 设置工件绝对坐标系
G26 X、Z轴回参考
G27 X轴回参考点
G29 Z轴回参考点
支持参数与宏编程
GSK928 TC/TE M指令
M代码说明
M03 主轴正转
M04 主轴反转
M05 主轴停止
M08 冷却液开
红米指令大全,绝对有用
红米指令大全,绝对有用 1.*#*#7780#*#* 重设为原厂设定,不会删除预设程序,及SD卡档案。 2.*2767*3855# 重设为原厂设定,会删除SD卡所有档案。 3.*#*#34971539#*#* 显示相机相机韧体版本,或更新相机韧体 4.*#*#7594#*#*当长按关机按钮时,会出现一个切换手机模式的窗口,包括:静音模式、飞航模式及关机,你可以用以上代码,直接变成关机按钮。 5.*#*#4636#*#*显示手机信息、电池信息、电池记录、使用统计数据、WiFi信息 6.*#*#273283*255*663282*#*#*开启一个能让你备份媒体文件的地方,例如相片、声音及影片等! 7.*#*#197328640#*#*启动服务模式,可以测试手机部分设置及更改设定WLAN、GPS及蓝牙测试的代码 8.*#*#232339#*#*或*#*#526#*#*或*#*#528#*#*–WLAN测试 9.*#*#232338#*#*–显示WiFiMAC地址 10.*#*#1472365#*#*–GPS测试 11.*#*#1575#*#*–其它GPS测试, 12.*#*#232331#*#*–蓝牙测试 13.*#*#232337#*#–显示蓝牙装置地址 14.*#*#8255#*#*启动GTalk服务监视器显示手机软件版本的代码 15.*#*#4986*2650468#*#*–PDA、Phone、H/W、RFCallDate 16.*#*#1234#*#*–PDA及Phone 17.*#*#1111#*#*–FTASW版本, 18.*#*#2222#*#*–FTAHW版本 19.*#*#44336#*#*–PDA、Phone、csc、buildTime、https://www.360docs.net/doc/5c16008841.html,、changelistnumber各项硬件测试 20.*#*#0283#*#*–PacketLoopback+ 21.*#*#0*#*#*–LCD测试 22.*#*#0673#*#*或*#*#0289#*#*–Melody测试 23.*#*#0842#*#*–装置测试,例如振动、亮度 24.*#*#2663#*#*–触控屏幕版本" 25.*#*#2664#*#*–触控屏幕测试 26.*#*#0588#*#*–接近感应器测试 27.*#*#3264#*#*–内存版本
PICCX指令集及程序设计技巧
第二章PIC16C5X指令集及程序设计技巧 第一节 PIC16C5X指令概述 §2.1 PIC165X 指令概述 PIC16C5X每条指令长12位,指令由操作码和操作数组成。PIC16C5X共有33条指令,按操作分成三大类: 1. 面向字节操作类 2. 面向位操作类 3. 常数操作和控制操作类 全部指令如表2.1所示。 第二节 PIC16C5X 指令寻址方式 §2.2 PIC16C5X 指令寻址方式 PIC16C5X单片机寻址方式根据操作数的来源,可分为寄存器间接寻址、立即数寻址、直接寻址和位寻址四种。 一、寄存器间接寻址 这种寻址方式通过寄存器F0、F4来实现。实际的寄存器地址放在F4中,通过F0来进行间接寻址。 例: MOVLW 05H ; W=5 MOVWF 4 ; W(=5)→F4 MOVLW 55H ; W=55H
MOVWF 0 ; W(=55H)→F5 上面这段程序把55H送入F5寄存器。间址寻址方式主要用于编写查表、写表程序,非常方便。请参考§2.7程序设计技巧。 二、立即数寻址 这种方式就是操作数为立即数,可直接从指令中获取。 例:MOVLW 16H ; 16H →W 三、直接寻址 这种方式是对任何一寄存器直接寻址访问。对 16C52/54/55/56来说,寄存器地址(5位)直接包括在指令中。对PIC16C57,寄存器地址中高2位由(选Bank)由FSR<6:5>二位决定。 例: MOVWF 8 ; W→F8寄存器 MOVF 8,W ; F8→W 四、位寻址 这种寻址方式是对寄存器中的任一位(bit)进行操作。 例: BSF 11,0 ; 把F11的第0位置为"1"。 第三节面向字节操作类指令 §2.3 面向字节操作类指令
汇编语言指令表
汇编语言指令表文档编制序号:[KKIDT-LLE0828-LLETD298-POI08]
伪指令 1、定位伪指令 ORG m 2、定义字节伪指令 DB X1,X2,X3,…,Xn 3、字定义伪指令 DW Y1,Y2,Y3,…,Yn 4、汇编结束伪指令 END 寻址方式 MCS-51单片机有五种寻址方式: 1、寄存器寻址 2、寄存器间接寻址 3、直接寻址 4、立即数寻址 5、基寄存器加变址寄存器间接寻址 6、相对寻址 7、位寻址 数据传送指令 一、以累加器A为目的操作数的指令(4条) MOV A,Rn ;(Rn)→A n=0~7 MOV A,direct ;( direct )→A MOV A,@Ri ;((Ri))→A i=0~1 MOV A,#data ; data →A 二、以Rn为目的操作数的指令(3条) MOV Rn ,A;(A)→ Rn MOV Rn ,direct;( direct )→ Rn MOV Rn ,#data; data → Rn 三、以直接寻址的单元为目的操作数的指令(5条) MOV direct,A;(A)→direct MOV direct,Rn;(Rn)→direct MOV direct,direct ;(源direct)→目的direct MOV direct,@Ri;((Ri))→direct MOV direct,#data; data→direct 四、以寄存器间接寻址的单元为目的操作数的指令(3条) MOV @Ri,A;(A)→(Ri) MOV @Ri,direct;(direct)→(Ri) MOV @Ri,#data; data→(Ri) 五、十六位数据传送指令(1条) MOV DPTR,#data16;dataH→DPH,dataL →DPL
红米进工程模式
最后无意间在MIUI论坛看到了一串神奇的数字*#*#13411#*#* ,哈哈,进入工程模式了,调节成功,重启仍然有效, 内牛满面啊,红米终于接近完美了.......... 虽然类似的帖子不少,我还是贴出来给红米粉共享吧,因为到目前为止,仍然大把的人问这个问题,而且我没有找到完整解说这个问题的帖子。 首先在拨号界面输入神奇数字*#*#13411#*#* 然后进入到工程模式了,EngineerMode 然后向左滑动界面到Hardware Testing界面 然后选择Audio 可以看到Headset Mode就是耳机模式,点击进入,在Type里选择Media 可以看到在level 0里的数值非常大,具体值忘了,可能是112,我估计红米的测试工程师是在嘈杂的厂房里调节声音参数的, 要不然搞这么大干嘛,无聊啊 然后再level 0 --6 输入适当的参数,这个根据个人情况,我是每个level增长30,level 6可输入范围值的最大(160或255)或稍微少一些,以免破音。输入完数字值后,别忘按set呀!! 调节成功后,放了一段电影,哇!!效果超好啊,终于可以被窝里看在线视频了! 然后又进入收音机,K! 还这么大,赶紧输入神奇数字,
来到上面第4张图的位置,选择FMR,然后照方抓药,level0-6调节一遍,退出, 收音机终于好了。 怕没root,存不住,重启手机,调节依然有效啊,再 进入到“Audio”里面我们可以看到里面三个选项,分别是Normal Mode(正常模式),Headset Mode(耳机模式),Loudspeaker Mode(扬声器/外放声音模式),进入LoudSpeaker Mode(这个是外放的声音即铃声的选项)。 将Value Is 0-255位置,右边的数值填写大,即255,然后按一下“Set”确定(提示,如有破音请减少数值)。Max Vol. 0-160位置右边的数值填写最大,
花指令(精)
花指令的概念与认识花指令 1、什么是花指令什么是花指令?实际上,把它按照“乱指令”来理解可能更贴切一些,我们知道,汇编语言其实就是机器指令的符号化,从某种程度上看,它只是更容易理解一点的机器指令而已。每一条汇编语句,在汇编时,都会根据cpu特定的指令符号表将汇编指令翻译成二进制代码。而日常应用中,我们通过VC的IDE或其它如OD等反汇编、反编译软件也可以将一个二进制程序反汇编成汇编代码。机器的一般格式为:指令+数据。而反汇编的大致过程是:首先会确定指令开始的首地址,然后根据这个指令字判断是哪个汇编语句,然后再将后面的数据反汇编出来。由此,我们可以看到,在这一步的反汇编过程中存在漏洞:如果有人故意将错误的机器指令放在了错误的位置,那反汇编时,就有可能连同后面的数据一起错误地反汇编出来,这样,我们看到的就可能是一个错误的反汇编代码。这就是“花指令”,简而言之,花指令是利用了反汇编时单纯根据机器指令字来决定反汇编结果的漏洞。 2、花指令与免杀的关系加花就是,在程序汇编中,加了一些无用的废话,用来扰乱杀软对特征码的扫描对比,来达到免杀的目的。是一种逃避方式,主要用于表面免杀。加花指令的确没有改变特征码的位置,但是他改变了程序执行顺序,有的也能改变文件结构。使杀毒软件扫描的时候跳到花指令处,即判断没有病毒。通常情况下,在文件免杀的时候,加花指令是最简单、有效的方法,而且一般能通杀很多杀毒软件,所以一般文件免杀通用此法,前提是你的花指令不是常用的,最好能自己做出你个人的花指令,才会很有效。 3.花指令执行顺序花指令一般添加到程序的头部。执行顺序:花指令入口-->执行花指令-->程序原入口-->执行原程序花指令的好坏直接决定程序是否可以躲避杀毒软件的查杀,花指令和壳的本质差不多,都是为了保护程序而做,所以我们做免杀的时候,可以多结合壳和花指令各自的优点对程序进行处理,达到更好的免杀效果。大概步骤总结: 第一步:从编写手册中成对的提取几对第二步:打乱它们之间的顺序,也可不打乱第三步:中间插入几个nop或jmp,也可不插入第四步:最后添加跳转到入口地址指令第五步:把编写好的花指令添加到程序中后,测试是否可以正常运行,然后再用杀毒软件查杀 3、花指令的样本 PUSH EBP MOV EBP,ESP DEC EBP INC EBP ADD ECX,1 SUB ECX,-1 MOV EAX,DWORD
手机密码万能解锁大全
发信人: yuzhongtao (VCD), 信区: Digital 标题: 真正的手机密码万能解锁大全 发信站: 吉林大学牡丹园站(Sun May 14 22:06:18 2006) [楼主]: 手机一旦设的密码忘记了怎么办?很多人到手机修理的地方或者厂方去解锁,往往收取不菲的费用,其实很多手机只要自己输入解锁码就可以了。以下收集整理的满全了应该。 一、各种品牌手机中英文对照 Acer::宏基AIWA:爱华alcatel(ALC):阿尔卡特 AMOI:夏新APBW:亚太APPLE:苹果 Arcoa:全虹ASUS:华硕AUX:奥克斯 BenQ:明基Benten:巨腾BIRD(BRD):波导 BOSCH:博士(博世)BOSS:宝石 Capitel:首信CASIO:卡西欧CECT(CEC):中电通讯 CHABRIDGE:中桥CHASE:采星COSUN:侨兴 DAEWOO:大宇DATANG:大唐DAXIAN:大显 DBTEL:迪比特DENSO:电送DNET:迪奈特 DOEASY:多易随DOCOMO :多科莫dopod:多普达 DRAGON:东方龙EASTCOM(ETCM):东信EMOL:易美 Ericsson:爱立信fuli:富利 GALAXY:银河Gionee:金立Giya:基雅 GPLUS:积加Great:伟松GSL:权智(快译通) Gstar::吉事达GVC:致福Hagenuk:汉佳诺 Haier(HAR):海尔Hisense:海信Hitachi:日立 Hutel:秀特尔HYUNDAI:现代Innostream:盈讯 JPG:金鹏JRC:日本无线 KEJIAN(KJN):科健Kenwood:建伍KGT:和信 Konka(KON):康佳KPT:先进电讯KYOCERA(KYEA):京瓷 LENOVO:联想LUCENT:朗讯Lucky Star:吉星 Malata:万利达Maxon:美晨MiTAC:神达 MITSUBISHI(Trium):三菱Motorola:摩托罗拉 NEC:日本电气NETT:雷特nintaus:金正 Nixxo:尼索NOKIA(NKI):诺基亚NOPO:星辰 OKWAP:英资达OMRON:欧姆龙 PALMAX:帕玛斯(仁宝) Panasonnic:松下Panda:熊猫 PENESAS:天马Philips:飞利浦Photal:丰达 PUTAN:普天Qualcomm:高通ROWA:乐华 Sagem萨基姆Sanyo:三洋SAMSUNG:三星 SED:桑达Sendo:仙都SEWON:星王 SHARP:夏普Siemens:西门子SkyNet:斯加耐特 Soutec:南方高科SONY:索尼SOBAO:搜豹
子程序花指令加算法
子程序花指令加算法
————————————————————————————————作者:————————————————————————————————日期:
子程序花指令加密算法 根据反汇编器原理,分析现有的花指令加密算法存在的问题,我们提出了一种新的花指令加密算法——子程序花指令加密算法。 一、花指令加密基本原理及现状 1、花指令加密工作原理 软件破解者要想有效的破解软件,需要对程序代码进行静态分析和跟踪。花指令加密可以有效地对抗静态分析,经过花指令变换后的程序代码具有一定的反跟踪能力,能够在很大程度上增加软件破解者对程序进行分析和跟踪的难度,从而有效地保护软件的知识产权。 花指令分为可执行花指令和不可执行花指令。可执行花指令指的是能够正常运行但又不改变原始程序逻辑性的一组无用指令。这类花指令常常用在病毒代码的变形引擎中,但反汇编器能够正常反汇编这些花指令。不可执行花指令又称垃圾字节,是指被插入到原始代码中但又不改变原始程序逻辑性的一组无用字节。被插入的字节不能被执行,否则会使程序的逻辑性遭到破坏,影响程序运行的结果。根据反汇编的工作原理,当插入的最后一个或多个花指令与其后正常的指令被反汇编器识别成一条有效地指令时,就能有效地破坏反汇编器的反汇编结果。花指令加密技术就充分利用了这一特点,通过在程序代码中插入一些随机的不完整指令来破坏反汇编器的结果,达到保护软件的目的。 2、花指令加密研究现状 目前花指令加密中采用较多的一种形式是无条件跳转指令JMP加花指令脚,这种方法具有简单、易实现的优点,但存在特征码,容易被工具自动去除。另一种形式是直接在程序代码
汇编语言指令速查表
附录 附录A 常用80x86指令速查表 指令按助记符字母顺序排列,缩写、符号约定如下: (1) 指令中,dst, src表示目的操作数和源操作数。仅一个操作数时,个别处也表示为opr。 (2) imm表示立即数,8/16/32位立即数记作:imm8/imm16/imm32。 (3) reg表示通用寄存器,8/16/32位通用寄存器记作:reg8/reg16/reg32。 (4) mem表示内存操作数,8/16/32等内存操作数记作:mem8/mem16/mem32等。 (5) seg表示段寄存器,CS, DS, SS, ES, FS, GS。 (6) acc表示累加器,8/16/32累加器对应AL/AX/EAX。 (7)OF, SF, ZF, AF, PF, CF分别表示为O, S, Z, A, P, C,相应位置为:字母,根据结果状态设置;?,状态不确定;-,状态不变;1,置1;0,清0;例如:0 S Z ? P -表示:OF清0,AF不确定,CF不变,其它根据结果设置。若该栏空白,则表示无关。 (8)寄存器符号诸如(E)CX, (E)SI, (E)DI, (E)SP, (E)BP和(E)IP等,表示在16地址模式下使用16位寄存器(如CX),或在32地址模式下使用32位寄存器(如ECX)。 (9)周期数表示指令执行所需的CPU时钟周期个数,即执行时间为:周期数/主频(秒)。 (10)诸如(386+)是表示该指令只能用于80386及以后微处理器上。
·252·
附录 ·253·
·254·
附录 ·255·
·256·
小米手机电池校正的方法
【小米手机电池校正的方法】 说下关于手机校正的方法,一般来说,电池校正还是用土办法比较好,别借助第三方软件,很多都是骗人的,压根没用。 非root手机: 1.保持手机开机状态,连接充电器充电(USB和线缆充电均可) 2.电池充满后,把手机从充电器拔下 3.关闭手机,再连接充电器充电,让手机再次充到LED灯变成绿色 4.拔下手机充电器 5.手机开机,等到手机开机并完全进入系统后,迅速关机 6.再次连接充电器到已经关闭的手机,等待几分钟后LED灯会再次变成绿色 7.把手机从充电器拔下,开机正常使用 已经取得root权限的手机: 1.保持手机开机状态,连接充电器充电 2.电池充满后,把手机从充电器拔下 3.关闭手机,再连接充电器充电,让手机再次充到LED灯变成绿色 4.拔下手机充电器 5.手机开机,等到手机开机并完全进入系统后,迅速关机 6.再次连接充电器到已经关闭的手机,等待几分钟后LED灯会再次变成绿色 7.启动手机进入recovery模式(同时按住手机返回键和电源键启动),然后选择wipebatterystats即可 或者用: 1.开机,连接上充电器,直到指示灯变绿 2.拔掉充电器,关机,接上充电器,直到指示灯变绿 3.拔掉充电器,开机,进入系统后,关机,接上充电器,直到指示灯变绿 4.拔掉充电器,开机到recovery里面的advanced菜单里面wipebatterystatus后重启即可 按照上面的步骤进行后电池校准就完成了,只比平时充电多用了5分钟的时间,但是校准后的电池和以前明显不同。 在电池校准前你会发现的电池在充满电的情况下稍微使用就会降到93%左右,而校准后可以保持数小时100%的状态才开始降低到99%,总之校准后的电池绝对会让你惊喜。 另外root过的的手机通过recovery程序wipebatterystats后效果更好,但也不是必须。 注意电池校准只需要进行一次即可,多次尝试也不会让你的电池活性再增强。 如果你的电池在进行上述操作后仍然没有提升,那就要怀疑你的电池是否原装还是仿造的了。
杂牌机解锁指令大全
TCL D808解锁的方法:按*83786633#进入工程模式,测试完毕后,提示"是否恢复出厂设置"你按"ok"既解开了.恢复原始密码"1234" 名佳系列的读出后1M的资料用16进制编辑软件查找出密码,后IMEI的前8为+*#*#5625# NOKIA S60 米字键+3+通话键+开机键直到出现一组英文不可以的话再写不过这只可以解决软件上的问题 *#7370#:恢复出厂设置(软格机),这个命令一般是在手机处于错误或系统垃圾过多的情况下使用格机命令; *#7780#:恢复出厂设置,等同于功能表设置——手机设置——常规——原厂设定,注意此命令仅是恢复设置,不同于格机,恢复后名片夹、图片、文档等全部依然存在,只是设置还原了,有些朋友因设置错误而不知如何改回来就可以使用这个命令了; CDMA BORD s788 #*800#屏幕显示两行英文再输入#*3676#然后下电池再开就OK 波导E858 .V58 .A150 .F4.工程模式*#123321#*万能密码19921028 波导S1186的手动解锁插卡开机按一下边键出现改变话机密码进入输入000000可见4位数的话机 如果出现话机永久锁定,那就只能过软件了,而且只有售后才在专用的工装线。 AD芯片指令 *983*7373# cect滑盖s560手动解锁 不插卡电源夹开机拨112 接通后插卡,手机自动开机关闭话机锁ok cect客服 还有一方法输入*#*#1705#即可 CECT奥盛FG830解锁指令 *746*737381# CECT天宇解锁*746*737381#再开机密码取法。开机显示存储错误:*746*737382# CECF16解锁 不插卡开机按*#*#1705#发射键再按7确认自动关机后即可 LG指令 GSM : 2945#*# 8110 & 8120 : 277634#*# U8130 & U8138 : 47328545454# 8180 old sw : 49857465454#
摩托罗拉手机解锁及命令代码
摩托罗拉手机解锁及命令代码 摩托罗拉 摩托罗拉所有机锁:按MENU+5+1/2 T190解锁密码: 20010903 T191解锁密码:19980722 3X8/2X88/998/8088/L2000/7689/T189/C289等初始密码为1234 ;话机密码为000000 ;解锁方法:如无测试卡,则先输入1234,如密码已更改,先按Menu 键会出现“修改开锁密码”,按OK键,然后输入000000就会显示四位数的话机密码,如保密码已更改,则只能用测试卡或软件工具解。 T2688/2988万能解锁码:19980722 C300解话机锁:20020801 摩托罗拉手机出现“话机坏,请送修”:可利用测试卡,输入0205#、0205068#即可修复,无须重写码片。 T2688/2988/988d设置中文:*#0000# ok(插卡) 摩托罗拉所有机锁:按MENU+5+1/2 T2688 *#0086# 设为中文(不插卡) *#0000# 回中文,(插卡) *#300# 查版本号,生产日期 *#301# 显示屏,振铃,按键,振动等测试 *#402# 调对比度 19980722可解其一切手机锁 V60/V66/V70解锁:插入测试卡,开机后输入menu+048263*进入测试状态后按18*1总清除,输入18*0是主复位。 V998外文改中文:MENU-左方向键按3下-OK-左方向键按5下 -OK-Simplified-CHINESE 摩托罗拉语言调成第三国语言快速解决方法:menu+26 摩托罗拉2688时间不走修复密诀:将电源1脚和8脚用漆包线短接,必杀! 如何解除摩托罗拉手机的PIN密码 当你的设置的PIN不小心遗忘了,或别人在你的手机上设置了PIN等,这时PUK 就帮了大忙了。在输错三次的PIN后则手机上会显示SIM卡已锁,这时你必须要通过PUK来解锁了。PUK为8位数字的码一般在大卡的背面,如果找不到的话要尽快到当地的客服中心查询,切不可乱输,因为PUK只有10次输错的机会,输错10次则SIM卡报销。摩托罗拉手机一般在输入PUK之前都必须先输入**05*再输PUK,格式如下:**05*PUK即可。 摩托罗拉手机的主清除与主复位 无论你的摩托罗拉手机上做了任何的设置,造成了如:不能正常拔入拔出,来电显示乱码,或无法删除电话本,等等,您都可以用以下方法复原。 MENU键+5+1(2)屏幕则会显示“主清除或主复位”如选择主清除将会执行以下操作: 从话机记忆中清除电话本项目。
【可直接使用】单片机指令表(最全).doc
单片机指令以A开头的指令有18条,分别为: 1、ACALL addr11 指令名称:绝对调用指令 指令代码:A10 A9 A8 10001 A7 A6 A5 A4 A3 A2 A1 A0 指令功能:构造目的地址,进行子程序调用。其方法是以指令提供的11位地址(al0~a0),取代PC的低11位,PC的高5位不变。操作内容: PC←(PC)+2SP←(SP)+1 (SP)←(PC)7~0 SP←(SP)+1 (SP)←(PC)15~8 PC10~0←addrl0~0 字节数: 2 机器周期:2 使用说明:由于指令只给出子程序入口地址的低11位,因此调用范围是2KB。 2、ADD A,Rn 指令名称:寄存器加法指令指令代码:28H~2FH 指令功能:累加器内容与寄存器内容相加 操作内容:A←(A)+(Rn),n=0~7 字节数: 1 机器周期;1 影响标志位:C,AC,OV 3、ADD A,direct 指令名称:直接寻址加法指令指令代码:25H 指令功能:累加器内容与内部RAM单元或专用寄存器内容相加操作内容:A←(A)+(direct) 字节数: 2 机器周期:1 影响标志位:C,AC,OV 4、ADD A,@Ri ’ 指令名称:间接寻址加法指令指令代码:26H~27H 指令功能:累加器内容与内部RAM低128单元内容相加 操作内容:A←(A)+((Ri)),i=0,1 字节数: 1 机器周期:1 影响标志位:C,AC,OV 5、ADD A,#data 指令名称:立即数加法指令指令代码:24H 指令功能:累加器内容与立即数相加 操作内容:A←(A)+data 字节数: 2 机器周期:1 影响标志位:C,AC,OV 6、ADDC A,Rn 指令名称:寄存器带进位加法指令指令代码:38H~3FH 指令功能:累加器内容、寄存器内容和进位位相加 操作内容:A←(A)+(Rn)+(C),n=0~7 字节数: 1 机器周期:1 影响标志位:C,AC,OV 7、ADDC A,direct 指令名称:直接寻址带进位加法指令指令代码:35H 指令功能:累加器内容、内部RAM低128单元或专用寄存器内容与进位位加 操作内容:A←(A)+(direct)+(C) 字节数: 2 机器周期:1 影响标志位:C,AC,OV 8、ADDC A,@Ri 指令名称:间接寻址带进位加法指令指令代码:36H~37H 指令功能:累加器内容, 内部RAM低128单元内容及进位位相加操作内容:A←(A)+((Ri))+(C),i=0,1 字节数: 1 机器周期:1 影响标志位:C,AC,OV 9、ADDC A,#data 指令名称:立即数带进位加法指令指令代码:34H 指令功能:累加器内容、立即数及进位位相加 操作内容:A←(A)+data+(C) 字节数: 2 机器周期:1 影响标志位:C,AC,OV 10、AJMP addr11 指令名称:绝对转移指令 指令代码:A10 A9 A8 1 0 0 0 1 A7 A6 A5 A4 A3 A2 A1 A0 指令功能:构造目的地址,实现程序转移。其方法是以指令提供的11位地址,取代PC的低11位,.而PC的高5位保持不变。操作内容:PC←(PC)+2PCl0~0←addrll 字节数: 2 机器周期:2 使用说明:由于addrll的最小值是000H,最大值是7FFH,因此地址转移范围是2KB。 11、ANL A,Rn 指令名称:寄存器逻辑与指令指令代码:58H~5FH 指令功能:累加器内容逻辑与寄存器内容 操作内容:A←(A)∧(Rn),n=0~7 字节数: 1 机器周期:1 12、ANL A,direct 指令名称:直接寻址逻辑与指令指令代码:55H 指令功能:累加器内容逻辑与内部RAM低128单元或专用寄存器内容 操作内容:A←(A)∧(diret) 字节数: 2 机器周期:1 精选
手机密码解锁方法大全
手机密码解锁方法大全 手机密码解锁方法大全 素材来源/网络编辑制作/荷花小女子 手机密码锁机的朋友不用再去营业厅解锁,自己搞定! 解话机锁:*2767*2878#/*2767*7377# 三星码片复位:*2767*3855# 也可用于解机锁或卡锁三星显温度、电池容量:*#0228# 三星调显示屏对比度:*#0523# 三星软件版本:*#9999# 三星A100-A188看版本:*#0837# 摩托罗拉T2688解所有锁:19980722 T2688/2988/988d没有中文:*#0000# OK(插卡)摩托罗拉所有机锁:按MENU+5+1/2 西门子恢复出厂设置:*#9999#
西门子乱文回中文:*#0000#/*#0086# 西门子软件版本:*#06# 左键 爱立信老机回英语:*#0000# 爱立信新机回英语:按CLR-左键-0000-右键 爱立信显出厂*期:右、*、左、左、*、左、*键 诺基亚显出厂*期:*#0000#(插卡) 诺基亚省30%电:*#746025625# 飞利浦强迫重连网:*#2562*# 飞利浦显示和更改手机密码:*#7489*# 博世(BOSCH)909S回中文:*#0852# 博世(BOSCH)909s回英文:*#0851# NEC显软件版本:*#2820# NEC恢复原厂设置:*#73738# 波导s1000隐藏功能:*#*#1705# 波导s1000解锁:*#*#1705#46(也用于999D,720) 如死机再用---24681357(或直接就用它解) 波导8xx/9xx系列:*#+串号7-14位# SIM卡波导串号最后9位去掉最后一位 阿尔卡特OT221/220解锁:25228352/ALCATEL+D 阿尔卡特OT301/302解锁:83227423 阿尔卡特OT500/700解锁:25228352 康佳:*#0001# *#1001# ##1001#
fortran指令大全
附录C SCILAB 部分函数指令表 (c)LIAMA. All rights reserved. (注解:本指令表只收集了部分常用指令, 有关全部指令请参照文档文件) + 加 - 减 * 矩阵乘 数组乘*. 1. 通用指令 ^ 矩阵乘方 数组乘方^. \ 反斜杠或左除 help 在线帮助 / 斜杠或右除 apropos 文档中关键词搜寻 或.\ 数组除/. ans 缺省变量名以及最新表达式的运 算结果 == 等号 ~= 不等号 clear 从内存中清除变量和函数 < 小于 exit 关闭SCILAB > 大于 quit 退出SCILAB <= 小于或等于 save 把内存变量存入磁盘 >= 大于或等于 exec 运行脚本文件 &,and 逻辑与 mode 文件运行中的显示格式 |,or 逻辑或 getversion 显示SCILAB 版本 ~,not 逻辑非 ieee 浮点运算溢出显示模式选择 : 冒号 who 列出工作内存中的变量名 ( ) 园括号 edit 文件编辑器 [ ] 方括号 type 变量类型 { } 花括号 what 列出SCILAB 基本命令 小数点 . format 设置数据输出格式 , 逗号 chdir 改变当前工作目录 ; 分号 getenv 给出环境值 // 注释号 mkdir 创建目录 = 赋值符号 pwd 显示当前工作目录 ' 引号 evstr 执行表达式 ' 复数转置号 转置号'. ans 最新表达式的运算结果 2.运算符和特殊算符%eps 浮点误差容限, =2 -52 ≈ 2.22×10 -16 %i 虚数单位= √(-1) %inf 正无穷大 %pi 圆周率, π=3.1415926535897.... 3. 编程语言结构 abort 中止计算或循环 break 终止最内循环 case 同select 一起使用 continue 将控制转交给外层的for或 while循环 else 同if一起使用 elseif 同if一起使用 end 结束for,while,if 语句 for 按规定次数重复执行语句 if 条件执行语句 otherwise 可同switch 一起使用 pause 暂停模式 return 返回 select 多个条件分支 then 同if一起使用 while 不确定次数重复执行语句 eval 特定值计算 feval 函数特定值计算或多变量计算
小米手机代码检测大全(在拨号界面输入下面的代码)
1、小米手机代码大全(在拨号界面输入下面的代码) *#*#4636#*#* 显示手机信息、电池信息、电池记录、使用统计数据、WiFi信息 *#*#7780#*#* 重设为原厂设定,不会删除预设程序,及SD卡档案。 *2767*3855# 重设为原厂设定,会删除SD卡所有档案。 *#*#34971539#*#* 显示相机相机韧体版本,或更新相机韧体 *#*#7594#*#*6 当长按关机按钮时,会出现一个切换手机模式的窗口,包括:静音模式、飞航模式及关机,你可以用以上代码,直接变成关机按钮。 *#*#273283*255*663282*#*#* 开启一个能让你备份媒体文件的地方,例如相片、声音及影片等*#*#197328640#*#*启动服务模式,可以测试手机部分设置及更改设定 WLAN、GPS及蓝牙测试的代码 *#*#232339#*#*或*#*#526#*#*或*#*#528#*#*–WLAN测试 *#*#232338#*#*–显示WiFiMAC地址 *#*#1472365#*#*–GPS测试 *#*#1575#*#*–其它GPS测试
*#*#232331#*#*–蓝牙测试 *#*#232337#*#–显示蓝牙装置地址 *#*#8255#*#*启动GTalk服务监视器显示手机软件版本的代码*#*#4986*2650468#*#*–PDA、Phone、H/W、RFCallDate *#*#1234#*#*–PDA及Phone *#*#1111#*#*–FTASW版本 *#*#2222#*#*–FTAHW版本 *#*#44336#*#*–PDA、Phone、csc、buildTime、https://www.360docs.net/doc/5c16008841.html,、changelistnumber各项硬件测试 *#*#0283#*#*–PacketLoopback *#*#0*#*#*–LCD测试 *#*#0673#*#*或*#*#0289#*#*–Melody测试 *#*#0842#*#*–装置测试,例如振动、亮度 *#*#2663#*#*–触控屏幕版本 *#*#2664#*#*–触控屏幕测试 *#*#0588#*#*–接近感应器测试 *#*#3264#*#*–内存版本 *#*#284#*#*生成log文件
MTK平台手机解锁指令
手机解锁 MTK平台手机解锁指令 sky 芯片解锁指令*#987*99# *#3424# 选最后一项重起 TI 芯片解锁指令*#*#1705# 互通726p 长按# 超级密码12344321 恢复为8888 AD 芯片解锁指令*2580# (有的需按二次*) *01763*737381# *746*737381# 5阿尔卡特83227423 25228352 ALCATEL+D ###765*05# CECT 天宇系列解锁解锁指令*746*737381#关机再开机密码取消 星玛系列解锁指令*#*#1705# mp3 解锁指令*#66*# 7850 CPU CECT系列的通用密码装卡输入*#2005#*即可*2002*#2002# 7870 cpu 绕过开机密码:*#9999# 英飞凌6850芯片解锁指令*2002*#2002# 7870 解锁指令487742263万能解锁密码 *487742263#可以揭开80%CPU为7870的手机密码*4955#可以进入CPU为7870的工程模式要选倒数第二项,密码就关了*2002*#2002#或*2005*#2005# 亿通48774226 三新防三星E808 6850cpu 解密*2002*#2002# 杂牌机6850芯片大部分通用解锁密码!*2002*#2002# cect e818解锁指令:*200307150401# 按确定等自动关机,上
卡开机等初始化完成 飞利浦S-568解锁指令*01763*737381# TI 用*789#指令解就OK! CECF16解锁不插卡开机按*#*#1705#发射键再按7确认自动关机后即可 亿通用7850CPU的指令,.解所有锁48774226 科建K529 *#*#1705# 桑达HT818*746*737381# LG C210 2945#*# 金立325 *39*737381# **2580*# 7850cpu解信息锁*2002*00#加发射键*#987*99# 泛泰PG8000 手机指令解锁*01763*737381# 华为C2281解锁指令:##258741 恒基伟业F8,F8+,F8C,F8D,F8E,F88解锁指令*929# 选格式化F8,F8+,F8C,F8D,F8E在待机模式下按OK,上,下,左,右,上,下,即可进入测试模式, 可修改听筒话筒音量,查看版本等等 恒基伟业F88,*20030811#,再按呼出键 解决MT芯片手机,打电话出现(确认网络服务) !! 进入设置到通话设置再到本机号码然后选择发送号码OK! 明基。西门子E61的SIM卡密码。直接输入72779673就解掉了手机密码同用指令。绝对OK 步步高*#2002#*#2002#
51单片机指令表
此表主要是为了方便大家查阅每条指令的作用,写法以及字节数和周期数,建议大家保存为书签。 助记符指令说明字节数周期数 (数据传递类指令) MOV A,Rn 寄存器传送到累加器 1 1 MOV A,direct 直接地址传送到累加器 2 1 MOV A,@Ri 累加器传送到外部RAM(8 地址) 1 1 MOV A,#data 立即数传送到累加器 2 1 MOV Rn,A 累加器传送到寄存器 1 1 MOV Rn,direct 直接地址传送到寄存器 2 2 MOV Rn,#data 累加器传送到直接地址 2 1 MOV direct,Rn 寄存器传送到直接地址 2 1 MOV direct,direct 直接地址传送到直接地址 3 2 MOV direct,A 累加器传送到直接地址 2 1 MOV direct,@Ri 间接RAM 传送到直接地址 2 2 MOV direct,#data 立即数传送到直接地址 3 2 MOV @Ri,A 直接地址传送到直接地址 1 2 MOV @Ri,direct 直接地址传送到间接RAM 2 1 MOV @Ri,#data 立即数传送到间接RAM 2 2 MOV DPTR,#data16 16 位常数加载到数据指针 3 1 MOVC A,@A+DPTR 代码字节传送到累加器 1 2 MOVC A,@A+PC 代码字节传送到累加器 1 2 MOVX A,@Ri 外部RAM(8 地址)传送到累加器 1 2 MOVX A,@DPTR 外部RAM(16 地址)传送到累加器 1 2 MOVX @Ri,A 累加器传送到外部RAM(8 地址) 1 2 MOVX @DPTR,A 累加器传送到外部RAM(16 地址) 1 2 PUSH direct 直接地址压入堆栈 2 2 POP direct 直接地址弹出堆栈 2 2 XCH A,Rn 寄存器和累加器交换 1 1
各种手机芯片解锁指令(一)
各种手机芯片解锁指令(一) 我的手机软件出问题了就找了一大堆东西乱七八糟啥都有 各种手机芯片解锁指令 杂牌手机芯片解锁指令 杂牌解密地址段总汇 杂牌解密地址段英飞凌6850 7850 7870 解密方法: *#9999# *2002*#2002# *2002*#2005# *4955# 进入工程模式清除密码即可 2M的加密位是在01FFF00-------01FFF20 4m :3FDFE0-3FDFFF 8M :7FDFE0-7FDFFF 16M:FFDFE0-FFDFFF 32M:1FFDFE0-1FFDFFF 64M:3FFDFE0-3FFDFFF MTK解锁办法 4M字库:380000--400000 8M字库:700000—800000 16M字库:F00000—1000000(有的机处理后要按开机键1分钟左右才可以开机)32M字库:1F00000—2000000 64M字库:3F00000—4000000 32M字库格式最后2M地址:1E00000---1FFFFFF 16M字库格式最后2M地址:E00000---FFFFFF 8M字库格式最后2M地址:600000---7FFFFF 4M字库格式最后2M地址:200000---3FFFFF SKY解锁指令 第一 *727793# .*#3424#
第二 *987*99# *#19740829# 第三解锁指令 *#2004*#2004#输入即可!一般都可搞定! 搞不定的就看下面的方法了 第四利用HEX查到密码的地址! 首先打开HEX软件然后接着调出备份出的有密码的资料!再搜索然后输入16进制码 63 6D 77 61 70 再搜索就出来了一次如果没出来的话就多搜索几次! AD6720解锁万用密码,大家测试一下! 78737793 AD-解锁方法 AD手机解锁方法可以分为几种: 第一种方法用指令:用指令解锁当然速度最快。但需要平时多收集指令才能做到。这里不过多介绍。 仅给出几个AD常用的指令 *2580#(有的机器需要连续按两次*) *01763*737381# *746*737381# 串号前8位加*#*#5625#(不插卡输入,开机后无锁,密码恢复为1234)TCL一些机器可以用这个指令,但跟机器的软件版本有关,低版无效。 AD6525CPU的机器:无卡先输入*746*0#看看能否进入测试! 只要能进入测试的就可以解了!输入*746*737381# 重新开机就OK了!大多是6525CPU的如托普S188 CECTS568 熊猫X70 等等! 第二种方法:反读字库解锁。 这种方法虽然不如指令快,但一般都可以找到密码。反读字库时可以用前面介绍平台时介绍的反读字库的方法来把字库读出来,然后用主控上的查找密码工具来查密码。一般密码在字库资料的最后1M数据中,所以我们在查找的结果中从后面往前试验快一些。 此外,为了更快的读取,我们可以只把字库的最后1M数据读出来(刚才说了,AD的机器密码一般在字库的最后1M),然后就从这最后1M数据中查找密码,能减少查找的结果,试验更快一些。 如何读最后1M数据呢?我们拿其中一个平台来介绍下这种方法。 智能手机6630/6681/6680/6682S60手机内部指令: *#7370925538#电子钱包初始化 *#7780 #恢复手机出厂设置 (原始密码12345) *#7370# 格式化手机(原始密码12345) *#0000#看软件版本号
C语言基础-符号、指令表
C语言基础-符号、指令表
姓名:[张魏] 联系电话:[10086] 联系地址:[中州大学]
auto :声明自动变量一般不使用 double :声明双精度变量或函数 int:声明整型变量或函数 struct:声明结构体变量或函数 break:跳出当前循环 else :条件语句否定分支(与 if 连用) long :声明长整型变量或函数 switch :用于开关语句 case:开关语句分支 enum :声明枚举类型 register:声明积存器变量 typedef:用以给数据类型取别名(当然还有其他作用) char :声明字符型变量或函数 extern:声明变量是在其他文件正声明(也可以看做是引用变量)return :子程序返回语句(可以带参数,也看不带参数)union:声明联合数据类型 const :声明只读变量 float:声明浮点型变量或函数 short :声明短整型变量或函数 unsigned:声明无符号类型变量或函数 continue:结束当前循环,开始下一轮循环 for:一种循环语句(可意会不可言传) signed:生命有符号类型变量或函数 goto do if
注解://—单行注解;/*多行注解*/
typedef struct{ 数据类型变量序列1; 数据类型变量序列1; ... }自定义数据类型的名称; 保留字 _a t_,a l i e n,b d a t a,b r e a k,b i t,c a s e,c h a r,c o d e,c o m p a c t,c o n s t,c o n t i n u e,d a t a, d e f a u l t,d o,d o u b l e,f a r,e l s e,e n u m,e x t e r n,f l o a t,f o r,g o t o,i f,f u n c u s e d,i d a t a,i n t, i n l i n e,i n t e r r u p t,l a r g e,l o n g,p d a t a,_p r i o r i t y_,r e e n t r a n t,r e t u r n,s b i t,s f r,s f r16, s h o r t,s i g e n d,s i z e o f,s m a l l,s t a t i c,s t r u c t,s w i t c h c_t a s k_,t y p e d e f,u s i n g, u n i o n, u n s i g n e d,v o i d,v o l a t i l e,w h i l e,x d a t a