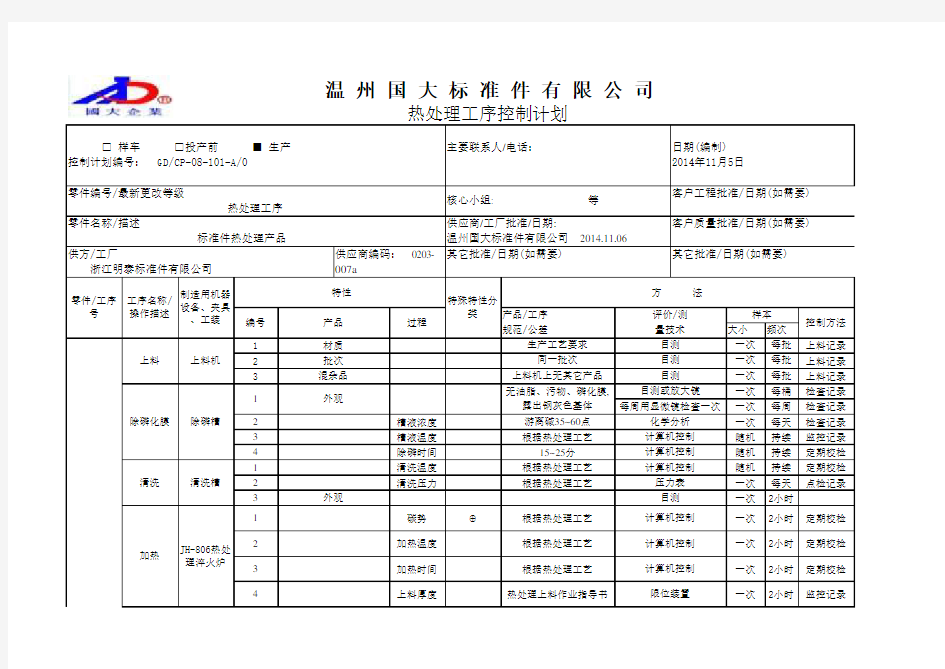
热处理控制计划
产品/工序
规范/公差
大小频次1
生产工艺要求一次每批上料记录2同一批次一次每批上料记录3上料机上无其它产品一次每批上料记录一次每桶检查记录一次每周检查记录2槽液浓度游离碱35~60点一次每天检查记录3槽液温度根据热处理工艺
随机持续监控记录4除磷时间15~25分随机持续定期校检1
清洗温度根据热处理工艺随机持续定期校检2清洗压力
根据热处理工艺一次每天点检记录
3 一次2小时1
碳势⊕
根据热处理工艺一次2小时定期校检2加热温度根据热处理工艺一次2小时定期校检3加热时间根据热处理工艺一次2小时定期校检4
上料厚度
热处理上料作业指导书
一次
2小时
监控记录压力表温 州 国 大 标 准 件 有 限 公 司
无油脂、污物、磷化膜,
露出钢灰色基体
1
外观
每周用显微镜检查一次
除磷槽除磷化膜计算机控制上料机 特性
目测或放大镜材质批次零件/工序
号
工序名称/
操作描述
制造用机器
设备、夹具
、工装
清洗槽计算机控制计算机控制计算机控制计算机控制特殊特性分
类方 法加热
JH-806热处理淬火炉
编号产品过程
评价/测样本控制方法量技术 □ 样车 □投产前 ■ 生产主要联系人/电话:日期(编制)
控制计划编号: GD/CP-08-101-A/0 2014年11月5日
零件编号/最新更改等级
核心小组: 等客户工程批准/日期(如需要)热处理工序
其它批准/日期(如需要)
其它批准/日期(如需要)
浙江明泰标准件有限公司
零件名称/描述
供应商/工厂批准/日期:
温州国大标准件有限公司 2014.11.06客户质量批准/日期(如需要) 标准件热处理产品供方/工厂
供应商编码: 0203-007a
上料清洗外观
混杂品目测目测目测化学分析计算机控制限位装置
目测
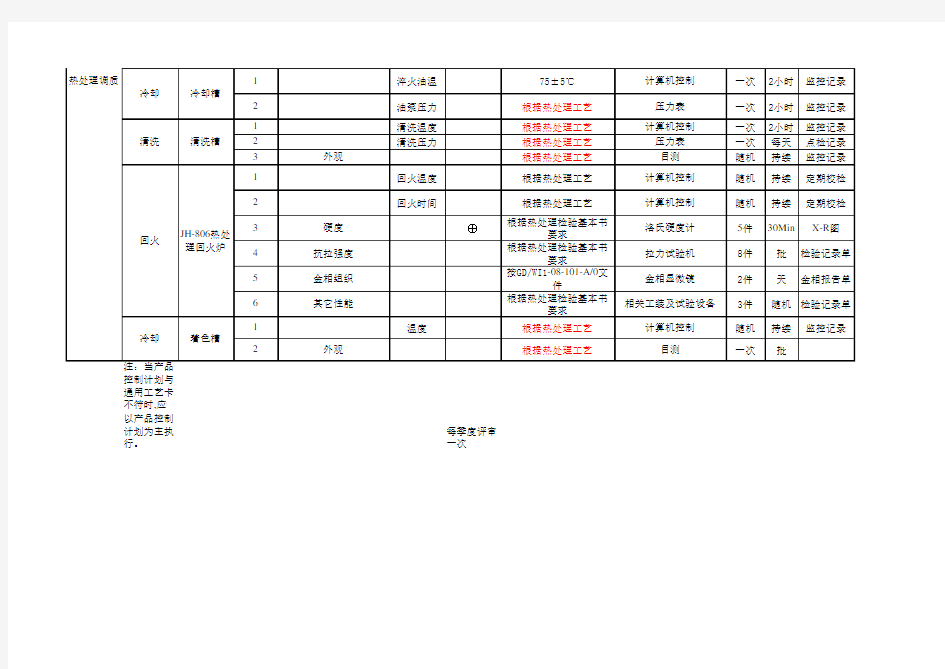
注:当产品控制计划与通用工艺卡不符时,应以产品控制计划为主执行。每季度评审一次
相关主题