国内外铝用阳极质量差别原因分析
铝表面阳极氧化处理方法
铝表面阳极氧化处理方法 一、表面预处理 无论采用何种方法加工的铝材及制品,表面上都会不同程度地存在着污垢和缺陷,如灰尘、金属氧化物(天然的或高温下形成的氧化铝薄膜)、残留油污、沥青标志、人工搬运手印(主要成分是脂肪酸和含氮的化合物)、焊接熔剂以及腐蚀盐类、金属毛刺、轻微的划擦伤等。因此在氧化处理之前,用化学和物理的方法对制品表面进行必要的清洗,使其裸露纯净的金属基体,以利氧化着色顺利进行,从而获得与基体结合牢固、色泽和厚度都满足要求且具有最佳耐蚀、耐磨、耐侯等良好性能的人工膜。 (一)脱脂 铝及铝合金表面脱脂有有机溶剂脱脂、表面活性剂脱脂、碱性溶液脱脂、酸性溶液脱脂、电解脱脂、乳化脱脂。几种脱脂方法及主要工艺列于表-1。在这些方法中,以碱性溶液特别是热氢氧化钠溶液的脱脂最为有效。 表-1 脱脂及主要工艺 脱脂方法溶液组成用量g/L 温度/度时间min 后处理备注 有机溶剂汽油、四氯化碳、三氯乙烯等适量常温或蒸汽适当无浸蚀 表面活性剂肥皂、合成洗涤剂适量常温-80 适当. 水清洗无浸蚀 碱性溶液NaOH 50-200 40-80 0.5-3 水洗后用100-500g/L硝酸溶液中和及除挂灰脱脂兼腐蚀除去自然氧化,硝酸可用稀硫酸+铬酸代替 十二水磷酸钠NaOH硅酸钠40-608-1225-30 60-70 3-5 水清洗NaOH可用40-50g/L 碳酸钠代替,总碱度按NaOH计算为1.6%-2.5% 多聚磷酸钠碳酸钠磷酸钠一水硼酸钠葡萄糖酸液体润湿剂15.64.84.84.80.3ml0.1ml 60 12-15 水清洗使用前搅拌4个小时 十二水磷酸钠硅酸钠液体肥皂50-7025-353-5 75-85 3-5 水清洗 碳酸钠磷酸钠25-4025-40 75-85 适当水清洗 磷酸钠碳酸钠NaOH 20106 45-65 3-5 水清洗 强碱阻化除油剂40-60 70 5 水清洗除油不净可延长处理时间 酸性溶液硫酸50-300 60-80 1-3 水清洗 硝酸162-354 常温3-5 水清洗松化处理 磷酸硫酸表面活性剂3075 50-60 5-6 水清洗 磷酸(85%)丁醇异丙醇水100%40%30%20% 常温5-10 水清洗溶液组成以体积记 电解溶液阳极氧化用电解质常温适当交流电或阴极电流电解 NaOH 100-200 常温0.5-3 水清洗后中和铝制品为阴极,电流密度为4-8A/dm2 乳化溶液石蜡三乙醇胺油酸松油水8.0%0.25%0.5%2.25%89% 常温适当水清洗溶液组成以体积记
生阳极预焙阳极炭块内控标准
生阳极炭块内控标准 1 范围 本标准规定了生阳极炭块的技术要求、尺寸偏差、检验与标志。 2技术要求 生阳极炭块尺寸允许偏差应符合表1规定: 表1 生阳极炭块尺寸偏差表 生阳极炭块尺寸要求:1770××623(mm)生阳极的理化指标要求:体积密度≥g/cm 3以上生阳极炭块重量:设计值± 20kg/ 块。
3 外观要求 生阳极炭块必须吹清干净 外观掉角缺陷不得超过150mm,不得有明显的变形。 爪孔裂纹:钢爪孔内孔缘裂纹不得大于100mm;宽度不得超过1mm,孔与孔之间不得有连通裂纹。水平裂纹不得大于150mm,150mm以下的横裂纹不得多于5处。 垂直裂纹不得大于150mm,150mm以下的不得超过3处。 底部掉块不得大于150×150mm,深度不得大于30 mm。缺陷和麻面:生块不允许工作面和孔上口有大面积的麻面。麻面面积以不影响将来浇铸为合格。缺陷长度不大于80mm,深度不大于5mm,不超过l 处。爪孔底部缺陷不得深于10mm。 4 检验与标志 生阳极块的外观质量检查由质检检查。质检对生阳极块要逐块检查,检查人员负责检查每天的炭块,按不同的符号在炭块上端进行标志“√”为合
格,“×”为废品,横端写出年、月、日,及检查日期。并且进行登记,然后交接仓储入库生块取样要求500吨抽取一块,一块炭块只取一个样本。
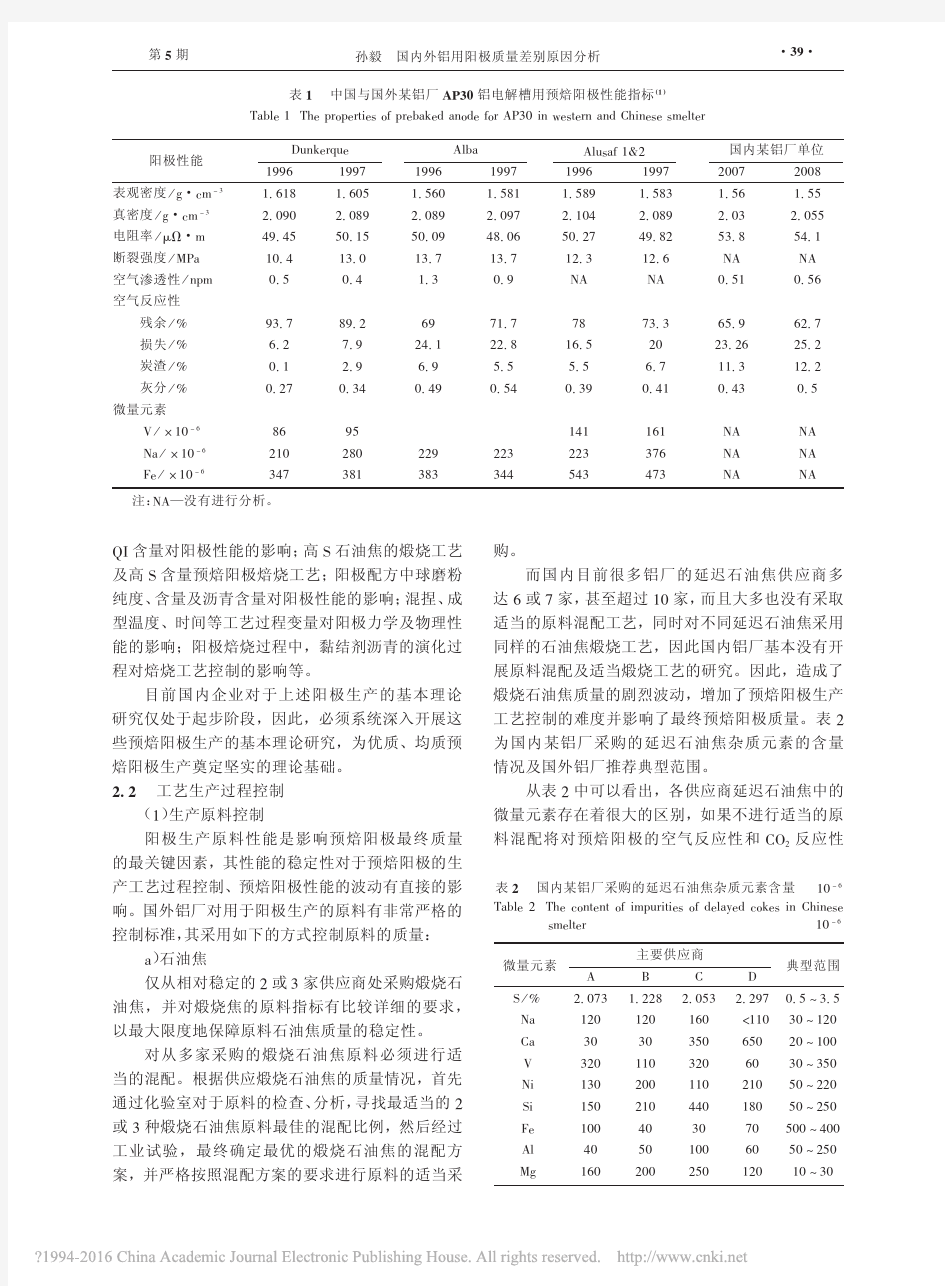
铝电解用预焙阳极炭块内控标准1 引用标准 YS/T 285-2012 铝电解用预焙阳极 2技术要求 1 牌号 铝电解用预焙阳极按理化性能分为二个牌号:TY-1、TY-2 2 理化性能 预焙阳极理化性能指标应符合表1规定:
表 1 预焙阳极理化性能指标 表 2 预焙阳极微量元素要求指标 3 预焙阳极的尺寸允许偏差 预焙阳极炭块尺寸要求:1750×740× 620(mm)
预焙阳极生产工艺流程
3.3 生产工艺 (1)工艺流程 图3-7 生产工艺流程图 (2)流程说明 电解铝用预焙阳极生产采用煅烧石油焦、沥青和返回料(电解铝厂返回的电
解残极、焙烧碎料、生碎料)为原料。原料经破碎、筛分、配料,生产出生阳极,再经焙烧得到预焙阳极产品。 (1)原料贮运 预焙阳极生产所用主要原料煅烧石油焦,由带式输送机从集团公司料仓运来卸入Ф17?20m贮仓内,用料时由设置在仓下的电磁振动给料机经带式输送机输送到生阳极制造工序使用。 (2)返回料处理 生产过程中产生焙烧碎料、生碎料和电解铝厂返回的电解残极共用一套返回料处理系统,由500吨残极破碎机粗碎至100mm以下粒度,再由一台反击式破碎机中碎筛分至20mm以下粒度后,然后经斗式提升机直接送入料仓待用。焙烧碎料、残极碎料用于配料,生碎料进入混捏工段。 (3)液体沥青制备 由汽车运来固体改质沥青经颚式破碎机破碎,送入沥青熔化罐内,用高温导热油间接加热熔化,经过滤机过滤滤去杂质后进入液体沥青接收槽,再用输送泵送到2座Ф8?8m沥青保温贮罐内,单座贮罐贮存容量为400t。使用时由沥青输送泵输送至生阳极车间用于配料。 (4)生阳极制造 生阳极制造包括中碎筛分、磨粉、配料、混捏和成型冷却等生产工序。 ①中碎筛分 本项目设2个石油焦中碎、筛分系统和1个残极返回料中碎、筛分系统。石油焦(或残极料)分别由电磁振动给料机给料,经带式输送机、斗式提升机送入一台双层水平振动筛和一台单层水平振动筛(残极为1台二层水平振动筛)筛分处理,粒度大于12mm的料返回中间料仓,再由电磁振动给料机给料进入双辊破碎机(残极进入反击式破碎机)中碎后再重新筛分。12~6mm,6~3mm的粒度料可直接进入相应配料仓,也可返回双辊破碎机重新中细碎至3mm以下,便于生产灵活调节。 粒度料有3种,为12~6mm、6~3mm、3~0mm,6~3mm、3~0mm的料除直接进入配料仓外,还有部分送经磨粉机磨粉成粉料。 生碎料在残极处理工段经两级破碎到20mm以下粒度后,经带式输送机,斗式提升机,直接运入生碎料仓使用。
(品质)(技术套表)、铝的阳极氧化是一种常用的金属表面处理技术它能使铝的
(技术套表)、铝的阳极氧化是一种常用的金属表面处理技术它能使铝的
江苏省江浦高级中学二轮专题训练:原电池、电解原理及其应用测试题1.2007年诺贝尔化学奖授予德国科学家格哈德·埃特尔。埃特尔在表面化学方面的贡献有助于人们理解“铁为什么会生锈”、“燃料电池和汽车中处理尾气的催化剂如何工作”、“南极上空的臭氧层如何被破坏”。下列有关说法正确的是:A.温室效应的加剧是导致南极上层臭氧空洞的主要原因 B.汽车尾气处理是在高温高压催化剂下进行的C.氢氧燃料电池的正 极反应可表示为H2=2H++2e-D.钢铁在空气中的腐蚀主要是电化腐蚀 2.下图为直流电源,为浸透饱和氯化钠溶液和酚酞试液的滤纸,为电 镀槽。按下图接通电路后发现上的c点显红色。为实现铁上镀锌,接 通后,使c、d两点短路。下列叙述正确的是 A.a为直流电源的负极B.接通前,c极有H2放出 C.f电极为锌板D.e极发生氧化反应 3.铅蓄电池用途极广,电解液为30%H2SO4溶液,电池的总反应式可表示为: Pb(s)+PbO2(s)+2H2SO4(aq)2PbSO4(s)+2H2O(l) 下列有关叙述正确的是 A.放电时电解液的密度不断增大B.放电时电子从Pb通过导线转移到PbO2 C.充电时Pb极与外电源的负极相连D.充电时PbO2电极发生还原反应,Pb电极上发生氧化反应4.用惰性电极电解1L足量KCl的溶液,若通过nmol电子的电量,则溶液的pH与n的关系是(设电解前后溶液的体积不变):A.pH=lgnB.pH=-lgnC.pH=14+lgnD.pH=lgn-14 5.用电解质溶液为氢氧化钾水溶液的氢氧燃料电池电解饱和硫酸钠溶液一段时间,假设电解时温度不变且用惰性电极,下列说法不正确的是:A.当电池负极消耗mg气体时,电解池阴极有mg气体生成B.电解池的阳极反应式为:4OH--4e-=2H2O+O2↑ C.反应后,电池中c(KOH)不变;电解池中溶液pH变大 D.电解后,c(Na2SO4)不变,且溶液中有晶体析出 6.目前科学家已经开发出便携式固体氧化物燃料电池,它以烷烃气体为燃料,每填充一次燃料,可连续
电解铝预焙阳极炭块焙烧质量分析
电解铝预焙阳极炭块焙烧质量分析 一、前言 我公司焙烧有54炉室和18炉室两个生产系统,焙烧炉是敞开式、w型环式炉,分别采用煤气和重油做燃料进行加热升温。54室焙烧炉结构为8火道7料箱,料箱尺寸为:3440×730×4170mm,每炉平装生块84块,有三个火焰系统每个火焰系统为18个炉室。18室焙烧炉结构为9火道8料箱,料箱尺寸为:5330×703×5240mm,每炉立装生块192块,一个火焰系统。两系统年生产能力达到8万吨。 二、制定合理的升温曲线 焙烧是炭素制品生产中的一个重要工序,生坯炭块的焙烧是生坯炭块在专门设计的加热炉内周围用填充料隔绝空气,按一定升温速度将生坯加热到1000℃---1050℃左右的生产工序。在焙烧过程中生坯炭块主要是进行粘结剂的分解和聚合反应。焙烧的升温速度、温度梯度及最高温度对阳极质量都有很大影响。 生坯炭块在焙烧过程中主要是粘结剂的焦化过程,即是沥青进行分解、环化、芳构化和缩聚等反应的综合过程。具体生坯炭块在焙烧炉内焦化过程与温度加热变化如下表。 我公司根据生坯炭块在焙烧炉内焦化的过程及54室焙烧炉室、18室焙烧炉室的结构和煤气、重油的热值计算,分别对54室焙烧炉室和18室焙烧炉室采用了252小时和168小时的加热炭块升温曲线的生产过程。移炉周期分别采用36小时和28小时。 低温预热阶段 200℃左右 制品粘结剂开始软化 中温阶段 200℃--300℃ 制品内吸附的水和化合水以及低分子烷烃被排出。 400℃ 以上变化最为突出 500℃--650℃ 碳环聚合形成半焦 高温烧结阶段 700℃以上
半焦结构分解,逐渐形成焦炭,构成乱层堆积结构基本单位的六角网状平面。 900℃以上 这种二维排列的碳原子网格进一步脱氢和收缩,以后就变成了沥青焦。 燃料生产大规格炭块和炭块平装的生产要求,及用重油作为燃料生产大规格炭块和炭块立装的生产要求,该曲线容易操作又安全,尤其在排出挥发份阶段,排出的挥发份不但能充分燃烧,焦化反映比较彻底,而且对低温炉室起到一个很好的预热作用,使系热得到合理利用,烟气进入烟斗后温度平均为200 ℃,到净化系统温度在60℃--130℃,达到技术要求,有利于净化系统对烟气的净化与排放。从产品质量取样结果分析看,理化指标和外观质量都比较好,故我公司54室焙烧炉室采用252小时加热升温曲线,18室焙烧炉室采用168小时加热升温曲线是合理的。 三、炭块变形破损原因分析及解决 生炭块经过焙烧后出下列几种废品 1.立装炭块炭碗塌陷变形 18室焙烧炉室立装炭块经焙烧后炭碗塌陷变形,导致阳极导杆不能安装。其原因: 1.1立装炭块在炉室内填充料不能将炭碗填实, 炭碗内有空隙。在焙烧炭块过程中制品处在软化阶段时,由于炭碗内有空隙炭碗处制品塌陷引起变形,造成废品。 1.2生炭块粘结剂用量偏高。 1.3振动成型压力较低。 我公司现使用纸板将装满填充料的炭碗先固定后再装炉。具体是先将填充料填满炭碗,再用根据炭碗结构尺寸制作的纸板将炭碗内的填充料固定,使立装起的炭块炭碗内被填充料填实,在焙烧过程中炭块炭碗内没有空隙就避免了炭块炭碗的变形。 2.炭块表面出现裂纹 2.1横裂:横裂是沿制品方向产生的裂纹,主要是生炭块质量偏低所引起,其原 因: 2.1.1原料煅烧温度过低,炭质原料得不到充分收缩,挥发分不能完全排除,原料理化性能达不到稳定。在焙烧进程中骨料颗粒产生大的二次收缩,则可能在炭块表面出现不规则的裂纹(网状)。 2.1.2振动成型进糊料温度低,振动时间不够。 2.1.3前后糊料的差别较大且结合不好,振动成型时造成生炭块内部结构有缺陷,虽然
铝电解预焙阳极电解槽的介绍与展望
铝电解预焙阳极电解槽的介绍与展望摘要:本文主要是对电解铝工业生产中的主要设备——电解槽的相关介绍,重点讲述预焙阳极电解槽的相关技术参数、指标、工艺等指数。其后介绍现代关于铝电解槽的新工艺、新设备。 关键词:电解槽预焙阳极阳极炭块阴极炭块 电解铝就是通过电解得到的铝。现代电解铝工业生产采用冰晶石-氧化铝融盐电解法。熔融冰晶石是溶剂,氧化铝作为溶质,以碳素体作为阳极,铝液作为阴极,通入强大的直流电后,在950℃-970℃下,在电解槽内的两极上进行电化学反应,既电解。 abstract: this article is mainly to the aluminum industrial production of main equipment-electrolytic cell related introduction, focuses on pre-baked anode cell related technical parameters, index, craft index. Introduced by modern about aluminum cell of new technology, new equipment. Key words: pre-baked anode cell anode block cathode carbon blocks Aluminum electrolytic aluminum is through get. Modern aluminum industrial production adopts BingJingShi-alumina melts salt by electro-dialysis. Molten BingJingShi is solvent, alumina as solute, with carbon body is used as an anode, liquid aluminum as a cathode, ventilation with powerful dc, in 950 ℃-970 ℃, the poles in the electric in the electrochemical reactions, both electrolysis. 1 预焙阳极电解槽的介绍 电解槽是电解炼铝的核心设备,一百多年来铝电解槽的结构有了许多改进,其中以电解阳极的变化最大。其经历的顺序大致是:小型预备阳极→侧部导电自焙阳极→上部导电自焙阳极→大型不连续预焙阳极→中间下料预焙阳极。 预焙阳极电解槽 该电解槽由阳极装置、阴极装置和导电母线系统三大部分组成。 1.1 阳极装置 它包括三部分:阳极母线大梁、阳极炭块组和阳极升降机构 1.1.1 阳极炭块组 预焙槽有多个阳极炭块组,每一组包括2~3块预制炭块。炭块、钢爪、铝导杆组装成电解用阳极。钢爪由高磷生铁浇铸在炭碗中,与炭块紧紧地黏在一起,铝导杆则是采用渗铝法和爆炸焊与钢爪焊在一起的。铝导杆通过夹具与阳极母线大梁夹紧,将阳极悬挂在大梁上。炭块组数取决于电解槽的电流强度、阳极电流密度以及炭阳极块的几何尺寸。如180KA预焙槽,若阳极电流密度为0.7A/cm2左右,阳极规格为1520*585*535(mm),即可算出阳极炭块为30炭。 1.1.2 阳极母线大梁 阳极母线大梁承担着整个阳极的重量,并将电流通过阳极输入电解槽。它由铸铝制成,由升降机构带动上下移动,以调整阳极的位置。 1.2 阴极装置 它由钢制槽壳、阴极炭块组和保温材料砌体三部分组成。 1.2.1槽壳 铝电解槽的槽壳是用钢板焊接,或铆接而成的敞开式六面体。分为有底和无底槽壳;并有背撑式和摇篮式两种。目前多采用有底槽。 无底槽壳是个空的框架,底没有钢板。槽壳四周和底部用钢筋和工字钢加固。
阳极炭块基础知识
阳极炭块基础知识: 碳素是什么? 炭和石墨材料是以碳元素为主的非金属固体材料,其中炭材料基本上由非石墨质碳组成的材料,而石墨材料则是基本上由石墨质碳组成的材料。为了简便起见,有时也把炭和石墨材料统称为炭素材料(或碳材料)。 炭素制品按产品用途可分为石墨电极类、炭块类、石墨阳极类、炭电极类、糊类、电炭类、炭素纤维类、特种石墨类、石墨热交换器类等。石墨电极类根据允许使用电流密度大小,可分为普通功率石墨电极、高功率电极、超高功率电极。炭块按用途可分为高炉炭块、铝用炭块、电炉块等。炭素制品按加工深度高低可分为炭制品、石墨制品、炭纤维和石墨纤维等。炭素制品按原料和生产工艺不同,可分为石墨制品、炭制品、炭素纤维、特种石墨制品等。炭素制品按其所含灰分大小,又可分为多灰制品和少灰制品(含灰分低于l%)。 我国炭素制品的国家技术标准和部颁技术标准是按产品不同的用途和不同的生产工艺过程进行分类的。这种分类方法,基本上反映了产品的不同用途和不同生产过程,也便于进行核算,因此其计算方法也采用这种分类标准。下面介绍炭素制品的分类及说明。 一、炭和石墨制品 (一)石墨电极类 主要以石油焦、针状焦为原料,煤沥青作结合剂,经煅烧、配料、混捏、压型、焙烧、石墨化、机加工而制成,是在电弧炉中以电弧形式释放电能对炉料进行加热熔化的导体,根据其质量指标高低,可分为普通功率、高功率和超高功率。石墨电极包括: (1)普通功率石墨电极。允许使用电流密度低于17A/m2的石墨电极,主要用于炼钢、炼硅、炼黄磷等的普通功率电炉。 (2)抗氧化涂层石墨电极。表面涂覆一层抗氧化保护层的石墨电极,形成既能导电又耐高温氧化的保护层,降低炼钢时的电极消耗。 (3)高功率石墨电极。允许使用电流密度为18~25 A/m2的石墨电极,主要用于炼钢的高功率电弧炉。 (4)超高功率石墨电极。允许使用电流密度大于25 A/m2的石墨电极。主要用于超高功率炼钢电弧炉。 (二)石墨阳极类 主要以石油焦为原料,煤沥青作粘结剂,经煅烧、配料、混捏、压型、焙烧、浸渍、石墨化、机加工而制成。一般用于电化学工业中电解设备的导电阳极。包括: (1)各种化工用阳极板。 (2)各种阳极棒。 (三)特种石墨类 主要以优质石油焦为原料,煤沥青或合成树脂为粘结剂,经原料制备、配料、混捏、压片、粉碎、再混捏、成型、多次焙烧、多次侵渍、纯化及石墨化、机加工而制成。一般用于航天、电子、核工业部门。 它包括光谱纯石墨,高纯、高强、高密以及热解石墨等。 (四)石墨热交换器 将人造石墨加工成所需要的形状,再用树脂浸渍和固化而制成的用于热交换的不透性石墨制品,它是以人造不透性石墨为基体加工而成的换热设备,主要用于化学工业。包括:
铝电解预焙阳极生块裂纹问题的探讨
铝电解预焙阳极生块裂纹问题的探讨 丁邦平 摘要:根据四川启明星铝业公司铝用阳极生产新线特点,对阳极生块生产中经常出现的几种裂纹以及阳极焙烧后较大的抗压强度进行了原因分析,并 提出了一些具体措施,以期对生块生产有所指导。 关键词:预焙阳极、生块、裂纹、抗压强度 1、前言 目前世界铝产量3500万吨,国内产量已达900万吨以上,产能已超过1000万吨。预焙阳极的需求将达 600万t。生块经焙烧而成预焙阳极,因而生块质量对预焙阳极的质量至关重要。就四川启明星铝业有限责任公司阳极生产而言,生块经常出现的质量缺陷主要缺损、掉棱、尺寸超标、裂纹、表面粗糙等,其中裂纹出现最多,也最难解决。本文就生块裂纹以及阳极焙烧后较大的抗压强度产生的原因进行探讨,并提出一些措施,供参考。 2、铝用阳极生产新线简介 2.1生产工艺流程新配置 中碎系统生产的四种不同粒级通过七台配料秤配料形成骨料,由集合螺旋、斗式提升机及过渡螺旋输送到四周预热螺旋加热到180—190℃,热骨料与180—190℃液体沥青连续进入到强力混捏机混捏4-5分钟,一般混捏温度在200—210℃,高温混捏后的糊料进入强力冷却机由喷入的冷却水均匀冷却到160—
165℃,冷却后糊料通过振动给料机送到真空型成型机振动成型,成型制品由悬链带入冷却水池经过两小时左右水浴冷却,制品继续被悬链带入到输送辊道处,再由推进器推到辊道上输送到制品库。 2.2生产工艺新线特点 该新线特点较多,这里仅列出可能产生裂纹有关系的工艺新线特点: ●选用EIRICH立式高速混捏机作为糊料混捏设备,替代传统的低速单轴或 双轴卧式混捏机。 ●采用真空型振型机,振型温度可达160±5℃,高于非真空型温度混捏温 度(145±5℃),高温振型要求高温混捏,因此混捏温度远高于非真空 型混捏温度。 ●混捏机虽无加热装置,但因混捏机高速运行发热,由此带来混捏温度高 于热骨料和沥青的混合温度。 ●强力冷却机不仅起到冷却作用,还对混捏后的糊料在冷却过程中再混捏。 ●真空成型机的真空度能达到730—745mmHg。 ●真空成型机的预压气囊可以在振动前充进3—5kg压力的压缩空气对糊 料提前预压实。 3、问题的由来 启明星自2005年1月28日投产以来生产近两年半的时间,产量已达25万吨,期间除生产自用产品以外,还生产有不同规格的国内铝电解需求的产品以及国外俄罗斯铝电解需求的产品,各类产品都出现过不同类型的裂纹,以下列出不同阶段一些典型裂纹案例,包括焙烧后出现的可能是上工序引起的生块暗裂纹。 (1)生产初期,成型后的生块经冷却水池冷却后出现较多的裂纹,并伴有爆裂声,一般出现在长侧面的垂直裂纹,严重时出现生块断裂。 (2)2006年年初,焙烧制品出现大面积的裂纹,焙烧废品率超过30%,同时这批制品在组装过程中也产生裂纹,进入电解槽出现较多的阳极垂 直断裂而化爪现象,导致电解槽生产不正常。 (3)2007年年初,生产外销制品时,生块出冷却水池放置几天后出现数量较多的炭碗内部各向裂纹,并伴有爆裂声。 (4)生产过程中有时发生长侧面横向裂纹,裂纹处非常光洁。
预焙阳极生产工艺流程
生产工艺 (1)工艺流程 图3-7 生产工艺流程图 , (2)流程说明 电解铝用预焙阳极生产采用煅烧石油焦、沥青和返回料(电解铝厂返回的电解残极、焙烧碎料、生碎料)为原料。原料经破碎、筛分、配料,生产出生阳极,
再经焙烧得到预焙阳极产品。 (1)原料贮运 预焙阳极生产所用主要原料煅烧石油焦,由带式输送机从集团公司料仓运来卸入Ф1720m贮仓内,用料时由设置在仓下的电磁振动给料机经带式输送机输送到生阳极制造工序使用。 (2)返回料处理 生产过程中产生焙烧碎料、生碎料和电解铝厂返回的电解残极共用一套返回料处理系统,由500吨残极破碎机粗碎至100mm以下粒度,再由一台反击式破碎机中碎筛分至20mm以下粒度后,然后经斗式提升机直接送入料仓待用。焙烧碎料、残极碎料用于配料,生碎料进入混捏工段。 (3)液体沥青制备 由汽车运来固体改质沥青经颚式破碎机破碎,送入沥青熔化罐内,用高温导热油间接加热熔化,经过滤机过滤滤去杂质后进入液体沥青接收槽,再用输送泵送到2座Ф88m沥青保温贮罐内,单座贮罐贮存容量为400t。使用时由沥青输送泵输送至生阳极车间用于配料。 ¥ (4)生阳极制造 生阳极制造包括中碎筛分、磨粉、配料、混捏和成型冷却等生产工序。 ①中碎筛分 本项目设2个石油焦中碎、筛分系统和1个残极返回料中碎、筛分系统。石油焦(或残极料)分别由电磁振动给料机给料,经带式输送机、斗式提升机送入一台双层水平振动筛和一台单层水平振动筛(残极为1台二层水平振动筛)筛分处理,粒度大于12mm的料返回中间料仓,再由电磁振动给料机给料进入双辊破碎机(残极进入反击式破碎机)中碎后再重新筛分。12~6mm,6~3mm的粒度料可直接进入相应配料仓,也可返回双辊破碎机重新中细碎至3mm以下,便于生产灵活调节。 粒度料有3种,为12~6mm、6~3mm、3~0mm,6~3mm、3~0mm的料除直接进入配料仓外,还有部分送经磨粉机磨粉成粉料。 生碎料在残极处理工段经两级破碎到20mm以下粒度后,经带式输送机,斗式提升机,直接运入生碎料仓使用。
现代预焙铝电解槽的基本结构
第二篇:铝电解生产的工程技术 1、现代预焙铝电解槽的基本结构 现代铝工业已基本淘汰了自焙阳极铝电解槽,并主要采用容量在160kA 以上的大型预焙阳极铝电解槽(预焙槽)。因此本章主要以大型预焙槽为例来讨论电解槽的结构。 工业铝电解槽通常分为阴极结构、上部结构、母线结构和电气绝缘四大部分。各类槽工艺制度不同,各部分结构也有较大差异。图1、图2分别为一种预焙槽的断面示意图和三维结构模拟图;图3、图4为我国一种200kA 中心点式下料预焙槽的照片与结构图(总图)。 图1 预焙铝电解槽断面示意图 铝液 阳极炭块 电解质液 下料器 阴极炭块 电解质结壳 耐火与 保温内衬 钢壳 阴极钢棒 集气罩 阳极导杆 氧化铝 图2 预焙铝电解槽三维结构模拟图
图4 我国一种200kA 预焙铝电解槽结构图 1.混凝土支柱; 2.绝缘块; 3.工字钢; 4.工字钢; 5.槽壳; 6.阴极窗口; 7.阳极炭块组; 8.承重支架或门;9.承重桁架;10.排烟管;11.阳极大母线;12.阳极提升机构; 13.打壳下料装置;14.出铝打壳装置;15.阴极炭块组;16.阴极内衬 图3 我国的一种200kA 预焙铝电解槽(照片) 13 1 2 3 5 7 11 10 8 4 6 15 14 12 16 9
阴极结构 电解铝工业所言的阴极结构中的阴极,是指盛装电解熔体(包括熔融电解质与铝液)的容器,包括槽壳及其所包含的内衬砌体,而内衬砌体包括与熔体直接接触的底部炭素(阴极炭块为主体)与侧衬材料,阴极炭块中的导电棒、底部炭素以下的耐火材料与保温材料。 阴极的设计与建造的好坏对电解槽的技术经济指标(包括槽寿命)产生决定性的作用。因此,阴极设计与槽母线结构设计一道被视为现代铝电解槽(尤其是大型预焙槽)计算机仿真设计中最重要、最关键的设计内容。众所周知,计算机仿真设计的主要任务是,通过对铝电解槽的主要物理场(包括电场、磁场、热场、熔体流动场、阴极应力场等)进行仿真计算,获得能使这些物理场分布达到最佳状态的阴极、阳极和槽母线设计方案,并确定相应的最佳工艺技术参数(详见本书第三篇 “铝电解槽的动态平衡及物理场”),而阴极的设计与构造涉及到上述的各种物理场,特别是它对电解槽的热场分布和槽膛内形具有决定性的作用,从而对铝电解槽热平衡特性具有决定性的作用。 槽壳结构 槽壳(即阴极钢壳)为内衬砌体外部的钢壳和加固结构,它不仅是盛装内衬砌体的容器,而且还起着支承电解槽重量,克服内衬材料在高温下产生热应力和化学应力迫使槽壳变形的作用,所以槽壳必须具有较大的刚度和强度。过去为节约钢材,采用过无底槽壳。随着对提高槽壳强度达成共识,发展到现在的有底槽。有底槽壳通常有两种主要的结构形式:自支撑式(又称为框式)和托架式(又称为摇篮式),其结构图分别见图5a ,b 。过去的中小容量电解槽通常使用框式槽壳结构,即钢壳外部的加固结构为一型钢制作的框,该种槽壳的缺点钢材用量大,变形程度大,未能很好地满足强度要求。大型预焙铝电解槽采用刚性极大的摇篮式槽壳。所谓摇篮式结构,就是用40a 工字钢焊成若干组“╚╝”型的约束架, 即摇篮架,紧紧地卡住槽体,最外侧的两组与槽体焊成一体,其余用螺栓与槽壳第二层围板连结成 图5 铝电解槽的槽壳结构示意图 a —自支撑式(框式);b —托架式(摇篮式)
铝型材表面处理工艺类别
铝型材表面处理工艺类别、解析 铝型材表面处理主要分为:氟碳喷涂、粉沫喷涂、阳极氧化(阴极氧化)、电泳、电镀等。这些表面处理方法间有相同也有不同,相同点就是都是在型材表面增加了保护膜;不同在于氟碳喷涂、粉沫喷涂是靠静电加膜于型材表面,所以也称静电喷涂;阳极氧化、电泳是通过直流电的正负极以及形成膜的分子、原子以及离子的正负相吸移动附着于金属表面而形成的保护膜;电镀和阳极氧化、电泳工艺术有雷同处,所不同的是:被电镀的可以不是金属,电镀液由含有镀覆金属(锌、铬、镍等)的化合物、导电的盐类、缓冲剂、pH调节剂和添加剂等的水溶液组成。1,电镀可以对五金和塑胶进行处理,。2,电泳和阳极只能对导电物体进行处理。3,电镀和电泳均为对被处理物体表面增材料,换句话说,就是厚度增加,4,而阳极则为对物体进行去材料处理,也就是阳极后厚度会减小。 下面就型材表面处理做具体分析 一、氟碳喷涂和粉末喷涂(静电喷涂) (一)粉沫喷涂:粉沫喷涂的原料为:聚氨脂、聚氨树脂、环氧树脂、羟基聚脂树脂以及环氧/聚酯树脂,可配制多种颜色。粉沫喷涂的特点:喷涂设备有手工的,有自动吊挂式、施工简单、涂层厚度为30微米以上,抗冲击,耐磨擦,防腐蚀,耐候性等均好,涂料价格
比氟碳便宜。粉沫喷涂最大弱点是怕太阳紫外线照射,长期照射会造成自然退色,铝板向阳面和非向阳面几年后色差明显,一般为2-5年就产生明显色差。现在市场上出现名子叫彩色铝型材,用于铝门窗,就是用普通铝型材粉沫喷涂而成。使铝门窗颜色品种增加,同时也增强抗腐蚀能力。 粉沫喷涂的原料为:聚氨脂、聚氨树脂、环氧树脂、羟基聚脂树脂以及环氧/聚酯树脂,可配制多种颜色。粉沫喷涂的特点:喷涂设备有手工的,有自动吊挂式、施工简单、涂层厚度为30微米以上,抗冲击,耐磨擦,防腐蚀,耐候性等均好,涂料价格比氟碳便宜。粉沫喷涂最大弱点是怕太阳紫外线照射,长期照射会造成自然退色,铝板向阳面和非向阳面几年后色差明显,一般为2-5年就产生明显色差。现在市场上出现名子叫彩色铝型材,用于铝门窗,就是用普通铝型材粉沫喷涂而成。使铝门窗颜色品种增加,同时也增强抗腐蚀能力。 (二)另一种静电喷涂为液态喷涂,又称氟碳喷涂,属于高档次喷涂价格较高,在国外早已应用。在国内近二年来才大面积用于铝板幕墙,由于其优异的特点,越来越受到建筑业及用户的重视和青睐。氟碳喷涂具有优异的抗退色性、抗起霜性、抗大气污染(酸雨等)的腐蚀性,抗紫外线能力强,抗裂性强以及能够承受恶劣天气环境。是一般涂料所不及的。 1,氟碳喷涂的设备及工艺 氟碳涂料本身性能决定,喷涂设备必须保证有出色的雾化效果,
预焙阳极组的组装工艺
预焙阳极组的组装工艺 1铝电解用炭阳极块的准备和调整 1.1将预焙炭阳极块从机动辊道传送或汽车运送到工作厂房,在厂房内用天车、吊具将其吊到组装线上(每次吊4块),至达到需要数量为止。 1.2在辊道传运和摆块时,应检查炭阳极块的外观质量,发现问题时做出记号,废品要挑出,不准用于组装。 1.3用于组装的炭阳极块必须符合GB 8742-88和FLQ33-89的规定和要求。 1.4将经过检查合格的炭阳极块每3块编成一组。块的高度差应小于20mm,端部露头差应小于20mm块的间距10-30mm,阳极组的工作表面要求平整。 1.5在浇铸线上的所有炭阳极块都要摆正,要求其均在一条直线上,以便于调整铝导杆。 2铝导杆的组装 2.1铝导杆必须符合FLQ33-89的规定,不合格的不准组装使用。
2.2铝导杆以汽车或叉车运送到厂房,用天车、吊具将其吊到预焙阳极组浇铸线上的炭阳极块上。 2.3组装时对铝导杆要进行调整,用铁支架支好,使其与阳极组工作面垂直,其垂直度偏差不准超过FLQ33-89的规定即垂直度偏差不得大于3度。组装好的铝导杆在浇铸线上应该在一条直线上。 2.4钢爪与炭阳极块棒孔内壁的空隙不得少于10mm。 3浇铸磷生铁 3.1将预热好的铁水抬包放到工频炉炉咀口下,从炉中向抬包倒铁水,铁水至抬包上口应保持100-120mm的距离,以免吊运时溅出铁水。 3.2铁水浇注温度为1330-1380℃。 3.3浇注时铁水流要适中,由钢爪和炭阳极块棒孔内壁的间缝中浇入,不准将铁水直接浇到钢爪上。 3.4浇注时铁水应尽量注满棒孔,浇铸后的铁水表面至炭阳极顶面的距离不超过10mm。 3.5浇铸完毕后,须将溅落在炭阳极块表面上的铁渣、铁豆
预焙阳极生产工艺流程
3.3 生产工艺(1)工艺流程
气 图3-7 生产工艺流程图 (2)流程说明 (电解铝厂返回的电沥青和返回料电解铝用预焙阳极生产采用煅烧石油焦、. 解残极、焙烧碎料、生碎料)为原料。原料经破碎、筛分、配料,生产出生阳极,再经焙烧得到预焙阳极产品。 (1)原料贮运 预焙阳极生产所用主要原料煅烧石油焦,由带式输送机从集团公司料仓运来卸入Ф17?20m贮仓内,用料时由设置在仓下的电磁振动给料机经带式输送机输送到生阳极制造工序使用。 (2)返回料处理 生产过程中产生焙烧碎料、生碎料和电解铝厂返回的电解残极共用一套返回料处理系统,由500吨残极破碎机粗碎至100mm以下粒度,再由一台反击式破碎机中碎筛分至20mm以下粒度后,然后经斗式提升机直接送入料仓待用。焙烧碎料、残极碎料用于配料,生碎料进入混捏工段。 (3)液体沥青制备 由汽车运来固体改质沥青经颚式破碎机破碎,送入沥青熔化罐内,用高温导热油间接加热熔化,经过滤机过滤滤去杂质后进入液体沥青接收槽,再用输送泵送到2座Ф8?8m沥青保温贮罐内,单座贮罐贮存容量为400t。使用时由沥青输送泵输送至生阳极车间用于配料。 (4)生阳极制造 生阳极制造包括中碎筛分、磨粉、配料、混捏和成型冷却等生产工序。 ①中碎筛分 本项目设2个石油焦中碎、筛分系统和1个残极返回料中碎、筛分系统。石油焦(或残极料)分别由电磁振动给料机给料,经带式输送机、斗式提升机送入一台双层水平振动筛和一台单层水平振动筛(残极为1台二层水平振动筛)筛分处理,粒度大于12mm的料返回中间料仓,再由电磁振动给料机给料进入双辊破碎机(残极进入反击式破碎机)中碎后再重新筛分。12~6mm,6~3mm的粒度料可直接进入相应配料仓,也可返回双辊破碎机重新中细碎至3mm以下,便于生产灵活调节。粒度料有3种,为12~6mm、6~3mm、3~0mm,6~3mm、3~0mm的料除直接进入配
生阳极、预焙阳极炭块内控标准.05.10复习过程
生阳极、预焙阳极炭块内控标准 2015.05.10
生阳极炭块内控标准1范围 1.1 本标准规定了生阳极炭块的技术要求、尺寸偏差、检验与标志。2技术要求 2.1 生阳极炭块尺寸允许偏差应符合表1规定: 表1 生阳极炭块尺寸偏差表 2.2生阳极炭块尺寸要求:1770×742.5×623(mm) 2.3生阳极的理化指标要求:体积密度≥1.63 g/cm3以上。 2.4 生阳极炭块重量:设计值±20kg/块。 仅供学习与交流,如有侵权请联系网站删除谢谢2
3外观要求 3.1 生阳极炭块必须吹清干净 3.2 外观掉角缺陷不得超过150mm,不得有明显的变形。 3.3 爪孔裂纹:钢爪孔内孔缘裂纹不得大于100mm;宽度不得超过1mm,孔与孔之间不得有连通裂纹。 3.4 水平裂纹不得大于150mm,150mm以下的横裂纹不得多于5处。 3.5 垂直裂纹不得大于150mm,150mm以下的不得超过3处。 3.6 底部掉块不得大于150×150mm,深度不得大于30 mm。 3.7 缺陷和麻面:生块不允许工作面和孔上口有大面积的麻面。麻面面积以不影响将来浇铸为合格。缺陷长度不大于80mm,深度不大于5mm,不超过 l处。爪孔底部缺陷不得深于10mm。 4检验与标志 4.1 生阳极块的外观质量检查由质检检查。 仅供学习与交流,如有侵权请联系网站删除谢谢3
4.2 质检对生阳极块要逐块检查,检查人员负责检查每天的炭块,按不同的符号在炭块上端进行标志“√”为合格,“×”为废品,横端写出年、月、日,及检查日期。并且进行登记,然后交接仓储入库。 4.3 生块取样要求500吨抽取一块,一块炭块只取一个样本。 仅供学习与交流,如有侵权请联系网站删除谢谢4
提高电解铝预焙阳极质量的研究
提高电解铝预焙阳极质量的研究 铝电解槽中阳极是铝电解生产技术关键之一,是铝电解工艺中最主要的组成部分,阳极常被誉称为铝电解槽的心脏.其质量的好坏将直接影响着铝电解的正常生产及经济技术指标的提高,因此提高预焙阳极质量显得尤为重要.本文结合青海黄河水电再生铝业公司炭素预焙阳极生产的实践经验,就生产过程中出现的阳极质量问题进行探讨。 主要从原料控制、煅烧温度、配方优化、改善混捏效果以及加强焙烧管理等方面加以分析并采取措施.从生产实践中探索出提高阳极质量的途径,主要研究内容及获得的主要研究结论是:(1)对影响预焙阳极质量的因素进行了研究,研究表明原料质量是前提,成型配料是关键,焙烧制度是保证.(2)对石油焦质量进行了研究,研究表明石油焦除了控制其理化指标外,粒度分布也很重要,应该建立这方面的正式标准.(3)对沥青质量进行了研究,研究表明沥青质量指标中软化点固然重要,但其它指标亦不能忽视.尤其是甲苯不溶物含量不应小于28﹪,喹啉不溶物含量在8﹪~12﹪、β-树脂含量在18﹪~25﹪为宜.(4)对煅烧工序进行了研究,研究表明煅烧温度应保持在较高水平,达到1240~1300℃、真密度应达到2.00~2.05g/cm<'3>.(5)对成型工序进行了研究,研究表明稳定的成型生产条件是一个关键因素,它直接影响到焙烧阳极质量.尤其是-0.074mm粉料比例应严格控制,它对阳极生产的稳定影响较大.生产质量稳定的阳极其重要性丝毫不亚于提高阳极质量;混捏效果的好坏影响到阳极的使用性能.(6)对焙烧工序进行了研究,研究表明焙烧中温的升温速率、最高温度、保温时间及火道平衡影响到体积密度、比电阻值及外观合格率,应严格控制.通过改善工艺条件,稳定了生阳极生产质量,预焙阳极外观质量及理化指标也有了改善,预焙阳极在电解使用过程中掉渣、脱极现象明显降低,返回残极均匀,每组重量为120~140kg,使用周期由原设计的33天提高至34天,阳极毛耗由原来的594kg/t-Al降至564kg/t-Al.
铝用预焙阳极中英文对照表
铝用预焙阳极生产常用中英文对照表一、石油焦煅烧部分(Petroleum coke calcination) 1、2001—2006年我国石油焦价格变化 2、窑头、窑尾 3、耐火材料 4、回转窑 5、煅烧实收率 6、回转窑窑头结构示意图 7、回转窑下料管 8、回转窑温度带 9、回转窑煅烧实收率统计图 10、石油焦粒度分析统计表 11、石油焦指标要求 12、石油焦挥发份 13、炭质烧损 14、石油焦煅烧 15、石油焦理化性能统计表 16、石油焦煅烧回转窑 17、二、三次风 18、通过改变回转窑而三次风的位置和方向 19、回转窑寿命 20、高硫石油焦1、The price variety of domestic petroleum coke in2001—2006 2、kiln inlet;kiln outlet;at the tail of rotary kiln 3、Refractory material 4、Rotary kiln 5、Yield rate of calcinations 6、Sketch of rotary kiln,s head 7、Rotary kiln,s feeding pipe 8、Temperature zones in rotary kiln 9、Statistics of yield rate of rotary kiln 10、Statistics of petroleum coke,s particle size 11、Requirement of petroleum coke 12、Petroleum coke volatiles 13、Burnt loss of carbon/carbon burnt loss 14、Petroleum coke calcinations 15、Statistics of physico-chemical properties of petroleum coke 16、Petroleum coke calcining rotary kiln 17、Secondary airflow and tertiary airflow 18、Through changing the direction and position of the Secondary and tertiary airflow 19、The rotary kiln working life 20、High-sulfur petroleum coke
生阳极炭块内控标准
生阳极炭块内控标准1范围 1.1 本标准规定了生阳极炭块的技术要求、尺寸偏差、检验与标志。2技术要求 2.1 生阳极炭块尺寸允许偏差应符合表1规定: 表1 生阳极炭块尺寸偏差表 2.2生阳极炭块尺寸要求:1770×742.5×623(mm) 2.3生阳极的理化指标要求:体积密度≥1.63 g/cm3以上。 2.4 生阳极炭块重量:设计值±20kg/块。
3外观要求 3.1 生阳极炭块必须吹清干净 3.2 外观掉角缺陷不得超过150mm,不得有明显的变形。 3.3 爪孔裂纹:钢爪孔内孔缘裂纹不得大于100mm;宽度不得超过1mm,孔与孔之间不得有连通裂纹。 3.4 水平裂纹不得大于150mm,150mm以下的横裂纹不得多于5处。 3.5 垂直裂纹不得大于150mm,150mm以下的不得超过3处。 3.6 底部掉块不得大于150×150mm,深度不得大于30 mm。 3.7 缺陷和麻面:生块不允许工作面和孔上口有大面积的麻面。麻面面积以不影响将来浇铸为合格。缺陷长度不大于80mm,深度不大于5mm,不超过 l处。爪孔底部缺陷不得深于10mm。 4检验与标志 4.1 生阳极块的外观质量检查由质检检查。 4.2 质检对生阳极块要逐块检查,检查人员负责检查每天的炭块,按不同的符号在炭块上端进行标志“√”为
合格,“×”为废品,横端写出年、月、日,及检查日期。并且进行登记,然后交接仓储入库。 4.3 生块取样要求500吨抽取一块,一块炭块只取一个样本。
铝电解用预焙阳极炭块内控标准1引用标准 YS/T 285-2012 铝电解用预焙阳极 2技术要求 1 牌号 1.1 铝电解用预焙阳极按理化性能分为二个牌号:TY-1、TY-2。 2 理化性能 2.1 预焙阳极理化性能指标应符合表1规定:
铝合金阳极氧化前处理工艺
铝合金阳极氧化前处理工艺是决定产品外观质量的重要环节,型材机械纹的去除、起砂、亚光、增光等多种质量要求均由前处理工艺决定。传统的前处理工艺分为三种:(1)、碱蚀工艺:由除油→水洗→碱蚀→水洗→出光→水洗→氧化组成,即型材经除油后,在碱蚀槽中经碱蚀处理去除机械纹和自然氧化膜、起砂,然后经出光槽除去表面黑灰,即可进行阳极氧化。该工艺的核心工序是碱蚀,型材的表面平整度、起砂的好坏等均由该工序决定。为了达到整平机械纹的目的,一般需碱蚀12-15分钟,铝耗达40-50Kg/T,碱耗达50Kg/T。如此高的铝耗,既浪费资源,又带来严重的环保问题,增加废水处理成本。该工艺已采用了100多年,全球大部分铝材厂沿用至今,直到近两年,才由酸蚀逐渐取代。 (2)、酸蚀工艺:由除油→水洗→酸蚀→水洗→碱蚀→水洗→出光→水洗→氧化组成。型材经除油后先酸蚀,后碱蚀,出光,完成前处理。该工艺的核心工序是酸蚀,去机械纹、起砂等均由酸蚀决定。不同于碱蚀,酸蚀的最大优点是去机械纹能力强、起砂快、铝耗低,一般3-5分钟即可完成,铝耗几乎是碱蚀的1/8-1/6。从工作效率和节约资源的角度看,酸蚀无疑是碱蚀工艺的一大进步。然而,酸蚀的环保问题更加突出:酸槽的有毒气体HF的逸出及水洗槽Fˉ的污染。氟化物一般都有剧毒,处理更加困难。另外,酸蚀处理后,型材外观发黑发暗,尽管不得已延续了碱蚀和出光,可增亮一些,但仍然很暗,既增加了工序,又损失了光泽,这些问题至今还没有有效的解决方案。 (3)、抛光工艺:由除油→水洗→抛光→水洗组成,型材经除油后即放入抛光槽,经2-5分钟抛光后,可形成镜面,水洗后可直接氧化。该工艺的核心工序是抛光,去纹、镜面都在抛光槽完成。抛光具有铝耗低、型材光亮的优点,但抛光槽的NOx的逸出,造成严重的环境污染及操作工的身体伤害,同时,昂贵的化工原料成本等因素也制约了该工艺的推广。通观上述三种工艺,虽各有特点,但缺点也比较突出,如碱蚀铝耗高、碱渣多、工效低;酸蚀氟化物污染、型材发暗;抛光污染严重,成本过高等等。这些工艺要么污染了环境,要么浪费了铝资源,要么降低了铝材表面质量,亟待进行工艺改进。 二、整平光亮工艺所谓整平光亮工艺,是继抛光、碱蚀、酸蚀之后推出的一项 新的表面前处理工艺,是对碱蚀、酸蚀工艺的深刻改造和变革,它既具有酸蚀铝耗低、去机械纹能力强、起砂快的优点,又具有抛光的亮丽,但却根本杜绝了抛光NOx污染、酸蚀氟化物污染、碱蚀碱渣污染等弊端,是一项颇具前途、具有革命性的新工艺。 (一)、工艺流程整平光亮工艺比酸蚀、碱蚀要简单得多,甚至比抛光工艺都简单,主要由下述工序组成:整平光亮→水洗→氧化。本工艺的核心是整平光亮,整平机械纹、起砂、光亮等均由整平光亮槽完成,整平光亮后即可氧化,省去除油、碱蚀、中和等工序。 (二)、型材外观经过整平光亮技术处理过的型材具有三大特点:1、平整:在整平剂作用下,1-5分钟内,可完全去掉机械纹,表面特别平整。2、细砂:在起砂剂的作用下,型材表面起了一层均匀细砂,是喷砂和酸蚀技术很难达到的。3、光亮:在光亮剂的作用下,型材表面非常光亮,几乎可跟抛光材媲美。 (三)、适用范围1、建筑型材:银白料经整平光亮后,表面非常平整、光亮、砂粒细腻均匀;着色、染色与整平光亮技术的结合,使得型材表面象经过打蜡处理后一样鲜艳;电泳与整平光亮技术的结合能大幅度提高型材档次。2、工业用材:汽车轮毂、自行车圈、自行车架等用铝合金制成的各类工业用材都可用整平光亮技术处理,以取代机械抛光,提高生产效率及产品档次。3、家用电器:很多家用电器铝制外壳,都可借助本技术提高外观质量。灯饰及装饰用材也可借用本技术。 (四)、工艺规范1、开槽:整平光亮液(开槽液) 2、生产:温度:95-110℃时间:1-5min 3、添加:当槽液液面不能满足生产要求时,应及时补充添加液。补充添加液时一定要补充到初始液位。添加后,应充分搅拌槽液,然后开始生产。 4、管理:整平光亮槽管理非常