塑料齿轮的设计和制造介绍
机械设计课程设计简明指导手册
《机械设计课程设计》 简明指导手册 ================== 一、进度安排 二、传动装置的总体设计(第一周 周2) ● 由于是专用减速器,计算各轴的功率、转矩时,按所需功率计算,不是按照电机的额定 功率计算。 ● 电机的转速按满载转速计算。 ● 电动机为Y 系列,转速选1000rpm ,1500,3000rpm 。 ● 传动方案:V 带+二级展开式圆柱齿轮减速器 ● 带传动传动比:2~3比较合适,总传动比大时取大值 ● 两级齿轮传动比分配:高速级传动比i1与低速级传动比i2应满足:21)35.1~3.1(i i ● 计算结果制成P19表2-6形式,交给指导教师检查。
三、传动零件的设计计算(第一周3) ● 齿轮传动的设计计算参考课本。 ● 小带轮半径不大于电机中心高。 ● 在高速级齿轮传动设计完毕后,应根据实际传动比来调整低速级齿轮传动的传动比,确 保总传动比误差不超过3%~5%。 ● 由于功率较小,为了方便绘图,齿轮传动一律采用软齿面斜齿轮传动。 ● 软齿面齿轮传动按齿面接触强度设计,校核齿轮的弯曲强度即可。 ● 齿轮传动不需要变位。 ● 要求中心距圆整,为了绘图方便,要求两级齿轮传动中心距之和一般不大于280。 ● 为了避免中间轴大齿轮与低速轴干涉,应保证中间轴大齿轮直径比低速轴大齿轮直径小 20毫米以上。 ● 为了便于中间轴大齿轮甩油润滑,中间轴大齿轮的直径与低速轴大齿轮直径的差值不能 超过50~60mm 。具体参看P30表4-2。 ● 采用斜齿轮,螺旋角范围:8~20°。 ● 为了使中间轴上齿轮轴向力相互抵消一部分,两齿轮的螺旋角方向应相同。 ● 齿轮计算时,螺旋角应精确到秒,分度圆直径、齿顶圆直径等应精确到0.001mm 。 ● 齿轮的模数不小于2mm 。 ● 带传动的关键数据(i ,d1,d2,a ,型号,根数(不大于5),带轮宽度)和两对齿轮传 动的参数填入P22表3-1(有关变位部分删除),交给指导教师检查。 四、减速器箱体关键尺寸的确定(第一周4) ● 仔细阅读第4章减速器结构,根据齿轮有关参数,填写表4-1。 ● 注意:表中83025.0≥+=a δ 表示如果83025.0<+=a δ就取:8=δmm 。 ● 注意,螺纹应选标准直径系列,不同的螺栓对应不同的扳手空间。 五、装配草图第一阶段(第一周5~第二周1): 1) 严格按照《课程设计》顺序画图和计算。 2) 仔细阅读《课程设计》第5章。准备一张大的白纸(做草图用)。 3) 参照P34的步骤,按1:1比例绘制二级圆柱齿轮减速器装配草图(图5-2),相关尺寸严 格按要求选取。其中:)12~8(212+++≥C C l δ太大,可取:)5~3(212+++=C C l δ。 4) 由于齿轮速度较低,轴承的润滑一律采用脂润滑,3?按图5-3b 选取。 5) δ>?2 6) 按纯扭转强度估算轴的最小直径,直径应满足《课程设计》P112表14-28要求,长度仅
注塑齿轮三维分析及模具设计
SHANDONG UNIVERSITY OF TECHNOLOGY 课程设计说明书 脚套注塑模 学院 机械工程学院 专业 材料成型及控制工程 班级 材料0902班 姓名及学号 许文然 0911012106 2012年1月
摘要 (3) 第一章齿轮的设计 (4) 1.1注塑材料的选择 1.2齿轮的设计 第二章模具设计 (7) 2.1模架与注塑机的选择 第三章成型零件设计 (10) 第四章浇注系统设计 (14) 第五章顶杆设计 (16) 第六章冷却系统设计 (16) 第七章模具装配图 (19)
摘要 本文运用三维绘图软件UG NX进行塑料齿轮的模具设计,实现计算机辅助设计(CAD)。 首先,根据零件大小确定排样、模架类型,确定初步的成型工艺;然后运用使用UG NX 来生成模具的型腔,并装配模架,实现由计算机来辅助设计模具。 这样的设计方法可以保证产品质量和性能,同时也验证模具制造时的注意和工艺,缩短了模具制造周期和成本。 关键词:UG NX,注塑,齿轮 随着人类社会的进步,材料的使用也发生着变化。从石器时代开始,人类就在寻找更新、更好的材料,制作不同的器物和工具。到目前为止,人类所使用的材料可以分为四大类:木材、水泥、钢铁和塑料[1]。 塑料,作为高分子聚合物,它的性能和应用可以说是无穷无尽,同时,塑料的生产成本比金属要低,使得塑料制品在一些领域逐渐代替金属材料,在农业、包装、运输、电气、化工、建筑、航空航天、仪表以及日用品都离不开塑料。 塑料制品的获得方法有很多,与金属材料相比,塑料制品不仅可以通过机械加工获得,还可以通过成型加工直接获得,而不同的材料就需要用不同的成型工艺和加工方法。部分塑料产品必须依靠模具来成型,例如手机、电脑的外壳,饮料瓶等等。因此,模具的设计直接与塑料制品的复杂程度、美观程度、结构工艺性相关。同时,制品的设计必须考虑模具设计的问题,从而避免制品出现缺陷。 本文所要分析的塑料齿轮就是塑料制品代替金属制品的一个例子。
塑胶设计指南
●第一章塑胶材料加工方式的选择 塑料产品之好坏与材料选择及加工方式之迥异而有极大之关系。对于任何欲制之塑品,其步骤为先决定何种材料能够达到其所须之物性,再来则为选择最适切与最经济的加工方式,最后则视产量之多寡而决定设备。 ●1-1塑料材料之选择 在大约探讨了塑料材料的基本物性,以下将做更深入的分析。下面所列之各表乃是依据标准方法制成试片所测得之数据,与实际生产所制出的成品性质仍有相当大之差距,但做为不同等级材料性质之比较已足矣。下表1-1为一般常见塑料机械性质之比较。 表1-2则为塑料拉伸强度之范围,表1-3为抗冲击强度之范围。
其用途之所须性质要求。
一般而言加了玻纤后,可增加拉伸力、减少拉伸量、抗磨耗力降低、挠曲力增高、热变形温度增加、热膨胀降低及较不透明,而耐冲击力则不一定。但是硬度(除非高填充)、电气性质、抗化学性及抗天候性则甚无影响。 表1-6则为一般材料之机械性质之定性趋势表。 若是依各种用途来分,所使用之塑料大概可列表如1-7所示。
●1-2塑料加工方式之选择 塑料之加工方式五花八门,随着材料及成品而有极大之差异。以下对一般常见的加工方式,作一番简介: 1. 射出成形(injection molding) 在所有之塑料加工成形方法上,射出成形最为被广泛使用。其法为热塑性塑料或热固性塑料导入于射出成形机的加热筒中,俟其完全熔融后,藉由柱塞或螺杆之压力,产生热能及摩擦热能,将其注入于闭合模具之模穴中,固化后,再开启模具取出成品。此种加工技术因材料、机械设计及制 品要求而衍生出其它之方法,如预嵌入金属零件之插件成形、多色及混色的射出成形,结构发泡的射出成形、气体辅助射出成形(gas assisted injection molding)、共射出成形(coinjection)、射出中空成形及利用液态单体或液态预聚合物为原料之反应射出成形(RIM)等方法。 2. 押出加工(extrusion) 将热塑性材料于押出机中加热、加压,再用螺杆予以押出,押出品之断面形状依模头而定,可为棒状、管状、平版状、异形状等等。其它如吹膜押出、押出中空成形、压延加工,押出涂装及混炼切粒等皆在前半段应用押出机,现今流行的趋势是共押出加工(coextrusion),制成多层高功能 的制品。 3. 压缩成形(compression molding) 此为热固性塑料成形法之一种,先将热固性树脂预热后,置于开放的模穴内,闭模后施以热及压力,直至材料硬化为止。酚醛树脂,美耐皿树脂及尿素甲醛等树脂常用此法成形,所制之成品为:家电制品外壳、零件、齿轮、家具餐具等。 4. 中空成形(blow molding) 其法为先将热塑性塑料由押出机之模头押出,使成为薄管,此称为型胚(parison),再闭合模具,吹气而后成形。此法之应用已愈来愈广泛,如汽车业,所用之材料也由传统之PE、PP、PVC、PET等,走向高性能的工程塑料。其优点为制造大形品方便及一次成形,缺点则为塑品之各部份肉厚 不易控制。
齿轮锻造工艺设计说明书(Gear forging process design manual)
齿轮锻造工艺设计说明书(Gear forging process design manual)Gear forging process design manual Abstract: the purpose of forging blank molding, and control of its internal organizational performance reached the desired geometry, size and quality of forgings, steel and non-ferrous metal and alloy has the most plastic in different degrees, can be plastic molding process in cold or hot. The forging of gears adopts the free forging process. This paper mainly introduces the free forging process of gears. Free forging is the use of pressure or impact force is the metal between the upper and lower iron deformation between plastic deformation, so as to obtain the shape and size of the required method. The determination of free forging becomes the key to free forging. This article focuses on the process of free forging of gears. Keywords: free forging, gear processing, plastic deformation, process flow. Catalog I. introduction............................................... ............. One Two. Overall design plan................................................ One Three. Specific design methods and steps.................................... Three
齿轮锻造工艺设计说明书
齿 轮 锻 造 工 艺 设 计 说 明 书 姓名:xxx 学号:xxxxxxxx 班级:xxxxxxx 日期;xxxxxxx
齿轮锻造工艺设计说明书 摘要:锻造生产的目的是坯料成型、及控制其内部组织性能达到所需的几何形状,尺寸以及品质的锻件,钢和大多数非铁金属及合金具有不同程度的塑性,均可在冷态或热态下进行塑性加工成型。齿轮的锻造采用的是自由锻工艺。本文主要介绍的是齿轮的自由锻工艺。自由锻是利用压力或冲击力是金属在上下抵铁之间产生塑性变形,从而获得所需锻件形状及尺寸的方法。确定自由锻的工艺成为了自由锻加工的关键。本文着重介绍的就是齿轮的自由锻的工艺流程。 关键词:自由锻、齿轮加工、塑性变形、工艺流程。
目录 一.绪论 (1) 二.总体设计方案 (1) 三.具体的设计方法与步骤 (3) 3.1绘制锻件图 (3) 3.2确定变形工艺 (3) 3.2.1镦粗 (3) 3.2.2冲孔 (4) 3.2.3扩孔 (4) 3.2.4修整锻件 (4) 3.3计算坯料质量和尺寸 (4) 3.4选定设备及规范 (5) 四.工艺流程(工艺卡) (6) 五.结论 (7) 六.致谢 (7) 七.参考文献 (8)
一、绪论 锻造的目的是使坯料成形及控制其内部组织性能达到所需的几何形状,尺寸以及品质的锻件。锻造的基本工艺有自由锻、模锻、板料冲压等,其中自由锻和模锻是热塑性成型,而板料冲压是冷塑性成形,两者的基本原理相同。 锻造件占得比例说明了一个国家生产水平、生产率、材料利用率、生产成本及产品品质在国际竞争中的地位。在新中国成立之前,锻造基本上是手工作坊式的延续,生产效率低,劳动强度大。然而在改革开放之后我国的锻造工艺水平得到了迅猛的发展,从而带动了诸如汽车工业的跨越式发展。但我们还应该清醒的看到我们的锻造工艺水平与欧美发达国家还有一定差距,这更加促使我们努力发展新技术,赶超国际先进水平。 齿轮是现代工业大量使用的零件,本文就是讨论齿轮的自由锻生产。自由锻能进行的工序很多,可分为基本工序、辅助工序、及精整工序三大类。它的基本工序是使金属产生一定程度的塑性变形以达到所需的形状和尺寸的工艺过程,如镦粗,拔长、冲孔、弯曲、切割、扭转及错移等工序。 二、总体设计方案 1.绘制锻件图 根据零件图的基本图样,结合自由锻工艺特点考虑余块、锻件余量和锻造公差等因素绘制而成。 2.计算坯料质量及尺寸 (1)坯料质量的计算 根据锻件的形状和尺寸,可先计算锻件的质量,再考虑加热时的氧化损失,冲孔时冲掉的芯料以及切头的损失,可先计算锻件所用的坯料的质量,其计算公式为 m坯=m锻+m烧+m头+m芯 (2)坯料尺寸确定 皮料尺寸与所用第一个基本工序有关,由于齿轮是饼块类或空心类锻件,用镦粗工序锻造时,为了避免镦弯,应使坯料高度h不超过直径D的2.5倍,即坯
塑料齿轮的实用工艺设计
塑料齿轮的工艺设计 :王金露,闫春兴,猛,梅锐东 课题组的分工或贡献:王金露:说明书的撰写 梅锐东:PPT的制作 闫春兴:查阅资料 猛:查阅资料 课程名称:塑料齿轮的注塑成型工艺 指导老师:贾建波 日期:2016年七月
目录 一、摘要 (1) 二、引言 (1) 三、正文 (1) 3.1材料及参数的选择 (3) 3.2工艺方案选择及制定 (4) 3.3成形规律的分析 (5) 四、结论 (7) 五、参考文献 (7)
一:摘要 本次报告主要研究的是利用注塑成型工艺制造塑料齿轮,本文主要介绍塑料成型工艺中塑料齿轮的工艺设计、工艺方案选择及制定、成形规律的初步分析、成型力的初步计算。并简单涉及了压延成型的原理、成型工艺和特点。通过设置不同的浇口数量、模具温度和注射温度,分析了注塑压力、熔接痕分布、气穴分布和熔体温度分布情况,确定了最佳的浇口数量、位置以及相应的塑料齿轮成型的工艺参数,以减少注塑缺陷,提高制品质量。 二:引言 此次我们小组进行的三级项目针对塑料齿轮进行工艺设计,通过该项目的实施,使我们加深对注塑成型的工艺设计及工艺流程的容及要求的理解,在掌握塑料成型原理及工艺的基础上,使我们具备独立进行工艺设计的能力,提高综合应用已有知识解决问题的能力,更好地培养我们的专业技术能力和综合素质。使我们对于塑料成型课程的容有了更加扎实,深刻的理解,同时对于注塑模型有了更多的知识储备 三:正文 注射成型亦成为注射模塑或者注塑模塑,是使得热塑性或者热固性模塑料先在料筒中均匀塑化,而后由柱塞或移动螺杆推挤到闭合模具型腔中的成型方法,它的主要特点是能在较短的时间一次成型出形状复杂,尺寸精度高和带有金属嵌件的制品,而且生产率高,适应性强,易于实现自动化,因而被广泛用于塑料制品当中。
塑料齿轮的设计与制造介绍
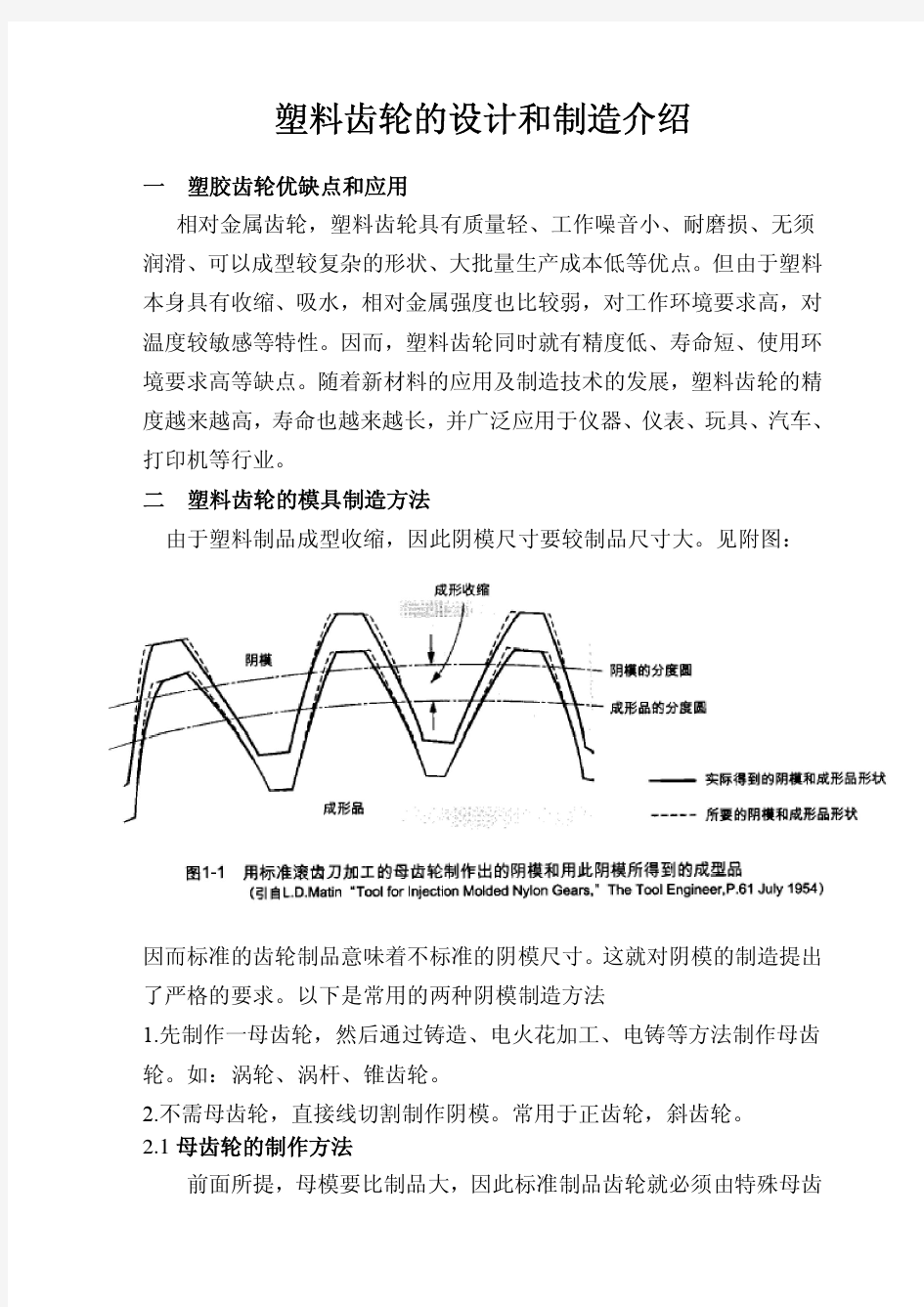
塑料齿轮的设计和制造介绍 一塑胶齿轮优缺点和应用 相对金属齿轮,塑料齿轮具有质量轻、工作噪音小、耐磨损、无须润滑、可以成型较复杂的形状、大批量生产成本低等优点。但由于塑料本身具有收缩、吸水,相对金属强度也比较弱,对工作环境要求高,对温度较敏感等特性。因而,塑料齿轮同时就有精度低、寿命短、使用环境要求高等缺点。随着新材料的应用及制造技术的发展,塑料齿轮的精度越来越高,寿命也越来越长,并广泛应用于仪器、仪表、玩具、汽车、打印机等行业。 二塑料齿轮的模具制造方法 由于塑料制品成型收缩,因此阴模尺寸要较制品尺寸大。见附图: 因而规范的齿轮制品意味着不规范的阴模尺寸。这就对阴模的制造提出了严格的要求。以下是常用的两种阴模制造方法
1.先制作一母齿轮,然后通过铸造、电火花加工、电铸等方法制作母齿轮。如:涡轮、涡杆、锥齿轮。 2.不需母齿轮,直接线切割制作阴模。常用于正齿轮,斜齿轮。 2.1母齿轮的制作方法 前面所提,母模要比制品大,因此规范制品齿轮就必须由特殊母齿轮制作特殊的阴模。特殊的母齿轮就需特殊的切齿刀来加工。 通常方法: (1)特殊模数的切齿刀具 (2)加上成型收缩率的余量用特殊压力角的切齿道具 (3)加上成型收缩率的余量用规范切齿刀具 (4)不需添加余量用规范切齿刀具 以下是各种方法的详细介绍 (1)特殊模数的切齿刀具 制作一个特殊模数的切齿刀具,其压力角为规范压力角。在制作这个切齿刀具时必须考虑到成型收缩率以及后面要讲到的阴模制作法所规定的修正值,然后用这个特殊刀具来加工母齿轮。 假设要制作下面的成型齿轮时 Z=30 m=1 d=m*Z=30mm 假设成型收缩率与根据阴模制作法所得到的修正值之和为2%。则要求母齿轮的各参数为 Z=30 m=1.02 d=m*z=30.6mm 根据这个方法制作出来的齿轮能得到比较正确的齿形。但时间长,成本较高。 (2)加上成型收缩率的余量用特殊压力角的切齿道具 加上成型收缩率的余量用规范的切齿刀具来制作母齿轮时会造成齿形的偏移,用节点上的压力角的变化来表示的话如下公式所示。 Cosa1=d1cosa2/d2 a1: 加工齿轮模型用的切齿刀具的压力角 d1: 已经考虑了收缩率的分度圆直径(母齿轮的分度圆直径) d1=d2/(1-s/100) s:为收缩率
小齿轮锻造工艺设计
小齿轮锻造工艺设 计说明书 课程设计题目:小齿轮
目录 锻造工艺说明书 (1) 一.前言 (3) 二.设计步骤 (3) 1.审查零件图 (3) 2.绘制锻件图 (4) 3参数选择 (5) 3.1工艺参数 (5) 3.2选择数据 (5) 3.3确定方法 (5) 3.4数据处理 (6) 4.锻造工艺 (6) 5.修整锻件 (8) 三.锻造工艺流程卡(见附表) (10) 四.总结 (10) 五、参考文献: (11) 附件: (13)
一.前言 锻造生产的目的是坯料成型、及控制其内部组织性能达到所需的几何形状,尺寸以及品质的锻件,钢和大多数非铁金属及合金具有不同程度的塑性,均可在冷态或热态下进行塑性加工成型。本次锻造工艺设计课程设计的是小齿轮,相对于同组同学的设计任务,小齿轮的设计工序内容会比较少,所以我会有更多的时间去完善细节设计,争取做到无瑕疵设计。该齿轮所选材料为40MnB。锻造过程中需要将坯料加热到其再结晶温度之上。钢的开始再结晶温度约为727℃,但普遍采用800℃作为划分线,高于800℃的是热锻;在300~800℃之间称为温锻或半热锻。该齿轮生产采用单件小批量生产方式,故对其采用自由锻工艺。自由锻造是利用冲击力或压力使金属在上下砧面间各个方向自由变形,不受任何限制而获得所需形状及尺寸和一定机械性能的锻件的一种加工方法。自由锻造的基本工序包括镦粗、拔长、冲孔、切割、弯曲、扭转、错移及锻接等。制定自由锻的工艺规程包括绘制锻件图、确定变形工步,计算坯料质量和尺寸,选定设备和工具,确定锻造温度和加热范围和加热、冷却及修整处理的方法和规范。最终完成齿轮设计。 二.设计步骤 1.审查零件图 当收到零件图时,要根据设计要求检查零件图是否存在不合适之处,相对的技术要求能否满足加工要求。如果存在不合适之处在和老师交流后,作以正确更改。 此小齿轮零件图没有标明齿根高系数,所以不能确定齿根圆半径,通过观察
POM塑料齿轮的加工
塑料齿轮的加工方法 一塑胶齿轮优缺点和应用 相对金属齿轮,塑料齿轮具有质量轻、工作噪音小、耐磨损、无须润滑、可以成型较复杂的形状、大批量生产成本低等优点。但由于塑料本身具有收缩、吸水,相对金属强度也比较弱,对工作环境要求高,对温度较敏感等特性。因而,塑料齿轮同时就有精度低、寿命短、使用环境要求高等缺点。随着新材料的应用及制造技术的发展,塑料齿轮的精度越来越高,寿命也越来越长,并广泛应用于仪器、仪表、玩具、汽车、打印机等行业。 二塑料齿轮的模具制造方法 由于塑料制品成型收缩,因此阴模尺寸要较制品尺寸大。见附图: 因而标准的齿轮制品意味着不标准的阴模尺寸。这就对阴模的制造提出了严格的要求。以下是常用的两种阴模制造方法 1.先制作一母齿轮,然后通过铸造、电火花加工、电铸等方法制作母齿轮。如:涡轮、涡杆、锥齿轮。 2.不需母齿轮,直接线切割制作阴模。常用于正齿轮,斜齿轮。 2.1母齿轮的制作方法 前面所提,母模要比制品大,因此标准制品齿轮就必须由特殊母齿
轮制作特殊的阴模。特殊的母齿轮就需特殊的切齿刀来加工。 通常方法: (1)特殊模数的切齿刀具 (2)加上成型收缩率的余量用特殊压力角的切齿道具 (3)加上成型收缩率的余量用标准切齿刀具 (4)不需添加余量用标准切齿刀具 以下是各种方法的详细介绍 (1)特殊模数的切齿刀具 制作一个特殊模数的切齿刀具,其压力角为标准压力角。在制作这个切齿刀具时必须考虑到成型收缩率以及后面要讲到的阴模制作法所规定的修正值,然后用这个特殊刀具来加工母齿轮。 假设要制作下面的成型齿轮时 Z=30 m=1 d=m*Z=30mm 假设成型收缩率与根据阴模制作法所得到的修正值之和为2%。则要求母齿轮的各参数为 Z=30 m=1.02 d=m*z=30.6mm 根据这个方法制作出来的齿轮能得到比较正确的齿形。但时间长,成本较高。 (2)加上成型收缩率的余量用特殊压力角的切齿道具 加上成型收缩率的余量用标准的切齿刀具来制作母齿轮时会造成齿形的偏移,用节点上的压力角的变化来表示的话如下公式所示。 Cosa1=d1cosa2/d2 a1: 加工齿轮模型用的切齿刀具的压力角 d1: 已经考虑了收缩率的分度圆直径(母齿轮的分度圆直径) d1=d2/(1-s/100) s:为收缩率 a2:标准齿轮的压力角(一般为20度或者为14.5度) d2:标准齿轮的分度圆直径(制品的分度圆直径) 所以 cosa1=cosa2/(1-s/100)
塑料齿轮材料选用
我們目前選用的是POM. 齿轮材料综合考虑使用性能、工艺性能和经济性,选用聚甲醛(又称POM),该材料具有优异的综合性能,强度、刚性高,抗冲击,疲劳、蠕变性能较好,自润滑性能优良,摩擦系数小且耐摩性好,吸水小,产品尺寸稳定,适用于制造各种齿轮、传动零件或减摩零件等。 注射过程中的温度主要足指熔胶温度和模具温度,因为两者都对整个注射过程有重要影响。要同时有最高的充填速度,又能保持塑件的特性,就需要有适当的熔胶温度。模温越高,填模速度越快。模温控制塑料的充填速度、成品冷却时间和成品的结晶度。实际生产中聚甲醛塑料合理的喷嘴温度和料筒见表1。 模具温度对齿轮成型周期及成品质量(如应力、系数率、尺寸公左、机械性能等)有决定性影响的参数,对POM材料而言,成型齿轮的模温控制范围为90度C~ ========================================================= 我公司用POM或PA,好看了N多外公司图纸,好象只有上面两种,有时加点玻纤(GF)增加强度,最好找一家较好的注塑厂 ========================================================= POM材料的收縮範圍較大.成型難度很大.尺寸精度不容易達到. ========================================================= 我们公司的塑料齿轮一般都是选用POM或PA6+30GF两种. ========================================================= 我们公司目前使用的塑料齿轮主要是POM,请注意是纯料没有加玻纤的,因为我们使用过POM 加玻纤或者加碳纤在注塑后缩水变形比较大,我们使用的是杜邦的材料(500P);但是请注意塑料齿轮的结构设计对产品质量影响很大;但是如果想需要强度高的话,除了结构改进外也需要选择材料,你可以选择韦尔曼的材料或者选择PEEK做塑料齿轮,当然成本就不一样了. ========================================================= 还有用尼龙做的,我看日本khk的很多都是尼龙的
齿轮锻造工艺设计
课程设计说明书 齿轮锻造工艺设计 院系名称工学院 专业名称机械设计制造及其自动化学生姓名 学生班级 学生学号 指导教师刘刘万福 2010年 6 月 8 日
摘要:本次课程设计说明了齿轮的锻造工艺,同时论述了齿轮零件的锻造工艺设计是一个涉及诸多综合性因素的问题,它与所选的制造机械零件材料的性能、制造的工艺过程、生产的现场条件、生产批量及经济性等因素有密不可分的关系。只有了解了锻造的工艺要求和热处理的规范,以及选择合适的设备,才能完成齿轮的锻造。
目录 一.绘制锻件图................................................. - 1 - 1.确定锻件形状.............................................. - 1 - 2.确定加工余量.............................................. - 1 - 3.确定锻造公差.............................................. - 1 - 4.绘制锻件图................................................ - 2 - 二.确定锻造工艺............................................... - 3 - 1.锻件分类及工序............................................ - 3 - 2.制定变形工艺方案.......................................... - 3 - 3.确定合适的锻比............................................ - 4 - 三.确定毛坯的质量和尺寸....................................... - 5 - 1.毛坯质量计算.............................................. - 5 - 2.毛坯尺寸确定.............................................. - 6 - 四.选定锻造设备及吨位......................................... - 7 - 1.查表选定法................................................ - 7 - 五.确定锻造温度及规范......................................... - 8 - 1.确定锻造温度范围.......................................... - 8 - 2.确定加热规范及火次........................................ - 8 - 3.确定冷却方法.............................................. - 9 - 4.确定冷却规范.............................................. - 9 - 5.确定热处理规范............................................ - 9 - 六.设计总结.................................................. - 10 - 致谢......................................................... - 11 - 参考文献..................................................... - 12 - 工艺卡....................................................... - 13 -
塑料齿轮强度校核方法1
塑料齿轮强度校核方法 马瑞伍,余毅,张光彦 (深圳市创晶辉精密塑胶模具有限公司,广东省深圳市518000) 【摘要】随着动力传递型塑料齿轮应用领域的不断拓展,如何评估或校核塑料齿轮的强度成为设计者不得不考虑的难题。由于塑料材料种类繁多,且不同种类的塑料性能指标差异很大,所以迄今为止有关塑料齿轮的强度算法还未形成统一的标准。目前,具有代表性的塑料齿轮强度算法主要四种:①尼曼&温特尔法;②VDI 2545标准法;③KISSsoft软件基于VDI 2545标准修正法;④宝理“Duracon”法。由于第②种算法已经废止,第③种算法主要以软件形式发布,因此本文将主要介绍第①和第④种算法,以期能为塑料齿轮的设计起到一定的借鉴意义。 【关键词】塑料齿轮强度设计 1引言 在国内,塑料齿轮起步于20世纪70年代。在发展初期,塑料齿轮主要应用集中在水电气三表的计数器、定时器、石英闹钟、电动玩具等小型产品中。这时期的塑料齿轮的多为直径一般不大于25mm,传递功率一般不超过0.2KW的直齿轮。换言之,早期的塑料齿轮主要用于小空间内的运动传递,属于运动传递型齿轮。随着注塑模具技术与注塑装备及注塑工艺水平的不断提高,模塑成型尺寸更大、强度更高的塑料齿轮成为可能。现在,塑料齿轮传递动力可达 1.5KW,直径已超过150mm。动力型塑料齿轮已经成为众多产品动力传递系统的重要组成部分。虽然动力型塑料齿轮的应用越来越广泛,但相应的塑料齿轮强度计算理论或标准却比较匮乏。目前,塑料齿轮的强度计算多以金属齿轮的强度计算方法为参考,通过修正或修改某些系数来计算或评估塑料齿轮的强度是否满足使用要求,然后再通过实验方法验证强度是否满足使用要求。下面,本文将介绍具有代表性的塑料齿轮强度的计算方法或观点,以期能够为塑料齿轮的强度设计提供借鉴。2塑料齿轮强度计算方法 从查阅到的相关文献资料看,塑料齿轮的强度计算方法基本上沿用了金属齿轮的强度校核理论及计算公式。这些计算方法主要是根据材料的差异对金属齿轮的强度校核公式中的某些系数进行简化或修正。比较有代表性的塑料齿轮强度计算方法主要有四种: ①尼曼&温特尔法:该算法在尼曼&温特尔的世界名著《机械零件》第2卷第22.4节中做了明确的论 述。 ②VDI 2545标准法:该算法是VDI于1981年发布的一份指导标准。该标准仅提供了三种基础材料 POM、PA12和PA66的相关数据用于评估塑料齿轮的强度。该算法在强度计算时未考虑温度对塑料强度的影响。 ③KISSsoft软件基于VDI 2545标准修正法:该算法是KISSsoft公司基于VDI 2545标准而提出的塑料 齿轮强度的一种修正算法。该方法主要是修正VDI 2545标准中强度受温度变化的影响关系。同时,该公司与各大主流塑料材料供应商合作,提供了POM、PA12、PA66、PEEK四种主要塑齿材料的性能数据,并采用软件形式发布,为塑料齿轮设计者评估塑料齿轮的强度提供了软件工具。 ④宝理“Duracon”法:该算法是日本宝理公司发布的一种针对共聚聚甲醛(POM)材料的塑料齿轮 强度评估算法。 鉴于第②种算法已经废止,第③种算法主要以软件形式发布,因此本文将主要介绍第①、④两种算法。 2.1尼曼&温特尔法 尼曼&温特尔在其名著《机械零件》一书中指出:塑料齿轮可能出现和钢齿轮相同的破坏形式:点蚀、
齿轮锻造工艺说明书
齿轮锻造工艺说明书 WTD standardization office【WTD 5AB- WTDK 08- WTD 2C】
编号课程设计说明书 题目齿轮零件锻造工艺及模具设计 二级学院材料科学与工程学院 专业材料成形及控制工程 班级 学生姓名廖本洪 指导教师夏华 时间 19-20周
目录 绪论2 4 4 4 5 8 8 9 9 设备吨位的确定0 选择飞边槽0 1 2 2 2 2 2 3 6 16 7 7 8 8 8 8 确定模具材料及热处理的要求 (18)
1 10 1 绪论 锻造是一种借助工具或模具在冲击或压力作用下加工机械零件或零件毛坯的方法。与其它加工方法相比,锻造加工生产率高;锻件的形状,尺寸稳定性好,并具有最佳的综合力学性能。锻件的最大优势是韧性高,纤维组织合理,件与件之间性能变化小;锻件的内部质量与加工历史有关,不会被任何一种金属加工工艺超过。 锻造生产根据使用工具和生产工艺的不同而分为自由锻、模锻和特种锻造。 自由锻造:一般是指借助简单工具,如锤,砧,型砧,摔子,冲子,垫铁等对铸锭或棒材进行镦粗,拔长,弯曲,冲孔,扩孔等方式生产零件毛坯。加工余量大,生产效率低;锻件力学性能和表面质量受生产操作工人的影响大,不易保证。这种锻造方法只适合单件及极小批量或大锻件的生产;不过,模锻的制坯工步有时也采用自由锻。 特种锻造:有些零件采用专用设备可以大幅度提高生产率,锻件的各种要求也可以得到很好的保证,特种锻造有一定的局限性,特种锻造机械只能生产某一类型的产品,因此适合于生产批量大的零部件。 模锻:模锻是指将坯料放入上下模块儿的模膛间,借助锻锤锤头,压力机滑块或液压机活动横梁向下的冲击或压力成形为锻件。锻模的上下模块分别紧固在锤头和底座上。模锻件余量小,只需少量的机械加工(有的甚至不加
塑料齿轮加工工艺及材料简介
塑料齿轮加工工艺及材料简介 打印该信息添加:不详来源:未知 塑料齿轮正朝着更大的尺寸、更复杂的几何形状、更高强度的方向发展,同时高性能树脂和长玻纤填充的复合材料起到了重要的推动作用。 塑料齿轮在过去的50年里经历了从新型材料到重要的工业材料的一个变化历程。今天它们已经深入到许多不同的应用领域中,如汽车、手表、缝纫机、结构控制设施和导弹等,起到传递扭矩和运动形式的作用。除了现有的应用领域以外,新的、更难加工的齿轮应用领域将不断的出现,这种趋势还在深入发展中。 汽车工业已经成为塑料齿轮发展最快的一大领域,这一成功的变化是令人鼓舞的。汽车制造厂商正努力寻找各种汽车驱动的辅助系统,他们需要的是马达和齿轮等而不是功率、液压或者电缆。这种变化使得塑料齿轮深入应用到很多应用领域,从升降门、座位、跟踪前灯到刹车传动器、电动节气门段、涡轮调解装置等。 塑料动力齿轮的应用进一步拓宽。在一些大尺寸要求的应用领域,塑料齿轮经常用来替代金属齿轮,如使用塑料的洗衣机传动装置等,这改变着齿轮在尺寸上的应用限度。塑料齿轮也应用到其它很多领域,如通风和空调系统(HVAC) 的减振驱动器、流动设施中的阀门传动、公共休息室中的自动冲扫器、小型航空器上用的控制表层稳定的动力螺旋器、军用领域中的螺砣仪以及操纵装置。
大尺寸、高强度的塑料齿轮 由于塑料齿轮成型上的优势以及可以成型更大、高精度和高强度的特征,这是塑料齿轮得以发展的一个重要原因。早期的塑料齿轮发展趋势一般是跨度小于1英寸,传输能力不超过0.25马力的直齿轮。现在齿轮可以做成许多不同的结构,传输动力一般为2马力,直径范围为4-6英寸。预测到2010年,塑料齿轮成型直径可以达到18英寸,传送能力可以提高到10马力以上。 如何设计出一个齿轮构型,在传送动力最大化的同时让传送错误和噪音最小化,还面临着很多难题。这就对齿轮的同心性、齿形以及其它的特性提出了很高的加工精确要求。某些斜齿轮,可能需要复杂的成型动作来制造最终的产品,其它的齿轮在较厚部分需要使用芯齿来减少收缩。虽然很多成型专家使用了最新的聚合材料、设备和加工技术达到了生产新一代塑料齿轮的能力,但是对于所有的加工者来说,将面临的一个真正的挑战是如何配合制造这种整个高精度产品。 控制的难点 高精度齿轮允许的公差一般很难用美国塑料工业协会(SPI)所说明的“好”来形容。但是今天多数成型专家使用最新的配有加工控制单元的成型机器,在一个复杂的窗口上,控制成型温度的精度、注射压力以及其它的变量来成型精密的齿轮。一些齿轮成型专家使用更先进的方法,他们在型腔里安置温度和压力传感器来提高成型的一致性和重复性。
齿轮锻造课程设计
课程设计说明书 课程:热加工工艺课程设计 题目:齿轮锻造工艺设计 姓名: 专业:机械设计制造及其自动化 班级:10机电一班 学号: 指导老师: 课程完成时间:2012.5.18至2010.5.31 摘要
锻造生产的主要目的是坯料成型、及控制其内部组织性能达到所需的几何 形状、尺寸以及品质的锻件,钢和大多数非金属及合金具有不同程度的塑性,均 可在冷态或热态下进行塑性加工成型。 锻造通常分为自由锻和模锻。自由锻一般是在锻锤或水压机上,利用简单 的工具将金属锭或块料锻成所需形状和尺寸的加工方法。自由锻时不使用专用模具,因而锻件的尺寸精度低,生产率也不高,主要用于单件、小批量、大锻件生 产或冶金厂的开坯。模锻是在模锻锤或热模锻压力机上利用模具来成形。由于金 属的成形受模具控制,因此模锻件具有相当精确有外形和尺寸,也有相当高的生 产率,适合大批量生产。 按照锻造设备的成形特点,又可以将自由锻分为手工锻造、锤上锻造和水 压机锻造,而模锻分为锤上模锻、压力机模锻、平锻机模锻等。 齿轮的锻造采用自由锻。自由锻是利用压力或冲击力上金属在上下低铁之 间产生塑性变形,从而获得锻件形状的方法。 但是,与铸造、焊接等加工方法相比较,锻造的形状比较简单,生产外形 复杂和有内腔的零件比较困难。 The main purpose of forging production is blank forming, and control the internal organization performance to the required geometric shape, size and quality of forging, steel and most nonmetal and alloy with different degrees of plastic, all can in the cold or hot state under the plastic processing molding. Forging usually divided into free forging and die forging. Free forging is generally in forging hammer or hydraulic press, using simple tool will metal ingot or piece of material into the forging shapes and sizes of processing method. Free forging, never use special die, and the size of the low precision forging,
塑料齿轮强度校核方法
塑料齿轮强度校核方法 The manuscript was revised on the evening of 2021
塑料齿轮强度校核方法 马瑞伍,余毅,张光彦 (深圳市创晶辉精密塑胶模具有限公司,广东省深圳市 518000) 【摘要】随着动力传递型塑料齿轮应用领域的不断拓展,如何评估或校核塑料齿轮的强度成为设计者不得不考虑的难题。由于塑料材料种类繁多,且不同种类的塑料性能指标差异很大,所以迄今为止有关塑料齿轮的强度算法还未形成统一的标准。目前,具有代表性的塑料齿轮强度算法主要四种:①尼曼&温特尔法;②VDI 2545标准法;③KISSsoft软件基于VDI 2545标准修正法;④宝理“Duracon”法。由于第②种算法已经废止,第③种算法主要以软件形式发布,因此本文将主要介绍第①和第④种算法,以期能为塑料齿轮的设计起到一定的借鉴意义。 【关键词】塑料齿轮强度设计 1引言 在国内,塑料齿轮起步于20世纪70年代。在发展初期,塑料齿轮主要应用集中在水电气三表的计数器、定时器、石英闹钟、电动玩具等小型产品中。这时期的塑料齿轮的多为直径一般不大于25mm,传递功率一般不超过的直齿轮。换言之,早期的塑料齿轮主要用于小空间内的运动传递,属于运动传递型齿轮。随着注塑模具技术与注塑装备及注塑工艺水平的不断提高,模塑成型尺寸更大、强度更高的塑料齿轮成为可能。现在,塑料齿轮传递动力可达,直径已超过150mm。动力型塑料齿轮已经成为众多产品动力传递系统的重要组成部分。虽然动力型塑料齿轮的应用越来越广泛,但相应的塑料齿轮强度计算理论或标准却比较匮乏。目前,塑料齿轮的强度计算多以金属齿轮的强度计算方法为参考,通过修正或修改某些系数来计算或评估塑料齿轮的强度是否满足使用要求,然后再通过实验方法验证强度是否满足使用要求。下面,本文将介绍具有代表性的塑料齿轮强度的计算方法或观点,以期能够为塑料齿轮的强度设计提供借鉴。 2塑料齿轮强度计算方法 从查阅到的相关文献资料看,塑料齿轮的强度计算方法基本上沿用了金属齿轮的强度校核理论及计算公式。这些计算方法主要是根据材料的差异对金属齿轮的强度校核公式中的某些系数进行简化或修正。比较有代表性的塑料齿轮强度计算方法主要有四种: ①尼曼&温特尔法:该算法在尼曼&温特尔的世界名着《机械零件》第2卷第节中做了明确的论述。 ②VDI 2545标准法:该算法是VDI于1981年发布的一份指导标准。该标准仅提供了三种基础材料 POM、PA12和PA66的相关数据用于评估塑料齿轮的强度。该算法在强度计算时未考虑温度对塑料强度的影响。 ③KISSsoft软件基于VDI 2545标准修正法:该算法是KISSsoft公司基于VDI 2545标准而提出的塑料 齿轮强度的一种修正算法。该方法主要是修正VDI 2545标准中强度受温度变化的影响关系。同时,该公司与各大主流塑料材料供应商合作,提供了POM、PA12、PA66、PEEK四种主要塑齿材料的性能数据,并采用软件形式发布,为塑料齿轮设计者评估塑料齿轮的强度提供了软件工具。 ④宝理“Duracon”法:该算法是日本宝理公司发布的一种针对共聚聚甲醛(POM)材料的塑料齿轮 强度评估算法。 鉴于第②种算法已经废止,第③种算法主要以软件形式发布,因此本文将主要介绍第①、④两种算法。 2.1尼曼&温特尔法 尼曼&温特尔在其名着《机械零件》一书中指出:塑料齿轮可能出现和钢齿轮相同的破坏形式:点蚀、磨损、轮齿折断。当塑料齿轮与钢齿轮配对时,只须验算塑料齿轮的承载能力。在热塑性塑料中还须注意其
传动轴设计指南
奇瑞汽车有限公司底盘部设计指南 编制: 校对: 审核: 批准: 汽车工程研究院
目录1简要说明 1.1万向节和传动轴综述 1.2万向的类型及适用范围 1.3结构图 1.4工作原理 2设计构想 2.1设计原则和开发流程 2.2基本的设计参数 2.2.1传动轴的布置要点 2.2.2关键性能尺寸的确定 2.2.3粗糙度和形位公差的确定 2.2.4零件号要求 2.2.5传动轴的主要结构参数与计算 2.3环境条件、材料、热处理及加工要求 3台架试验 3.1十字轴式万向节传动轴台架试验 3.2等速万向节传动轴台架实验 4图纸模式 4.1尺寸公差 4.2文字说明
1、简要说明 1.1万向节和传动轴综述 汽车上的万向节传动常由万向节和传动轴组成,主要用来在工作过程中相对位置不断改变的两根轴间传替动力。万向节传动应保证所连接两轴的相对位置在预计范围内变动,能可靠的传替动力;保证所连接两轴尽可能同步(等速)运转;允许相邻两轴存在一定角度;允许存在一定轴向移动。 1.2万向的类型及适用范围 万向节按其在扭转方向上是否由明显的弹性可分为刚性万向节和挠性万向节。刚性万向节又可分为不等速万向节(常用的十字轴式),准等速万向节(双联式、三销轴式等)和等速万向节(球叉式、球笼式等)。等速万向节,英文名称Constant Velocity Universal Joint,简称等速节(CVJ)。 CVJ的种类如下: 在发动机前置后轮驱动(或全轮驱动)的汽车上,由于工作时悬架变形,驱动桥主减速器输入轴与变速器(或分动器)输出轴间经常有相对运动,普遍采用万向节传动。在转向驱动桥中,由于驱动轮又是转向轮,左右半轴间的夹角随行驶需要而变,这时多采用球叉式和球笼式等速万向节传动。当后驱动桥为独立悬架结构时,也必须采用万向节传动。万向传动装置除用于汽车的传动系外,还可用于动力输出装置和转向操纵机构。 1.3结构图 1.3.1十字轴式刚性万向节,如图所示: